i Universitas Kristen Maranatha
ABSTRAK
Perusahaan Collection Shoes merupakan perusahaan sepatu yang sudah berdiri cukup lama. Dalam penelitian saat ini pengamatan dilakukan pada produksi sepatu pantofel. Masalah utama dari bagian produksi ini adalah banyaknya cacat produk yang terjadi dimana cacat yang terjadi saat ini mencapai 13% dari total produksinya.
Tujuan dari penelitian ini adalah Dapat mengetahui dan menganalisis prioritas cacat sepatu pantofel pada perusahaan Collection Shoes yang harus mendapatkan perbaikan kualitas, dapat mengetahui penyebab cacat yang terjadi pada produk sepatu pantofel di Collection Shoes ditinjau dari proses produksinya, dapat mengetahui penanggulangan apa saja yang sudah perusahaan lakukan untuk mengurangi cacat-cacat tersebut, dapat memberikan usulan-usulan dalam melakukan perbaikan agar dapat meminimasi cacat yang ada.
Untuk melakukan perbaikan kualitas penulis menggunakan metode DMAIC (Define,Measure, Analysis, Improve dan Control. Pengumpulan data didapat dari pengamatan, hasil wawancara dengan kepala bagian produksi maupun dengan operator. Untuk pengumpulan data jenis dan jumlah cacat dilakukan selama 1 bulan pengamatan.
Data cacat diperoleh setelah penulis melakukan stratifikasi lalu melakukan perhitungan Diagram Pareto untuk mengetahui cacat yang perlu mendapatkan penanganan lebih dahulu. Presentasi cacat hasil pembobotan untuk cacat upper bolong sebesar 30% yang kedua adalah cacat upper sobek 27%. Setelah itu dibuat FTA (Fault Tree Analysis) untuk mengetahui akibat dari cacat yang terjadi pada setiap produk. Lalu membuat FMEA (Failure Mode and Effect Analysis) untuk menghitung RPN untuk mengetahui cacat mana yang perlu penanganan paling utama. Besar RPN untuk Cacat upper sobek sebesar 31.741%, sedangkan Cacat bekas lem sebesar 19.458%. Sedangkan penyebab kegagalan potensial yang harus mendapat prioritas utama adalah penerangan yang kurang sebesar 22.097%, tempat penyimpanan alat-alat berupa box atau kotak sebesar 14.537%.
iv Universitas Kristen Maranatha
Daftar Isi
Abstrak ...i
Kata Pengantar dan Ucapan Terima Kasih ...ii
Daftar Isi ... ...iv
Daftar Tabel ... ...viii
Daftar Gambar ... ...ix
Daftar Lampiran ... ...xiii Bab 1 Pendahuluan
1.1. Latar Belakang Masalah ...1-2 1.2. Identifikasi Masalah ...1-2 1.3. Pembatasan Masalah ...1-3 1.4. Perumusan Masalah ...1-3 1.5. Tujuan Penelitian ...1-4 1.6. Sistematika Penelitian ...1-4 Bab 2 Tinjauan Pustaka
2.1. Konsep Kualitas Secara Umum ...2-1 2.1.1. Definisi Kualitas ...2-1 2.1.2. Pentingnya Kualitas ...2-3 2.1.3. Dimensi Kualitas ...2-3 2.1.4. Perspektif Kualitas ...2-4 2.1.5. Faktor-Faktor Yang Mempengaruhi Kualitas ...2-5 2.1.6. Pengertian Pengendalian Kualitas ...2-7 2.1.7. Faktor-Faktor Yang Mempengaruhi Pengendalian
