111 BAB V ANALISIS
5.1 Analisis Klasifikasi Beban Kerja
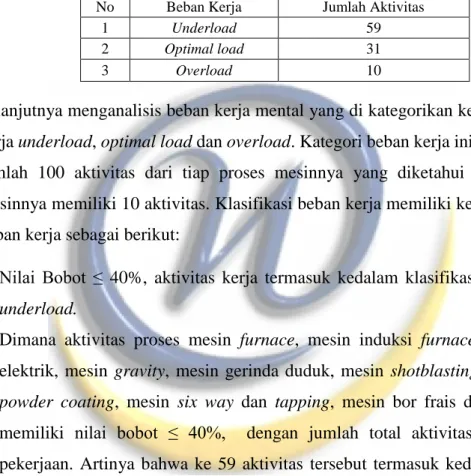
Setelah melakukan pengolahan data, berikut ini rekapan data dari 10 mesin berdasarkan katergori beban kerjanya dapat dilihat pada Tabel 5.1.
Tabel 5. 1 Hasil Rekap Klasifikasi Beban Kerja
No Beban Kerja Jumlah Aktivitas
1 Underload 59
2 Optimal load 31
3 Overload 10
Selanjutnya menganalisis beban kerja mental yang di kategorikan ke dalam beban kerja underload, optimal load dan overload. Kategori beban kerja ini terdapat total jumlah 100 aktivitas dari tiap proses mesinnya yang diketahui setiap proses mesinnya memiliki 10 aktivitas. Klasifikasi beban kerja memiliki ketentuan bobot beban kerja sebagai berikut:
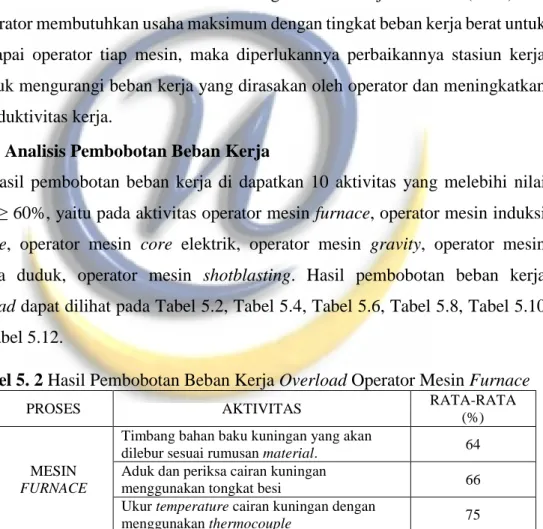
a. Nilai Bobot ≤ 40%, aktivitas kerja termasuk kedalam klasifikasi beban kerja underload.
Dimana aktivitas proses mesin furnace, mesin induksi furnace, mesin core elektrik, mesin gravity, mesin gerinda duduk, mesin shotblasting, mesin oven powder coating, mesin six way dan tapping, mesin bor frais dan mesin bor memiliki nilai bobot ≤ 40%, dengan jumlah total aktivitas 59 aktivitas pekerjaan. Artinya bahwa ke 59 aktivitas tersebut termasuk kedalam kategori beban kerja underload (ringan) dan operator membutuhkan usaha yang normal untuk dicapai operator tiap mesin dan tidak memerlukan adanya perbaikan stasiun kerja.
b. Nilai Bobot Berkisar antara > 40% sampai ≤ 60%, aktivitas kerja termasuk kedalam klasifikasi beban kerja optimal load.
Dimana aktivitas proses mesin furnace, mesin induksi furnace, mesin core elektrik, mesin gravity, mesin gerinda duduk, mesin shotblasting, mesin oven powder coating, mesin bor frais dan mesin bor memiliki nilai bobot berkisar antara > 40% sampai ≤ 60% dengan jumlah total aktivitas 31 aktivitas pekerjaan.
Artinya bahwa ke 31 aktivitas tersebut termasuk kedalam kategori beban kerja optimal load (normal) dan operator membutuhkan usaha yang tinggi untuk mencapai kinerja yang diinginkan untuk dicapai operator tiap mesin dan tidak memerlukan adanya perbaikan stasiun kerja.
c. Nilai Bobot ≥ 60%, aktivitas kerja termasuk kedalam klasifikasi beban kerja overload.
Dimana aktivitas proses mesin furnace, mesin induksi furnace, mesin core elektrik, mesin gravity, mesin gerinda duduk, mesin shotblasting nilai bobot ≥ 60% dengan total jumlah aktivitas 10 aktivitas pekerjaan. Artinya bahwa 10 aktivitas tersebut termasuk kedalam kategori beban kerja overload (berat) dan operator membutuhkan usaha maksimum dengan tingkat beban kerja berat untuk dicapai operator tiap mesin, maka diperlukannya perbaikannya stasiun kerja untuk mengurangi beban kerja yang dirasakan oleh operator dan meningkatkan produktivitas kerja.
