GAMBARAN UMUM OBJEK
2.1 Latar Belakang Perusahaan
PT. Sinar Jaya Prakarsa merupakan sebuah perusahaan swasta yang berbentuk PT (Perseroan Terbatas), didirikan pada tahun 1982 oleh Bapak Amir Djohan selaku pemilik dan direktur. Perusahaan ini berlokasi di jalan Kamal Raya No. 1 (Tegal Alur), Cengkareng. Seiring dengan berjalannya waktu kini PT. Sinar Jaya Prakarsa telah mengalami banyak perkembangan. Terlihat dari semakin meningkatnya kebutuhan tenaga kerja yang pada awalnya kurang lebih berjumlah 500 tenaga kerja, kini telah mencapai kurang lebih 900 tenaga kerja. Beberapa mesin produksi juga dirakit sendiri oleh perusahaan seperti mesin Rubber Intensive Mixer yang lebih dikenal dengan mesin banburi, alat pelubang sandal dan alat pemasang tali sandal. Saat ini juga sedang diupayakan penambahan sebuah mesin banburi untuk meningkatkan produktivitas perusahaan.
Proses produksi pada PT. Sinar Jaya Prakarsa cenderung dilakukan make to stock (dibuat untuk disimpan dalam gudang). Perusahaan ini bergerak di bidang pembuatan sandal dengan berbagai ukuran dan tipe. Merk dagang yang digunakan adalah Swallow.
Pada awal tahun 2004 dengan mempertimbangkan trend pasar maka mulai dilakukan produksi sandal model baru yaitu sandal jepit bersablon, di samping produksi sandal standar yang sudah ada (yaitu sandal jepit polos). Hingga saat ini perusahaan telah memproduksi produk sandal jepit polos dalam 5 ukuran dengan warna yang berbeda- beda, yaitu :
o Ukuran 9 bewarna orange o Ukuran 91/2 bewarna merah o Ukuran 10 bewarna biru o Ukuran 101/2 bewarna hijau o Ukuran 11 bewarna ungu
Sedangkan untuk produk sandal sablon memiliki ukuran dan warna yang sama, hanya saja diberi tambahan sablon untuk menambahkan aspek estetika pada produk.
Sejak awal perusahaan telah berusaha untuk menghasilkan produk-produk berkualitas dan berkompeten. Untuk itu, perusahaan secara terus-menerus menjaga kualitas produk-produk yang dihasilkannya dengan adanya inspeksi produk yang dihasilkan pada beberapa workstation. Produk yang defect (cacat) nantinya akan didaur ulang dengan sisa-sisa bahan (scrap) untuk kemudian diproduksi kembali.
Segmen pasar yang saat ini dituju PT. Sinar Jaya Prakarsa adalah pasar lokal, dimana pemasaran telah dilakukan hampir ke seluruh Indonesia seperti Jakarta, Surabaya, Bandung, Palembang, Bali, Sumatera, Kalimantan, dan lain sebagainya.
Dengan tidak menutup kemungkinan nantinya juga akan dilakukan pemasaran untuk pasar internasional. Perusahaan melakukan distribusi sendiri ke agen-agen sehingga hanya melayani pembelian dengan partai besar.
PT. Sinar Jaya Prakarsa memiliki tujuan selain untuk memperoleh laba / keuntungan adalah juga untuk tujuan sosial, seperti membantu pemerintah dalam meningkatkan kesejahteraan masyarakat dan mengurangi tingkat penggangguran yang semakin tinggi.
