6. ANALISA DATA DAN USULAN
Tabel berikut ini akan menyajikan besarnya biaya kualitas dan persentase pada tiap work center yang ada.
Tabel 6.1. Total Biaya Kualitas Tiap Work Center NO WORK
CENTER BIAYA KUALITAS PERSEN-
TASE PERSENTASE
KUMULATIF KELAS
1 SR Rp 16.402.369,07 15,72% 15,72% A
2 BD Rp 12.305.763,56 11,80% 27,52% A
3 PC Rp 8.593.419,60 8,24% 35,75% A
4 KP Rp 7.304.778,95 7,00% 42,76% A
5 AC Rp 6.744.091,30 6,46% 49,22% A
6 ST Rp 6.630.767,63 6,36% 55,58% A
7 ATJ Rp 6.427.543,11 6,16% 61,74% A
8 SE Rp 4.920.308,69 4,72% 66,45% A
9 CK Rp 4.577.846,93 4,39% 70,84% A
10 PK Rp 4.306.813,10 4,13% 74,97% A
11 SI Rp 3.797.741,95 3,64% 78,61% A
12 PD Rp 3.704.599,75 3,55% 82,16% A
13 TM Rp 3.586.65310 3,44% 85,60% B
14 ES Rp 3.530.214,55 3,38% 88,98% B
15 RD Rp 3.325.067,94 3,19% 92,17% B
16 CF Rp 2.399.682,35 2,30% 94,47% B
17 WCK Rp 1.849.486,22 1,77% 96,24% B
18 PL Rp 1.261.814,51 1,21% 97,45% B
19 DF Rp 988.928,43 0,95% 98,40% B 20 RP Rp 839.878,98 0,81% 99,21% B 21 SB Rp 828.846,64 0,79% 100,00% B
TOTAL Rp 104.326.616,35
Keterangan tabel:
A = prioritas work center yang akan dianalisa lebih lanjut B = work center yang akan dianalisa jika waktu memungkinkan
Dapat dilihat pada tabel di atas bahwa jumlah work center dari SR hingga SI, yang menjadi batasan 80%, berjumlah 11 work center. Hal ini berarti work center SR hingga SI yang akan dicari penyebab utama tingginya biaya
work center tersebut yang dapat mengurangi biaya kualitas yang dimilikinya. Alat bantu yang akan digunakan dalam pencarian akar masalah adalah dengan pengamatan langsung terhadap work center yang bersangkutan. Selain itu, untuk work center SR dan BD, jumlah biaya kualitas yang mereka miliki masing-masing berbeda jauh dengan jumlah biaya kualitas yang dimiliki oleh work center lain sesudah mereka. Hal ini dapat terjadi karena work center SR merupakan work center kualitas sehingga semua biaya yang terjadi pada work center tersebut merupakan biaya kualitas. Selain itu, untuk work center BD tingginya biaya kualitas dikarenakan work center BD memiliki beberapa ruangan dan merupakan salah satu work center terbesar dalam departemen produksi.
Selain itu, pada tabel 6.1. dapat dilihat bahwa persentase biaya kualitas yang dimiliki oleh masing-masing work center yang ada (semuanya berjumlah 21 work center) tidak berbeda jauh. Hal ini dikarenakan biaya kualitas yang dimiliki oleh masing-masing work center tersebut jenis dan jumlahnya hampir sama.
Selain itu, jumlah work center yang banyak juga menyebabkan rendah dan hampir meratanya besar persentase biaya kualitas yang terjadi.
6.1. Usulan Es
Berdasarkan hasil perhitungan biaya kualitas yang telah dilakukan (lihat tabel 5.2) maka didapati bahwa sebagian besar biaya kualitas di tiap work center terdiri dari biaya pencegahan (prevention cost). Biaya pencegahan tersebut sebagian besar terdiri atas biaya es yang besar. Biaya es yang besar ini disebabkan karena es merupakan salah satu material yang sangat krusial atau penting dalam menjaga kualitas bahan. Berikut merupakan usulan untuk mengurangi biaya es secara umum:
a. Es Membuat Sendiri
Sebagian besar es yang dibutuhkan oleh perusahaan dibeli dari pabrik lain padahal perusahaan telah memiliki pabrik es sendiri. Hal ini dikarenakan kapasitas dari pabrik es yang dimiliki oleh perusahaan tidak dapat mencukupi kebutuhan es untuk proses produksi. Diusulkan supaya es yang digunakan oleh perusahaan untuk proses produksi semuanya dibuat sendiri sehingga tidak perlu
membeli dari pabrik lain. Usul ini diharapkan akan dapat mengurangi biaya es yang harus dikeluarkan oleh perusahaan setiap bulannya.
