4.1. Observasi Awal
Pada mulanya Perusahaan “X” merupakan perusahaan yang memproduksi empat macam produk stationary, antara lain: Carbon paper, Stencil sheet, Duplicating Ink, dan Typewriter Ribbon. Dengan melajunya waktu, Perusahaan
“X” juga memproduksi Non Carbon Required (NCR) paper sebagai produk unggulan. Pada pabrik NCR ini memiliki 3 departemen yang saling berhubungan dan empat macam proses di dalamnya. Tiga departemen tersebut adalah departemen Coating, departemen Cutting, dan departemen Packing. Empat macam proses yang terdapat di dalamnya, yaitu proses Coating, proses NCR in roll, proses NCR in sheet plano, dan proses NCR in sheet folio yang mana proses- proses ini dapat menghasilkan tiga macam produk, yaitu NCR in roll, NCR in sheet plano, dan NCR in sheet folio.
4.1.1. Departemen-departemen NCR Factory a. Departemen Coating
• Departemen Coating merupakan departemen yang melakukan proses pemberian lapisan berupa tinta pada jumbo roll base paper untuk menghasilkan produk jumbo roll NCR. Jumbo roll base paper terdiri dari 2 jenis kertas, yaitu: jumbo roll base paper virgin (murni dari bubuk kertas) dan jumbo roll base paper recycle (daur ulang).
• Proses Coating ditentukan berdasarkan jenis kertas (top, middle, dan bottom). Proses coating pada jenis kertas top (lapisan paling atas NCR) adalah proses pemberian lapisan tinta pada bagian bawah kertas (CB), sedangkan bagian atasnya diberi lapisan tinting (lapisan yang mengandung kadar air tinggi). Proses coating pada jenis kertas middle (lapisan tengah NCR) adalah proses pemberian lapisan tinta pada bagian atas kertas (CF) dan bagian bawah kertas (CB). Proses coating pada jenis kertas bottom
(lapisan paling bawah NCR) adalah proses pemberian lapisan tinta pada bagian atas kertas (CF), sedangkan bagian bawahnya diberi lapisan tinting (lapisan yang mengandung kadar air tinggi).
• Departemen Coating memiliki dua mesin yang digunakan untuk proses coating, yaitu mesin BMB II dan mesin BMB III. Mesin BMB II dan mesin BMB III mempunyai fungsi yang sama. Perbedaannya terletak pada proses membalikkan kertas pada proses coating. Jika pada mesin BMB II menggunakan turn over sedangkan pada mesin BMB III menggunakan roll pembalik.
b. Departemen Cutting
• Departemen Cutting disebut juga dengan Unit Finishing Machine merupakan departemen yang berfungsi untuk melakukan proses pemotongan jumbo roll NCR. Proses potong (cutting) ini dibagi menjadi tiga macam proses, yaitu proses cutting roll to roll, proses cutting roll to sheet, dan proses cutting sheet to sheet.
• Proses cutting roll to roll adalah proses pemotongan jumbo roll NCR menjadi roll yang lebih kecil (in roll) sesuai dengan order produksi.
Proses cutting roll to sheet adalah proses pemotongan jumbo roll NCR menjadi lembaran kertas NCR berukuran plano (in sheet plano). Proses cutting sheet to sheet adalah proses pemotongan lembaran kertas NCR berukuran plano (in sheet plano) menjadi lembaran kertas NCR berukuran folio (in sheet folio).
• Ada delapan buah mesin yang terdapat pada departemen Cutting yang mana fungsi dari mesin-mesin tersebut sesuai dengan kebutuhan produksi.
Untuk proses cutting roll to roll terdapat dua buah mesin, yaitu mesin Hardegger dan mesin Titan. Untuk proses cutting roll to sheet terdapat tiga buah mesin, yaitu mesin Jagenberg, mesin Double Cutter, dan mesin Rewinding (becak). Untuk proses sheet to sheet terdapat tiga buah mesin, yaitu mesin Jackal sebanyak dua buah dan mesin Nagai sebanyak satu buah. Khusus untuk mesin Rewinding berfungsi untuk melakukan proses cutting jumbo roll NCR reject dari mesin Hardegger maupun mesin Titan
untuk dijadikan plano (in sheet plano) yang nantinya akan dijadikan folio (in sheet folio).
c. Departemen Packing
• Departemen Packing disebut juga dengan Unit Finishing Packing merupakan departemen yang berfungsi untuk melakukan proses pembungkusan (packing) terhadap produk NCR in roll, NCR in sheet plano, maupun NCR in sheet folio. Proses pembungkusan (packing) terhadap produk-produk NCR melalui beberapa tahap, yaitu proses stapel, proses sortir, proses shrinking, proses packing box, dan proses packing krat. Pada departemen ini hampir semua prosesnya menggunakan tenaga manusia, namun hanya satu proses yang menggunakan mesin, yaitu proses shrinking yang menggunakan mesin Shrinking.
• Proses stapel adalah proses pengelompokkan dan pemeriksaan NCR in sheet plano per rim. Proses sortir adalah proses pemilahan antara NCR in sheet (plano maupun folio) baik dengan NCR in sheet (plano maupun folio) reject. Proses shrinking adalah proses pembungkusan NCR in sheet plano dengan plastik transparan. Proses packing box adalah proses pembungkusan NCR in sheet plano maupun NCR in sheet folio dengan box. Box yang digunakan disesuaikan dengan ukuran NCR in sheet yang akan dipacking. Proses packing krat adalah proses packing NCR in roll maupun NCR in sheet (plano atau folio) dengan menggunakan pallet dan diikat dengan plat besi atau bendyzer.
4.1.2. Proses-proses NCR Factory a. Proses Coating
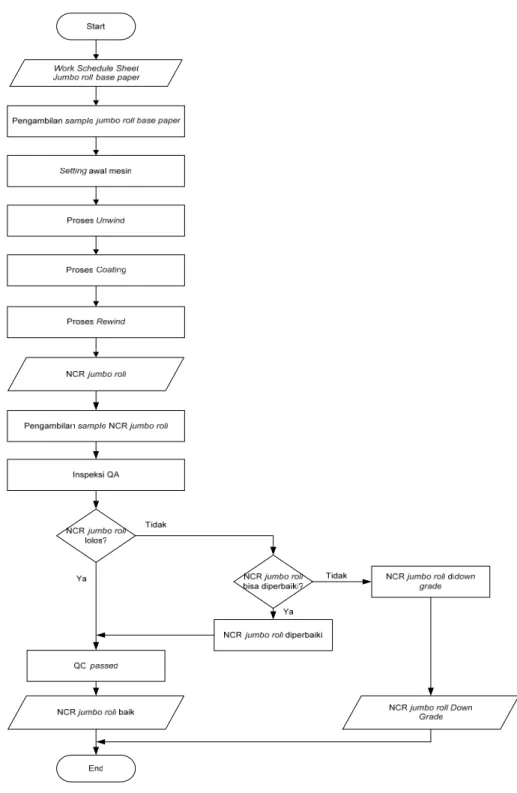
Gambar 4.1. Flowchart Proses Coating
Seperti yang telah dijelaskan di atas, proses Coating ini melibatkan berbagai macam urut-urutan proses di dalamnya. Pada awalnya pihak Coating menerima Work Schedule Sheet dari PPIC. Work Schedule Sheet inilah yang menggambarkan jenis proses Coating yang akan dijalankan. Setelah itu operator departemen Coating mengambil bahan baku jumbo roll base paper dari Gudang Raw Material. Jumbo roll base paper yang telah tersedia diambil sample kemudian dilanjutkan dengan setting awal mesin. Proses setting awal mesin ini bertujuan agar formasi Coating sesuai dengan permintaan order.
Pada setting awal mesin ini juga terdapat running awal mesin yang dimaksudkan untuk melakukan percobaan awal apakah hasil Coating telah sesuai dengan apa yang diinginkan. Langkah awal adalah dengan memasang jumbo roll base paper dan melakukan proses unwind (proses pelepasan gulungan jumbo roll base paper). Proses ini dilanjutkan dengan proses Coating. Setelah proses pemberian tinta dilanjutkan dengan proses penggulungan kembali jumbo roll yang telah dicoating yang dinamakan proses rewind. Proses coating ini menghasilkan jumbo roll NCR dan dilanjutkan proses pengambilan sample jumbo roll NCR oleh QA untuk dibandingkan dengan sample jumbo roll base paper. Jika NCR jumbo roll lolos inspeksi (NCR jumbo roll baik), maka NCR jumbo roll diberi QC passed. Jika NCR jumbo roll tidak lolos inspeksi QA namun masih bisa diperbaiki, maka NCR jumbo roll diperbaiki dan dilanjutkan proses pemberian QC passed. Tetapi jika NCR jumbo roll tidak lolos inspeksi QA dan tidak bisa diperbaiki, maka NCR jumbo roll didown grade.