5.2 Analisis Pembobotan Beban Kerja
Dari hasil pembobotan beban kerja di dapatkan 10 aktivitas yang melebihi nilai bobot ≥ 60%, yaitu pada aktivitas operator mesin furnace, operator mesin induksi furnace, operator mesin core elektrik, operator mesin gravity, operator mesin gerinda duduk, operator mesin shotblasting. Hasil pembobotan beban kerja overload dapat dilihat pada Tabel 5.2, Tabel 5.4, Tabel 5.6, Tabel 5.8, Tabel 5.10 dan Tabel 5.12.
Tabel 5. 2 Hasil Pembobotan Beban Kerja Overload Operator Mesin Furnace
PROSES AKTIVITAS RATA-RATA
(%)
MESIN FURNACE
Timbang bahan baku kuningan yang akan
dilebur sesuai rumusan material. 64 Aduk dan periksa cairan kuningan
menggunakan tongkat besi 66
Ukur temperature cairan kuningan dengan
menggunakan thermocouple 75
Pada Tabel 5.2 memiliki 3 aktivitas kerja diantaranya timbang bahan yang akan dilebur sesuai rumusan material dengan bobot rata-rata 64%, aduk dan periksa cairan menggunakan tongkat besi dengan bobot rata-rata 66% dan ukur temperature cairan dengan menggunakan thermocouple dengan bobot rata-rata 75%, untuk itu ketiga aktivitas ini diperlukannya perbaikan supaya menggurangi beban kerja dari
operator tersebut. Aktivitas timbang bahan baku kuningan yang akan dilebur sesuai dengan rumusan material, pada aktivitas ini operator mesin furnace harus menimbang bahan baku kuningan dengan menggunakan timbangan manual dan operator memerlukan konsentrasi dan ketelitian yang tinggi agak tidak terjadinya kesalahan. Aktivitas aduk dan periksa cairan kuningan mengggunakan tongkat besi, pada aktvitas ini operator mesin furnace harus mengaduk dan memeriksa bahan baku kuningan yang sedang dilebur dengan menggunakan tongkat besi dan operator memerlukan ketelitian dan safety pada saat proses pengadukan bahan baku kuningan agar tidak terjadinya kecelakaan kerja. Aktivtas ukur temperature cairan kuningan dengan menggunakan thermocouple, pada aktivitas ini operator mesin furnace harus bisa membaca thermometer selain itu operator mesin furnace harus memiliki kendali dan konsentrasi yang tinggi pada saat pengukuran karna panas yang harus yang dibutuhkan mencapai 1100°C.
Penjelasan pada Tabel 5.2 mengenai tentang pengambilan nilai bobot ≥ 60%, dilihat dari pengumpulan data kuesioner 5 operator proses mesin furnace. Penentuan bobot ini diambil berdasarkan rata-rata penilaian dari 5 operator proses mesin furnace.
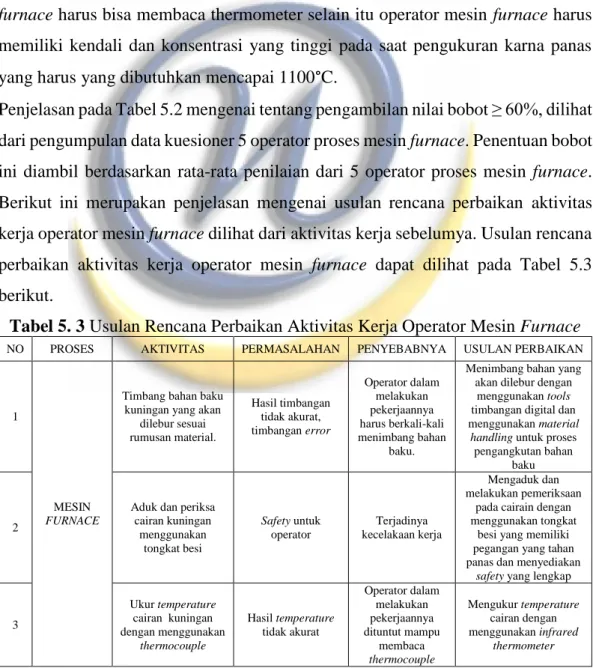
Berikut ini merupakan penjelasan mengenai usulan rencana perbaikan aktivitas kerja operator mesin furnace dilihat dari aktivitas kerja sebelumya. Usulan rencana perbaikan aktivitas kerja operator mesin furnace dapat dilihat pada Tabel 5.3 berikut.