Rata-rata kebutuhan es = 2.710.770 kg/bulan (didapat dari realisasi pemakaian es, lihat lampiran 4).
Kapasitas 1 set mesin per bulan adalah (data didapat dari wawancara dengan supervisor Es dan bagian maintenance perusahaan)
= {(720 x 28 kg) + (210 x 45 kg)} x 25 hari/bulan x 2 kali/hari
= 1.480.500 kg Kebutuhan mesin =
kg 500 . 480 . 1
kg 770 . 710 .
2 = 1,8 2 set mesin
Jadi, diperlukan 1 set mesin tambahan untuk memenuhi kebutuhan es.
Biaya mesin dan peralatan yang dibutuhkan (data didapat dari wawancara dengan supervisor Es dan bagian pembelian perusahaan):
1 buah mesin Carrier AC Chiller Rp 18.151.419,00 1 buah mesin Dalian Evaporator Rp 5.682.800,80 1 buah tabung amoniak + kondensor Rp 74.163.615,00 1 buah mesin Grasso Rp 329.050.752,61 1 buah mesin Water Chiller komplit Rp 88.627.806,00 1 buah mesin filter Rp 445.454,50 3 buah mesin Liang Chi Cooling Tower Rp 6.960.000,00 930 cetakan es balok Rp 15.810.000,00 +
Rp 538.891.847,91 Perhitungan biaya es jika membuat sendiri
Umur mesin (n) = 16 tahun
Bunga (i) = 12% per tahun = 1% per bulan
(diperoleh dari suku bunga investasi Bank Niaga periode April 2005) EUAC1 = Rp. 538.891.847,91 (A/P, 12 %, 16)
= Rp. 538.891.847,91 (0,1434)
= Rp. 77.277.090,99 per tahun EUAC2 = Rp. 77.277.090,99 (A/P, 1 %, 12)
= Rp. 77.277.090,99 (0,0889)
= Rp. 6.869.933,39 per bulan
Operator maintenance = 6 orang (3 shift) dengan gaji Rp. 60.678,87/orang/bulan Asumsi: biaya maintenance = 5% per bulan
Harga 1 kg es jika membuat sendiri
= 1.480.500 kg
) 60.678,87 Rp.
6 (
%) 105 39 6.869.933, Rp.
( × + ×
= Rp. 5,12/kg Keterangan:
Biaya listrik dan air tidak ada data yang terperinci dari perusahaan sehingga dianggap biaya es jika membuat sendiri adalah Rp. 10,00 per kg. Anggapan ini berasal dari asumsi pabrik es yang lain mengambil keuntungan sekitar 20% dari harga jualnya.
Biaya es per bulan = Rp. 10,00/kg x 2.710.770 kg = Rp. 27.107.700,00.
Kondisi sekarang
Perbandingan pembelian es pada kondisi sekarang adalah 60% es dibeli dari pabrik es lain dan 40% es dibuat sendiri.
Harga es jika beli = Rp. 350,00 per balok (1 balok es = 28 kg)
= Rp. 12,50/kg Biaya es untuk kondisi sekarang:
Membeli dari pabrik lain = 60 % x 2.710.770 kg x Rp. 12,50/kg
= Rp. 20.330.775,00
Membuat sendiri = 40 % x 2.710.770 kg x Rp. 10,00/kg
= Rp. 10.843.080,00
Biaya es per bulan = Rp. 20.330.775,00 + Rp. 10.843.080,00
= Rp. 31.173.855,00
Dari kedua metode di atas, diketahui bahwa biaya es jika membuat sendiri jauh lebih murah dibandingkan jika membeli dari pabrik lain.
b. Alat Penyendok Es Kondisi sekarang
Alat penyendok es dipakai pada work center SR, PK, PD, KP, AC, dan ATJ. Alat penyendok es ini terbuat dari aluminium berbentuk prisma alas
trapesium tanpa tutup dengan ukuran panjang alas trapesium 40 cm, panjang atas trapesium 28 cm, tinggi trapesium 12 cm, dan tinggi prisma 30 cm.