b. Proses NCR In Roll
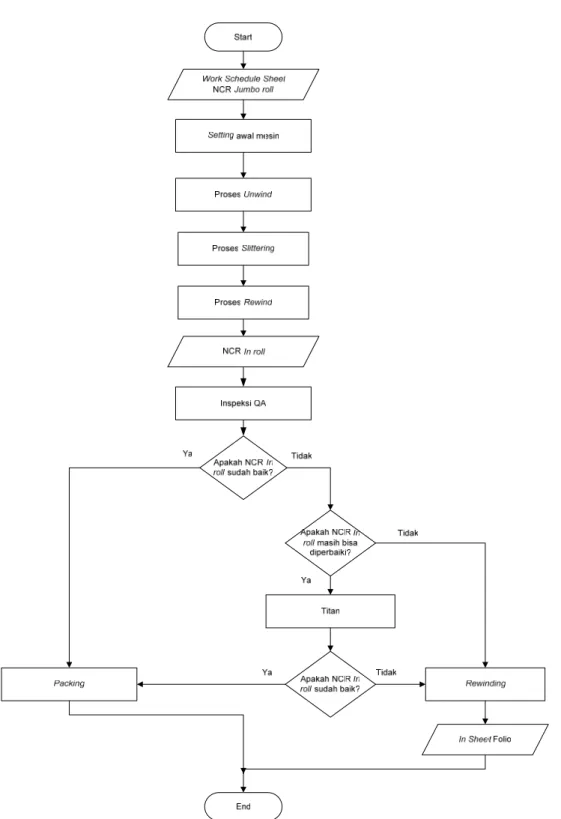
Gambar 4.2. Flowchart Proses NCR In Roll
Pada proses NCR in roll, departemen Cutting pada awalnya menerima Work Schedule Sheet yang diberikan oleh PPIC dan departemen Cutting menerima NCR jumbo roll yang telah diproduksi dari departemen Coating. Proses selanjutnya hampir sama dengan proses pada departemen coating, yaitu melakukan setting awal mesin. Setting awal mesin ini bertujuan agar formasi cutting sesuai dengan permintaan order. Pada setting awal mesin ini juga terdapat running awal mesin yang dimaksudkan untuk melakukan percobaan awal apakah hasil cutting telah sesuai dengan apa yang diinginkan. Langkah awal adalah dengan memasang jumbo roll NCR dan melakukan proses unwind (proses pelepasan gulungan jumbo roll NCR). Proses ini dilanjutkan dengan proses Slittering (Cutting). Setelah proses pemotongan dilanjutkan dengan proses penggulungan kembali jumbo roll NCR yang telah dipotong yang dinamakan proses rewind. Hasil dari proses slittering ini adalah NCR in roll.
NCR in roll diperiksa oleh QA dan QAlah yang menentukan apakah NCR in roll lolos inspeksi atau tidak. Bila NCR in roll lolos inspeksi, maka NCR in roll akan dipacking oleh departemen Packing. NCR in roll yang tidak lolos inspeksi namun masih dapat diperbaiki akan diperbaiki di mesin Titan yang mana bila hasilnya sudah baik akan dilanjutkan ke proses packing. Sedangkan, NCR in roll yang tidak lolos inspeksi dan tidak dapat diperbaiki akan diproses di mesin Rewinding yang akan menghasilkan NCR in sheet plano yang mana nantinya akan dipotong di mesin Nagai/Jackal untuk dijadikan NCR in sheet folio.
c. Proses NCR In Sheet Plano
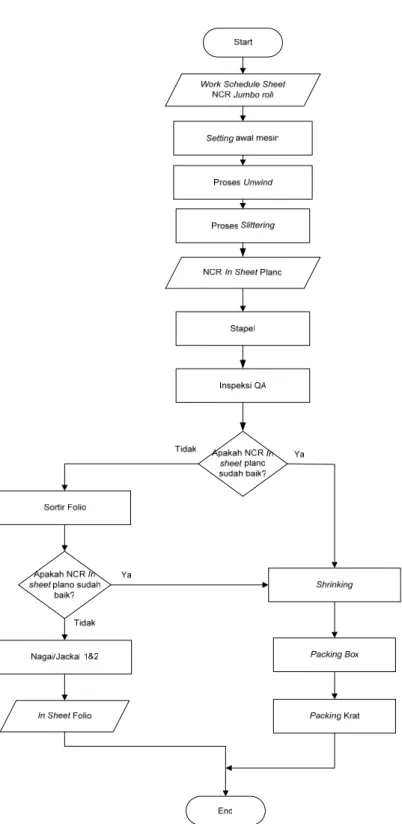
Gambar 4.3. Flowchart Proses NCR In Sheet Plano
Proses NCR in sheet plano, departemen Cutting pada awalnya menerima Work Schedule Sheet yang diberikan oleh PPIC dan departemen Cutting menerima NCR jumbo roll yang telah diproduksi dari departemen Coating. Proses selanjutnya hampir sama dengan proses pada departemen coating, yaitu melakukan setting awal mesin. Setting awal mesin ini bertujuan agar formasi cutting sesuai dengan permintaan order. Pada setting awal mesin ini juga terdapat running awal mesin yang dimaksudkan untuk melakukan percobaan awal apakah hasil cutting telah sesuai dengan apa yang diinginkan. Langkah awal adalah dengan memasang jumbo roll NCR dan melakukan proses unwind (proses pelepasan gulungan jumbo roll NCR). Proses ini dilanjutkan dengan proses Slittering (Cutting). Hasil dari proses slittering ini adalah NCR in sheet plano. NCR in sheet plano hasil cutting tersebut dilanjutkan oleh departemen Packing ke proses stapel (proses pengelompokkan dan pemeriksaan NCR in sheet plano per rim). Pemeriksaan NCR in sheet plano ini tidak hanya dilakukan oleh operator mesin Jagenberg dan mesin Double Cutter, namun juga diinspeksi oleh QA. Melalui proses inspeksi ini dapat diketahui NCR in sheet plano yang baik dan yang reject. Untuk NCR in sheet plano yang sudah baik akan dilanjutkan ke proses shrinking (proses pembungkusan NCR in sheet plano dengan plastik transparan). Setelah dari proses shrinking akan dilanjutkan ke proses packing box dan packing krat. Sedangkan NCR in sheet plano yang reject akan dilanjutkan ke proses sortir. Bila hasil sortir baik, maka NCR in sheet plano akan dilanjutkan ke proses shrinking, packing box, dan packing krat. Sedangkan hasil sortir plano yang reject, akan dilanjutkan ke mesin Nagai/Jackal untuk dicutting menjadi in sheet folio.
d. Proses NCR In Sheet Folio
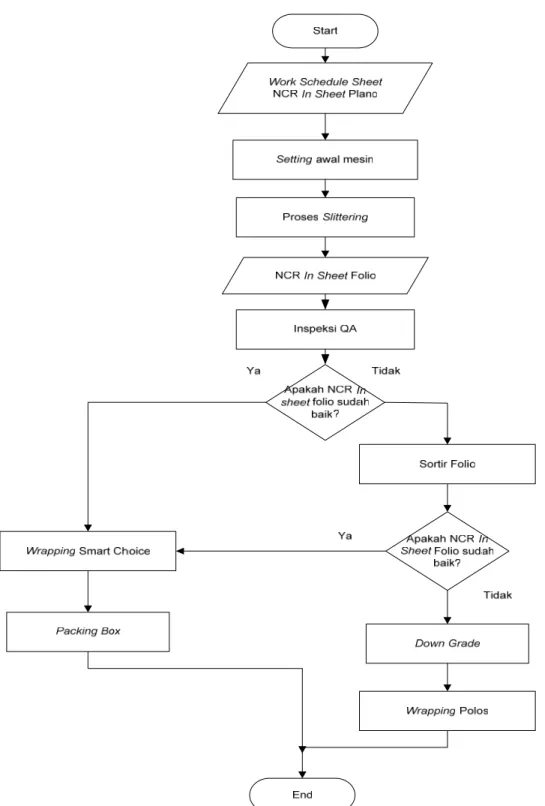
Gambar 4.4. Flowchart Proses NCR In Sheet Folio
Proses NCR in sheet folio, departemen Cutting pada awalnya menerima Work Schedule Sheet yang diberikan oleh PPIC dan mesin Nagai/Jackal menerima NCR in sheet plano yang telah diproduksi dari mesin Jagenberg, mesin Double Cutter, maupun mesin Rewinding. Proses selanjutnya hampir sama dengan proses pada departemen coating, yaitu melakukan setting awal mesin.
Setting awal mesin ini bertujuan agar formasi cutting sesuai dengan permintaan order. Pada setting awal mesin ini juga terdapat running awal mesin yang dimaksudkan untuk melakukan percobaan awal apakah hasil cutting telah sesuai dengan apa yang diinginkan. Proses ini dilanjutkan dengan proses Slittering (Cutting). Hasil dari proses slittering ini adalah NCR in sheet folio. NCR in sheet folio hasil cutting diperiksa oleh operator Nagai/Jackal dan dipisahkan antara NCR in sheet folio yang baik dan yang perlu disortir.
Proses pengecekan NCR in sheet folio ini selain dilakukan oleh operator Nagai/Jackal juga dilakukan oleh Unit QA. Jika NCR in sheet folio lolos inspeksi, maka dilanjutkan ke proses wrapping in sheet folio dengan menggunakan kertas wrapping Smart Choice dan dilanjutkan ke proses packing box. Sedangkan untuk NCR in sheet folio yang disortir, jika lolos sortir akan dilanjutkan ke proses wrapping Smart Choice dan packing box.
Jika tidak lolos sortir, maka akan didown grade dan dilanjutkan dengan proses wrapping polos.
4.2. Pengambilan Data Awal Produksi
Data-data yang diambil pada pengambilan data awal produksi dibedakan menjadi tujuh bagian. Pertama adalah data Work Instruction departemen Coating yang mana menjelaskan tentang data-data mesin BMB II maupun mesin BMB III.
