EVALUASI KEKUATAN DAN STRUKTUR MIKRO SAMBUNGAN LAS TIG PADA PIPA ZIRCONIUM
B.Bandriyana
1; Maradu Sibarani
21 Pusat Teknologi Bahan Industri Nuklir-BATAN
2 Pusat Teknologi Bahan Bakar dan Daur Ulang (PTBDU)-BATAN [email protected]
ABSTRACT
Welded joints of the zirconium pipe were widely used in the chemical industry or nuclear facility because their high mechanical properties and high corrosion resistance of zirconium material. To improve the mechanical properties of welded joint a method of TIG (Tungsten Inert Gas) welding with a suitable welding parameters were necessary used. Evaluation of strength and microstructure of the welded joint will be used to improve the quality, strength and process technology. This paper described the evaluation of the hardness, strength and microstructure of the TIG welded joint of Zircalloy- 2 pipe. The welding was done for two kinds of samples using the welding machine of the M80-3 model of the TIG (Tungsten Inert Gas) type, with the welding current of 30 and 35 Ampere/ second respectively. The hardness test was done by using the Vickers hardness scale. Testing of welded joint strength was carried out using the hydrostatic test by measured the change of pipe diameters and observed the pipe brake according to the internal pressure of 100, 200, 400 and 425 bars given into the pipe, and the microstructure test was observed by using the optical microscope. The hardness test showed that the maximum hardness number of 203 VHN was occurred at the heat affected zone (HAZ) area obtained. The result of hydrostatic test showed that there was not a change on the dimensions in the welded area up to internal pressure test of 400 bars.
Keywords: TIG welding, welded joint, zirconium pipe, strength, microstructure
ABSTRAK
Sambungan las pada pipa zirkonium banyak digunakan pada pipa dalam indutri kimia maupun fasilitas nuklir mengingat sifat mekanik dan ketahanan korosi yang tinggi dari bahan zirkonium. Untuk meningkatkan kekuatan dari sambungan pipa diperlukan teknik pengelasan dengan las TIG dengan pemilihan parameter yang tepat. Evaluasi kekuatan dan struktur mikro pada sambungan las akan bermanfaat untuk meningkatkan kualitas, kekuatan dan teknologi proses penyambungan pipa. Dalam penelitian ini dilakukan evaluasi untuk kekerasan, kekuatan dan struktur mikro sambungan las TIG untuk pipa dengan bahan Zirkaloi-2. Pengelasan dilakukan dengan arus 30 dan 35 Ampere/ detik menggunakan mesin las model M80-3 jenis TIG (Tungsten Inert Gas). Uji kekerasan dilakukan dengan skala kekerasan Vickers, pengujian kekuatan dengan uji tekanan hidrostatik untuk tekanan internal 100, 200, 400 dan 425 bar, dan uji pengamatan struktur mikro dengan mikroskop optik. Hasil pengujian menunjukkan kekerasan yang paling tinggi adalah di daerah HAZ (Heat Affected Zone), dengan kekerasan 203 VHN. Hasil pengujian hidrostatik untuk beban tekanan sampai dengan 400 bar tidak terjadi perubahan dimensi pada daerah las.
Kata kunci : lass TIG, sambungan las, pipa zirkonium, kekuatan, struktur mikro
PENDAHULUAN
Zirkonium banyak digunakan untuk bahan pipa dalam indutri kimia maupun fasilitas nuklir dengan proses penyambungan menggunakan pengelasan TIG (Tungten Inert Gas). Pengelasan dengan las TIG menghasilkan las dengan kualitas tinggi dan dapat digunakan untuk berbagai macam logam dan paduannya. Pemilihan teknik dan metode serta parameter pengelasan akan menentukan kekuatan sambungan las serta perubahan kekuatan bahan akibat proses pengelasan.
Oleh karena itu untuk memperoleh hasil yang optimal dalam pengelasan, perlu dilakukan penelitian dan pengujian tentang struktur mikro dan kekuatan sambungan las.