2.2 Manajemen Sumber Daya Manusia 2.2.1 Struktur Organisasi
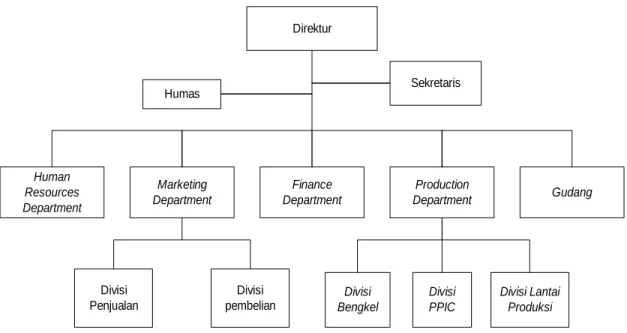
Struktur Organisasi merupakan suatu kerangka yang menunjukkan seluruh kinerja perusahaan untuk mencapai tujuan melalui kerja sama dan hubungan antar bagian atau fungsi serta penjelasan tugas, wewenang dan tanggung jawab setiap bagian organisasi. Struktur organisasi yang diterapkan PT. Sinar Jaya Prakarsa adalah struktur organisasi fungsional, dimana organisasi dibagi ke dalam unit-unit (divisi) berdasarkan area fungsinya masing-masing. Dalam pengambilan keputusan diterapkan sistem sentralisasi, dimana sebagian besar wewenang khususnya dalam pengambilan keputusan diserahkan kepada manajer tingkat tinggi sedangkan keputusan yang sangat essential / berpengaruh besar terhadap perusahaan merupakan wewenang direktur. Struktur organisasi PT. Sinar Jaya Prakarsa dapat dilihat pada gambar 2.1 dibawah ini :
Direktur
Human Resources Department
Marketing Department
Finance Department
Divisi Bengkel
Production
Department Gudang
Divisi Lantai Produksi Divisi
Penjualan
Divisi pembelian
Sekretaris Humas
Divisi PPIC
Sumber : PT. Sinar Jaya Prakarsa
Gambar 2.1 Struktur Organisasi PT. Sinar Jaya Prakarsa
Tugas dan tanggung jawab dari masing–masing jabatan tersebut adalah sebagai berikut :
1. Direktur / Pimpinan Perusahaan
Perusahaan dipimpin oleh seorang Direktur yang sekaligus adalah pemilik perusahaan, dimana posisi ini ditempati oleh Bapak Amir Djohan. Beliau merupakan pemegang saham tunggal dan pemegang kekuasaan tertinggi. Tugas dan tanggung jawabnya meliputi :
9 Merupakan pimpinan tertinggi dalam memimpin, mengurus, dan mengendalikan pelaksanaan kegiatan-kegiatan dalam perusahaan.
9 Merencanakan dan memutuskan rencana program kerja dan rencana anggaran perusahaan.
9 Merumuskan tujuan dan kebijakan perusahaan.
9 Menandatangani surat-surat dan dokumen-dokumen penting perusahaan.
2. Human Resources Department
9 Mengurus perekrutan dan pemberhentiaan tenaga kerja di perusahaan, kompensasi yang akan diterima setiap karyawan, mengurus cuti kerja dan tunjangan bagi karyawan serta mengkoordinasi semua karyawan yang ada di dalam perusahaan..
9 Mengatur pelatihan dan pendidikan yang dibutuhkan tenaga kerja.
9 Mengatur pergantian shift karyawan dan mengurus penggajian karyawan.
9 Mengusahakan terciptanya lingkungan dan suasana kerja yang baik di dalam perusahaan dengan memperhatikan keselamatan dan kesejahteraan para pekerja sehingga dapat meningkatkan kinerja karyawan.
3. Marketing Department a. Divisi Penjualan
9 Melakukan pemasaran dan mengembangkan pasar yang telah ada sehingga market share perusahaan dapat bertambah luas dengan menetapkan strategi pemasaran yang sesuai.
9 Bertanggung jawab dalam perencanaan penjualan produk di masa yang akan datang, sekaligus melakukan peramalan terhadap permintaan produk di masa yang akan datang.
9 Bertanggung jawab terhadap tercapainya target penjualan yang telah ditetapkan.
b. Divisi Pembelian
9 Melakukan perencanaan dan pembelian bahan baku sesuai dengan permintaan dari bagian gudang, serta penentuan tanggal penerimaan barang.
9 Menyeleksi supplier yang terbaik untuk mengusahakan harga bahan baku termurah dengan kualitas terbaik.
9 Bertanggung jawab dalam kualitas dari bahan baku.
9 Bertanggung jawab dalam mendapatkan jumlah kredit yang besar kepada supplier dan waktu kredit yang harus dibayarkan kepada pemasok.
4. Finance Department
9 Mengawasi pencatatan setiap transaksi keuangan yang terjadi di dalam perusahaan baik arus kas masuk maupun keluar sesuai dengan prinsip akuntansi yang berlaku.
9 Membuat analisa laporan keuangan perusahaan setiap periode.
9 Mengurus perpajakan perusahaan.
9 Mengatur pengadaan dan penggunaan dana untuk operasi perusahaan, merencanakan anggaran pengeluaran rutin dan mengendalikan pengeluaran biaya.