Volume alat = Luas alas x tinggi prisma
= 2
1x (panjang alas + panjang atas) x tinggi trapesium x tinggi
prisma
= 2
1x (40 + 28) x 12 x 30
= 12.240 cm3 ρes = 0,92 gram/ cm3
Massa es yang dapat disendok alat sendok = ρes x volume alat
= 0,92 x 12.240
= 11.260,8 gram
= 11,2608 kg
Pada kenyataan dengan kapasitas alat sendok 11,2608 kg, es yang dapat disendok dalam 1 kali sendokan hanya kurang lebih 7 kg es saja sehingga kapasitas alat sendok es menjadi
= 100%
2608 , 11
7 × = 62,17% dari kapasitas alat sesungguhnya.
Kondisi Usulan
Alat penyendok es tetap dari aluminium berbentuk prisma alas trapesium tanpa tutup, tetapi tinggi alasnya saja yang akan dipotong sehingga kapasitasnya akan sesuai untuk menyendok 5 kg es dalam sekali sendokan.
Kapasitas alat usulan =
% 17 , 62
5 = 8,042 kg = 8.042 gram
Volume alat usulan = ρ es
m = 92 , 0
042 .
8 = 8.741,3 cm3
Volume alat yang harus dipotong = volume awal – volume akhir
= 12.240 – 8.741,3 Luas alas x tinggi prisma = 3.498,7 cm3
1 3
Tinggi trapesium yang dipotong = 3,43 cm3
Jadi ukuran alat yang diusulkan adalah panjang alas trapesium 40 cm, panjang atas trapesium 28 cm, tinggi trapesium 8,57 cm, dan tinggi prisma 30 cm.
Analisa kedua usulan ini akan digunakan untuk menurunkan biaya pemakaian es yang besar pada work center yang ada.
6.2. SR
Pengamatan, pengambilan data, pengolahan data dan pembuatan usulan pada bagian SR dilakukan selama 9 hari yaitu 23-29 April, 25-26 Mei dan 2 Juni 2005. Pengamatan, pengambilan data, pengolahan data, dan pembuatan usulan dilakukan pada tanggal 23-29 April 2005. Pada tanggal 25 Mei 2005 dilakukan pengambilan waktu sortir dari operator sortir 2 (bagian depan konveyor), sortir 5 (bagian tengah konveyor), dan sortir 8 (bagian belakang konveyor). Tanggal 25- 26 Mei dan 2 Juni 2005 dilakukan work sampling karu.
6.2.1. Analisa Biaya Kualitas SR
Berikut adalah pie chart untuk macam-macam biaya kualitas yang ada pada SR (data dapat dilihat pada tabel 5.2. sampai tabel 5.5).
BIKUAL SR
Prevention cost 32,83%
Internal failure cost
2,34%
Appraisal cost 64,82%
External failure cost
0,01%
Gambar 6.1. Pie Chart Biaya Kualitas SR
Pada gambar 6.1. di atas dapat dilihat untuk work center SR, biaya kualitas yang terbesar ada pada appraisal cost (memiliki persentase sebesar 64,82% dari total biaya kualitas yang ada pada work center SR). Urutan
32,83% dari total biaya kualitas yang ada pada work center SR. Internal dan external failure cost tidak berdampak banyak terhadap tingginya biaya kualitas pada work center SR karena internal failure cost memiliki persentase sebesar 2,34% dan external failure cost memiliki persentase sebesar 0,01%. Hal ini berarti biaya kegagalan, baik internal maupun eksternal, yang terjadi pada work center SR sangat rendah bila dibandingkan dengan biaya yang lain. Selain itu, tingginya appraisal cost dapat pula disebabkan karena work center SR merupakan work center kualitas sehingga biaya penilaian yang terjadi yang paling besar persentasenya karena semua kegiatan SR merupakan kegiatan kualitas.