Kedua adalah data Work Instruction departemen Cutting yang mana menjelaskan tentang data-data mesin Hardegger, mesin Titan, mesin Jagenberg, mesin Double Cutter, mesin Rewinding, mesin Nagai, dan mesin Jackal. Ketiga adalah data Work Instruction departemen Packing yang mana meliputi data-data packing in roll, packing krat in roll, stapel, shrinking, sortir NCR in sheet, packing box NCR in sheet, dan packing krat NCR in sheet plano. Keempat adalah data-data
Standard Operating Procedure proses coating NCR yang mana meliputi data tentang dokumen yang terkait dan penanggung jawabnya. Kelima adalah data-data Standard Operating Procedure proses NCR in roll yang mana meliputi data tentang dokumen yang terkait dan penanggung jawabnya. Keenam adalah data- data Standard Operating Procedure proses NCR in sheet plano yang mana meliputi data tentang dokumen yang terkait dan penanggung jawabnya. Ketujuh adalah data-data Standard Operating Procedure proses NCR in sheet folio yang mana meliputi data tentang dokumen yang terkait dan penanggung jawabnya.
4.2.1. Data Work Instruction Departemen Coating a. Mesin BMB II
Proses yang pertama adalah memasukkan tinta ke Reservoir Tank. Setelah itu operator Mesin BMB II menyiapkan core sesuai dengan jadwal produksi di Rewinder. Jumbo roll base paper dinaikkan oleh operator ke Mesin BMB II dengan menggunakan Hoist ke as unwind. Proses ini dilanjutkan dengan menarik kertas ke seluruh urutan proses. Proses coating dimulai dengan Coating Front (CF) dan segera melewati Dryer. Setelah melalui proses pengeringan ini, kertas dibalik dengan part mesin bernama turn over dan segera dilanjutkan dengan Coating Back (CB). Proses selanjutnya sama dengan proses coating pada CF yaitu melewati Dryer. Setelah itu, kertas masuk ke water applicating roll yang mana fungsinya adalah memberikan kelembaban pada kertas. Proses ini dilanjutkan dengan kertas masuk ke heating roll yang berfungsi untuk menghaluskan permukaan kertas. Kertas yang telah melalui proses heating roll, masuk ke cooling roll yang mana berfungsi untuk memberikan udara dingin pada kertas. Proses akhirnya adalah proses penggulungan kembali roll yang telah dicoating yaitu proses rewind.
b. Mesin BMB III
Proses yang pertama adalah memasukkan tinta ke Reservoir Tank. Setelah itu operator Mesin BMB II menyiapkan core sesuai dengan jadwal produksi di Rewinder. Jumbo roll base paper dinaikkan oleh operator ke Mesin BMB II dengan menggunakan Hoist ke as unwind. Proses ini dilanjutkan dengan
menarik kertas ke seluruh urutan proses. Proses coating dimulai dengan Coating Front (CF) dan segera melewati Dryer. Setelah melalui proses pengeringan ini, kertas melalui part mesin bernama roll pembalik dan segera dilanjutkan dengan Coating Back (CB). Proses selanjutnya sama dengan proses coating pada CF yaitu melewati Dryer. Setelah itu, kertas masuk ke water applicating roll yang mana fungsinya adalah memberikan kelembaban pada kertas. Proses ini dilanjutkan dengan kertas masuk ke heating roll yang berfungsi untuk menghaluskan permukaan kertas. Kertas yang telah melalui proses heating roll, masuk ke cooling roll yang mana berfungsi untuk memberikan udara dingin pada kertas. Proses akhirnya adalah proses penggulungan kembali roll yang telah dicoating yaitu proses rewind.
4.2.2. Data Work Instruction Departemen Cutting a. Mesin Hardegger dan Mesin Titan
Proses pertama yang dilakukan adalah dengan menyiapkan As Rewind dan menyusun pisau sesuai dengan order PPIC. Proses ini dilanjutkan dengan menyiapkan core yang sesuai dan memasangnya pada As Rewind. Setelah core terpasang pada As Rewind, kemudian dipasang pada mesin. Langkah selanjutnya adalah dengan menarik kertas dari roll hasil coating NCR sampai terpotong oleh pisau slitter, memasang blower, dan merekatkan kertas pada core di As Rewind. Setelah semua proses ini dilakukan, akan dilanjutkan dengan proses slittering. Setelah proses slittering selesai, NCR in roll dibungkus dengan plastic dan klem pada masing-masing As Rewind dibuka.
b. Mesin Jagenberg dan Mesin Double Cutter
Proses pemotongan jumbo roll NCR menjadi NCR in sheet plano ini dimulai dengan menghidupkan power mesin. Setelah power mesin hidup, detail pisau diatur sesuai order kemudian roll dinaikkan ke As Unwind. Setelah roll naik, proses yang selanjutnya adalah dengan mengatur panjang potongan dan melakukan adjust pengaturan counter. Selanjutnya, kertas ditarik ke press roll untuk dijalankan sesuai panjang dan lebar yang ditentukan. Setelah semua
proses ini dilakukan, dilanjutkan dengan proses slittering. Kertas yang telah dipotong (NCR in sheet plano) diturunkan oleh lift boy.
c. Mesin Rewinding
Proses pemotongan jumbo roll NCR menjadi NCR in sheet plano ini dimulai dengan meletakkan jumbo roll NCR reject pada As Unwinder mesin Rewinding. Proses ini dilanjutkan dengan penyesuaian panjang dan menarik kertas jumbo roll ke As rewinder. Setelah proses ini dilakukan dilanjutkan dengan proses rewinding. Proses rewinding dilanjutkan dengan pemotongan hasil roll rewinding secara manual dengan cutter menjadi bentuk sheet.
Setelah selesai dipotong, sheet yang telah dipotong diturunkan ke bawah.
d. Mesin Nagai dan Mesin Jackal
Proses yang pertama dilakukan adalah menyiapkan bahan pemotongan, pallet hasil pemotongan, dan tempat sisa hasil pemotongan. Setelah semua disiapkan, proses yang selanjutnya adalah menghidupkan power mesin, motor nesin, cutline, dan motor blower. Proses ini dilanjutkan dengan running awal dan inspeksi ketajaman pisau. Setelah semua proses di atas dilakukan, maka dilanjutkan dengan proses cutting. Setelah proses cutting, hasil cutting (NCR in sheet folio) diletakkan di atas pallet dan sisa hasil pemotongan dipress menjadi kawul.
4.2.3. Data Work Instruction Departemen Packing a. Packing In Roll
Proses packing in roll ini dimulai dengan meletakkan kertas wrapping dan sabuk di area packing in roll. NCR in roll yang telah dipotong di Hardegger/Titan dibawa ke area packing in roll. Langkah selanjutnya adalah memberi etiket kecil (nomor label) pada bagian dalam core dan plastik pembungkus NCR in roll dimasukkan dan dirapikan ke dalam core. Jika plastik telah dimasukkan ke dalam core, beri penutup core dan dilanjutkan proses melekatkan sabuk dengan Gummed Tipe di sekeliling in roll. Jika proses di atas telah dilakukan, proses packing in roll ini dilanjutkan dengan memberi layer bundar pada bagian samping NCR in roll dan membungkus
NCR in roll dengan kertas wrapping. Langkah selanjutnya yang dlakukan adalah memasukkan data-data identitas roll pada program packing in roll lalu etiket dicetak. Proses terakhir adalah menaikkan NCR in roll yang telah dibungkus ke atas pallet hasil dan memberi etiket pada kemasan terluar dari packing in roll sesuai nomor label yang telah ditempel, kemudian memberi QC Passed dan tanggal produksi.
b. Packing Krat In Roll
NCR Roll yang telah dibungkus dan ditaruh di atas pallet, dibawa dari area packing in roll menuju area krat in roll. Setiap sisi tumpukan in roll diberi plastik dan tumpukan in roll yang telah diberi plastik diberi layer. Proses selanjutnya adalah dengan menutup tumpukan in roll dengan tutup pallet dan ikat dengan plat (bandyzer).
c. Stapel
Proses awal yang dilakukan adalah dengan menaruh NCR in sheet plano pada area stapel in sheet plano. Jika terdapat sticker “Hitung”, maka akan dilakukan proses semi sortir. NCR in sheet plano yang baik diletakan di pallet dan diberi dupleks.Jumlah per rim hasil stapel sebanyak 500 lembar, dan NCR in sheet plano yang cacat telah digantikan oleh NCR in sheet plano yang baik dengan jumlah yang sama.
d. Shrinking
Proses shrinking ini menggunakan mesin Shrinking untuk kegiatan produksinya. Langkah awalnya yaitu dengan memanaskan mesin Shrinking.
Langkah selanjutnya adalah dengan melakukan setting temperature dan kecepatan conveyor. Bahan-bahan yang perlu dipersiapkan dalam proses shrinking ini adalah plastik, tutup box corrugated, dan pallet. Proses selanjutnya adalah menaikkan NCR in sheet plano ke atas meja mesin Shrinking dengan menggunakan lift. Setiap rim diberi plastik, yang disesuaikan dengan ukuran barang/produk. NCR in sheet plano dimasukkan ke oven (pemanas) mesin Shrinking. Proses terakhir adalah memberi tutup box corrugated hasil Shrinking dan meletakkannya di atas pallet hasil dalam keadaan terbalik.
e. Sortir NCR In Sheet
Langkah pertama yang dilakukan dalam proses sortir ini adalah menerima NCR in sheet yang akan disortir. Setelah NCR in sheet diterima, dilanjutkan dengan melakukan sortir NCR in sheet secara menyeluruh (inspeksi 100%).
