Makalah Seminar Kerja Praktek
PERANCANGAN APLIKASI PLC OMRON SYSMAC CP1L PADA SISTEM OTOMASI ICE COMPACTOR
UNTUK PROSES PEMADATAN ICE FLAKE
PT. PURA BARUTAMA KUDUS
Ilham Muttaqin
1, Ir. Yuningtyastuti, MT.
21
Mahasiswa dan
2Dosen Jurusan Teknik Elektro, Fakultas Teknik, Universitas Diponegoro
Jl. Prof. SUdharto, tembalang, Semarang, Indonesia
Email :
[email protected]
Abstrak -
Dunia industri modern saat ini tidak bisa lagi dipisahkan dengan masalah otomasi untuk berbagai sarana produksi ataupun pendukung produksi. Otomasi selalu berkaitan dengan sistem kendali. Dengan semakin beragamnya sarana industri yang membutuhkan otomatisasi, maka kita membutuhkan suatu media kontrol yang bersifat universal, bisa diterapkan pada semua bidang industri namun tepat guna.PLC (Programmable Logic Controller) atau pengendali logika terprogram dengan berbagai kelebihan dan kemudahan pemakaiannya merupakan salah satu solusi untuk memenuhi kebutuhan tersebut. Programnya bisa dibuat sesuai logika otomatisasi yang diinginkan dan antarmuka masukan/keluarannya bisa disesuaikan dengan kebutuhan.
Pada pelaksanaan kerja praktek ini akan dibahas mengenai dasar teori PLC, pengenalan PLC OMRON SYSMAC CP1L dan ladder diagram maupun tabel mnemonic sebagai sarana pemrogramannya serta contoh aplikasinya tentang sistem otomasi mesin pemadatan serpihan es (atau yang dikenal dengan ice compactor).Karena dengan memadatkan butiran es memudahkan proses pengangkutan ke tempat yang dituju (dalam hal ini pasar swalayan) yang menggunakan butiran es sebagai pendingin dagin dan ikan, oleh karena itu perlu dirancang suatu mesin yang dapat mengubah butiran es menjadi padatan es yang dikendalikan secara otomatis dengan menggunakan PLC Omron Sysmac CP1L . PLC yang digunakan merupakan PLC jenis relay dengan jumlah 30 I/O (input/output). Program yang digunakan untuk menjalankan PLC dibuat dengan menggunakan Software CX Programmer Ver 9.0.
Kata kunci : PLC, ice compactor, otomasi industri, CX Programmer Ver 9.0. I. PENDAHULUAN
1.1. Latar Belakang
Ice Flake merupakan salah satu bagian yang penting dalam sebuah pasar swalayan untuk mendinginkan daging daging dan ikan supaya dapat bertahan lama. Untuk meningkatkan efisien pemadatan ice flake dilakukan otomasi alat ice compactor ini. Proses yang terjadi dalam unit sistem ini diatur dengan menggunakan satu unit alat kontrol berbasis PLC. Otomasisasi ini bertujuan untuk memudahkan proses pemadatan ice flake dan untuk mengurangi tingkat kesalahan manusia.
1.2. Maksud dan Tujuan
Hal hal yang menjadi tujuan penulisan laporan kerja praktek ini adalah:
1. Memperkanalkan PLC sebagai salah satu pendukung otomasi industri
2. Mempelajari dasar pemograman PLC dan aplikasi PLC khususnya seri Omron Sysmac CP1L.
3. Mempelajari pembuatan program ladder diagram dengan menggunakan software CX Programmer
1.3. Pembatasan Masalah
Materi kerja praktek ini dibatasi pada penggunaan PLC OMRON SYSMAC CP1L dari sisi perangkat kerasnya dan pemograman dasar diagram ladder untuk mendukung kerja PLC dalam aplikasinya untuk otomasi sistem ice compactor untuk pemadatan ice flake.
II. KAJIAN PUSTAKA
2.1 PLC (Programmable Logic Control)
Berdasarkan standar yang National Electrical Manufacture Association (NEMA) ics3-1978 Part ICS3-304, PLC adalah sebuah perangkat elektronik yang
bekerja secara digital, memiliki memori yang dapat diprogam menyimpan perintah perintah untuk melakukan fungsi fungsi khusus seperti logic, sequencing, timing, counting, dan aritmatika untuk mengontrol berbagai jenis mesin atau proses melalui analog atau digital input/output modules”. PLC berisi rangkaian elektronika yang dapat difungsikan sebagai contact relay ( baik NO atau NC) yang dapat digunakan berkali kali untuk semua instruksi dasar selain instruksi output.
