PERANCANGAN TOOLS ANALYSIS UNTUK MENILAI
EFISIENSI PERAKITAN MANUAL KOMPONEN MEKANIK
Wisnel
1, Eri Wirdianto
1, Dina Rahmayanti
21) Laboratoruim Perancangan Optimasi Sitem Industri Jurusan Teknik Industri Fakultas Teknik Universitas
Andalas
2) Alumni Jurusan Teknik Industri Fakultas Teknik Universitas Andalas
Abstract
Improper designed producst can cause the number of components and type of materials need become more than they should be. As the consequence, production cost tend to be higher and the reability of the product will decrease. Base on this problem, concept Design for Assembly (DFA) is introduced. Implementation of this concept have been efidenced able to increase it’s reability throughtincreasing the efficiency assembly.
Design evaluat is the first step in using DFA concept to improve design, decrease production cost, and increase reability of the product. But for doing this concept it’s required comprehensive understanding about design concept. Because of that, Tools Analysis is necessary designed that able to evaluate design by applying DFA concept.
Keywords: Design for Assembly, Efficiency Assembly, Tools Analysis
1. Pendahuluan
Proses desain merupakan langkah awal dari proses manufaktur. Sebagian besar (75-80%) biaya produksi ditentukan selama desain dan aktifitas perencanaan. Oleh karena itu, pertimbangan permasalahan manufaktur dan perakitan pada tahap desain produk merupakan cara paling efektif untuk mengurangi biaya-biaya perakitan dan meningkatkan produktivitas. Pelaksanaan aktivitas perakitan membutuhkan suatu perencanaan. Perencanaan perakitan yang efisien akan berdampak pada lead time, biaya produksi serta potensial dalam menentukan kesuksesan produk. Perakitan telah menjadi fokus penelitian para ahli sejak akhir 1970. perakitan part menjadi produk secara manual lazimnya akan menghabiskan 40-60% dari totall dan biaya perakitan mencapai 30-50% dari total biaya produksi. Biaya yang terlalu besar dalam proses perakitan sering terjadi akibat desain yang kurang tepat dan jumlah komponen yang terlalu banyak. Desain yang kurang tepat akan menjadi hambatan dalam melakukan perakitan, misalnya komponen sulit untuk dipegang karena terbuat dari bahan yang sangat rapuh sehingga membutuhkan kehati-hatian untuk memindahkan komponen tersebut, komponen yang sulit untuk dipasangkan dengan komponen lain akibat terhalangnya akses perakitan. Hambatan-hambatan yang timbul akibat kesalahan desain akan menghabiskan banyak waktu, yang seharusnya waktu tersebut dapat dialokasikan untuk aktifitas lain.
DFA menyediakan saran-saran dalam desain yang baik untuk menghasilkan produk yang efisien dan ekonomis. Saran-saran ini terdiri atas aturan serta panduan perancangan yang akan digunakan oleh desainer. Desainer dapat melakukan evaluasi terhadap produk yang telah dirancang. Estimasi waktu perakitan dijadikan dasar untuk mnentukan efisiensi perakitan. DFA menyediakan tools yang mampu mengevaluasi desain dari segi perakitan tetapi tools ini tidak digunakan oleh semua desainer. Padahal mereka dapat mengevaluasi desain yang telah dibuat. Jika rancangan dirasa tidak tepat mereka dapat melakukan redesign berdasarkan kelemahan-kelemahan yang ditemukan dalam perakitan. Oleh karena itu perlu dirancang suatu Tools Analysis yang mampu mengevaluasi desain perakitan produk. Tools Analysis yang akan dirancang memberi kemudahan dalam penggunaaan. Tools dirancang berbasiskan komputer dengan output berupa nilai efisiensi perakitan serta saran-saran perbaikan terhadap desain perakitan.