Salah satu paduan zirkonium dikenal dengan nama zirkaloi-2 merupakan paduan zirkonium dengan unsur pemadu Be, Al, Cr, Cu, Fe, Mo, Ni untuk meningkatkan kekuatan mekanik dan ketahanan korosi suhu tinggi (Schmuck, 1992). Zirkaloi-2 merupakan paduan dari unsur zirkonium yang memiliki sifat mekanik yang lebih baik dibanding baja dengan kekuatan tarik sebesar 550 Mpa (Dieter, 1986). Berdasarkan sifat- mekanis tersebut paduan zirkaloi-2 dipilih untuk pembuatan komponen pipa dalam industri kimia dan fasilitas nuklir dengan teknik pengelasan menggunakan pengelasan TIG.
Pengelasan TIG merupakan proses pengelasan dimana busur listrik tercipta antara elektrode tungsten yang tak terumpan dan benda kerja. Kualitas sambungan las biasanya dikaitkan dengan kekuatan, ketangguhan atau sifat mekanis lainnya. Dalam proses pengelasan terjadi siklus termal yang merupakan proses pemanasan dan pendinginan di daerah las. Siklus termal dalam proses pengelasan ini dapat menimbulkan perubahan metalurgi yang rumit, deformasi dan tegangan termal ataupun cacat pada logam las. Perubahan yang penting adalah perubahan struktur mikro yang akan menentukan sifat mekanis sambungan las. Secara umum terdapat 3 daerah sambungan las, yaitu: daerah pengelasan (fusion zone), daerah terpengaruh panas (heat affected zone, HAZ), dan daerah tak terpengaruh panas (unaffected zone). Dalam pengelasan TIG besar arus dan waktu pengelasan merupakan faktor penting yang mempengaruhi struktur mikro yang terbentuk serta kekuatan mekanik dari sambungan las yang dihasilkan.
Dalam makalah ini dibahas tentang pengujian kekuatan hasil pengelasan TIG pada sambungan pipa dari bahan zirkaloi-2 dengan menguji kualitas dan kekuatan las serta struktur mikro yang terjadi.
METODE
Secara garis besar penelitian dilakukan dengan membuat sample bentuk pipa dan tutup yang kemudian di las secara melingkar. Selanjutnya hasil pengelasan dievalusi dengan melakukan uji kekerasan, uji tekanan dan uji struktur mikro.
Pembuatan sampel
Tutup dibuat dari batang zirkaloi-2 dengan menggunakan mesin bubut presisi. Pipa yang akan dilas dibuat merata dengan mesin bubut, kemudian dihaluskan dan dilakukan pengecekan dimensi. Untuk pengelasan ini dilakukan dengan jenis groove tirus tunggal. Untuk menghilangkan kotoran dan lemak-lemak yang timbul saat pengerjaan penyiapan sampel dilakukan proses pikling, rinsing dan drying.
Proses pengelasan
Pengelasan dilakukan dengan las TIG arc Machines model M80-3 dengan kondisi pengelasan pada tekanan 1300 mbar, putaran kelongsong 7,5 putaran/ menit (Arc Machines, 1984).
Untuk pengujian ini dilakukan pengelasan dengan dua macam parameter arus listrik yaitu 30/1 dan 35/1 Ampere/ detik. Setelah proses pengelasan dilakukan pemeriksaan dengan visual, dengan dye penetran dan radiografi untuk mendapatkan sampel pengelasan dengan cacat yang kecil dan memenuhi persyaratan pengelasan (Wiryosumarto, 1988). Garis besar sampel pengelasan dengan posisi elektroda ditunjukkan dalam Gambar 1.