Gambar 1 Fungsi PLC
2.1.1 Prinsip Kerja PLC
Pada prinsipnya, modul input PLC menerima data berupa sinyal dari peralatan input luar (external input device) dari sistem yang dikontrol seperti yang diperlihatkan pada gambar 2. Peralatan input luar tersebut antara lain berupa sakelar, tombol, sensor. Data masukan yang berupa sinyal analog diubah oleh modul input A/D (analog to digital input module) menjadi sinyal digital. Selanjutnya prosesor sentral (CPU) sinyal digital itu diolah sesuai dengan program yang telah dibuat dan disimpan di dalam ingatan (memory). Seterusnya CPU mengambil keputusan dan memberikan perintah ke modul output dalam bentuk sinyal digital. Kemudian modul output D/A (digital to analog module) dari sistem yang dikontrol antara lain berupa kontaktor, relay, solenoid, heater, alarm dimana nantinya dapat untuk mengoperasikan secara otomatis sistem proses kerja yang dikontrol tersebut.
Gambar 2 Bagian Bagian Blok PLC
2.1.2 Keuntungan Pemakaian PLC
Keuntungan dari pemakaian PLC antara lain adalah sebagai berikut:
a. Ketika terjadi perubahan pada rangkaian, perubahan hanya dilakukan pada programnya saja sehingga waktunya lebih singkat
b. Dapat berkomunikasi dengan printer sehingga program yang disimpan di memory dapat dicetak c. berguna untuk troubleshooting maupun
pelatihan. PLC memiliki timer dan counter yang dapat diprogram sebagai simulasi dari timer dan counter elektromekanis
d. Prosesor pada PLC juga memiliki kemampuan untuk menjalankan operasi aritmatika.
2.2 PLC OMRON SYSMAC CP1L
PLC OMRON SYSMAC CP1L adalah salah satu produk PLC dari OMRON yang terbaru. CP1L merupakan PLC tipe paket yang tersedia dengan 10, 14, 20, 30, 40, atau 60 buah I/O (input/output). Sistem input outputnya berupa bit atau lebih dikenal dengan PLC tipe relay karena hanya membaca masukan (input) dan menghasilkan keluaran (output) dengan logika 1 atau 0.
Gambar 5. PLC Omron Sysmac CP1L 30 I/O
2.2.1 Bagian-bagian umum PLC OMRON CP1L
Gambar 6 Bagian PLC Omron Sysmac CP1L 30 I/O
Countin g Sequen cing Logic Timing Data Handling Control PROGRAMMABLE LOGIC CONTROL
Keterangan:
1. Blok power suplai, ground, dan input terminal 2. Blok eksternal power suplai dan output terminal 3. Peripheral USB port untuk menghubungkan
dengan komputer dan komputer dapat digunakan untuk memprogram dan memonitoring
4. Operation Indicator, mengindikasikan status operasi dari CP1L termasuk power status, mode operasi, errors, dan komunikasi USB.
5. Baterai untuk mempertahankan internal clock dan isi RAM ketika supply OFF
6. Input indicator, menyala jika kontak terminal input kondisi menyala
7. Output Indicator, menyala jika kontak terminal output kondisi menyala.
8. Expansion I/O unti connector, digunakan untuk menambah input/output PLC
9. Option board slot, digunakan untuk menginstal RS-232C
2.2.2 Port terminal Input Output PLC Omron
CP1L
Gambar 7 Port Input model suplai AC dan DC
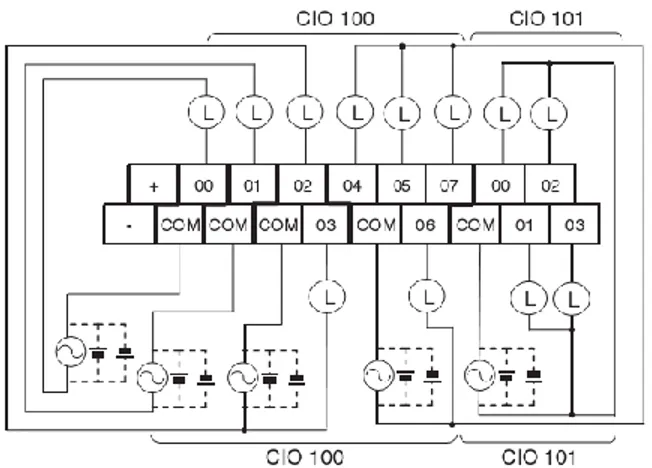
Port pada PLC CP1L 30 I/O terdiri dari 18 terminal input yaitu dari CIO 0.00 – 0.11 dan CIO 1.00 -1.05. Untuk port outputnya terdapat 12 buah terminal yaitu dari CIO 100.00 – 100.07 dan CIO 101.00 – 101.03.