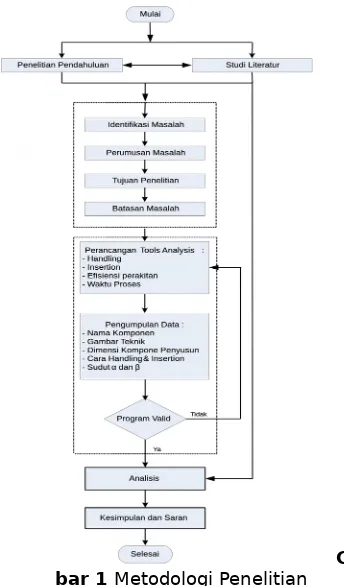
2. Metodologi Penelitian
penelitian ini tahapan-tahapan yang dilakukan dapat dilihat pada Gambar 1.
Gam bar 1 Metodologi Penelitian
3. Hasil dan Pembahasan
Penelitian ini bertujuan untuk menentukan efisiensi komponen mekanik dengan menggunakan Tools Analysis berbasis komputer. Tahap-tahap dalam perancangan program, yaitu:
1. Analisis Sistem
Total waktu yang dibutuhkan untuk merakit suatu produk tergantung pada jumlah part dan tingkat kesulitan part tersebut untuk dirakit. Semakin banyak part penyusun produk maka waktu total waktu aktivitas perakitan yang terdiri atas handling dan insertion. part lain yang telah dirakit?
- Apakah part tersebut harus dibuat dari bahan yang berbeda atau
perlu diisolasi dari part lain yang telah dirakit?
- Apakah part ini harus dipisahkan dari part lainnya yang telah dirakit karena part tersebut harus dapat dipasang dan dilepas?
E
= Efisiensi perakitanmin
N
= Jumlah part minimum secara teoritisa
t
= Rata-rata waktu yang dibutuhkan untuk merakit satu partma
t
= Waktu aktual yang diperlukan untuk merakit part menjadi produk terdiri atas handling, insertion dan fastening time. Saran rancangan terbaik.
Saran rancangan didasarkan atas: - Kondisi part menimbulkan
kesulitan dalam penanganan - Part hanya mampu dimanipulasi
dengan menggunakan perkakas standar atau perkakas khusus saja. - Part hanya bisa dimanipulasi dan digerakkan dengan menggunakan kaca pembesar.
- Part terjepit/tersarang atau kusut/terkait satu dengan yang lainnya atau lentur tetapi bisa dipegang dan dibawa dengan satu tangan (dengan menggunakan perkakas pemegang jika diperlukan) dan menimbulkan kesulitan tambahan dalam penanganan.
- Part tidak mudah diarahkan dan diposisikan selama perakitan, sehingga dibutuhkan tambahan waktu untuk menentukan posisi mempertahankan orientasi dan posisi.
- Adanya hambatan dalam insertion/pemasangan part.
diinginkan dengan mudah yang disebabkan oleh akses yang terhambat dan penglihatan yang terhalang.
2. Pernyataan dari sasaran
Tools Analysis dirancang bertujuan untuk mengevaluasi desain perakitan komponen mekanik yang berbasis komputer. Komponen mekanik yang mampu dievaluasi adalah komponen yang dirakit secara manual. 3. Desain Sistem
Perancangan sistem terdiri atas perancangan input dan output. Input dirancang sedemikian rupa sehingga memudahkan bagi user untuk menggunakan aplikasi. Input awal yang diperlukan untuk perakitan berupa pilihan terdiri atas dua yaitu untuk operasi lain dan part. Untuk operasi lain, input yang akan dimasukkan adalah nama operasi dan jawaban dari beberapa pertanyaan jumlah part minimum teoritis. Sedangkan untuk part input yang akan dibutuhkan berkaitan dengan:
a. Nama
Nama yang masukkan adalah nama produk, nama part dan nama operasi lain.
b. Dimensi
Dimensi yang diinputkan adalah panjang/ukuran dan lebar part. Panjang/ukuran merupakan dimensi terpanjang dari part, lebar merupakan tinggi part yang diukur jika part diposisikan diatas bidang datar.
c. Sudut α dan β
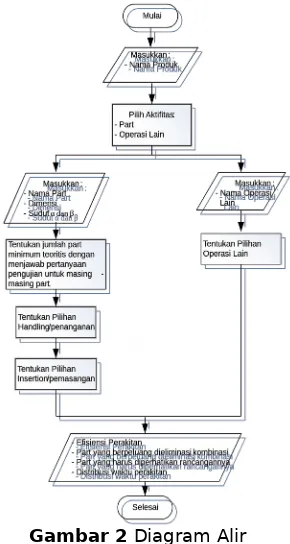
Input selanjutnya akan dimasukkan ke program melalui pilihan dari pertanyaan-pertanyaan yang diberikan oleh program, pilihan tersebut ada yang harus diisi dan ada yang tidak harus diisi. Program tidak bisa dilanjutkan ke tahap berikutnya, apabila terdapat kesalahan dalam pengisian input. Dapat diloihat pada gambar 2.