5. Production Department, terdiri dari : a. Divisi Bengkel (Maintenance)
Divisi ini bertanggung jawab terhadap usaha pemeliharaan aktiva tetap perusahaan, antara lain: perawatan mesin-mesin produksi, pemeliharaan gedung, dan lain sebagainya.
b. Divisi PPIC (Production Planning and Inventory Control) 9 Merencanakan kegiatan produksi dan jadwal produksi.
9 Memastikan produksi telah sesuai dengan target yang telah ditentukan.
9 Memastikan ketersediaan bahan baku sesuai dengan perencanaan produksi.
c. Divisi Lantai Produksi
9 Mengatur pemakaian alat dan mesin serta penugasan kerja sesuai dengan kebutuhan dan target / rencana kerja yang ada.
9 Mengawasi dan memonitor pelaksanaan kegiatan produksi dan bertanggung jawab dalam tercapainya kualitas produk.
6. Divisi Gudang
9 Mengatur dan melakukan pengawasan terhadap penyimpanan dan pengeluaran barang yang ada dan akan disimpan dalam gudang serta mencatat laporan dan penyediaan data-data yang diperlukan.
9 Mengadakan stock opname atas persediaan bahan baku di gudang secara berkala dan teratur.
9 Mengawasi persediaan bahan baku dan barang jadi yang ada di gudang.
9 Menerima dan mengeluarkan bahan baku dan barang jadi berdasarkan prosedur yang berlaku.
2.2.2 Sistem Kerja
Jumlah tenaga kerja perusahaan PT. Sinar Jaya Prakarsa sampai saat ini, adalah berjumlah 900 orang dengan pembagian 850 orang karyawan yang bekerja di pabrik dan 50 orang karyawan yang bekerja di kantor. Untuk karyawan pabrik, terbagi lagi dalam tiga shift jam kerja.
1. Karyawan Kantor
• Hari Senin hingga Kamis dan Sabtu
Kerja Aktif : Pk. 08.00 – 17.00 Istirahat : Pk. 12.00 – 13.00
• Hari Jumat
Kerja Aktif : Pk. 08.00 – 17.00 Istirahat : Pk. 11.30 – 13.30 2. Karyawan Pabrik
Hari kerja dari Senin hingga Sabtu dengan pengecualian waktu istirahat shift 1 pada hari jumat 11.30 – 13.30 adalah sebagai berikut :
• Shift 1
Kerja aktif : 08.00 – 16.00 Istirahat : 12.00 – 13.00
• Shift 2
Kerja aktif : 16.00 – 24.00
Istirahat : 20.00 – 21.00
• Shift 3
Kerja aktif : 24.00 – 08.00 Istirahat : 04.00 – 05.00
2.2.3 Sistem Penggajian Karyawan
PT Sinar Jaya Prakarsa memberikan gaji pokok kepada karyawannya sesuai dengan kebijakan yang dikeluarkan oleh pemerintah (UMR). Selain itu Perusahaan juga memberikan tunjangan-tunjangan seperti THR (Tunjangan Hari Raya) dan TAT (Tunjangan Akhir Tahun).
a. Sistem penggajian tenaga kerja tidak langsung (karyawan kantor)
Tenaga kerja tidak langsung diberikan gaji pokok tiap bulannya dan juga uang makan dan uang kerajinan.
Jika karyawan tidak masuk maka yang dipotong adalah uang makan dan tidak mendapat uang kerajinan.
Gaji lembur diberikan pada karyawan yang lembur menurut berapa jam lemburnya dan dikalikan dengan standar lembur karyawan perusahaan.
b. Sistem penggajian tenaga kerja langsung (karyawan pabrik)
Upah Reguler : upah yang diberikan kepada tenaga kerja langsung dihitung berdasarkan hari kerja pegawai itu (gaji harian). Upah ini sudah termasuk upah kerja dan upah makan. Upah reguler dibayarkan seminggu sekali.
Upah Lembur : upah lembur yang diberikan adalah 2 kali lipat dari upah reguler apabila karyawan lembur pada hari libur dan jika mereka lembur pada hari kerja maka akan mendapat 1,5 kali lipat dari upah reguler.
Jika tidak ada aktivitas produksi maka mereka hanya akan mendapat 0.5 dari upah reguler.
Jika karyawan tidak masuk maka tidak ada upah yang diberikan kepada karyawan tersebut.