Pada port input terdapat dua buah terminal untuk masukan suplai AC PLN yaitu pada terminal L1 dan L2/N. Port input terhubung pada satu titik COM (common). Masukan pada terminal COM dapat berupa polaritas + atau -.
Pada port output terdapat 5 buah titik COM. Masing masing titik COM terhubung dengan titik output yang dibatasi dengan garis batas seperti yang terlihat pada gambar di bawah ini.
Gambar 8 Port Output model terminal AC DC
Pada model AC power supply terdapat output 24 VDC pada terminal + dan -. Suplai ini dapat digunakan untuk suplai VDC pada terminal input.
2.3 CX Programmer Ver 9.0
Gambar 9 Jendela CX Programmer
Program CX Omron merupakan sebuah software pemprograman PLC untuk membuat, memonitor, dan merubah dari berbagai program PLC Omron. CX Programmer dapat dijalankan dengan standar minimal komputer prosessor 486 MHz dengan system operasi windows XP.
III. Dasar Pemograman
Pokok dari penggunaan PLC yaitu pada pemrogramannya yang disesuaikan dengan kebutuhan pada suatu alat yang akan dikontrol. Bahasa program yang digunakan sudah dikonversi menjadi bahasa yang dimengerti manusia. Khususnya memakai istilah, simbol, dan gambar teknik standar yang sudah dikenal. Bahasa
program disajikan dalam dua bentuk yaitu diagram tangga (Ladder Diagram) dan tabel Mnemonic.
3.1.1 Ladder Diagram/Diagram Tangga
Diagram Tangga (seperti yang ditunjukkan pada halaman 8) merupakan bahasa teknik yang menggunakan simbol-simbol dan keterangan-keterangan mengenai input dan output dalam bentuk gambar diagram untuk mewakili fungsi kerja suatu proses dari sistem yang dikontrol. Simbol-simbol yang digunakan dalam pemrograman PLC, yaitu :
Load dan Load Not
Gambar 10 Simbol LOAD dan LOAD NOT
Kondisi pertama untuk mengawali setiap pemrograman dari pergantian garis anak tangga menggunakan instruksi load atau load not.
And dan And Not
Gambar 11 Simbol AND dan AND NOT
Bila terdapat dua atau lebih kondisi terhubung serial dalam satu garis anak tangga, maka kondisi yang pertama harus menggunakan instruksi load atau load not, dan kondisi yang lainnya dengan instruksi and atau and not. Or dan Or Not
Gambar 12 Simbol OR dan OR NOT
Bila terdapat dua atau lebih kondisi terhubung paralel dalam satu garis anak tangga, maka kondisi yang pertama harus menggunakan instruksi load atau load not, dan kondisi yang lainnya dengan instruksi or atau or not. Normal Terbuka dan Normal Terhubung
Gambar 13 Simbol Normally Open dan Normally Close
Setiap instruksi harus didahului oleh bit operand kondisi normal terbuka atau terhubung. Suatu kondisi disebut normal terbuka bilamana output bekerja atau aktif ketika bit operand di depannya ON, dan disebut normal terhubung bilamana output bekerja atau aktif ketika bit operand di depannya OFF.
Fungsi END
Gambar 14 Simbol END
Instruksi end digunakan untuk menandai bahwa program telah selesai. CPU melakukan scan dari awal hingga akhir program mebentuk loop tetutup. Jadi tanpa end maka program PLC tidak akan bekerja.
Output dan Output Not
Gambar 15 Simbol OUT dan OUT NOT
Instruksi output dapat digunakan untuk rancangan dimana output harus aktif jika kondisi-kondisi normal di depannya terhubung. Instruksi output not digunakan untuk rancangan dimana output harus tidak aktif jika kondisi-kondisi normal di depannya terhubung. Beberapa output atau output not yang terhubung parallel pada satu garis anak tangga dapat diperlakukan dengan instruksi output atau output not yang berurutan.