v Universitas Kristen Maranatha 2.2.4. Model perbaikan six sigma (DMAIC) ...2-14 2.2.5. Alasan menggunakan model perbaikan DMAIC ...2-16 2.2.6. Perhitungan nilai sigma ...2-17 2.3Alat bantu pengendalian kualitas ...2-18 2.3.1. Lembar Periksa (check sheet) ...2-18 2.3.2. Stratifikasi ...2-19 2.3.2.1. Karakteristik Tingkat Keseriusan Cacat ...2-19 2.3.3. Diagram Pareto ...2-20 2.3.4. Peta Kendali ...2-20 2.4. FTA (Fault Tree Analysis) ...2-25 2.4.1. Pengertian FTA (Fault Tree Analysis) ...2-25 2.5. Failure Mode And Effect Analysis (FMEA) ...2-27 2.6. Action Plan Untuk Peningkatan Kualitas Six Sigma ...2-32 Bab 3 Metodologi Penelitian
3.1. Sistematika penelitian ...3-1 Bab 4 Pengumpulan Data
vi Universitas Kristen Maranatha 4.2.1. Data cacat jahitan ...4-17 4.2.1. Data cacat pada stasiun sol...4-18 Bab 5 Pengolahan Data dan Analisis
5.1. Pengolahan data ...5-1 5.1.1. Stratifikasi ...5-1 5.1.2. Diagram Pareto ...5-4 5.1.3. Peta Kendali ...5-6 5.1.3.1.1. Peta Kendali Untuk Cacat Pada Bahan Baku ...5-6 5.1.3.1.2 Peta Kendali Untuk Pemotongan Pola Salah ...5-8 5.1.3.1.3. Peta Kendali Untuk Cacat Kulit Tipis Sebelah ....5-9 5.1.3.1.4. Peta Kendali Untuk Cacat Jahitan Tidak Rata...5-11 5.1.3.1.5. Peta Kendali Untuk Upper Sobek...5-15 5.1.3.1.6. Peta Kendali Untuk Upper Bolong ...5-17 5.1.3.1.7. Peta Kendali Untuk Cacat Lem ...5-19 5.1.4. Perhitungan nilai DPMO dan nilai sigma ...5-21 5.2. Fault Tree Analysis (FTA) ...5-14 5.2.1. Fault Tree Analysis (FTA) Untuk Cacat Bahan Baku...5-22 5.2.2. Fault Tree Analysis (FTA) Untuk Pemotongan Pola
Salah ...5-24 5.2.3. Fault Tree Analysis (FTA) untuk Cacat Mesin ...5-25 5.2.4. Fault Tree Analysis (FTA) Untuk Jahitan Tidak Rata ....5-27 5.2.5. Fault Tree Analysis (FTA) Untuk Cacat Alas...5-29 5.2.6. Fault Tree Analysis (FTA) Untuk Upper Sobek ...5-30
5.2.7. Fault Tree Analysis (FTA) Untuk Upper Bolong
vii Universitas Kristen Maranatha 5.3.5. FMEA untuk Cacat Alas...5-54 5.3.6. FMEA untuk Upper Sobek ...5-59 5.3.7. FMEA untuk Upper Bolong...5-65 5.3.8. FMEA untuk Cacat Lem...5-69 5.3.9 Diagram Pareto RPN FMEA ...5-75 5.4. Usulan ...5-77 5.4.1. Define ...5-77 5.4.2. Measure ...5-79 5.4.3. Analyze ...5-80 5.4.4. Improve ...5-81 5.4.5. Control ...5-93 Bab 6 Kesimpulan dan Saran
viii Universitas Kristen Maranatha
Daftar Tabel
Tabel Nama Tabel Halaman
Tabel 2.1 Simbol-simbol FTA (Fault Tree Analysis) 2-26 Tabel 2.2 Tabel 5W + 1H Untuk Tindakan Improvement 2-33
Tabel 4.1 Data cacat bahan baku 4-14
Tabel 4.2 Data cacat pemotongan 4-15
Tabel 4.3 Data cacat penipisan kulit 4-16
Tabel 4.4 Data cacat jahitan 4-17
Tabel 4.5 Data cacat pada stasiun sol 4-18
Tabel 5.1 Pengelompokan cacat 5-2
Tabel 5.2 Tabel Pareto 5-4
Tabel 5.3 Peta u untuk bahan baku 5-6
Tabel 5.4 Peta u untuk pemotongan salah 5-8
Tabel 5.5 Peta u untuk kulit tipis sebelah 5-9
Tabel 5.6 Peta u untuk jahitan tidak rata 5-11
Tabel 5.7 Peta u untuk jahitan tidak rata (revisi 1) 5-13
Tabel 5.8 Peta u untuk upper sobek 5-15
Tabel 5.9 Peta u untuk upper bolong 5-17
Tabel 5.10 Peta u untuk cacat lem 5-19
Tabel 5.11 Tabel CTQ pada tiap jenis cacat 5-22
Tabel 5.12 FMEA untuk cacat kulit 5-39
Tabel 5.13 FMEA untuk salah potong 5-44
Tabel 5.14 FMEA untuk cacat kulit terlalu tipis 5-47