Hasil sortir NCR in sheet yang cacat disisihkan tersendiri. NCR in sheet yang baik (lolos sortir) dihitung sampai 500 lembar (1 rim). Setelah proses di atas telah dilakukan, dilanjutkan dengan memberi dupleks, etiket, dan menulis nama operator yang melakukan proses sortir. Proses terakhir adalah meletakkannya di atas pallet hasil dan memberi dupleks diatasnya.
f. Packing Box NCR In Sheet
NCR in sheet dengan kemasan setengah jadi dibawa ke area packing box.
Langkah selanjutnya adalah dengan menutup sisi lain dari kemasan Box NCR in sheet setengah jadi kemudian memberi Gummed Tipe setiap sisi Box NCR in sheet. Kemasan Box NCR in sheet dibalik dan diletakkan di atas pallet hasil. Proses ini dilanjutkan dengan memberi etiket sesuai dengan jenis dan ukuran plano yang ada di dalamnya. Proses terakhir adalah memberi identitas proses pada etiket, yang terdiri dari: kode produksi, warna, jenis, dan QC Passed.
g. Packing Krat NCR In Sheet Plano
Proses pertama yang dilakuka pada packing krat ini adalah membawa box dari area packing box menuju ke area packing krat. Proses selanjutnya adalah memberi etiket besar untuk mengetahui jenis NCR serta jumlah rim per pallet, memberi dupleks di atas tumpukan box NCR in sheet plano, dan memberi plastik (streeling flim) di setiap sisi tumpukan box NCR . Setelah itu dilanjutkan dengan memberi dupleks di atas tumpukan box plano yang telah diberi plastik kemudian tumpukan box plano ditutup dengan tutup pallet hasil.
Proses akhirnya adalah mengikat krat dengan plat (bandyzer).
4.2.4. Data Standard Operating Procedure Proses Coating NCR
Data Standard Operating Procedure untuk proses Coating NCR meliputi records yang mana berisi dokumen-dokumen terkait di dalam proses produksi unit Coating sendiri maupun dokumen-dokumen yang menghubungkan unit satu dengan unit yang lain. Selain itu, data Standard Operating Procedure untuk proses Coating NCR juga meliputi penanggung jawab yang mana bertanggung jawab atas proses produksi maupun record yang ada di dalamnya.
Tabel 4.1. Data Standard Operating Procedure Proses Coating NCR
Records Penanggung Jawab
Work Schedule Sheet Kanit Mesin BMB
Bon Pengeluaran Barang dari Gudang Foreman, Kanit Mesin BMB, dan Admin NCR Retur Pengembalian NCR Base Paper
Cacat ke Gudang Raw Material Foreman dan Kanit Mesin BMB Form sample base paper Operator dan Foreman Mesin BMB
Checksheet produk Foreman, Kanit Mesin BMB, dan Admin NCR Bon Finished Good Foreman, Kanit Mesin BMB, dan Admin NCR Bon Coating Slurry Foreman, Kanit Mesin BMB, dan Admin NCR
Bon Tinting Foreman, Kanit Mesin BMB, dan Admin NCR
Data Kecacatan Foreman, Kanit Mesin BMB, dan Admin NCR
Checksheet QA Foreman dan Kanit Mesin BMB
Out of spect form Foreman dan Kanit Mesin BMB Surat Pengantar Barang ke Gudang Semi
Finished Operator Admin NCR
4.2.5. Data Standard Operating Procedure Proses NCR In Roll
Data Standard Operating Procedure untuk proses NCR In Roll meliputi records yang mana berisi dokumen-dokumen terkait di dalam proses produksi unit Cutting dan Packing sendiri maupun dokumen-dokumen yang menghubungkan unit satu dengan unit yang lain. Selain itu, data Standard Operating Procedure untuk proses NCR In Roll juga meliputi penanggung jawab yang mana bertanggung jawab atas proses produksi maupun record yang ada di dalamnya.
Tabel 4.2. Data Standard Operating Procedure Proses NCR In Roll
Records Penanggung Jawab
Work Schedule Sheet Kanit Finishing Machine
Bon Pengeluaran Barang dari Gudang Admin Finishing Machine Surat Pengantar Barang Gudang WIP ke WIP unit
roll Admin Finishing Machine
Surat Pengantar WIP unit roll Finishing Machine Foreman Finishing Machine Retur Pengembalian Barang WIP ke WIP unit roll Foreman atau Admin Finishing
Machine
Laporan Hasil Kerja Rewinding Operator Mesin Rewinding Laporan Kerja Harian Unit F. Machine roll to roll Operator Mesin Rewinding Surat Pengantar Hasil Produksi F. Machine Foreman Finishing Machine
Operator Mesin Rewinding Checksheet Slitter, Cutter, Rewinder NCR
Operator Mesin Hardegger/Titan Laporan Harian Kerja/Catatan Hasil Produksi Operator F. Packing dan Kanit F.
Packing
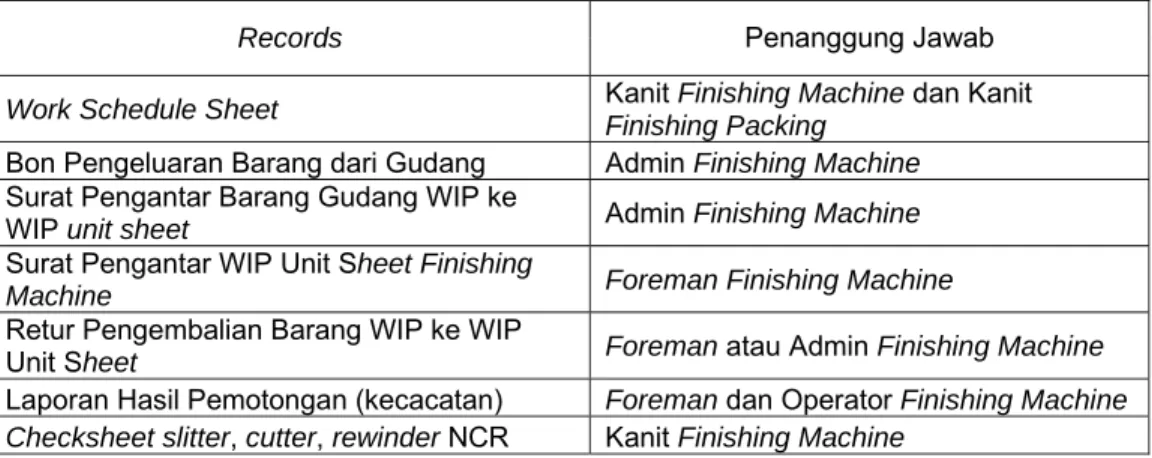
4.2.6. Data Standard Operating Procedure Proses NCR In Sheet Plano
Data Standard Operating Procedure untuk proses NCR In Sheet Plano meliputi records yang mana berisi dokumen-dokumen terkait di dalam proses produksi unit Cutting dan Packing sendiri maupun dokumen-dokumen yang menghubungkan unit satu dengan unit yang lain. Selain itu, data Standard Operating Procedure untuk proses NCR In Sheet Plano juga meliputi penanggung jawab yang mana bertanggung jawab atas proses produksi maupun record yang ada di dalamnya.
Tabel 4.3. Data Standard Operating Procedure Proses NCR In Sheet Plano
Records Penanggung Jawab
Work Schedule Sheet Kanit Finishing Machine dan Kanit Finishing Packing
Bon Pengeluaran Barang dari Gudang Admin Finishing Machine Surat Pengantar Barang Gudang WIP ke
WIP unit sheet Admin Finishing Machine
Surat Pengantar WIP Unit Sheet Finishing
Machine Foreman Finishing Machine
Retur Pengembalian Barang WIP ke WIP
Unit Sheet Foreman atau Admin Finishing Machine
Laporan Hasil Pemotongan (kecacatan) Foreman dan Operator Finishing Machine Checksheet slitter, cutter, rewinder NCR Kanit Finishing Machine
Tabel 4.3. Data Standard Operating Procedure Proses NCR In Sheet Plano (sambungan)
4.2.7. Data Standard Operating Procedure Proses NCR In Sheet Folio
Data Standard Operating Procedure untuk proses NCR In Sheet Folio meliputi records yang mana berisi dokumen-dokumen terkait di dalam proses produksi unit Cutting dan Packing sendiri maupun dokumen-dokumen yang menghubungkan unit satu dengan unit yang lain. Selain itu, data Standard Operating Procedure untuk proses NCR In Sheet Folio juga meliputi penanggung jawab yang mana bertanggung jawab atas proses produksi maupun record yang ada di dalamnya.