KEEP ( 11 )
Perintah KEEP mempunyai dua masukan yang diberi nama S dan R. Input S untuk Set dan input R untuk Reset. Apabila S ON maka KEEP akan ON, apabila R ON maka KEEP OFF, bila S OFF atau R OFF KEEP tidak bereaksi apapun.
Gambar 16 Ladder fungsi KEEP
DIFU ( 13 ) dan DIFD ( 14 )
DIFU adalah instruksi untuk memberi trigger sesaat pada saat awal masukan ON. Perintah DIFU mempunyai sebuah masukan dimana DIFU akan ON
END
NC NO
AND AND NOT
LOAD LOAD NOT
OR OR NOT
hanya sesaat pada awal masukan ON kemudian OFF tanpa menghiraukan lamanya masukan ON. Saat masukan OFF DIFU tidak bereaksi apapun. DIFU akan ON lagi setelah masukan OFF dan kemudian ON.
DIFD adalah instruksi untuk memberi trigger sesaat pada saat awal masukan OFF. Perintah DIFD mempunyai sebuah masukan dimana DIFD akan ON hanya sesaat pada awal masukan ON kemudian OFF tanpa menghiraukan lamanya masukan OFF. DIFD akan ON lagi setelah masukan ON dan kemudian OFF.
Gambar 17 Simbol DIFU dan DIFD
TIMER
Timer adalah instruksi untuk menunda suatu proses. Timer mempunyai sebuah masukan, dimana apabila masukan ON timer menghitung dan bila masukan OFF timer reset. N menunjukkan timer ke berapa ( Tim 1, Tim 2 dst ) dan S adalah Set Value dengan batasan antara 000.00 sampai dengan 999.9. Jika masukan ON maka timer aktif dan mulai menghitung sesuai set value, setelah timer selesai menghitung sampai angka set value terpenuhi maka timer akan ON, timer akan OFF dan reset apabila masukan OFF. Untuk mengambil kondisi timer maka dibuat diagram ladder seperti gambar dibawah. Timer akan OFF apabila masukan kondisinya OFF sehingga Timer reset. Timer menggunakan unit 100 ms ( Hundred-ms Timer )
Gambar 18 Simbol Timer
Contoh penggunaan. Ketika masukan timer CIO 0.00 berubah kondisi dari off ke on pada contoh ini, PV timer akan menghitung mundur dari SV. Completing Flag pada timer T000 akan ON ketika PV mencapai 0.
Ketika CIO 0.00 berubah kondisi ke off, PV akan direset ke SV dan Completing Flag akan off.
IV. Perancangan Sistem
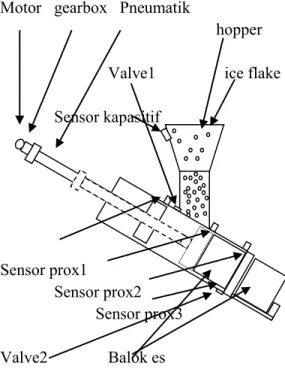
Sebelum membuat program pengontrolan maka sebelumnya harus ditentukan lebih dahulu sistem apa yang akan dikontrol. Sistem dari ice compactor yang akan dikontrol PLC dapat dilihat sebagai berikut.