Tabel 5.15 FMEA untuk cacat jahitan 5-53
Tabel 5.16 FMEA untuk cacat alas 5-58
Tabel 5.17 FMEA untuk cacat upper sobek 5-62
Tabel 5.18 FMEA untuk cacat upper bolong 5-68
Tabel 5.19 FMEA untuk cacat lem 5-70
Tabel 5.20 Pareto jenis cacat 5-75
Tabel 5.21 Penyebab kegagalan potensial 5-76
Tabel 5.22 Lembar check sheet untuk tiap stasiun 5-79
Tabel 5.23 Tabel 5W + 1H 5-82
Tabel 5.24 Lembar service mesin 5-89
Tabel 5.25
Lembar Checksheet untuk cacat pada pemeriksaan
ix Universitas Kristen Maranatha
Daftar Gambar
Gambar Nama Gambar Halaman
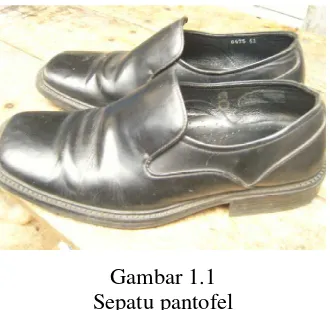
Gambar 1.1 Sepatu pantofel 1-3
Gambar 2.1 Model Perbaikan Six Sigma DMAIC 2-15
Gambar 2.2 Pengendalian proses 2-21
Gambar 3.1 Sistematika penelitian 3-3
Gambar 4.1 Struktur organisasi 4-1
Gambar 4.2 Mesin jahit 4-6
Gambar 4.3 Mesin sisit 4-6
Gambar 4.4 Mesin press 4-7
Gambar 4.5 Mesin gerinda 4-7
Gambar 4.6 Mesin pemanas 4-8
Gambar 4.7 Cuttirng machine 4-8
Gambar 4.8 Peta Proses Operasi persiapan 4-11
Gambar 4.9 Peta Proses Operasi sepatu pantofel 4-12
Gambar 4.10 Jenis-jenis cacat 4-14
Gambar 5.1 Diagram pareto 5-1
Gambar 5.2 Peta u untuk bahan baku 5-7
Gambar 5.3 Peta u untuk pemotongan salah 5-9
Gambar 5.4 Peta u untuk kulit tipis sebelah 5-11
Gambar 5.5 Peta u untuk jahitan tidak rata 5-13
Gambar 5.6 Peta u untuk jahitan tidak rata (revisi 1) 5-15
Gambar 5.7 Peta u untuk upper sobek 5-17
Gambar 5.8 Peta u untuk upper bolong 5-18
Gambar 5.9 Peta u untuk cacat lem 5-20
Gambar 5.10 FTA untuk cacat kulit 5-23
Gambar 5.11 FTA untuk pemotongan pola salah 5-24
Gambar 5.12 FTA untuk kulit terlalu tipis 5-26
Gambar 5.13 FTA untuk jahitan tidak rata 5-28
Gambar 5.14 FTA untuk cacat alas 5-29
Gambar 5.15 FTA untuk cacat upper sobek 5-31
Gambar 5.16 FTA untuk cacat upper bolong 5-32
Gambar 5.17 FTA untuk cacat cacat lem 5-33
Gambar 5.18 Diagram pareto jenis cacat 5-75
Gambar 5.19
Diagram pareto jenis penyebab kegagalan
potensial 5-76
Gambar 5.20
Lay out penyimpanan lampu duduk distasiun
pola 5-85
x Universitas Kristen Maranatha
Gambar Nama Gambar Halaman
Gambar 5.22 Letak box pada stasiun pola 5-86
Gambar 5.23 Kotak tempat penyimpanan pada stasiun potong 5-87
Gambar 5.24 Letak box pada stasiun potong 5-87
Gambar 5.26
Kotak tempat penyimpanan alat yang tidak
terpakai 5-88
Gambar 5.27 Letak box pada stasiun sol 5-88
Universitas Kristen Maranatha
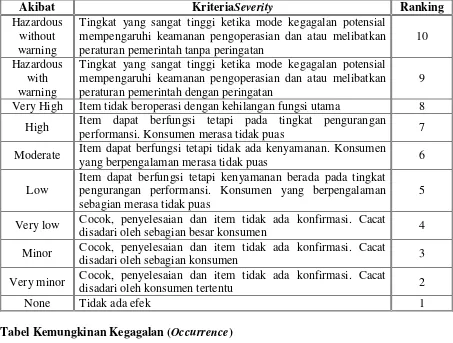
Tabel Dampak Kegagalan (
Severity
)
Akibat
Kriteria
Severity
Ranking
Hazardous
without
warning
Tingkat yang sangat tinggi ketika mode kegagalan potensial
mempengaruhi keamanan pengoperasian dan atau melibatkan
peraturan pemerintah tanpa peringatan
10
Hazardous
with
warning
Tingkat yang sangat tinggi ketika mode kegagalan potensial
mempengaruhi keamanan pengoperasian dan atau melibatkan
peraturan pemerintah dengan peringatan
9
Very High
Item tidak beroperasi dengan kehilangan fungsi utama
8
High
Item dapat berfungsi tetapi pada tingkat pengurangan