Tabel 4.4. Data Standard Operating Procedure Proses NCR In Sheet Folio
Records Penanggung Jawab
Work Schedule Sheet Kanit Finishing Machine Surat Pengantar WIP Unit Sheet Finishing
Machine Admin Finishing Machine
Laporan Hasil Kerja Rewinding Operator Mesin Rewinding Bon Pengeluaran Barang dari Gudang Admin Finishing Machine Nagai/Jackal M/C Sheet Daily Report Operator Finishing Machine Surat Pengantar Hasil Produksi Machine
Cutter
Foreman Finishing Machine dan Operator Finishing Packing
Form Recycle Laporan Hasil Stapel Plano Operator Nagai/Jackal Surat Pengantar Produksi Kanit Finishing Packing
Records Penanggung Jawab
Laporan Hasil Stapel Operator stapel Finishing Packing Surat Pengantar Hasil Produksi Unit
Packaging (sheet) Foreman Finishing Packing Laporan Kerja Harian Mesin Shrinking Operator Mesin Shrinking
Form Out of Spec Checker QC FG & Supervisor unit Finishing Packing
Laporan Kerja Harian Packing Operator Finishing Packing Surat Pengantar Produksi Kanit Finishing Packing
4.3. Pemetaan WI dan SOP Awal dengan Kondisi Produksi
Pada dasarnya, departemen produksi NCR telah memiliki Standard Operating Procedure (SOP). Namun, jika dikonversi dengan apa yang telah dijelaskan pada teori dasar, Standard Operating Procedure (SOP) yang ada pada departemen produksi NCR ini tidak sesuai dengan syarat-syarat yang seharusnya dari sebuah Standard Operating Procedure (SOP). Standard Operating Procedure yang ada berupa instruksi kerja (Work Instruction) yang dijelaskan secara detail untuk menjalankan mesin-mesin produksi.
4.3.1. Kondisi Produksi NCR Sebenarnya
Selama ini dapat dikatakan bahwa departemen produksi NCR bekerja sesuai dengan standar prosedur yang lama. Namun, seiring dengan berjalannya waktu, prosedur lama tidak lagi sesuai dengan keadaan saat ini. Oleh karena itu pada kondisi produksi NCR saat ini tidak ada Standard Operating Procedure (SOP) maupun Work Instruction (WI) yang dapat dijadikan patokan dalam menjalankan proses produksinya.
Pada departemen produksi NCR, terdapat urut-urutan proses yang selalu dilakukan. Namun, urut-urutan proses beserta dengan alur dokumen dan penanggung jawab yang ada tidak terdokumentasi secara jelas. Hal ini dapat mengakibatkan urut-urutan proses pada departemen produksi NCR ini dapat berubah-ubah dan tidak lagi sesuai dengan standar urutan proses produksi yang baku.
4.3.2. Kesesuaian WI dan SOP Awal dengan Kondisi Produksi a. Kesesuaian WI Awal dengan Kondisi Produksi
• Pada dasarnya, departemen produksi NCR ini tidak memiliki sebuah dokumen yang bernama Work Instruction (WI). Namun, setelah penulis melakukan penelitian, ternyata didapati Standard Operating Procedure (SOP) yang ada berisi tentang langkah-langkah kerja untuk
mengoperasikan sebuah mesin. Dengan kata lain, Standard Operating Procedure (SOP) yang ada selama ini adalah Work Instruction (WI).
• Terdapat ketidaksesuaian dalam hal standar indikator yang mana meliputi temperatur mesin, kecepatan mesin, tekanan yang ada pada mesin, dan lain-lain. Hal ini disebabkan karena waktu yang semakin bertambah menyebabkan umur mesin yang semakin tua. Sedangkan mesin yang semakin tua akan mengalami semakin banyak perbaikan dan maintenance yang semakin banyak. Hal ini tentunya sangat berdampak pada mesin- mesin produksi yang mengakibatkan standar indikator pada mesin bergeser dan tidak lagi sesuai dengan apa yang telah dituliskan pada Work Instruction awal.
b. Kesesuaian SOP Awal dengan Kondisi Produksi
Seperti yang telah dijelaskan di atas, SOP awal yang terdapat pada departemen produksi NCR adalah berupa instruksi kerja (Work Instruction). Sedangkan untuk Standard Operating Procedure yang berupa alur proses produksi, dokumen terkait, dan penanggung jawab belum ada pada departemen produksi NCR ini. Sehingga tidak dapat dibandingkan antara SOP yang ada selama ini dengan alur proses produksi yang berjalan pada departemen produksi NCR saat ini.
4.3.3. Hal-hal yang Belum Termuat pada WI dan SOP Awal a. Hal-hal yang Belum Termuat pada WI Awal
• Tidak terdapat pembagian tugas yang jelas, yaitu dengan tidak adanya pihak-pihak yang disebutkan tugas-tugasnya secara spesifik. Misalnya, proses coating front (CF) dikerjakan oleh operator bagian coating front (CF).
• Tidak terdapat pembagian proses, yaitu Work Instruction awal tidak terbagi dalam tahap-tahap proses. Hal ini menyebabkan ketidakjelasan pihak lain dalam membaca dan mempelajari Work Instruction yang ada.
• Tidak adanya proses inspeksi. Proses inspeksi yang dimaksud adalah proses pengambilan sampling oleh Quality Insurance (QA). Dengan tidak
adanya proses inspeksi, maka pihak tertentu yang mempelajari Work Instruction lama tidak mengetahui akan adanya pengendalian kualitas pada masing-masing proses.
• Tidak adanya proses 5R. Dengan belum adanya kegiatan-kegiatan 5R yang dituliskan pada Work Instruction, maka pihak-pihak yang terlibat dalam proses produksi belum mempunyai kesadaran untuk melakukan proses ringkas, rapi, resik, rawat, dan rajin pada lingkungan kerjanya.
b. Hal-hal yang Belum Termuat pada SOP Awal
• Tidak terdapat hubungan yang berkesinambungan antar departemen.
Seperti yang telah dijelaskan pada teori Standard Operating Procedure bahwa Standard Operating Procedure dibuat untuk menggambarkan suatu proses produksi yang mana menghubungkan proses produksi antara departemen yang satu dengan departemen lainnya. Bila suatu SOP tidak dapat menggambarkan suatu proses yang berkesinambungan antar departemen, maka Standard Operating Procedure ini belum dapat dikatakan sebagai Standard Operating Procedure yang sempurna.
• Tidak terdapat record. Dalam sebuah Standard Operating Procedure harus memiliki record sebagai sebuah identitas dalam menjalankan aktivitas tersebut. Jika dalam sebuah Standard Operating Procedure tidak memiliki record, maka Standard Operating Procedure belum dapat berjalan dengan baik.
• Tidak terdapat penanggung jawab. Dalam Standard Operating Procedure jika terdapat record untuk menjelaskan aktivitas maka akan terdapat pula penanggung jawab terhadap record tersebut. Hal ini berfungsi sebagai bentuk pertanggung jawaban akan apa yang telah dikeluarkan yang mana menyangkut aktivitas produksi.
4.3.4. Keuntungan Perbaikan WI dan SOP a. Keuntungan Perbaikan WI
• Terdapat pembagian tugas yang jelas. Dengan adanya pembagian tugas yang jelas pada Work Instruction perbaikan, maka pihak-pihak yang
bersangkutan dalam proses produksi dapat mengetahui secara jelas job description yang dimiliki pada bagiannya masing-masing sehingga masing-masing pihak mempunyai porsi kerja yang sesuai.
• Terdapat pembagian proses. Adanya pembagian proses menyebabkan kejelasan pihak-pihak yang bersangkutan dalam proses produksi maupun pihak lain dalam membaca dan mempelajari Work Instruction yang ada.
Pembagian proses yang dibuat meliputi tahap persiapan, tahap proses, dan tahap akhir.
• Adanya proses inspeksi. Proses inspeksi yang dimaksud adalah proses pengambilan sampling oleh Quality Assurance (QA). Dengan adanya proses inspeksi, maka pihak tertentu yang mempelajari Work Instruction perbaikan akan mengetahui adanya pengendalian kualitas pada masing- masing proses. Dalam pembuatan Work Instruction perbaikan, inspeksi QA dimasukkan ke dalam tahap akhir.
• Adanya proses 5R. Dengan diberlakukannya program 5R pada Work Instruction perbaikan, maka pihak-pihak yang terlibat dalam proses produksi diharapkan mempunyai kesadaran untuk melakukan proses ringkas, rapi, resik, rawat, dan rajin pada lingkungan kerjanya.
b. Keuntungan Perbaikan SOP
• Terdapat hubungan yang berkesinambungan antar departemen. Pada teori Standard Operating Procedure dikatakan bahwa Standard Operating Procedure yang baik adalah Standard Operating Procedure yang menggambarkan suatu proses produksi yang mana menghubungkan proses produksi antara departemen yang satu dengan departemen lainnya. Pada SOP perbaikan ini mempunyai gambaran proses yang berkesinambungan antar departemen, maka Standard Operating Procedure ini dapat dikatakan cukup baik untuk mewakili sebuah proses produksi.
• Terdapat record. Dalam Standard Operating Procedure perbaikan ini telah memiliki record yang jelas, sehingga identitas dalam menjalankan aktivitas pada proses produksi dapat digambarkan secara jelas. Record ini juga berfungsi sebagai penghubung departemen satu dengan departemen lainnya.
• Terdapat penanggung jawab. Dalam Standard Operating Procedure penanggung jawab sangat diperlukan untuk mengetahui siapa saja yang berwenang terhadap record dan aktivitas produksi. Selain itu, dengan adanya penanggung jawab ini dapat berfungsi untuk menghindari penyimpangan yang terjadi di lantai produksi.
4.4. Pembuatan WI dan SOP 4.4.1. Pembuatan Work Instruction
Informasi-informasi mengenai proses produksi NCR telah diketahui sebelumnya pada saat melakukan observasi kondisi awal perusahaan dan pada saat pengambilan data awal bagian produksi. Hal ini sangat membantu penulis dalam penyusunan Work Instruction karena dengan data-data yang telah diperoleh, maka penulis dapat melakukan perbandingan antara Work Instruction awal yang telah ada di perusahaan dengan kondisi produksi saat ini.