Tabel 5. 3 Usulan Rencana Perbaikan Aktivitas Kerja Operator Mesin Furnace
NO PROSES AKTIVITAS PERMASALAHAN PENYEBABNYA USULAN PERBAIKAN
1
MESIN FURNACE
Timbang bahan baku kuningan yang akan
dilebur sesuai rumusan material.
Hasil timbangan tidak akurat, timbangan error
Operator dalam melakukan pekerjaannya harus berkali-kali menimbang bahan
baku.
Menimbang bahan yang akan dilebur dengan
menggunakan tools timbangan digital dan menggunakan material handling untuk proses pengangkutan bahan
baku
2
Aduk dan periksa cairan kuningan
menggunakan tongkat besi
Safety untuk operator
Terjadinya kecelakaan kerja
Mengaduk dan melakukan pemeriksaan
pada cairain dengan menggunakan tongkat
besi yang memiliki pegangan yang tahan panas dan menyediakan
safety yang lengkap
3
Ukur temperature cairan kuningan dengan menggunakan
thermocouple
Hasil temperature tidak akurat
Operator dalam melakukan pekerjaannya dituntut mampu
membaca thermocouple
Mengukur temperature cairan dengan menggunakan infrared
thermometer
Tabel 5. 4 Hasil Pembobotan Beban Kerja Overload Operator Mesin Induksi Furnace
PROSES AKTIVITAS RATA-RATA
(%) MESIN
INDUKSI FURNACE
Timbang ingot yang akan di lebur sesuai rumusan
material 61
Ukur temperature cairan ingot 68
Pada Tabel 5.4 memiliki 2 aktivitas kerja diantaranya timbang ingot yang akan di lebur sesuai dengan rumusan material dengan bobot rata-rata sebesar 61% dan ukur temperature cairan ingot dengan bobot rata-rata sebesar 68% %, untuk itu kedua aktivitas ini diperlukannya perbaikan supaya menggurangi beban kerja dari operator tersebut. Aktivitas timbang ingot yang akan dilebur sesuai dengan rumusan material, pada aktivitas ini operator mesin induksi furnace harus menimbang ingot dengan menggunakan timbangan manual dan operator memerlukan usaha yang tinggi karena setelah proses penimbangan operator harus membawa ingot ke mesin induksi furnace tanpa menggunakan material handling.
Aktivtas ukur temperature cairan ingot dengan mengatur pada tombol panel, pada aktivitas ini operator mesin furnace harus bisa bagaimana cara menggunakan mesin induksi furnace selain itu operator mesin furnace harus memiliki kendali dan konsentrasi yang tinggi pada saat pengukuran karna panas yang harus yang dibutuhkan mencapai 1100°C.
Penjelasan pada Tabel 5.4 mengenai tentang pengambilan nilai bobot ≥ 60%, dilihat dari pengumpulan data kuesioner 5 operator proses mesin induksi furnace.
Penentuan bobot ini diambil berdasarkan rata-rata penilaian dari 5 operator proses mesin induksi furnace. Berikut ini merupakan penjelasan mengenai usulan rencana perbaikan aktivitas kerja operator mesin furnace dilihat dari aktivitas kerja sebelumya. Usulan rencana perbaikan aktivitas kerja operator mesin induksi furnace dapat dilihat pada Tabel 5.5.
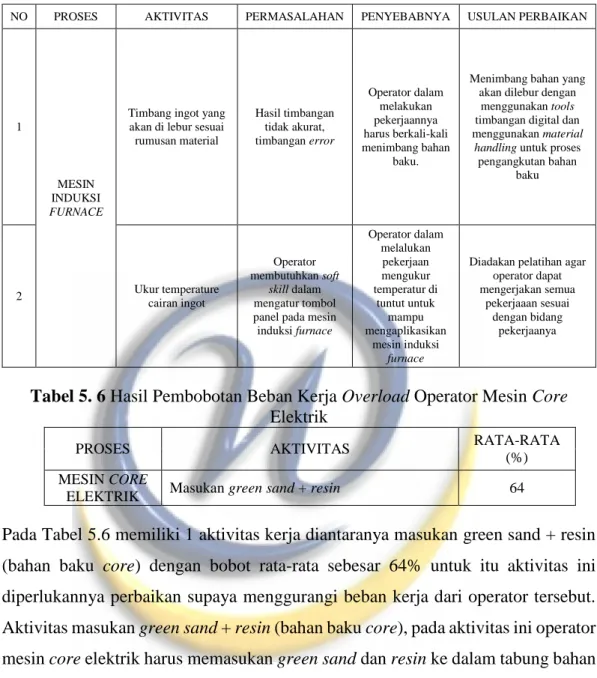
Tabel 5. 5 Usulan Rencana Perbaikan Aktivitas Kerja Operator Mesin Induksi Furnace
NO PROSES AKTIVITAS PERMASALAHAN PENYEBABNYA USULAN PERBAIKAN
1
MESIN INDUKSI FURNACE
Timbang ingot yang akan di lebur sesuai rumusan material
Hasil timbangan tidak akurat, timbangan error
Operator dalam melakukan pekerjaannya harus berkali-kali menimbang bahan
baku.