performansi. Konsumen merasa tidak puas
7
Moderate
Item dapat berfungsi tetapi tidak ada kenyamanan. Konsumen
yang berpengalaman merasa tidak puas
6
Low
Item dapat berfungsi tetapi kenyamanan berada pada tingkat
pengurangan performansi. Konsumen yang berpengalaman
sebagian merasa tidak puas
5
Very low
Cocok, penyelesaian dan item tidak ada konfirmasi. Cacat
disadari oleh sebagian besar konsumen
4
Minor
Cocok, penyelesaian dan item tidak ada konfirmasi. Cacat
disadari oleh sebagian konsumen
3
Very minor
Cocok, penyelesaian dan item tidak ada konfirmasi. Cacat
disadari oleh konsumen tertentu
2
None
Tidak ada efek
1
Tabel Kemungkinan Kegagalan (
Occurrence
)
Probilitas Kegagalan
Kemungkinan Kegagalan Ranking
1 in 2
10
Very high: kegagalan hamper tidak
dapat dihindarkan
1 in 3
9
1 in 8
8
High: kegagalan yang berulangulang
1 in 20
7
1 in 80
6
1 in 400
5
Moderate: kegagalan yang sekali
kali
1 in 2.000
4
1 in 15.000
3
Low: kegagalan yang relatif sedikit
1 in 150.000
2
Universitas Kristen Maranatha
Tabel Kemudahan Mendeteksi (
Detectability
)
Deteksi
Kriteria Detectability
Ranking
Absolute
uncertainty
Kontrol desain tidak dapat mendeteksi penyebab potensial
dan mode kegagalan atau tidak ada kontrol desain
10
Very remote
Kesempatan sangat jarang dalam kontrol desain
mendeteksi penyebab potensial dan mode kegagalan
9
Remote
Kesempatan jarang dalam kontrol desain mendeteksi
penyebab potensial dan mode kegagalan
8
Very low
Kesempatan sangat rendah dalam kontrol desain
mendeteksi penyebab potensial dan mode kegagalan
7
Low
Kesempatan rendah dalam kontrol desain mendeteksi
penyebab potensial dan mode kegagalan
6
Moderate
Kesempatan
tengahtengah
dalam
kontrol
desain
mendeteksi penyebab potensial dan mode kegagalan
5
Moderately
high
Kesempatan tengahtengah sedikit besar dalam kontrol
desain mendeteksi penyebab potensial dan mode
kegagalan
4
High
Kesempatan besar dalam kontrol desain mendeteksi
penyebab potensial dan mode kegagalan
3
Very high
Kesempatan sangat besar dalam kontrol desain mendeteksi
penyebab potensial dan mode kegagalan
2
Almost
certain
Kesempatan pasti dalam kontrol desain mendeteksi
penyebab potensial dan mode kegagalan
1
Sumber: http://main.isixsigma.com/forum/showmessage.asp?messageID=15024
1-1 Universitas Kristen Maranatha
BAB 1
PENDAHULUAN
1.1Latar Belakang Masalah
Seiring berkembangnya zaman dan teknologi, semakin berkembang pula
kebutuhan yang diinginkan masyarakat. Ditandai dengan semakin banyaknya jenis
bidang usaha yang dibuka baik bidang usaha besar maupun usaha yang dijalankan
sebagai home industry. Salah satu bidang usaha yang telah berdiri dan
berkembang sejak bertahun-tahun yang lalu adalah bidang usaha dalam
pembuatan sepatu, salah satu contohnya adalah pembuatan sepatu pantofel
Di tengah perekonomian yang semakin sulit dan persaingan bisnis yang
semakin ketat, meningkatkan produksi tidak hanya salah satu jalan untuk meraup
keuntungan tapi perusahaan juga harus mempertahankan kualitas produk dengan
harga yang bersaing.