2.3 Proses Produksi
Proses pembuatan sandal jepit ini diawali dengan terlebih dahulu memindahkan karet mentah yang berada di gudang bahan baku ke bagian pemotongan untuk menyiapkan karet tersebut dalam proses produksi. Adapun tahapan-tahapan yang terjadi dalam proses produksi adalah sebagai berikut :
a. Proses Pemotongan Awal
Karet mentah yang telah diambil dari gudang bahan baku akan dipotong dan ditimbang dalam ukuran-ukuran yang lebih kecil agar lebih mudah diproduksi.
Pemotongan ini dilakukan dengan menggunakan mesin pemotong yang dioperasikan oleh operator dengan memasukkan karet mentah secara bertahap ke dalam mesin potong.
b. Proses Pencampuran
Setelah karet dan bahan-bahan kimia ditimbang dalam ukuran tertentu, keseluruhan bahan tersebut dimasukkan ke dalam mesin pengaduk bahan atau yang disebut Rubber Intensive Mixer. Di dalam mesin ini, semua bahan baku akan diaduk dan sekaligus mengalami proses pemasakan karena gesekan pengaduk mesin akan menghasilkan panas sebesar kurang lebih 100o C.
c. Proses Pengerollan
Karet campuran yang dihasilkan oleh mesin pengaduk akan langsung mengalir ke dalam Roll Mill yaitu mesin yang berfungsi untuk mengeroll karet menjadi lembaran-lembaran karet. Karet yang masuk ke mesin ini akan diroll sebanyak beberapa kali untuk menghasilkan lembaran karet yang teksturnya lebih halus.
d. Proses Pemotongan Lembaran karet
Lembaran-lembaran karet yang telah dihasilkan oleh Roll Mill akan masuk ke dalam Cutting Machine untuk dipotong menjadi lembaran persegi yang rapi dengan ukuran tertentu. Setelah lembaran karet yang sudah rapi ini jadi, maka karet ini akan dipindahkan oleh operator dengan menggunakan trolly ke bagian pengompresan.
e. Proses Pengompresan
Karet akan disusun beberapa lapis (5 lapis) kemudian dimasukkan ke dalam mesin kompres untuk memperoleh tekstur tertentu pada kedua permukaan karet. Hasilnya adalah seperti corak-corak gelombang kasar yang biasa kita lihat pada sandal jepit.
Hal ini tentu saja bertujuan agar sandal tersebut tidak licin ketika kita gunakan.
Proses pengompresan ini akan berlangsung selama 6 menit 40 detik dengan suhu setinggi 160o C.
f. Proses Pendinginan
Di sini lembaran karet yang telah dicetak dalam corak-corak tertentu akan ditumpuk dalam suatu ruang untuk didinginkan. Proses pendinginan ini dilakukan dengan cara men-dryer / menganginkan karet tersebut menggunakan kipas khusus yang dipasang di sepanjang salah satu sisi ruangan. Proses ini bertujuan agar lembaran karet yang meregang akibat panas pada saat pengompresan mengalami pengerasan dan agar bentuk lembaran yang memuai dapat kembali ke bentuk yang rata.
Lembaran karet yang telah jadi sampai tahap ini disebut dengan spon dan juga merupakan produk setengah jadi.
g. Proses Pemotongan Spon
Pada tahap ini, spon akan dimasukkan ke dalam mesin Hidrolik Plong untuk dicetak / dipotong menjadi bentuk-bentuk taplak sandal. Pada bagian ini, juga sekaligus dilakukan pengontrolan terhadap kualitas produk yang dihasilkan, sehingga produk- produk yang cacat akan disisihkan.
h. Proses Pelubangan
Taplak-taplak sandal tersebut akan dilubangi dengan menggunakan mesin bor, sehingga membentuk 3 lubang yang diperlukan sebagai tempat untuk memasang pengait sandal.
i. Proses Penyablonan
Proses ini hanya terjadi pada jenis produk bersablon, dimana taplak sandal yang telah dilubangi akan dibawa ke bagian sablon untuk disablon dan dikeringkan di Oven. Setelah melewati tahap sablon, baru kemudian mengalami proses perakitan dan packaging. Sedangkan untuk sandal jepit polos tidak melalui tahapan ini.