Gambar 2 Diagram Alir Perhitungan Efisiensi Perakitan Output utama yang akan dihasilkan oleh alat analisis perakitan adalah efisiensi perakitan. Efisiensi perakitan diperoleh melalui beberapa tahapan perhitungan. Tahap perhitungan efisiensi disajikan dalam tabel yang terdiri atas sembilan kolom. Tabel 1 menunjukkan output Tools Analysis.
Tabel 1 Output Tools Analysis
Masing-masing kolom berisikan hal berikut:
Kolom pertama menunjukkan nomor urutan part atau operasi lain penyusun produk. Pemberian nomor urut untuk part atau operasi lain tergantung urutan input ke dalam program aplikasi. Part yang pertama dimasukkan adalah jenis part yang menjadi komponen utama dalam produk.
Kolom ke dua berisikan nama part atau operasi lain sesuai dengan input yang diberikan.
Kolom ke empat berisikan kode handling/penanganan untuk masing-masing part atau operasi lain. Kode handling akan didapat secara komputerisasi setelah kondisi part atau operasi lain dicocokkan dengan ketetapan yang telah diinputkan kedalam program.
oleh program setelah kode handling diketahui. Waktu penanganan dinyatakan dalam detik.
Kolom ke enam berisikan kode
insertion/pemasangan untuk masing-masing part dan operasi lain. Sama halnya dengan kode handling, kode insertion akan ditentukan secara komputerisasi setelah kondisi part, operasi lain dicocokkan dengan ketetapan yang telah diinput keprogram.
Kolom ke tujuh berisikan waktu yang dibutuhkan untuk melakukan aktifitas penyambungan. Waktu insertion mampu ditentukan oleh program aplikasi setelah kode insertion diketahui. Waktu pemasangan akan diperoleh dalam satuan detik.
Kolom ke delapan berisikan waktu operasi masing-masing part, operasi lain. Waktu operasi diperoleh dengan menjumlahkan masing-masing waktu handling dengan waktu insertion kemudian total waktu tersebut dikalikan dengan jumlah masing-masing part. Secara matematis dapat ditulis: Waktu Operasi = (Waktu Handling + Waktu Insertion) x Jumlah part
Kolom ke sembilan berisikan jumlah part minimum secara teoritis. Nilai ini diperoleh dari pengujian tiga pertanyaan untuk semua jenis part. Nilai maksimum dari kolom ini adalah 3 sedangkan nilai minimum adalah 0.
Selain mampu menentukan efisiensi perakitan, Tools Analysis mampu menunjukkan total waktu perakitan, jumlah part minimum secara teoritis serta yang paling penting mampu memberikan saran rancangan perakitan terbaik. Rancangan perakitan terbaik diberikan berdasarkan kemampuan part untuk dieliminasi atau dikombinasi dengan part lain dan kelemahan handling atau insertion sesuai dengan konsep DFA.
Setelah menentukan efisiensi perakitan maka Tools Analysis akan memberi saran rancangan terbaik. Saran rancangan terbaik didasarkan atas dua bagian yaitu saran untuk mengeliminasi atau mengkombinasikan part dan memperbaiki rancangan. Part yang disarankan untuk dieliminasi adalah part yang memiliki nilai nol pada kolom jumlah part minimum. Sedangkan perbaikan rancangan akan disarankan terhadap part yang tidak memenuhi panduan rancangan perakitan menurut beberapa ahli. Selanjutnya prioritas part yang menjadi fokus perhatian akan disajikan dalam bentuk diagram pareto. Distribuasi waktu perakitan masing-masing part ditampilkan dalam bentuk diagram.