Menimbang bahan yang akan dilebur dengan
menggunakan tools timbangan digital dan menggunakan material handling untuk proses pengangkutan bahan
baku
2 Ukur temperature
cairan ingot
Operator membutuhkan soft
skill dalam mengatur tombol panel pada mesin induksi furnace
Operator dalam melalukan
pekerjaan mengukur temperatur di
tuntut untuk mampu mengaplikasikan
mesin induksi furnace
Diadakan pelatihan agar operator dapat mengerjakan semua
pekerjaaan sesuai dengan bidang
pekerjaanya
Tabel 5. 6 Hasil Pembobotan Beban Kerja Overload Operator Mesin Core Elektrik
PROSES AKTIVITAS RATA-RATA
(%) MESIN CORE
ELEKTRIK Masukan green sand + resin 64
Pada Tabel 5.6 memiliki 1 aktivitas kerja diantaranya masukan green sand + resin (bahan baku core) dengan bobot rata-rata sebesar 64% untuk itu aktivitas ini diperlukannya perbaikan supaya menggurangi beban kerja dari operator tersebut.
Aktivitas masukan green sand + resin (bahan baku core), pada aktivitas ini operator mesin core elektrik harus memasukan green sand dan resin ke dalam tabung bahan baku core mesin core elektrik dan operator memerlukan kendali dan konsentrasi yang ditinggi dikarena tabung bahan baku core berada di atas mesin core elektriknya dan tidak ada alat bantu, operator diwajibkan menggunakan safety yang lengkap.
Penjelasan pada Tabel 5.6 mengenai tentang pengambilan nilai bobot ≥ 60%, dilihat dari pengumpulan data kuesioner 5 operator proses mesin core elektrik. Penentuan bobot ini diambil berdasarkan rata-rata penilaian dari 5 operator proses mesin core elektrik. Berikut ini merupakan penjelasan mengenai usulan rencana perbaikan aktivitas kerja operator mesin core elektrik dilihat dari aktivitas kerja sebelumya.
Usulan rencana perbaikan aktivitas kerja operator mesin core elektrik dapat dilihat pada Tabel 5.7
Tabel 5. 7 Usulan Rencana Perbaikan Aktivitas Kerja Operator Mesin Core Elektrik
NO PROSES AKTIVITAS PERMASALAHAN PENYEBABNYA USULAN PERBAIKAN
1
MESIN CORE ELEKTRIK
Masukan green sand + resin
Jatuhnya bahan baku green sand dan resin kepada operator dan stasiun
kerja sehingga banyaknya bubuk
green sand dan resin di area stasiun
kerja mesin core elektrik
Operator dalam melakukan pekerjaanya dituntut tetap fokus secara terus
menerus karena mesin core elektrik ini sendiri
masih menggunakan alat
yang manual
Memasukan green sand dan resin memerlukan alat bantu khusus seperti tangga yang tidak terlalu tinggi agar pada saat operator memasukan bubuk green sand dan resin tidak berjatuhan diarea stasiun kerja
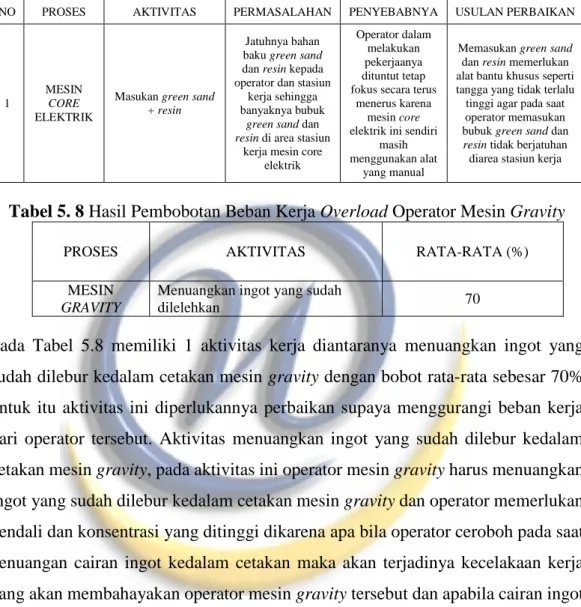
Tabel 5. 8 Hasil Pembobotan Beban Kerja Overload Operator Mesin Gravity
PROSES AKTIVITAS RATA-RATA (%)
MESIN GRAVITY
Menuangkan ingot yang sudah
dilelehkan 70
Pada Tabel 5.8 memiliki 1 aktivitas kerja diantaranya menuangkan ingot yang sudah dilebur kedalam cetakan mesin gravity dengan bobot rata-rata sebesar 70%
untuk itu aktivitas ini diperlukannya perbaikan supaya menggurangi beban kerja dari operator tersebut. Aktivitas menuangkan ingot yang sudah dilebur kedalam cetakan mesin gravity, pada aktivitas ini operator mesin gravity harus menuangkan ingot yang sudah dilebur kedalam cetakan mesin gravity dan operator memerlukan kendali dan konsentrasi yang ditinggi dikarena apa bila operator ceroboh pada saat penuangan cairan ingot kedalam cetakan maka akan terjadinya kecelakaan kerja yang akan membahayakan operator mesin gravity tersebut dan apabila cairan ingot yang dituangkan kedalam cetakan tidak sesuai dengan takaran makan hasil cetakan akan rusak.