Informasi yang diperoleh melalui observasi kondisi awal perusahaan dan pada saat pengambilan data awal bagian produksi ini dilakukan oleh penulis melalui pengamatan, bertanya kepada Operator, Foreman, maupun Ketua Unit setempat. Alasan penulis memperoleh informasi dengan melakukan pengamatan adalah penulis dapat mengetahui proses produksi NCR secara garis besar. Alasan penulis memperoleh informasi dengan bertanya kepada Operator maupun Foreman adalah penulis dapat mengetahui langkah-langkah pengoperasian suatu mesin maupun langkah-langkah pengerjaan suatu proses tertentu. Alasan penulis memperoleh informasi dengan bertanya kepada Ketua Unit adalah penulis dapat mengetahui secara detail dan jelas mengenai kebenaran informasi yang telah diperoleh di lapangan baik melalui pengamatan penulis maupun informasi dari Operator dan Foreman.
Adanya Work Instruction awal yang telah ada di perusahaan juga membantu penulis dalam penyusunan Work Instruction. Dengan adanya Work Instruction awal, maka penulis dapat membandingkan kesesuaian temperature mesin awal dengan temperature mesin saat ini, part mesin yang mana pada
awalnya masih aktif namun saat ini sudah tidak berfungsi lagi, dan urut-urutan proses yang telah bergeser.
Pada Work Instruction yang dibuat, penulis juga memasukkan unsur 5R di dalamnya. Alasan memasukkan unsur 5R ini ke dalam Work Instruction yang dibuat karena penulis melakukan pengamatan dan memperoleh informasi bahwa prosedur ringkas, rapi, resik, rawat, dan rajin pada produksi NCR belum diterapkan dengan sempura. Selain itu, alasan penulis memasukkan unsur 5R juga berhubungan dengan topik penulis dan training yang telah diberikan penulis kepada Operator dan Foreman beberapa saat yang lalu.
4.4.2. Pembuatan Standard Operating Procedure
Seperti yang telah dijelaskan sebelumnya, standard operating procedure awal (SOP yang telah ada di perusahaan) adalah berupa instruksi-instruksi kerja yang dipergunakan untuk mengoperasikan sebuah mesin. Dengan adanya hal ini, maka penulis menarik kesimpulan bahwa sebenarnya yang telah ada di perusahaan ini adalah instruksi kerja, sedangkan untuk standard operating procedure yang dimaksud belum ada. Oleh karena itu, penulis tidak dapat membandingkan standard operating procedure awal dengan kondisi di lantai produksi.
Informasi-informasi mengenai proses produksi juga telah diketahui sebelumnya pada saat melakukan observasi kondisi awal perusahaan. Informasi- informasi mengenai alur dokumen beserta penanggung jawabnya telah diketahui pada saat pengambilan data awal bagian produksi. Semua informasi yang telah diperoleh melalui observasi kondisi awal perusahaan dan pada saat pengambilan data awal bagian produksi ini dilakukan oleh penulis dengan melakukan pengamatan, bertanya kepada Operator, Foreman, maupun Ketua Unit setempat.
Alasan penulis memperoleh informasi dengan melakukan pengamatan adalah penulis dapat mengetahui proses produksi NCR secara garis besar. Alasan penulis memperoleh informasi dengan bertanya kepada Operator maupun Foreman adalah penulis dapat mengetahui dokumen-dokumen terkait yang selama ini mereka gunakan dan mengetahui pihak-pihak yang bertanggung jawab atas proses dan
dokumen tersebut. Alasan penulis memperoleh informasi dengan bertanya kepada Ketua Unit adalah penulis dapat mengetahui kebenaran informasi yang telah diperoleh di lapangan baik melalui pengamatan penulis maupun informasi dari Operator dan Foreman.
Klasifikasi standard operating procedure dibuat berdasarkan proses pembuatan suatu produk, yang mana pada departemen NCR produk yang dihasilkan ada empat macam, yaitu NCR jumbo roll (NCR base paper yang dicoating), NCR in roll, NCR in sheet plano, dan NCR in sheet folio. Sehingga, standard operating procedure yang dibuat penulis juga terdiri dari empat buah, yaitu SOP Proses Coating NCR, SOP Proses NCR In Roll, SOP Proses NCR In Sheet Plano, SOP Proses NCR In Sheet Folio.
4.5. Persiapan Training 5R
4.5.1. Keadaan Awal Perusahaan Dengan 3R
Pada awalnya, program 3R sudah pernah diterapkan di Perusahaan “X”
pada periode yang lalu, yang mana 3R ini meliputi Ringkas, Rapi, dan Resik.
Selama ini 3R telah berjalan di lantai produksi namun belum berjalan maksimal, selain itu juga adanya keinginan perusahaan dan tim 5R untuk menerapkan program 5R (Ringkas, Rapi, Resik, Rawat dan Rajin) secara maksimal di lantai produksi serta melengkapi 3R (Ringkas, Rapi, Resik) yang sudah ada sebelumnya dengan 2R yang belum ada, yaitu Rawat dan Rajin. Perusahaan serta tim 5R ingin menerapkan 2R karena 2R lebih mengarah kepada mental pekerja yang mana lebih mengarah kepada keinginan para pekerja untuk mempertahankan 3R sebelumnya. Perusahaan serta tim 5R merasa 3R yang sebelumnya berjalan cukup sukses, maka diharapkan pelaksanaan 5R berikut ini dapat berjalan lebih baik lagi dengan menambahkan 2R yang diharapan dapat membantu terlaksananya program 5R di Perusahaan “X”. Berikut adalah skema proses persiapan dan pelaksanaan training 5R:
Gambar 4.5. Skema Proses Persiapan dan Pelaksanaan Training 5R
4.5.2. Tahap Persiapan Training 5R
Proses pertama yang dilakukan dalam persiapan training 5R adalah mengadakan rapat kerja oleh tim 5R yang pada awalnya telah terbentuk, yang mana sebagian besar merupakan anggota dalam perusahaan dengan satu misi, yaitu menerapkan program 5R pada Perusahaan “X”. Rapat kerja yang diadakan dalam rangka menentukan konsep training ditujukan agar training 5R menjadi lebih teratur dan jelas. Konsep training 5R mengarah pada jalannya acara training 5R, materi yang akan disampaikan, person in charge dari tim 5R dan tim penilai serta peserta yang akan diundang. Peserta yang akan diundang meliputi karyawan, operator, dan foreman yang berasal dari kantor, departemen NCR, departemen ATK Atas, departemen ATK Bawah, Envelope, dan Converting.
Selain itu, program 5R juga telah dimasukkan ke dalam susunan Work Instruction pada proses produksi di pabrik, yang mana diharapkan dapat memudahkan pelaksanaan 5R di lantai produksi. 5R ini diharapkan dapat menjadi suatu pola kerja yang wajib dilakukan, yang mana dapat membantu proses produksi dan menjadi sebuah kebiasaan kerja sehingga tujuan 5R menjadi nyata.
Contoh dari realisasi 5R pada Work Instruction di lantai produksi pada proses coating adalah sebelum melakukan proses coating terdapat instruksi kerja yang
menunjukan langkah-langkah kerja untuk memulai proses coating, dalam proses memulai coating disisipkan proses membersihkan area produksi sepuluh menit sebelum dan sesudah proses produksi, mengembalikan peralatan-peralatan yang digunakan untuk produksi pada tempatnya, dan mempertahankan tempat kerja yang bersih.
Persiapan training 5R lainnya adalah dengan mendata kebutuhan apa saja yang diperlukan untuk training. Kebutuhan yang diperlukan antara lain buku saku yang digunakan untuk menjadi tambahan pengetahuan, pedoman para peserta dalam melakukan proses produksi sehingga penerapan 5R dapat lebih mendalam, dan pertanyaan-pertanyaan untuk pre-test dan post-test yang mana digunakan untuk mengetahui seberapa besar peningkatan pengetahuan para peserta training akan 5R sebelum mengikuti training dengan sesudah mengikuti training sehingga dapat diketahui pula seberapa besar keberhasilan program 5R ini. Pertanyaan- pertanyaan yang diberikan seputar materi 5R, yaitu mengenai pengertian 5R, strategi pencapaian 5R, dan sebagainya. Materi presentasi 5R disampaikan melalui power point yang mana berfungsi untuk menampilkan materi secara jelas sehingga dapat membantu pembawa materi dalam menyampaikan materi dengan baik dan memperjelas materi 5R kepada para peserta secara visual. Selain itu, penulis juga menyiapkan handouts yang mana digunakan sebagai pegangan oleh peserta pada saat training sehingga dapat menambah pengetahuan dari materi presentasi yang ditampilkan dan memungkinkan adanya tambahan pengetahuan lain yang ada pada materi yang ditampilkan.