Gambar 1. Model tutup dan pipa dari sampel pengelasan
Pengujian metalografi
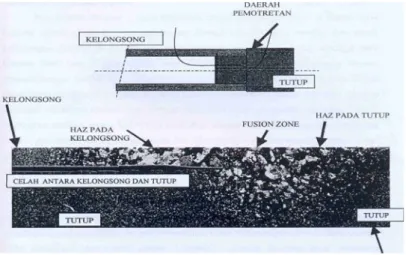
Pengujian ini dimaksudkan untuk mengetahui keadaan struktur mikro yang terbentuk selama proses solidifikasi dari keadaan cair waktu proses pengelasan. Pengujian dilakukan dengan peralatan mikroskop optik berdasarkan standar pengujian ASTM. Sebelum dilakukan pengujian dengan mikroskop optik sampel dipreparasi dengan urutan: pemotongan sampel, mounting, penggerindaan, pemolesan, pengetsaan. Pengamatan dilakukan dengan pembesaran 50, 100 dan 200 kali, dilakukan pada daerah pengujian seperti ditunjukkan dalam Gambar 2.
Gambar 2. Daerah pengujian tutup dan pipa kelongsong untuk pengelasan Pipa
a
Tutup
α
b
t α = grove & bevel angle = 20o a = root face = 1/3 t = 0,138 mm t = tebal pipa = 0,46 mm
b = root opening = 0,1 mm
Uji kekerasan
Uji kekerasan dilakukan dengan mengikuti prosedur ASTM E 82 yang merupakan metode uji baku untuk kekerasan Vickers dari bahan-bahan logam. Uji kekerasan makro menggunakan indentor intan bentuk piramida dengan sudut puncak 136o dan menggunakan perumusan untuk kekerasan sebagai berikut (ASTM International, 1993):
VHN = [2 P sin (θ/2)]/ d2 = 1,854 P/ d2 … (2) dimana :
VHN = angka kekerasan Vickers d = diagonal rata-rata, mm P = beban yang diberikan, Kg θ = sudut puncak= 1360
Uji kekerasan dilakukan dengan menggunakan beban berkisar 1 – 1000 gram dan kedalaman penetrasi dibawah 1 mm.
Uji tekanan (hydrostatic test)
Pengujian dilakukan di Laboratorium Uji Konstruksi (LUK-BPPT) dengan mengikuti standar pengujian kekuatan pipa. Besarnya tekanan dalam pengujian dihitung dengan rumus Barlow sebagai berikut:
P = 2 σ t/ D0 … (1)
dimana :
σ = tegangan ijin pipa oleh tekanan hidrostatik internal ( N/mm2), t = tebal pipa mm),
D0 = diameter luar pipa (mm).
HASIL DAN PEMBAHASAN
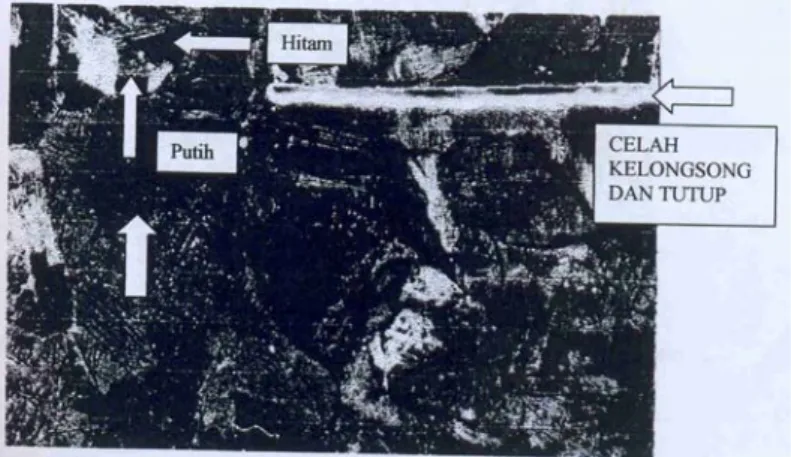
Dari hasil pengujian struktur mikro dengan mikroskop optik diperoleh gambar struktur mikro untuk fusion, HAZ dan base metal zone seperti ditunjukkan dalam Gambar 3, dan 4.