j. Proses Perakitan
Setelah taplak sandal dilubangi, maka akan dipasangi pengait sandal. Pengait sandal (tercetak merk Swallow) ini tidak dibuat sendiri oleh perusahaan, melainkan merupakan komponen produk yang dibeli dari perusahaan lain. Setiap perakitan satu taplak sandal oleh operator akan memakan waktu sebanyak 6 detik, dengan memperhitungkan gerakan-gerakan yang ergonomis agar menghemat waktu.
k. Proses Packaging
Sandal jepit yang telah selesai dirakit akan dikemas ke dalam plastik kemas dan kemudian diangkut ke gudang bahan baku. Pengemasan ini dilakukan dalam tiga tahap, yaitu pengemasan sepasang sandal, pengemasan setengah lusin dan pengemasan karung, dimana setiap pasang sandal dikemas dalam satu plastik kemas, kemudian setiap setengah lusin dikemas jadi satu dalam sebuah plastik kemas lagi dan setiap 20 lusin dikemas dalam satu karung. Pada bagian ini juga dilakukan inspeksi sekali lagi pada produk.
Material handling yang dilakukan di pabrik ini sebagian besar menggunakan trolly namun pada bagian tertentu menggunakan conveyor seperti pada proses perakitan dan penyablonan. Karena lini produk yang tidak terlalu bervariasi, maka spesifikasi proses tidak akan terlalu kompleks dan perusahaan tidak perlu melakukan penyetelan ulang terhadap mesin.
Pada proses produksinya PT. Sinar Jaya Prakarsa ini menggunakan mesin dan peralatan yang bertipe special purpose. Jadi mesin dan peralatan hanya dapat melakukan jenis-jenis pekerjaan tertentu dan hanya dapat diubah berdasarkan spesifikasi dari produk yang akan dibuat. Contohnya mesin banburi hanya dapat berfungsi untuk elemen kerja pencampuran, jadi selama pekerjaan yang dilakukan sama, maka mesin ini dapat digunakan.
Dalam proses produksi ini tidak dihasilkan scrap karena produk cacat dan sisa- sisa pemotongan lembaran karet akan digunakan kembali dalam proses produksi, sehingga tidak ada bahan yang terbuang sia-sia. Selain itu untuk memperoleh hasil yang lebih efisien, perusahaan bahkan membeli sampah-sampah bekas sandal jepit yang sudah