4. Rancang Bangun 5. Pemprograman
Sebuah program komputer merupakan kumpulan perintah yang harus dilaksanakan oleh komputer setelah program tersebut dieksekusi sehingga didapat hasil yang diinginkan. Perintah-perintah tersebut dieksekusi satu persatu mulai dari awal program hingga akhir. Proses eksekusi perintah direpresentasikan dengan flowchart. Listing program dibuat dengan menggunakan bahasa pemograman Visual Basic.
6. Implementasi
Implementasi dilakukan dengan mengubah program dalam bentuk software. Software dilengkapi dengan instalitation, software yang telah diinstal ke dalam komputer yang siap untuk dioperasikan.
Verifikasi dilakukan secara langsung pada saat pembangunan flowchart dan listing program. Sedangkan pengecekan kesalahan yang terkait dengan bahasa pemograman, dilakukan langsung oleh kompiler make...exe. Make. exe dapat mendeteksi kesalahan yang terdapat pada program secara langsung.
Penentuan efisiensi perakitan dilakukan pada tiga jenis produk stapler. Stapler yang akan dievaluasi perakitannya adalah stapler merek Kangaro Tipe TS-13 H, TP-10 Y2 dan
merek Max Gun Tacker Tipe TG-A.
4. Kesimpulan dan Saran 4.1 Kesimpulan
Berdasarkan hasil penelitian yang telah dilakukan pada bab-bab sebelumnya dapat diambil kesimpulan bahwa Tools Analysis desain yang dibuat telah selesai dengan kemampuan menentukan efisiensi perakitan produk mekanik dimana perakitan dilakukan secara manual, mampu memberikan saran rancangan terbaik sesuai dengan konsep DFA Boothryod. Efisiensi perakitan dan saran rancangan yang diperoleh dari Tools Analysis akan dijadikan dasar oleh desainer untuk melakukan perbaikan terhadap produk.
4.2 Saran
Saran-saran yang dapat diberikan untuk pengembangan penelitian ini lebih lanjut sebagai berikut:
1. Untuk pengembangan Tools Analysis ini dapat ditambahkan DFM (Design For Manufacturing) agar evaluasi part
2. Penyusun produk dapat dilakukan untuk proses manufacturing part tersebut.
3. Untuk penelitian selanjutnya, diharapkan program sejenis mampu
mengakomodir evaluasi perakitan bukan hanya untuk produk mekanik yang dirakit secara manual namun juga untuk produk yang dirakit menggunakan mesin dan robot secara otomatis.
4. Dalam menentukan urutan perakitan part penyusun sebaiknya tidak hanya diasumsikan optimal, tetapi harus dicari terlebih dahulu urutan perakitan optimal dengan menggunakan metode
AT&T., Design to Reduce Technical Risk. New York, McGraw-Hill,Inc, 1993.
Boothroyd, G., Dewhurst, P., and Knight, W.,
Product Design for Manufacture and Assembly, New York, Marcel Dekker, Inc, 1994.
Boothroyd., G., Dewhurst, P., and Knight, W,
Product Design for Assembly, New York, Boothroyd Dewhurst, Inc.
Cahyani, I., Perancangan Ulang Produk dengan Menggunakan Konsep DFA/DFM, www.digilib.itb.ac.id, 17 Juli 2007.
Chan, V., Design for Assembly.
http://deed.ryerson.ca/~fil/t/dfmdf a.html,17 Juli 2007.
Chang, T., Wysk, R.A., and Wang, H.,
Computer-Aided Manufacturing, Prentice-Hall International, In, 1980. Crow, K,. Design For
Manufacturability/Assembly Guidelines, http://www.npd-solutions.com/dfmguidelines.html, 17 Juli 2007.
Deswinda, N., Penentuan Urutan Perakitan Karburator dengan
Pendekatan Logika
Fuzzy-algoritma Genetika, Tugas Akhir Jurusan Teknik Industri Fakultas Teknik Universitas Andalas, 2006.
Karl T, Ulrich., and Steven, D., Eppinger.,
Product Design and Development,
http://ocw.mit.edu/NR/rdonlyres/Sloan-School-of-Management/15
783JProduct-Design-and- DevelopmentSpring2002/62BF82DF-
E5CA-4A0E-93C9-488A28B97248/0/11dfm.pdf, 17 Juli 2007.