Penjelasan pada Tabel 5.8 mengenai tentang pengambilan nilai bobot ≥ 60%, dilihat dari pengumpulan data kuesioner 5 operator proses mesin gravity. Penentuan bobot ini diambil berdasarkan rata-rata penilaian dari 5 operator proses mesin gravity.
Berikut ini merupakan penjelasan mengenai usulan rencana perbaikan aktivitas kerja operator mesin gravity dilihat dari aktivitas kerja sebelumya. Usulan rencana perbaikan aktivitas kerja operator mesin gravity dapat dilihat pada Tabel 5.9 berikut.
Tabel 5. 9 Usulan Rencana Perbaikan Aktivitas Kerja Operator Mesin Gravity
NO PROSES AKTIVITAS PERMASALAHAN PENYEBABNYA USULAN PERBAIKAN
1 MESIN
GRAVITY
Menuangkan ingot yang sudah dilelehkan kedalam
cetakan gravity
Jatuhnya cairan ingot saat penuangan cairan
ingot ke dalam cetakan yang menyebabkan terjadinya kecelakaan kerja
Pada proses ini terbilang sulit karena butuh soft
skill yang tinggi dan tidak bisa sembarangan
orang yang melakukannya,
dan proses menuang cairan
ingot kedalam cetakan masih menggunakan alat yang manual tidak menggunakan mesin sehingga memerlukan usaha
yang tinggi agar dapat mencapai target produksi
Pada proses mesin gravity ini sebaiknya menggunakan mesin agar produk mencapai target dan hasilnya pun sesuai dengan standar
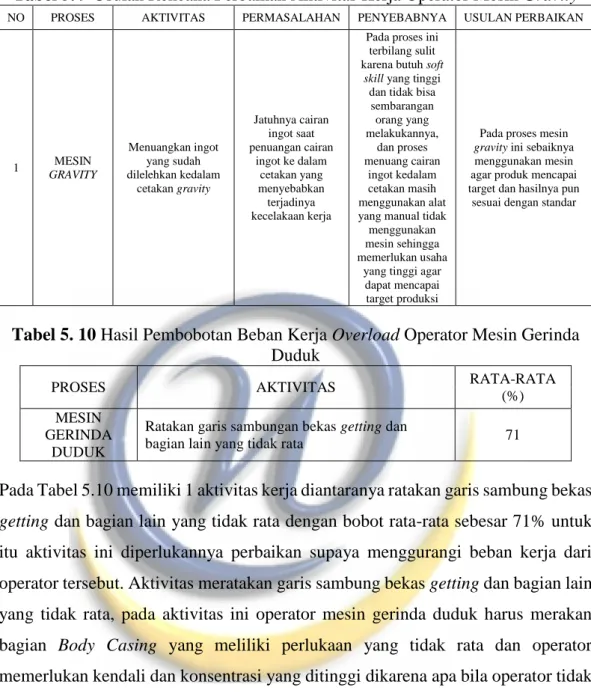
Tabel 5. 10 Hasil Pembobotan Beban Kerja Overload Operator Mesin Gerinda Duduk
PROSES AKTIVITAS RATA-RATA
(%) MESIN
GERINDA DUDUK
Ratakan garis sambungan bekas getting dan
bagian lain yang tidak rata 71
Pada Tabel 5.10 memiliki 1 aktivitas kerja diantaranya ratakan garis sambung bekas getting dan bagian lain yang tidak rata dengan bobot rata-rata sebesar 71% untuk itu aktivitas ini diperlukannya perbaikan supaya menggurangi beban kerja dari operator tersebut. Aktivitas meratakan garis sambung bekas getting dan bagian lain yang tidak rata, pada aktivitas ini operator mesin gerinda duduk harus merakan bagian Body Casing yang meliliki perlukaan yang tidak rata dan operator memerlukan kendali dan konsentrasi yang ditinggi dikarena apa bila operator tidak konsentrasi dan hilang kendali maka pada saat proses penghalusan akan terjadinya kecelakaan kerja yang akan membahayakan operator mesin gerinda duduk tersebut.