Collection Shoes adalah sebuah perusahaan yang bergelut dalam bidang
sepatu yang berdiri sejak tahun 1995 yang berada di Jalan Terusan Pasirkoja no.
39 Bandung. Perusahaan sepatu Collection Shoes memproduksi macam – macam
sepatu seperti : pantofel, sandal wanita dan pria, dll. Dengan banyaknya variasi
yang dibuat karena permintaan konsumen dan adanya pesanan dari merk sepatu
tertentu diharapkan hasil produksi selesai tepat waktu dengan tidak mengabaikan
kualitas yang dibuat.
Pada kesempatan kali ini penulis akan mengamati sepatu pantovel karena
sepatu pantofel paling banyak dipoduksi di Collection Shoes. Dalam pembuatan
sepatu pantofel, perusahaan ini mengalami banyak kendala terutama masalah
kualitas yang harus dipertahankan oleh produk itu sendiri. Masalah-masalah
kualitas yang dihadapi perusahaan adalah banyaknya produk cacat, belum
optimalnya penanggulangan cacat yang terjadi, dan belum diterapkannya metode
pengendalian proses yang tepat pada inti masalah terjadinya cacat
Agar perusahaan dapat memperbaiki kualitas sepatu pantofel tersebut maka
Bab 1 Pendahuluan
Universitas Kristen Maranatha 1-2
metode DMAIC (Define–Measure-Analyze-Improve-Control). Dengan adanya
metode DMAIC ini yang bertujuan untuk meminimasi cacat dan peningkatan
kualitas yang lebih baik, diharapkan perusahaan Collection Shoes ini dapat
meningkatkan produktivitas dan pangsa pasarnya.
1.2Identifikasi Masalah
Masalah yang diidentifikasikan adalah penyebab – penyebab cacat yang ada
pada proses pembuatan sepatu. Berikut adalah hasil penelitan pendahuluan akan
adanya beberapa masalah dalam perusahaan yang berkaitan dengan kualitas
produk, yaitu:
1. Jumlah produksi yang paling banyak dihasilkan adalah pembuatan sepatu
pantofel. Sehingga cacat terbanyak yang paling sering ditemui adalah cacat
pada sepatu pantofel.
2. Persentase produk cacat pada pembuatan sepatu pantofel mencapai ±13%. Data tersebut diambil pada Maret 2009.
3. Cacat yang terjadi di tiap department proses produksi adalah :
Cacat pada bahan baku ( terdapat pada stasiun pola )
Cacat pemotongan pada bahan baku yang sudah dipola ( terdapat pada
stasiun potong )
Cacat karena jahitan tidak rata ( terdapat pada stasiun jahit )
Cacat kulit bagian dalam dan bagian luar yang tidak rapih dan tidak rata
pada saat di sisit ( terdapat pada stasiun sisit )
Cacat karena kertas keras pada alas tidak rapih atau tidak rata pada saat
digerinda ( terdapat pada stasiun sol )
Cacat upper yaitu kulit bagian atas atau kulit bagian dalam sobek pada saat
penarikan pada sulas ( terdapat pada stasiun sol )
Cacat upper yaitu kulit bagian atas atau kulit bagian dalam bolong pada
saat di sambung dengan sol ( terdapat pada stasiun sol )
Bab 1 Pendahuluan
Universitas Kristen Maranatha 1-3
1.3Pembatasan Masalah
Dalam menyelesaikan tugas akhir ini penulis menetapkan pembatasan masalah
agar lebih jelas dan terarah. Adapun pembatasan masalah yang dilakukan penulis
antara lain:
1. Produk yang diamati adalah sepatu pantofel karena sepatu pantofel ini banyak
diproduksi di perusahaan Collection shoes.
Gambar 1.1 Sepatu pantofel
2. Penelitian dilakukan berdasarkan tahap
Define-Measure-Analyze-Improve-Control. Pada tahap Improve dan Control, penulis hanya memberikan usulan
saja dan tidak di implementasi atau tidak diterapkan pada perusahaan secara
langsung.