Pengamatan untuk daerah lasan pada Gambar 3 menunjukkan gambar struktur mikro berbentuk jarum halus yang berkelompok dan dalam butir β. Struktur mikro tersebut dikenal dengan nama widmanstatten. Ini terjadi karena pada proses pemanasan sampai 1000oC terbentuk larutan padat β yang homogen pada fase β, struktur kristalnya berubah dari bentuk heksagonal menjadi kubus.
Proses pendinginan cepat akan mengakibatkan transformasi fase β ke fase α. Pada pengelasan ini kecepatan pendinginan dilakukan dengan gas helium, atom-atom tidak sempat untuk menyusun atom dengan struktur α sehingga masih ada kemungkinan bentuk kristal β yang terjebak. Kenaikan suhu mengakibatkan naiknya energi yang mempercepat difusi atom melalui batas butir, dari butir besar menuju butir kecil dan lama kelamaan butir kecil akan termakan oleh butir besar. Pada daerah lasan ini terjadi pertumbuhan butir lebih besar dibandingkan daerah logam dasar sedangkan daerah HAZ terjadi butir lebih halus dan homogen. Kondisi ini membuktikan bahwa pada daerah las kekerasannya akan lebih rendah dibandingkan pada daerah logam dasar .
Dari hasil pengamatan struktur mikro untuk sampel dengan arus pengelasan yang berbeda, diperoleh bahwa semakin besar arus listrik dalam pengelasan akan menghasilkan butir yang semakin besar pada daerah las dan daerah yang mengalami perubahan struktur mikro juga semakin luas yang akan berpengaruh pada kekuatan yang dihasilkan. Hal ini disebabkan karena energi yang bekerja pada sampel semakin besar yang mengakibatkan pertambahan daerah pengaruh panas.
Gambar 3: Struktur mikro pada fusion zone dengan perbesaran 800 x
Gambar 4: Struktur mikro pada daerah base metal dan HAZ , perbesaran 200 X
Hasil uji kekerasan
Pengujian kekerasan makro dengan metoda pengujian Vickers dilakukan untuk sampel-1 dan sampel -2 dengan parameter arus 35/1 dan 30/1 Ampere /detik. Hasil pengujian kekerasan makro dan hasil rata-rata yang menunjukkan besarnya angka kekerasan dalam skala Vickers (HVN) ditunjukkan dalam Tabel 1.
Tabel 1 Hasil pengujian kekerasan makro
Lokasi Pengukuran Angka kekerasan rata-rata Vickers (HVN)
Sampel-1 Sampel-2
Logam dasar kelongsong 189 179
Daerah HAZ 204 193
Daerah lasan 191 171
Daerah HAZ 201 193
Logam dasar tutup 178 171
Dari hasil pengujian kekerasan diperoleh distribusi kekerasan dari yang paling tinggi ke yang lebih rendah adalah: daerah HAZ antara logam dasar dan daerah las (fusion zone), dan logam dasar. Hal ini diperkirakan oleh terjebaknya fasa β akibat proses pendinginan yang cepat sehingga membentuk presipitat (Zr Fe,Cr)2 dan terjadinya tegangan sisa pada daerah HAZ tersebut. Pada daerah pengelasan (fusion zone) presipitat juga terjadi tetapi hanya pada batas butir dan tidak menyebar sehingga menyebabkan kekerasan yang tidak homogen .
Dari hasil pengujian kekerasan dalam Tabel 1 diketahui bahwa besarnya arus pengelasan berpengaruh terhadap kekerasan dan kekuatan sambungan las yang dihasilkan. Untuk pengelasan sampel-1 dengan arus pengelasan 35 Ampere/detik menghasilkan kekerasan yang lebih besar dibandingkan dengan kekerasan dari pengelasan pada sampel-2 dengan arus pengelasan 30 Ampere/detik. Perbedaan kekerasan ini disebabkan oleh perbedaan struktur mikro yang terbentuk setelah pengelasan dimana semakin besar arus listrik dalam pengelasan akan menghasilkan butir yang semakin besar pada daerah las. Hal ini disebabkan karena energi yang bekerja pada sampel semakin besar yang mengakibatkan pertambahan daerah pengaruh panas.