Penjelasan pada Tabel 5.10 mengenai tentang pengambilan nilai bobot ≥ 60%, dilihat dari pengumpulan data kuesioner 5 operator proses mesin gerinda duduk.
Penentuan bobot ini diambil berdasarkan rata-rata penilaian dari 5 operator proses mesin gerinda duduk. Berikut ini merupakan penjelasan mengenai usulan rencana perbaikan aktivitas kerja operator mesin gerinda duduk dilihat dari aktivitas kerja sebelumya. Usulan rencana perbaikan aktivitas kerja operator mesin gerinda duduk dapat dilihat pada Tabel 5.11.
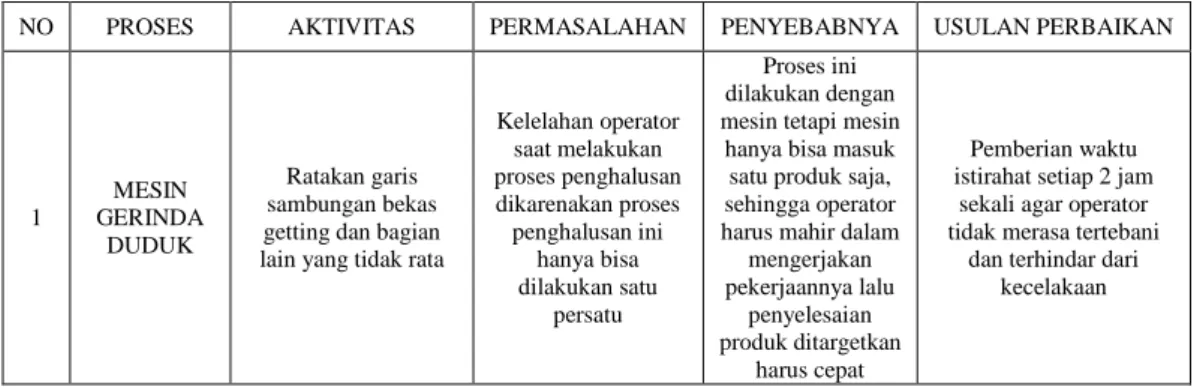
Tabel 5. 11 Usulan Rencana Perbaikan Aktivitas Kerja Operator Mesin Gerinda Duduk
NO PROSES AKTIVITAS PERMASALAHAN PENYEBABNYA USULAN PERBAIKAN
1
MESIN GERINDA
DUDUK
Ratakan garis sambungan bekas getting dan bagian lain yang tidak rata
Kelelahan operator saat melakukan proses penghalusan dikarenakan proses penghalusan ini
hanya bisa dilakukan satu
persatu
Proses ini dilakukan dengan mesin tetapi mesin hanya bisa masuk
satu produk saja, sehingga operator harus mahir dalam mengerjakan pekerjaannya lalu
penyelesaian produk ditargetkan
harus cepat
Pemberian waktu istirahat setiap 2 jam
sekali agar operator tidak merasa tertebani
dan terhindar dari kecelakaan
Tabel 5. 12 Hasil Pembobotan Beban Kerja Overload Operator Mesin Shotblasting
PROSES AKTIVITAS RATA-
RATA (%) MESIN
SHOTBLASTING
Masukan Body Casing sebanyak 200 buah 65
keluarkan Body Casing 66
Pada Tabel 5.12 memiliki 2 aktivitas kerja diantaranya memasukan Body Casing sebanyak 200 buah kedalam tabung mesin shotblasting dengan bobot rata-rata sebesar 65% dan mengeluarkan Body Casing dari tabung mesin shotblasting dengan bobot rata-rata 66% untuk itu kedua aktivitas ini diperlukannya perbaikan supaya menggurangi beban kerja dari operator tersebut. Aktivitas memasukan Body Casing sebanyak 200 buah, pada aktivitas ini operator mesin shotblasting harus memasukan Body Casing sebanyak 200 buah dan operator memerlukan usaha dan konsentrasi yang ditinggi dikarena operator harus menghitung jumlah Body Casing yang masuk kedalam tabung. Aktivtas mengeluarkan Body Casing, pada aktivitas ini operator mesin shotblasting harus mengeluarkan Body Casing dari dalam tabung dengan keadaan panas dan operator memerlukan kendali dan konsentrasi yang sangat tinggi apabila operator mesin shotblasting melakukan kelalaian kerja maka akan terjadinya kecelakaan kerja.