1.4Perumusan Masalah
Dengan dilakukannya pengamatan, maka di dapat perumusan masalah sebagai
berikut :
1. Jenis cacat apa yang memerlukan prioritas perbaikan kualitas?
2. Hal-hal apa saja yang menyebabkan cacat pada sepatu pantofel di perusahaan
Collection Shoes ditinjau dari proses produksinya?
3. Penanggulangan apa saja yang sudah dilakukan oleh perusahaan dalam
meminimasi cacat?
4. Usulan-usulan apa yang dapat diberikan agar dapat meminimasi cacat pada
Bab 1 Pendahuluan
Universitas Kristen Maranatha 1-4
1.5Tujuan Penelitian
Dengan dilakukannya penelitian, maka di dapat tujuan penelitiannya adalah :
1. Dapat mengetahui dan menganalisis prioritas cacat sepatu pantofel pada
perusahaan Collection Shoes yang harus mendapatkan perbaikan kualitas.
2. Dapat mengetahui penyebab cacat yang terjadi pada produk sepatu pantofel di
Collection Shoes ditinjau dari proses produksinya.
3. Dapat mengetahui penanggulangan apa saja yang sudah perusahaan lakukan
untuk mengurangi cacat-cacat tersebut.
4. Dapat memberikan usulan-usulan dalam melakukan perbaikan agar dapat
meminimasi cacat yang ada.
1.6Sistematika Penelitian
Tugas Akhir ini terdiri dari enam bab yang masing-masing saling berkaitan.
Sistematika penulisan Tugas Akhir ini adalah sebagai berikut :
• Bab 1 Pendahuluan
Berisi :
o Latar belakang masalah : berisi tentang konsumen akan membeli
produk yang sesuai dengan keinginan mereka dan produsen akan
memproduksi produk yang sesuai dengan keinginan konsumen dan
menguntungkan baginya dengan meminimasi cacat yang ada.
o Identifikasi masalah : berisi tentang penyebab cacat yang terjadi pada
perusahaan Collection Shoes dimana produk yang diamati adalah
sepatu pantofel yang paling banyak dibuat.
o Pembatasan masalah : berisi tentang batasan terhadap penelitian yang
dilakukan agar penelitian tetap terfokus.
o Perumusan masalah : berisi tentang pertanyaan-pertanyaan yang akan
menjawab masalah yang ada.
o Tujuan penelitian : berisi tentang tujuan dari penelitian yang
dilakukan.
o Sistematika penelitian : berisi tentang penjelasan yang akan dilakukan
Bab 1 Pendahuluan
Universitas Kristen Maranatha 1-5
• Bab 2 Landasan Teori
Bab ini berisi tentang teori-teori yang mendukung peneliti untuk
melakukan penelitian, yaitu DMAIC, FMEA, dan FTA yang digunakan
sebagai dasar untuk memecahkan permasalahan yang ada selama
pengamatan
• Bab 3 Metodologi Penelitian
Bab ini berisi tentang langkah-langkah dilakukannya penelitian dan
susunan laporan dari awal hingga akhir.
• Bab 4 Pengumpulan Data
Bab ini berisi tentang sejarah perusahaan, struktur organisasi, job
description, identifikasi cacat, data jumlah cacat dan jenis cacat, serta Peta
Proses Operasi (PPO).
• Bab 5 Pengolahan Data dan Analisis
Bab ini berisi tentang pengolahan data menggunakan metode DMAIC, dan
analisis menggunakan FTA dan FMEA.
• Bab 6 Kesimpulan dan Saran
Bab ini berisi tentang rangkuman isi dari bagian analisis, seluruh masalah
yang dirumuskan dalam Bab 1 dijawab dengan jelas dan ringkas. Saran
berisi kelemahan dari Tugas Akhir yang disusun penulis dan saran
perbaikan untuk perusahaan.
6-1 Universitas Kristen Maranatha
BAB 6
KESIMPULAN DAN SARAN
6.1. Kesimpulan
Berdasarkan pengumpulan data, pengolahan data dan hasil analisis yang
diperoleh dari data perusahaan Collection Shoes, maka penulis menyimpulkan :
Jenis cacat yang terjadi pada produk di PT “X” terbagi atas 8 jenis, yaitu :
o Upper bolong
o Upper sobek
o Cacat bekas lem o Cacat salah potong o Cacat alas
o Cacat kulit tipis o Cacat jahitan tidak rata o Cacat kulit
Jenis cacat yang paling dominan dari seluruh cacat adalah cacat upper
sobek karena dilihat dari jenish cacat dan keperluan penanganan cacat,
maka cacat upper sobek ini memerlukan penanganan yang paling tinggi.