rusak untuk diproses kembali. Hal ini bukan hanya menghemat biaya bahan, namun juga membantu me-recycle karet yang sudah tidak berguna.
Jenis layout yang digunakan pada PT. Sinar Jaya Prakarsa adalah Product Layout. Tata letak pabrik yang berdasarkan Product Layout berarti layout yang dirancang sedemikian rupa sehingga mesin-mesin ditempatkan berdasarkan urutan proses produksi. Product layout dipilih karena lebih cocok dengan tipe produksi di PT.
Sinar Jaya Prakarsa, yaitu produksi dengan lini produk yang tidak terlalu bervariasi.
Sandal Swallow Polos
Mesin Bor
PETA PROSES OPERASI PRODUK SANDAL JEPIT SWALLOW PT. SINAR JAYA PRAKARSA
Produk : Sandal Swallow Polos Dibuat Oleh : Lily Septiana Tanggal Pembuatan : 7 Oktober 2005
Jumlah Waktu (detik ) Operasi
Inspeksi Storage
Total Nama
1 2 10
13
O-3
O-5 O-4
O-6
O-7 I-1
O-8 O-2
O-1 Pemotongan Awal
Pencampuran
Pengerollan
Pemotongan Lembaran Karet
Pengompresan
Pendinginan
Pemotongan Spon & Inspeksi
Pelubangan
Packaging & Inspeksi Rubber Intensive Mixer
Mesin Potong
Roll Mill
Mesin Kompres Cutting Machine
Hidrolik Plong Dryer
O-10 I-2
O-9 Perakitan
Alat Perakit
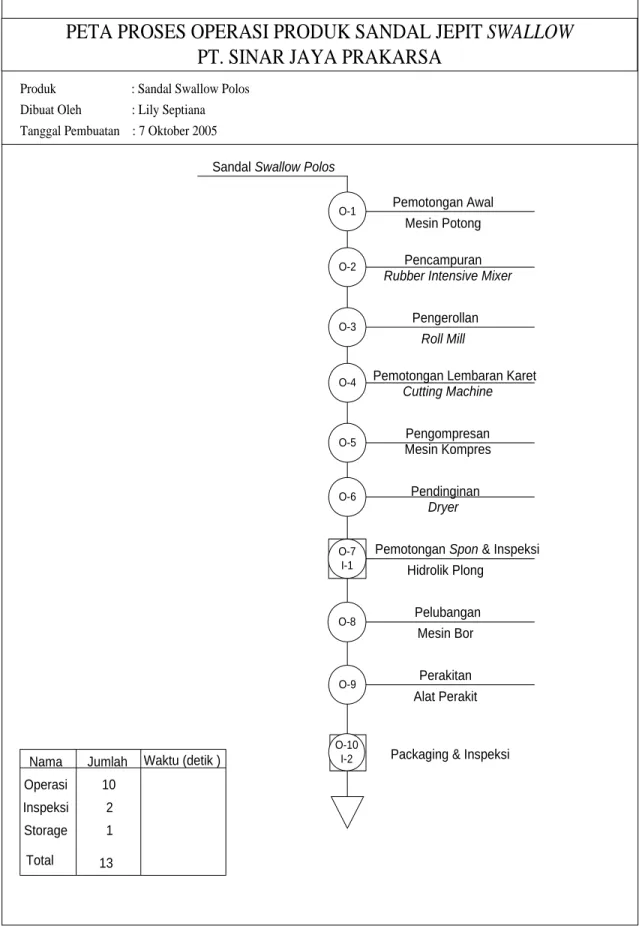
Diagram 2.1 Peta Proses Operasi Produk Sandal Swallow Polos
Sandal Swallow Sablon
Mesin Bor
PETA PROSES OPERASI PRODUK SANDAL JEPIT SWALLOW PT. SINAR JAYA PRAKARSA
Produk : Sandal Swallow Sablon Dibuat Oleh : Lily Septiana Tanggal Pembuatan : 7 Oktober 2005
Jumlah Waktu (detik ) Operasi
Inspeksi Storage Total
Nama
1 2 11
14
O-3
O-5 O-4
O-6
O-7 I-1
O-8 O-2
O-1 Pemotongan Awal
Pencampuran
Pengerollan
Pemotongan Lembaran Karet
Pengompresan
Pendinginan
Pemotongan Spon & Inspeksi
Pelubangan
Packaging & Inspeksi Rubber Intensive Mixer
Mesin Potong
Roll Mill
Mesin Kompres Cutting Machine
Hidrolik Plong Dryer
O-11 I-2
O-9 Penyablonan
Alat Sablon
O-10 Perakitan
Alat Perakit
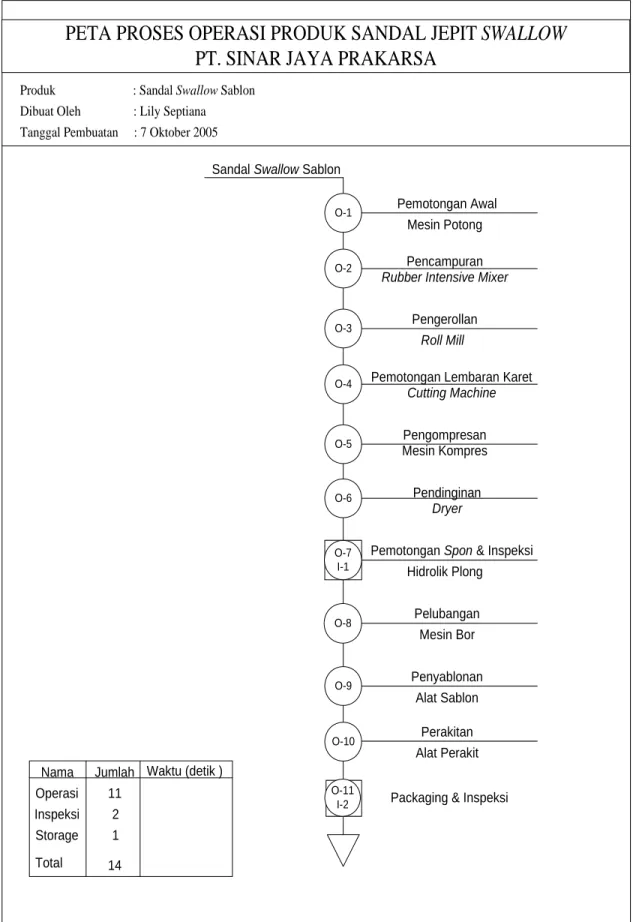
Diagram 2.2 Peta Proses Operasi Produk Sandal Swallow Sablon