Penjelasan pada Tabel 5.12 mengenai tentang pengambilan nilai bobot ≥ 60%, dilihat dari pengumpulan data kuesioner 5 operator proses mesin shotblasting.
Penentuan bobot ini diambil berdasarkan rata-rata penilaian dari 5 operator proses mesin shotblasting. Berikut ini merupakan penjelasan mengenai usulan rencana perbaikan aktivitas kerja operator mesin shotblasting dilihat dari aktivitas kerja
sebelumya. Usulan rencana perbaikan aktivitas kerja operator mesin shotblasting dapat dilihat pada Tabel 5.13.
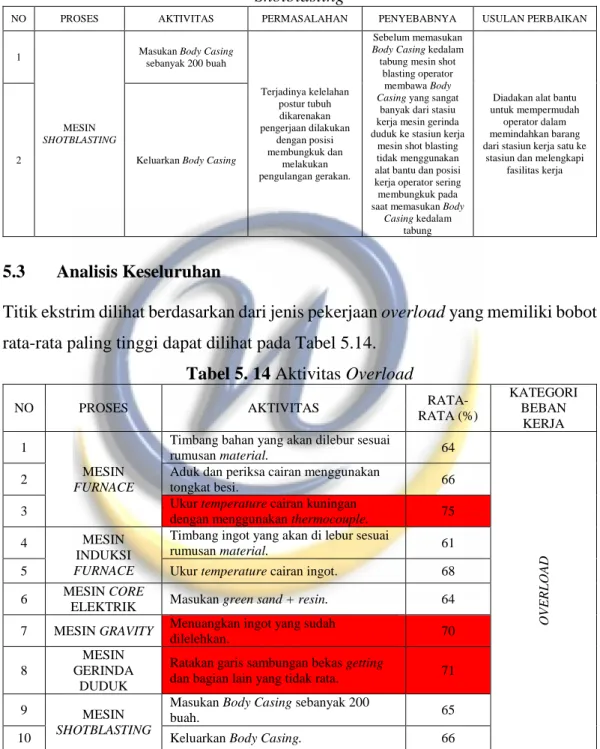
Tabel 5. 13 Usulan Rencana Perbaikan Aktivitas Kerja Operator Mesin Shotblasting
NO PROSES AKTIVITAS PERMASALAHAN PENYEBABNYA USULAN PERBAIKAN
1
MESIN SHOTBLASTING
Masukan Body Casing sebanyak 200 buah
Terjadinya kelelahan postur tubuh dikarenakan pengerjaan dilakukan
dengan posisi membungkuk dan
melakukan pengulangan gerakan.
Sebelum memasukan Body Casing kedalam tabung mesin shot
blasting operator membawa Body Casing yang sangat
banyak dari stasiu kerja mesin gerinda duduk ke stasiun kerja
mesin shot blasting tidak menggunakan alat bantu dan posisi kerja operator sering membungkuk pada saat memasukan Body
Casing kedalam tabung
Diadakan alat bantu untuk mempermudah
operator dalam memindahkan barang dari stasiun kerja satu ke
stasiun dan melengkapi fasilitas kerja
2 Keluarkan Body Casing
5.3 Analisis Keseluruhan
Titik ekstrim dilihat berdasarkan dari jenis pekerjaan overload yang memiliki bobot rata-rata paling tinggi dapat dilihat pada Tabel 5.14.