4.6. Pelaksanaan Training 5R
Pelaksanaan training program 5R dilakukan dengan menjalankan konsep yang telah disusun pada rapat kerja. Pelaksanaan diadakan pada tanggal 25, 28 dan 30 April 2008. Tempat diadakan training program 5R yaitu ruang rapat lantai 3 Perusahaan ”X” pada pukul 13.00-15.30. Training 5R dimulai dengan pembukaan yang dipimpin oleh pimpinan perusahaan dan koordinator program training 5R yang menyampaikan alasan adanya program 5R ini dibuat dan keinginan manajemen untuk menerapkan 5R. Training 5R dilanjutkan dengan
pembukaan oleh ketua tim 5R yang menjelaskan pengertian diadakan program 5R dan rasa terima kasih atas partisipasi peserta, panitia, koordinator dan pemimpin perusahaan yang telah mendukung terealisasinya training program 5R. Setelah pembukaan disampaikan dari berbagai macam pihak, training 5R dilanjutkan dengan penjelasan aturan main training program 5R yang mana ada sesi penjelasan materi dan sesi tanya jawab jika peserta masih ingin mengetahui informasi tentang 5R, penjelasan mengenai ice breaking untuk membangkitkan semangat para peserta serta penyampaian esensi yang berhubungan dengan 5R melalu game, penjelasan pengisian pre-test yang mana untuk mengetahui seberapa besar pengetahuan para peserta akan 5R sebelum mengikuti training 5R. Setelah kegiatan pre-test, maka dilanjutkan dengan penyampaian materi 5R yang disampaikan oleh penulis dan rekan-rekan. Materi yang disampaikan meliputi latar belakang 5R, asal mula 5R yang berasal dari Jepang dan diterapkan pertama kali oleh perusahaan Toyota, bahasa Jepang 5R adalah 5S (Seiri, Seiton, Seiso, Seiketsu, dan Shitsuke), maksud dari pelatihan dan penerapan 5R yang dapat merubah perilaku pekerja melalui perubahan tempat kerja, dampak 5R yang akan terjadi jika dilaksanakan dengan baik pada lantai produksi (peningkatan semangat kerja para pekerja, menyiapkan perusahaan yang mampu bersaing, dan meminimalisasikan kecelakaan kerja serta cost yang tidak efektif), sasaran training 5R (mewujudkan tempat kerja yang nyaman, sumber daya manusia yang mandiri, dan menciptakan citra positif perusahaan yang dapat mewakili konsisi tempat kerja), penjelasan tentang 5R (ringkas yang artinya membuang barang- barang yang tidak diperlukan, rapi yang artinya membenahi tempat penyimpanan, resik yang artinya mengatur prosedur kebersihan harian, rawat yang artinya mempertahankan tempat kerja yng resik, dan rajin yang artinya pengendalian visual di tempat kerja). Selain itu, pada training 5R penulis juga memberikan contoh-contoh pengaplikasian di lantai produksi, gambaran sebelum 5R yang diambil dari dokumentasi sebelumnya, dan strategi pencapaian 5R yang berisikan langkah-langkah untuk mencapai 5R. Penulis juga memberikan penjelasan mengenai kelebihan dan kekurangan 5R yang mana 5R itu tidak hanya menguntungkan bagi perusahaan tetapi juga menguntungkan pekerja itu sendiri,
serta foto para pemenang 3R pada periode sebelumnya yana mana dimaksudkan untuk dapat memotivasi para peserta program 5R berikutnya.
Pelaksanaan training program 5R ini dinyatakan berhasil, karena berdasarkan hasil pre-test dan post-test pengetahuan peserta training 5R pada hari pertama meningkat 9.41%, pada training 5R hari kedua meningkat sebesar 18.75% dan pada hari ketiga mengalami peningkatan sebesar 24.4%. Jadi rata-rata peningkatan keberhasilan training 5R adalah sebesar 17.52%. Rata-rata peningkatan yang diperoleh dari training 5R ini memang terlihat tidak begitu besar karena pada awalnya di Perusahaan ”X” ini telah diterapkan 3R yang berarti para karyawan sebenarnya telah mempunyai pengetahuan akan 3R. Dengan adanya kenaikkan pengetahuan para karyawan sebesar 17.52%, maka pemahaman para karyawan akan 5R secara keseluruhan menjadi semakin sempurna.
4.7. Pengecekan WI dan SOP dengan Perusahaan 4.7.1. Pengecekan WI dengan Perusahaan
Setelah membuat Work Instruction (WI) setiap mesin dan proses pada unit Coating, unit Cutting dan unit Packing di departemen NCR, maka dilakukan pengecekan akhir dengan pihak perusahaan. Pengecekan WI dilakukan dengan memeriksa kesesuaian WI yang telah dibuat oleh penulis dengan pihak perusahaan supaya WI yang dibuat sudah benar dan sesuai dengan yang ada di lapangan. Pengecekan dilakukan dengan memeriksa kesesuaian indikator yang distandarkan, urutan langkah-langkah proses, siapa saja yang terlibat di dalam proses dan pelaksananya, serta penerapan program 5R di dalamnya. Pengecekan juga dilakukan dengan wawancara kepada setiap kepala unit terkait dan disetujui oleh setiap kepala unit yang terkait di department NCR. Berikut adalah standar indikator yang terdapat pada masing-masing unit di department NCR:
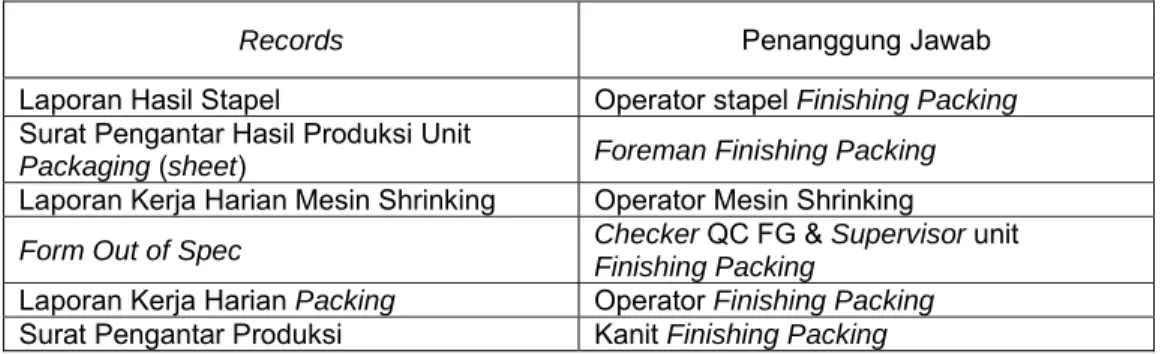
a. Standar Indikator Unit Coating Mesin BMB II
Tabel 4.5. Pengecekan Standar Indikator Unit Coating Mesin BMB II
Aktivitas Standar Ket
Oil temperature 225oC-275 oC √
Flue Gas Temperatur 350 oC √
Hot Water dengan setting 55 o-70 oC √
Stop kran angin Pressure 5 bar √
Motor air knife CF: 2100 cmHg, CB: 1800-1900 cmHg √ Speed applicating roll CF CF/TT = 500-600 rpm/TT, air = 700-800 rpm √ Speed applicating roll CB CB/TT = 500-600 rpm/TT, air = 700-800 rpm √ Speed mesin untuk Top Recycle = 170 m/menit, Virgin = 160 m/menit, √ Speed mesin untuk
Middle Recycle = 165-170 m/menit, Virgin = 160 m/menit √ Speed mesin untuk
Bottom Recycle = 165-170 m/menit, Virgin = 160 m/menit √
Pressure Brake 2,4 bar √
Water applicating roll
untuk Top Recycle = 150-160 m/menit, Virgin = 150-160
m/menit √
Water applicating roll
untuk Middle Recycle = 100-120 m/menit, Virgin = 100-120
m/menit √
Water applicating roll
untuk Bottom Recycle = 70-80 m/menit, Virgin = 70-80 m/menit √ Emertion Roll untuk Top Recycle = 150-160 m/menit, Virgin = 150-160
m/menit √
Emertion Roll untuk Middle
Recycle = 100-120 m/menit, Virgin = 100-120
m/menit √
Emertion Roll untuk
Bottom Recycle = 70-80 m/menit, Virgin = 70-80 m/menit √
b. Standar Indikator Unit Coating Mesin BMB III
Tabel 4.6. Pengecekan Standar Indikator Unit Coating Mesin BMB III
Aktivitas Standar Ket
Heating roll 80-90°C √
Cooling roll 20-25°C √
Air Knife 15-20°C √
Buka kran Compresor Pressure 5 bar √
Tekanan CF 1.1-1.2 bar √
Tekanan CB 1.2-1.3 bar √
Tekanan Brake Unwind untuk Dances Stability 5-6 bar √
Tabel 4.6. Pengecekan Standar Indikator Unit Coating Mesin BMB III (sambungan)
Aktivitas Standar Ket
Tekanan Brake Unwind untuk Dances Positive 3-5 bar √
Setting awal saat hidupkan mesin 4 bar √
Speed normal 160-180m/mnt √
Tekanan Brake untuk Dances Stability saat mesin jalan 5-6 bar √ Tekanan Brakeuntuk Dances Positive saat mesin jalan 3-5 bar √
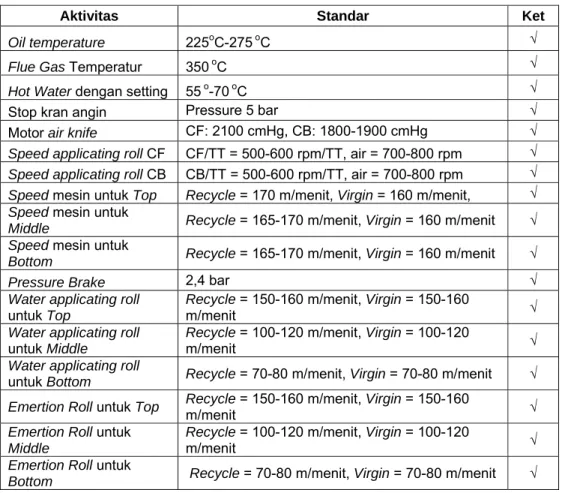
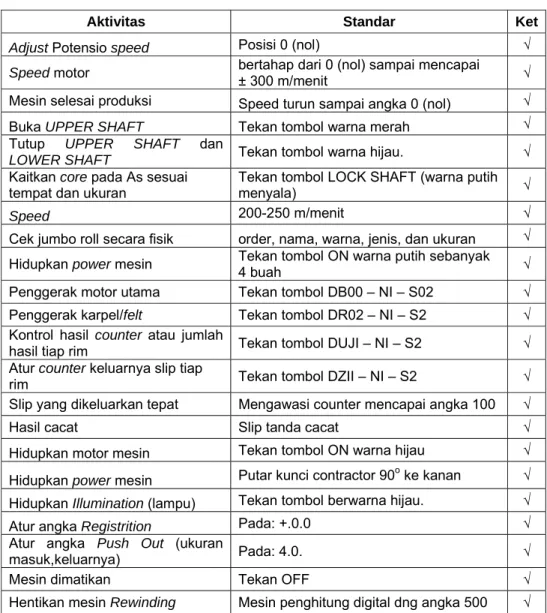
c. Standar Indikator Unit Cutting
Tabel 4.7. Pengecekan Standar Indikator Unit Cutting
Aktivitas Standar Ket
Adjust Potensio speed Posisi 0 (nol) √
Speed motor bertahap dari 0 (nol) sampai mencapai