Kusiak, A., Concurrent Engineering: Automation, Tools dan Tehniques, A Wiley-Interscience Publication, 1993.
Niebel, Benyamin, and Andris F., Methods Standards & Work Design,
Newyork, Mc Graw-Hill. USA, 1999.
Nurmianto, E, Ekonomi Konsep Dasar dan Aplikasinya, Jakarta, Guna Widya, 1996.
Otto, Kevin., and Wood, K., Product Design, United States of America, Prentice Produk untuk Meningkatkan Kinerja Perakitan di PT. Indoniles Elektronik Part, No. 1, Vol. 1, hlm: 37-44, 1999.
Whitney, D.E,. DFA,
http://www.lboro.ac.uk/departments/m
m/research/product-realisation/res_int/ipps/index.htm, 17 Juli 2007.
LAMPIRAN A. Struktur Menu Program
Rancangan Tools Analysis... (Wisnel) 59
Part dipeangan dengan dua tangan karena memiliki ukuran yang besar Part dipegang dengan dua tangan Part dipegang dengan alat bantu
Part mudah dipegang dan dimanipulasi Part mengalami kesulitan saat dipegang dan dimanipulasi
Part memerlukan perkakas standar tetapi bukan penjepit Part memerlukan penjepit untuk memegang dan memanipulasinya
Part memerlukan perkakas khusus untuk memegang dan memanipulasi
Part tidak menimbulkan kesulitan tambahan dalam penanganan
Part menimbulkan kesulitan tambahan dalam penanganan(mis: lengket, delicate, licin, dll)
Part bisa digerakkan tanpa bantuan kaca pembesar Part tidak bisa digerakkan tanpa kaca pembesar
Part mudah dipegang dan dimanipulasi Part mengalami kesulitan saat dipegang dan dimanipulasi
Part bisa dipegang oleh satu orang tanpa alat bantu mekanis
Dua orang atau bantuan alat mekanis diperlukan untuk menggerakkan part
Part terjepit/tersarang atau kusut/terkait satu dengan yang lainnya atau lentur Part tidak terjepit/tersarang atau kusut/terkait satu sama lainnya atau lentur
>10 lb <10 lb
Part mudah dipegang dan dimanipulasi Part mengalami kesulitan saat dipegang dan dimanipulasi
Part dipegang dengan dua tangan Part dipegang dengan alat bantu
Setelah perakitan tidak dibutuhkan pemegangan untuk mempertahankan orientasi dan posisi
Pemegangan dibutuhkan untuk proses berikutnya untuk mempertahankan orientasi dan posisi
Tidak ada hambatan diposisikan selam perakitan Ada hambatan diposisikan selam perakitan Mudah diarahkan dan diposisikan selama
perakitan
Tidak mudah diarahkan dan diposisikan selama perakitan
Part dan peralatan lain yang digunakan termasuk tangan bisa mencapai lokasi yang diinginkan dengan mudah Part dan peralatan lain yang digunakan termasuk tangan tidak bisamencapai lokasi yang diinginkan dengan mudah
Akibat akses yang terhambat atau pandangan terbatas Akibat akses yang terhambat dan pandangan terbatas Tidak dibutuhkan operasi pengencangan baut atau
deformasi plastis begitu insertion/pemasangan selesai dilakukan
Penguatan dengan baut langsung setelah insertion/pemasangan
Deformasi Plastis (perubahan bentuk) langsung terjadi setelah insertion/pemasangan