Tabel 5. 14 Aktivitas Overload
NO PROSES AKTIVITAS RATA-
RATA (%)
KATEGORI BEBAN KERJA 1
MESIN FURNACE
Timbang bahan yang akan dilebur sesuai
rumusan material. 64
OVERLOAD
2 Aduk dan periksa cairan menggunakan
tongkat besi. 66
3 Ukur temperature cairan kuningan
dengan menggunakan thermocouple. 75
4 MESIN
INDUKSI FURNACE
Timbang ingot yang akan di lebur sesuai
rumusan material. 61
5 Ukur temperature cairan ingot. 68
6 MESIN CORE
ELEKTRIK Masukan green sand + resin. 64
7 MESIN GRAVITY Menuangkan ingot yang sudah
dilelehkan. 70
8
MESIN GERINDA
DUDUK
Ratakan garis sambungan bekas getting
dan bagian lain yang tidak rata. 71
9 MESIN
SHOTBLASTING
Masukan Body Casing sebanyak 200
buah. 65
10 Keluarkan Body Casing. 66
Berdasarkan Tabel 5.14 didapatkan pekerjaan yang memiliki bobot rata-rata terbesar, diantaranya aktivitas pekerjaan mesin furnace, mesin induksi furnace, mesin core elektrik, mesin gravity, mesin gerinda duduk, mesin shotblasting dimana, mesin-mesin tersebut masuk kedalam bengkel foundry dan dari keenam
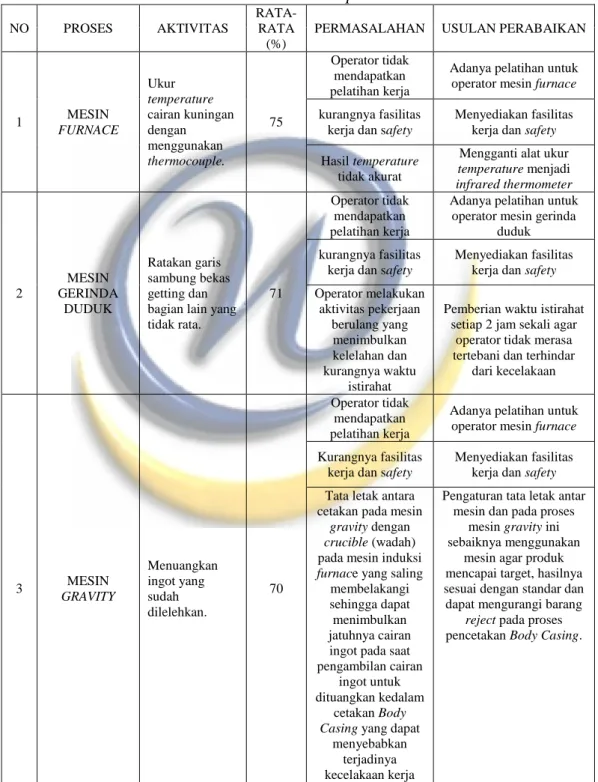
mesin tersebut didapatkan aktivitas pekerjaan pada mesin furnace, mesin gravity dan mesin gerinda duduk yang memiliki bobot rata-rata diatas 70% dimana, aktivitas tersebut perlu diadakannya improvement untuk setiap aktivitas mesin yang diprioritaskan. Berikut prioritas improvement untuk aktivitas yang memiliki nilai bobot rata-rata terbesar dapat dilihat pada Tabel 5.15
Tabel 5. 15 Prioritas Improvement
NO PROSES AKTIVITAS
RATA- RATA (%)
PERMASALAHAN USULAN PERABAIKAN
1 MESIN
FURNACE
Ukur temperature cairan kuningan dengan menggunakan thermocouple.
75
Operator tidak mendapatkan pelatihan kerja
Adanya pelatihan untuk operator mesin furnace kurangnya fasilitas
kerja dan safety
Menyediakan fasilitas kerja dan safety Hasil temperature
tidak akurat
Mengganti alat ukur temperature menjadi infrared thermometer
2
MESIN GERINDA
DUDUK
Ratakan garis sambung bekas getting dan bagian lain yang tidak rata.
71
Operator tidak mendapatkan pelatihan kerja
Adanya pelatihan untuk operator mesin gerinda
duduk kurangnya fasilitas
kerja dan safety
Menyediakan fasilitas kerja dan safety Operator melakukan
aktivitas pekerjaan berulang yang menimbulkan kelelahan dan kurangnya waktu
istirahat
Pemberian waktu istirahat setiap 2 jam sekali agar
operator tidak merasa tertebani dan terhindar
dari kecelakaan
3 MESIN
GRAVITY
Menuangkan ingot yang sudah dilelehkan.
70
Operator tidak mendapatkan pelatihan kerja
Adanya pelatihan untuk operator mesin furnace Kurangnya fasilitas
kerja dan safety
Menyediakan fasilitas kerja dan safety Tata letak antara
cetakan pada mesin gravity dengan crucible (wadah) pada mesin induksi furnace yang saling membelakangi sehingga dapat menimbulkan jatuhnya cairan ingot pada saat pengambilan cairan
ingot untuk dituangkan kedalam
cetakan Body Casing yang dapat
menyebabkan terjadinya kecelakaan kerja
Pengaturan tata letak antar mesin dan pada proses
mesin gravity ini sebaiknya menggunakan
mesin agar produk mencapai target, hasilnya sesuai dengan standar dan dapat mengurangi barang
reject pada proses pencetakan Body Casing.