Motor gearbox Pneumatik
hopper
Valve1
ice flake
Sensor kapasitif
Sensor prox1
Sensor prox2
Sensor prox3
Valve2
Balok es
Gambar 20 Sistem Keseluruhan Ice Compactor
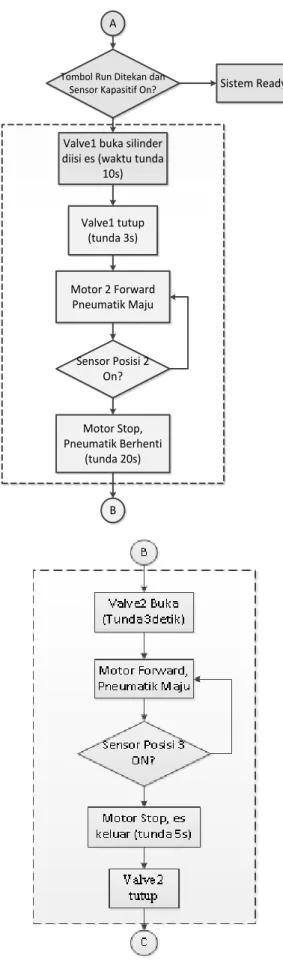
Tombol Run Ditekan dan
Sensor Kapasitif On? Sistem Ready
Valve1 buka silinder diisi es (waktu tunda
10s) Motor 2 Forward Pneumatik Maju Sensor Posisi 2 On? Motor Stop, Pneumatik Berhenti (tunda 20s) Valve1 tutup (tunda 3s) A B
Gambar 21 Flowchart Ice Compactor
4.2 Perancangan Program, Start up CX Programmer Software yang digunakan untuk membuat ladder diagram adalah CX-Programmer Ver 9.0. Langkah dari awal dalam pembuatan ladder diagram menggunakan CX-Programmer adalah sebagai berikut. Dari menu [Start], pilih [Program] > [OMRON] > one] > [programmer] > [[programmer] untuk memulai CX-Programmer. (atau pilih [All programs] > [OMRON] > [CX-one] > [CX-programmer] > [CX-Programmer]).
Kemudian untuk memulai project baru, klik New (Ctrl + N) atau pilih File > New
Gambar 22 Screenshot New Project
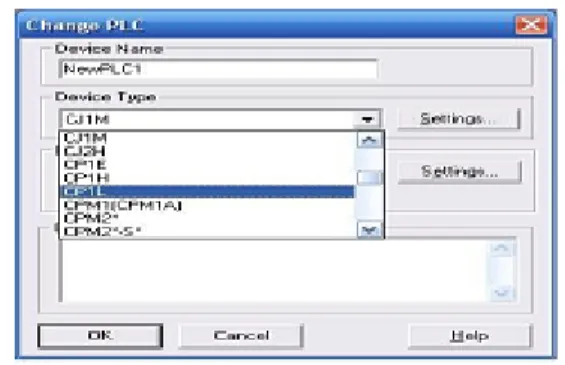
Lalu akan muncul layar seperti berikut ini, klik kiri pada anak panah untuk memilih jenis model PLC yang
akan digunakan kemudian klik Stting untuk memilih Tipe CPU yang digunakan kemudian klik OK
Gambar 23 Screenshot Select and Setting PLC
Setelah itu kotak dialog di atas akan hilang dan muncul layar utama pada proyek baru yang dibuat seperti gambar di bawah ini.
Gambar 24 Screenshot Diagram Workspace
4.2.1 Memasukkan kontak (Inputing Normally Open Contact)
Untuk memasukkan kontak pada workspace, klik ikon New Contact pada toolbar atau dapat juga dengan menekan huruf C untuk NO dan Q untuk NC.
Gambar 25 New Contact 4.2.2 Memasukkan Coil (Entry Coil)
Untuk memasukkan koil pada workspace, klik ikon New Coil pada toolbar atau dapat juga dengan menekan huruf O untuk NO atau Q untuk NC coil. Masukkan alamat dari koil sebagai alamat output, sebagai contoh 100.00, alamat ini sekaligus menentukan letak output pada port output PLC.
Setelah itu klik OK atau tekan Enter maka akan muncul kotak dialog Edit Comment sebagai berikut.
Isikan comment pada kotak tersebut, sebagai contoh “koil start”, kemudian klik OK atau tekan Enter.
Gambar 26 Rung Lengkap/Normalize Rung 4.2.3 Memasukkan Fungsi Timer
Selain koil, output juga dapat berupa Timer. Berikut langkah untuk memasukkan timer pada ladder diagram. Klik icon New PLC Instruction pada toolbar atau tekan huruf I.
Klik pada workspace maka akan tampil kotak dialog seperti gambar di bawah ini. Ketikkan “TIM_timer ke-n_#value dalam satuan 100ms” pada kotak dialog tersebut untuk memunculkan fungsi timer. Sebagai contoh TIM 0 #50, ini menunjukkan Fungsi Timer, timer ke 0 dengan value (50 x 100ms) atau 5 detik.
Gambar 27 Memasukkan Fungsi Timer 4.2.4 Memasukkan Fungsi DIFU / DIFD
Fungsi ini berfungsi untuk memberikan trigger sesaat. Berikut ini adalah langkah untuk membuat fungsi DIFU. Klik icon New PLC Instruction pada toolbar atau tekan huruf I.