± 300 m/menit √
Mesin selesai produksi Speed turun sampai angka 0 (nol) √
Buka UPPER SHAFT Tekan tombol warna merah √
Tutup UPPER SHAFT dan
LOWER SHAFT Tekan tombol warna hijau. √
Kaitkan core pada As sesuai
tempat dan ukuran Tekan tombol LOCK SHAFT (warna putih
menyala) √
Speed 200-250 m/menit √
Cek jumbo roll secara fisik order, nama, warna, jenis, dan ukuran √ Hidupkan power mesin Tekan tombol ON warna putih sebanyak
4 buah √
Penggerak motor utama Tekan tombol DB00 – NI – S02 √ Penggerak karpel/felt Tekan tombol DR02 – NI – S2 √ Kontrol hasil counter atau jumlah
hasil tiap rim Tekan tombol DUJI – NI – S2 √
Atur counter keluarnya slip tiap
rim Tekan tombol DZII – NI – S2 √
Slip yang dikeluarkan tepat Mengawasi counter mencapai angka 100 √
Hasil cacat Slip tanda cacat √
Hidupkan motor mesin Tekan tombol ON warna hijau √ Hidupkan power mesin Putar kunci contractor 90o ke kanan √ Hidupkan Illumination (lampu) Tekan tombol berwarna hijau. √
Atur angka Registrition Pada: +.0.0 √
Atur angka Push Out (ukuran
masuk,keluarnya) Pada: 4.0. √
Mesin dimatikan Tekan OFF √
Hentikan mesin Rewinding Mesin penghitung digital dng angka 500 √
d. Standar Indikator Unit Packing
Tabel 4.8. Pengecekan Standar Indikator Unit Packing
Aktivitas Standar Ket
Beri indentitas Etiket warna, jumlah, jenis, kode produksi,
QC Passed √
Panaskan mesin
shrinking Tombol ON √
Setting temperatur ± 150o-200oC √
Atur kecepatan
conveyor ± 300 rpm √
Jumlah stapel 500 lembar/rim √
Folio dibungkus per
rim Wrapping Smart Choice √
Etiket Top Warna biru √
Etiket Middle Warna merah √
Etiket Bottom Warna hijau √
1 box folio 10 rim folio √
Perekat box Gummed Tape √
Pembungkus In roll Wrapping 150 gram √
Ikat pallet Plat (Bandyzer) √
Pelindung packing
box plano Plastik (Streeling Film) √
4.7.2. Pengecekan SOP dengan Perusahaan
Setelah membuat Standard Operating Procedure (SOP) yang terbagi menjadi SOP Coating, SOP In Roll, SOP In Sheet Plano dan SOP In Sheet Folio, maka dilakukan pengecekan dengan pihak perusahaan untuk mengetahui kebenaran dan kejelasan SOP yang telah dibuat oleh penulis. Pengecekan SOP dilakukan dengan memeriksa kembali kesesuaian antara aktivitas-aktivitas, record dan penanggung jawab yang terdapat pada SOP dengan yang aktivitas yang berjalan di lapangan. Selain itu, pengecekan juga dilakukan dengan wawancara kepada kepala unit coating, unit cutting dan packing di departemen NCR untuk mengetahui kejelasan dan kebenaran SOP tersebut, serta persetujuan dari setiap kepala unit yang terkait.
4.8. Pendokumentasian WI dan SOP
Setelah Work Instruction dan Standard Operating Procedure yang dibuat telah disetujui oleh pihak perusahaan, maka WI maupun SOP tersebut disahkan oleh pihak perusahaan. Pengesahan untuk Work Instruction maupun Standard Operating Procedure yang telah dibuat dilakukan dengan pemberian tanda tangan pada setiap halaman WI dan SOP tersebut. Pihak yang berwenang dalam memberikan pengesahan untuk Work Instruction adalah Kepala Unit yang bersangkutan dan Kepala Bagian NCR. Setelah mendapat persetujuan dari Kepala Unit yang bersangkutan maka Work Instruction diberikan kepada Kepala Bagian NCR untuk disetujui lebih lanjut. Pada proses persetujuan oleh Kepala Bagian NCR juga terdapat beberapa proses revisi untuk menyempurnakan Work Instruction yang telah dibuat oleh penulis. Untuk Standard Operating Procedure disahkan oleh Kepala Bagian NCR dan pihak manajemen. Sebelum Standard Operating Procedure diserahkan kepada pihak manajemen, akan dilakukan pengesahan oleh Kepala Bagian NCR yang mana juga akan dilakukan pemeriksaan kembali Standard Operating Procedure yang telah dibuat oleh penulis, sedangkan pihak manajemen akan memberikan pengesahan akhir sebagai persetujuan akan Standard Operating Procedure yang dibuat penulis.
4.9. Analisa
Pembuatan serta pendokumentasian WI dan SOP dapat dikatakan berhasil karena WI maupun SOP yang telah dibuat oleh penulis telah mendapat persetujuan dan pengesahan pada setiap halaman WI dan SOP. Pengesahan WI dan SOP ini berarti telah disetujuinya WI dan SOP yang dibuat penulis oleh Kepala Unit, Kepala Bagian NCR, dan pihak manajemen.
Dampak dari pendokumentasian WI dan SOP yang dibuat oleh penulis adalah Perusahaan “X” memiliki pedoman kerja yang akurat, aktual dan terpercaya. Dengan adanya pedoman kerja ini, maka diharapkan segala aktivitas produksi di departemen NCR dapat berjalan sesuai dengan pedoman kerja tersebut.
Work Instruction dan Standard Operating Procedure yang dibuat penulis tentunya mempunyai manfaat bagi Perusahaan “X” terutama departemen NCR, karena selama ini departemen NCR di Perusahaan “X” hanya mempunyai Standard Operating Procedure yang berisi instruksi-instruksi kerja. Dengan adanya Standard Operating Procedure yang telah dibuat penulis, maka tentunya alur dari proses produksi, alur dokumen, serta penanggung jawab mengenai dokumen-dokumen yang beredar di produksi NCR menjadi semakin jelas karena telah terdokumentasi. Hal ini dimaksudkan untuk menghindari terjadinya kesimpangsiuran proses produksi maupun dokumen terkait, karena selama ini proses produksinya belum terdokumentasi yang berakibat proses produksi pada departemen NCR dapat berubah-ubah dan tidak lagi sesuai dengan standar. Selain itu, dengan adanya Work Instruction yang dibuat penulis maka standar indikator telah sesuai dengan kondisi pada produksi NCR. Work Instruction yang telah dibuat penulis mencantumkan job description dari pihak-pihak yang terkait sehingga masing-masing pihak dapat mengetahui dengan jelas tugas yang harus dikerjakannya. Keuntungan lain dari Work Instruction ini adalah adanya pembagian tahap-tahap proses sehingga dapat memudahkan pihak-pihak lain yang ingin memahami proses pengoperasian mesin-mesin pada produksi NCR.
Adapun beberapa hambatan yang dimungkinkan akan terjadi dalam pengimplementasian WI maupun SOP yang telah dibuat. Hambatan yang dapat terjadi adalah adanya pro dan kontra oleh operator karena perubahan sistem kerja, yang mana pada awalnya bekerja sesuai dengan kebiasaan dan sistem lama kemudian sistem kerja berubah sesuai dengan prosedur baku.
Selain itu, pendokumentasian SOP dan WI ini tidak lepas dari efek samping yang dimungkinkan akan terjadi pada produksi NCR. Efek samping yang akan timbul adalah adanya perubahan perilaku kerja lama menjadi perilaku kerja yang sesuai dengan standar. Seperti yang telah dijelaskan pada pembuatan Work Instruction, bahwa adanya penerapan 5S juga dapat mempengaruhi kebiasaan operator yang mana sebelumnya operator tidak menerapkan ringkas, rapi, resik, rawat, dan rajin secara maksimal pada lantai produksi NCR.
Pemberian pemahaman 5R kepada pihak perusahaan dengan dilakukannya training juga dapat dikatakan berhasil. Hal ini dapat dibuktikan dengan
peningkatan pemahaman peserta training 5R antara sebelum mengikuti training dan setelah mengikuti training.