Mudah diarahkan dan diposisikan tanpa ada hambatan dalam insertion/pemasangan Tidak mudah diarahkan dan diposisikan selama peraklitan dan/atau adanya hambatan dalam insertion/pemasangan
Part dan peralatan lain yang digunakan termasuk tangan bisa mencapai lokasi yang diinginkan dengan mudah Part dan peralatan lain yang digunakan termasuk tangan tidak bisamencapai lokasi yang diinginkan dengan mudah
Akibat akses yang terhambat atau pandangan terbatas Akibat akses yang terhambat dan pandangan terbatas Plastic bending atau torsion
Keling dan proses lain yang sejenis
Mudah diarahkan dan diposisikan selama perakitan
Tidak mudah diarahkan dan diposisikan selama perakitan
Tidak ada hambatan dalam insertion Ada hambatan dalam insertion
Part dan peralatan lain yang digunakan termasuk tangan bisa mencapai lokasi yang diinginkan dengan mudah Part dan peralatan lain yang digunakan termasuk tangan tidak bisamencapai lokasi yang diinginkan dengan mudah
Akibat akses yang terhambat atau pandangan terbatas Akibat akses yang terhambat dan pandangan terbatas Mudah diarahkan dan diposisikan selama
perakitan
Tidak mudah diarahkan dan diposisikan selama perakitan
Part dan peralatan lain yang digunakan termasuk tangan bisa mencapai lokasi yang diinginkan dengan mudah Part dan peralatan lain yang digunakan termasuk tangan tidak bisamencapai lokasi yang diinginkan dengan mudah
Akibat akses yang terhambat atau pandangan terbatas Akibat akses yang terhambat dan pandangan terbatas Pengencangan Mekanis
Tidak ada atau deformasi plastis terjadi pada titik tertentu
Deformasi Plastis (Sebahagian besar part mengalami deformasi plastis selama pengencangan
Pambengkokan atau proses sejenis Keling ataun proses sejenis Keling ataun proses sejenis
Proses Metalurgi
Gambar 3 Struktur Menu Program
LAMPIRAN B. Menu Tools Analysis
Gambar 4 Menu Utama Tools Analysis
Gambar 5 Menu Part Tools Analysis
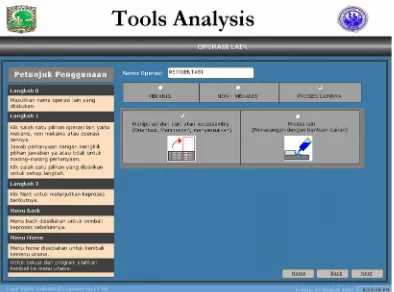
Gambar 6 Menu Operasi Lain Tools Analysis
Gambar 7 Menu Pilihan Tools Analysis Fungsi Part terhadap Produk
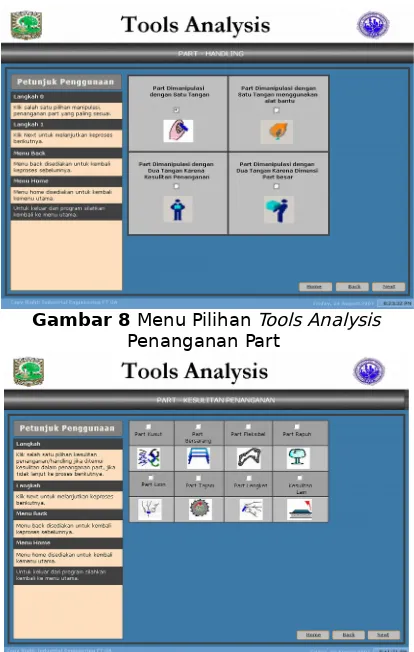
Gambar 8 Menu Pilihan Tools Analysis Penanganan Part
Gambar 9 Menu Pilihan Tools Analysis Kesulitan Penanganan Part
Gambar 10 Menu Pilihan Pemasangan Tools Analysis
Gambar 11 Output Tools Analysis TabelDFA Produk Stapler Kangaro Tipe TS-13 H
Gambar 12 Output Tools Analysis Diagram Distribusi Waktu Perakitan Part dan Operasi
Lain pada Produk Stapler Kangaro Tipe TS-13 H
Gambar 13 Output Tools Analysis Rancangan Part pada yang Perlu Diperhatikan pada Produk Stapler Kangaro
Tipe TS-13 H
Gambar 14 Output Tools AnalysisDiagram Prioritas Perbaikan Rancangan Part pada
Produk Stapler Kangaro Tipe TS-13 H
Gambar 15 Output Tools AnalysisPart yang Berpeluang untuk Dieliminasi atau Dikombinasi pada Produk Stapler Kangaro
Tipe TS-13 H
Gambar 16 OutputTools Analysis Diagram Prioritas Eliminasi atau Kombinasi Part
Produk Stapler Tipe TS-13 H