Lalu klik pada workspace maka akan tampil kotak dialog seperti gambar di bawah ini. Ketikkan “DIFU_differensial ke-n” pada kotak dialog tersebut. Sebagai contoh “DIFU_0”, ini menunjukkan Fungsi Differential Up ke 0. Untuk Differential Down maka ditulis DIFD kemudian memasukkan nomor urutannya. Contoh DIFD_1, ini menunjukkan fungsi Differential Down ke 1.
Gambar 28 Instruksi Fungsi Differential Lengkap 4.2.5 Memasukkan End Instruction
Apabila program (ladder diagram) telah selesai dibuat maka ladder diakhiri dengan instruksi END. Klik icon New PLC Instruction pada toolbar atau tekan huruf I.
Gambar 29 Instruksi END lengkap 4.2.6 Meng-compile Program
Dengan melakukan compile maka kita dapat mengecek error atau kesalahan pada program. Pilih [Program] – [Compile] atau tekan Ctrl + F7.
Gambar 30 Compile Program
4.2.7 Menyimpan Program (Saving Program)
Untuk menyimpan program yang telah dibuat, pilih [File] – [Save As] pada menu utama. Kemudian tentukan lokasi untuk menyimpan dan memasukkan nama file. Klik Save.
Gambar 31 Menyimpan program
4.2.8 Membuka Program (Loading Program)
Untuk membuka program yang telah disimpan sebelumnya, pilih [File] – [Open] pada menu utama. Kemudian cari lokasi penyimpanan file lalu klik Open.
Gambar 32 Membuka program yang telah disimpan
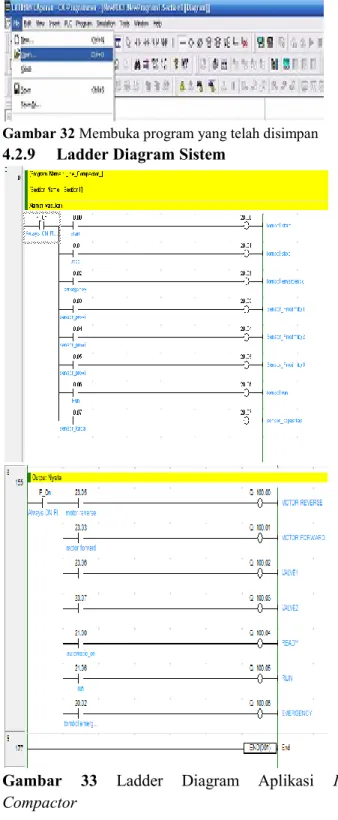
4.2.9 Ladder Diagram Sistem
Gambar 33 Ladder Diagram Aplikasi Ice
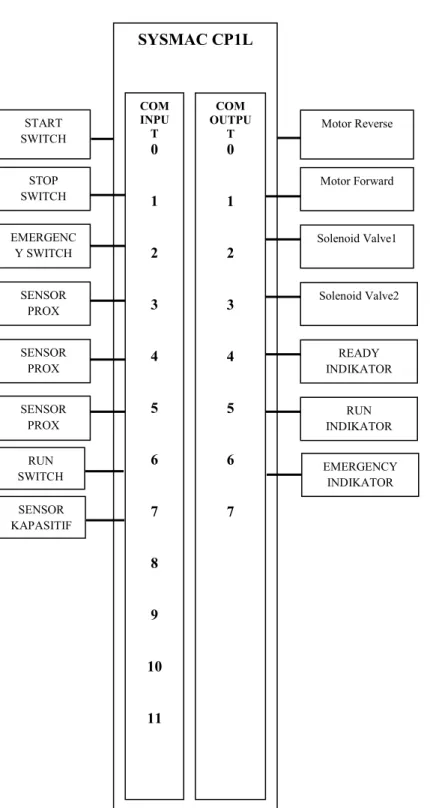
4.2.10 Diagram Blok Input/Output PLC
Gambar 34 Diagram Blok Input Output PLC
4.2.11 Cara Kerja Keseluruhan Sistem
a. Setelah catu daya dinyalakan, tombol start ditekan
b. Secara otomatis PLC akan menginisiasi semua sinyal input, posisi pneumatic akan dikondisikan dalam posisi awal, motor akan recerse dan pneumatic akan berjalan mundur, setelah terdeteksi oleh sensor posisi1 secara otomatis valve1 dan valve2 akan tertutup
c. Setelah tombol run ditekan, secara otomatis solenoid valve1 kan membuka katup hopper dan mengisi saluran dengan ice flag sampai selang waktu tertentu (10detik)
d. Setelah 10 detik, solenoid valve1 akan tertutup dengan jeda 3 detik, kemudian motor akan forward dan pneumatic akan berjalan maju dan berhenti setelah terdeteksi oleh sensor posisi 2 proses pengepresan
e. Pada proses pengepresan ini diberi waktu tunda untuk memastikan bahwa ice flag telah menjadi padatan yang siap untuk deikeluarkan dari silinder
f. Setelah waktu tunda pengepresan habis, secara otomatis solenoid valve2 akan terbuka penuh member jalan keluar balok es dari silinder g. Setelah solenoid valve2 terbuka penuh, secara