Hasil pengujian kekerasan struktur mikro dengan beban 100 gram, waktu 15 detik, temperatur uji 30oC menunjukkan bahwa ukuran butir pada fusion zone lebih besar dari ukuran butir dari daerah HAZ sehingga kekerasannya lebih rendah. Dari hasil ini dapat diperoleh bahwa pada daerah HAZ akan lebih keras dan lebih kuat, tetapi akan cenderung lebih getas karena adanya tegangan sisa dan struktur mikro tidak homogen. Untuk menurunkan kegetasan pada daerah HAZ tersebut dapat dilakukan dengan proses pemanasan kembali yang biasanya dilakukan dalam proses PWHT (post welding heat treatment)
Hasil uji hidrostatik
Uji kekuatan las pipa yang dilakukan dengan uji hidrostatis menghasilkan perubahan dimensi benda uji setelah diberi tekanan pada 100, 200, 400 dan 425 bar. Pengukuran dimensi dilakukan pada tekanan 0 bar dengan hasil seperti ditunjukkan dalam Tabel 2.
Tabel 2 Hasil pengujian kekuatan pipa dengan hydrostatic test
Benda Uji Diameter luar awal, mm
Diameter luar,(mm) setelah diberi tekanan:
100 bar 200 bar 400 bar 425 bar
Sampel-1 13,23 13,26
13,25 13,19 13,24
13,24 13,23 13,22 13,19
13,26 13,22 13,27 13,22
18,79 18,75 18,74 18,76
Sampel-2 13,23 13,27
13,26 13,19 13,23
13,23 13,23 13,19 13,18
13,26 13,22 13,27 13,22
18,76 18,74 18,75 18,79
Dari pengujian diperoleh hasil untuk tekanan sampai dengan 400 bar pada sampel-1 dan 2 tidak terjadi perubahan dimensi pipa, yang menunjukkan kualitas
sambungan las pipa cukup
baik. Untuk penekanan sampai tekanan 425 MPa terjadi penggelembungan didekat
pengelasan dan pada bagian tengah pipa. Dari pengujian dengan menahan tekanan selama
10 menit diperoleh hasil tekanan yang konstan yang menunjukkan bahwa sambungan pipa
tidak mengalami kebocoran untuk kedua buah sampel.
SIMPULAN
Hasil pengujian menunjukkan sambungan pipa zirconium mempunyai kemampuan menahan beban tekanan sampai dengan 400 bar dan tidak terjadi perubahan dimensi pada daerah las. Kekerasan yang paling tinggi adalah daerah HAZ antara logam dasar dan daerah las (fusion zone) dengan kekerasan 203 skala Vickers. Pada daerah lasan terjadi pertumbuhan butir lebih besar dibandingkan pada daerah logam dasar sedangkan daerah HAZ terjadi butir lebih halus dan homogen. Hasil ini menunjukkan pengelasan TIG untuk pipa zirkonium dapat digunakan dengan baik untuk penyambungan pipa dan komponen lain untuk fasilitas industri kimia.
DAFTAR PUSTAKA
Arc Machines Inc. (1984) Arc Machines, INC Model M-80-3, Germany.
ASTM International (1993) “Annual Book of ASTM Standards, Vol 03.01, Metal-Mechanical Testing Elevated and Low Temperature Tests, Metallographic”, Philadelphia: ASTM.
Dieter, G. E. (1986) Mechanical Metallurgy, 3rd Edition. New York: McGraw-Hill Book Company.
Wiryosumarto, H. (1988) Teknologi Pengelasan Logam, Jakarta: Pradnya Paramita
Schmuck, J. (1992) The Properties of Zirconium and its Alloys for Chemical Engineering Application, CEZUS, Centre de Recherches, Ugine, France