Presentasi cacat yang diperoleh dari diagram pareto FMEA juga
menunjukan bahwa cacat upper sobek ini mempunyai tingkat prioritas
tertinggi, yaitu sebesar 31.741 %.
Penyebab cacat yang paling dominan adalah watt lampu yang terlalu kecil
sehingga cahaya pada tiap stasiun terlihat redup. Data ini didapat dari
diagram pareto FMEA dengan presentase sebesar 22.907%. Kemudian
penyebab cacat yang dominan kedua adalah tidak ada tempat
penyimpanan untuk menyimpan alat-alat kerja. Data ini didapat dari
diagram pareto FMEA dengan presentase sebesar 14.537%.
Usulan yang diberikan untuk perusahaan agar jumlah cacat dapat
dikurangi bahkan sampai dapat dihilangkan adalah dengan :
Bab 6 Kesimpulan dan Saran 6-2
Universitas Kristen Maranatha
o Membuat tempat penyimpanan berupa box atau kotak
o Mencari supplier yang memiliki produk yang bagus namun dengan
harga yang terjangkau
o Merekrut karyawan yang pekerjaannya adalah memeriksa mesin yang
ada diperusahaan
o Membuat standarisasi akan warna pulpen yang akan dipakai dalam
memola
o Membuat standarisasi akan tumpukan kulit
o Memberikan pengarahan dan peringatan yang tegas pada pekerja yang
tidak bekerja dengan baik
o Menggunakan taplak meja plastik pada permukaan meja
o Membuat standarisasi akan penjahitan pada bagian sol dengan upper o Membuat alat bantu untuk pengambilan lem
o Membuat standarisasi akan penarikan upper o Membuat standarisasi tentang pengeleman
o Menambah stasiun kerja baru yaitu bagian QC bahan baku dan
membuat pencatatan tentang bahan baku kulit yang telah diperiksa
6.2. Saran
Dari semua hasil yang sudah diperoleh,maka penulis mengharapkan :
o Perusahaan menerapkan semua usulan yang sudah diberikan, sehingga
diharapkan dapat mengurangi atau bahkan menghilangkan cacat yang
terjadi.
o Lebih menjalankan peraturan yang ada di dalam perusahaan, sehingga
kondisi kerja jadi dapat lebih kondusif dan diharapkan dengan demikian,
jumlah kesalahan dapat dikurangi.
o Melakukan perhitungan, apakah lebih menguntungkan menambah mesin
yang baru bila dibandingkan dengan mempertahankan mesin yang lama
dan tetap mengerjakan operasi dengan cara manual, dengan kemungkinan
terjadinya cacat cukup besar bila mengerjakan operasi dengan cara
Universitas Kristen Maranatha
DAFTAR PUSTAKA
• Feigenbaum and Vallin, Armand.; “Total Quality Control”, Third Edition, Mc Graw Hill Book, Inc., New York, 1986.
• Gaspersz, Vincent.; “Pedoman Implementasi Program Six Sigma Terintegrasi Dengan ISO 9001 : 2000, MBNQ, dan HACCP”, PT. Gramedia Pustaka
Utama, Jakarta, 2002.
• Ishikawa, Kaoru.; Teknik Penuntun Pengendalian Mutu, terjemahan Ir. Nawolo Widodo, PT. Mediyatama Sarana Perkasa, Jakarta, 1993.
• Juran, J. M. and Frank M. Gryna; ”Quality Planning and Analysis”, Third Edition, Mc Graw Hill, New York, 1993.
• Miranda dan Widjaja Tunggal, Amin.; “Six Sigma : Gambaran Umum Penerapan Proses dan Metode-Metode yang Digunakan untuk Perbaikan”,
Harvarindo, Jakarta, 2002.
• Nasution, M.N.; Manajemen Mutu Terpadu, Ghalia Indonesia, Jakarta, 2001. • Pande, Peter S., Robert P. Neuman, and Roland R. Cavanagh; “The Six Sigma
Way”, Andi, Yogyakarta, 2002.
• Pyzdek, Thomas.; “The Six Sigma Handbook Panduan Lengkap untuk Greenbelts, Blackbelts, dan Manajer pada Semua Tingkat”, Salemba Empat,