otomatis motor akan on dan bergerak forward sehingga pneumatik akan berjalan maju mendorong balok es keluar dari silinder dan berhenti setelah terdeteksi oleh sensor posisi 3 dan secara otomatis valve2 akan tertutup. Pada proses ini diberi waktu tunda untuk memastikan bahwa balok es benar benar telah keluar dari silinder
h. Setelah waktu tunda habis secara otomatis motor akan on dan bbergerak reverse dan pneumatic akan berjalan mundur samapi terdeteksi oleh sensor posisi1 posisi awal
i. Sistem akan dapat dijalankan lagi apabila tombol run ditekan, jika tidak maka tekan tombol stop STOP SWITCH EMERGENC Y SWITCH SENSOR PROX POSISI 1 Solenoid Valve1 Motor Forward START SWITCH SENSOR PROX POSISI 3 Motor Reverse SENSOR PROX POSISI 2 Solenoid Valve2 READY INDIKATOR REVERSE RUN INDIKATOR EMERGENCY INDIKATOR RUN SWITCH SENSOR KAPASITIF
SYSMAC CP1L
COM INPU T 0 1 2 3 4 5 6 7 8 9 10 11 COM OUTPU T 0 1 2 3 4 5 6 7V. Penutup 5.1 Kesimpulan
Selama melaksanakan kerja praktek di PT. Pura Barutama Divisi Engineering, dengan mengambil tema otomasi PLC penulis dapat mengambil kesimpulan sebagai berikut :
1. Sistem Otomasi ice compactor dapat berjalan dengan lancar tanpa terjadi error pada program ladder diagram
2. Sistem yang dibuat berupa sistem yang sekuensial atau berurutan tanpa pengulangan sub rutin program
3. Ladder diagram yang dibuat setiap rung dengan menggunakan inisiasi input output sehingga memudahkan dalam hal pengecekan kesalahan program yang sedang berjalan.
5.2 Saran
1. Perancangan yang dibuat dapat dikembangkan dengan penambahan fungsi program yang lebih handal dalam menangani masalah saat proses pemadatan ice flake dapat berjalan lancar sebagaimana mestinya
2. Untuk sistem yang lebih efisien perlu ditambahkan conveyor belt pada posisi keluar.
DAFTAR PUSTAKA
[1]. CX-Programmer User Manual Version 3.1 [2]. OMRON. 2009.CP1L Introduction Manual.pdf [3]. OMRON. 2009.CP1L Programming Manual.pdf [4]. OMRON. 2009.CP1L Operating Manual.pdf [5]. OMRON. 2009.CP1 Series Brochure.pdf
[6]. CX-Programmer Introduction Guide R132-E1-04.pdf [7]. CX-One Introduction Guide R145-E1-03.pdf
[8]. Setiawan, Iwan. 2006. Programmable Logic Control (PLC) dan Teknik Perancangan Sistem Kontrol.Yogyakarta: ANDI.
[9]. Arif Budiman, Rezon, Laporan Kerja Praktek “PERANCANGAN APLIKASI PLC OMRON SYSMAC CP1L PADA SISTEM OTOMASI OVERHEAD CRANE UNTUK PROSES
PERENDAMAN LOGAM DI PT PURA BARUTAMA DIVISI ENGINEERING TERBAN KUDUS”. Jurusan Teknik Elektro Universitas Diponegoro: Semarang, 2011.