Berikut merupakan pembahasan lebih rinci terhadap setiap jenis biaya yang terjadi pada work center SR.
a. Prevention Cost SR
Berikut merupakan pie chart untuk prevention cost SR (data dapat dilihat pada tabel 5.2).
PREVENTION COST SR Form kertas
0,01%
Label plastik 0,01%
Kalibrasi 2,96%
Klorin 0,08% Spidol
0,11%
Balpoint 0,11%
Gaji Karu 10,22%
Perlengkapan kerja 6,64%
Gaji operator QC 7,89%
Gaji Supervisor 1,95%
Maintenance mesin 0,12%
Es batu 69,90%
Gambar 6.2. Pie Chart Prevention Cost SR
Pada gambar 6.2. dapat dilihat berbagai jenis biaya pencegahan (prevention cost) yang terjadi pada work center SR. Di antara semua jenis biaya pencegahan yang memiliki persentase terbesar adalah biaya untuk es batu (sebesar 69,90%). Persentase yang dimiliki oleh jenis biaya pencegahan yang lain sangat jauh di bawah persentase biaya es batu (paling tinggi 10,22%, yaitu biaya gaji
hasil yang signifikan jika diperbaiki adalah biaya pemakaian es batu pada work center SR. Dalam arti, penurunan biaya kualitas yang akan terjadi setelah usulan perbaikan akan berdampak pada penurunan biaya kualitas work center SR. Jika penurunan biaya kualitas yang terjadi masih dirasakan kurang signifikan maka biaya gaji karu yang selanjutnya akan dianalisa secara lebih lanjut.
b. Appraisal Cost SR
Berikut merupakan pie chart appraisal cost SR (data dapat dilihat pada tabel 5.3).
APPRAISAL COST SR
Biaya audit internal
0%
Depresiasi mesin 0,10%
Gaji operator sortir 99,85%
Gambar 6.3. Pie Chart Appraisal Cost SR
Untuk appraisal cost, yang perlu dianalisa secara lebih lanjut terlebih dahulu adalah biaya gaji operator sortir yang memiliki persentase 99,85%. Hal ini dapat terjadi karena jumlah atau besar biaya gaji operator sortir jauh melebihi besar biaya-biaya appraisal yang lainnya.
Di samping itu, persentase 99,85% pada biaya gaji operator sortir berarti biaya gaji operator sortirlah yang menjadikan keseluruhan appraisal cost tinggi.
Langkah menganalisa dan mencari penyebab permasalahan serta mencari solusi tingginya biaya gaji operator sortir dilakukan dengan harapan akan dapat mengurangi appraisal cost secara signifikan. Appraisal cost merupakan biaya kualitas yang paling tinggi persentasenya. Mencari penyebab permasalahan serta solusi tingginya biaya gaji operator sortir diharapkan dapat berdampak besar terhadap biaya kualitas sortir.
c. Internal Failure Cost SR
Berikut merupakan pie chart untuk internal failure cost SR (data dapat dilihat pada tabel 5.4).
INTERNAL FAILURE COST SORTIR
Rework 98,68%
Biaya udang jatuh 1,32%
Gambar 6.4. Pie Chart Internal Failure Cost SR
Untuk internal failure cost atau biaya kegagalan internal, besar biaya rework memiliki 99% dari total internal failure cost yang ada. Biaya rework dalam work center SR ini merupakan biaya yang dikeluarkan untuk melakukan SR ulang. Biaya bahan jatuh hanya memiliki persentase sebesar 1% dari total internal failure cost yang ada. Jadi yang perlu dianalisa secara lebih lanjut lebih dahulu adalah biaya rework yang terjadi.
Biaya kegagalan internal tidak memiliki persentase yang terlalu besar terhadap total biaya kualitas yang ada di SR, maka perbaikan pada biaya kegagalan internal ini tidak akan berdampak secara signifikan terhadap penurunan biaya kualitas di SR. Jadi proses analisa lebih lanjut untuk biaya kegagalan internal akan dilakukan jika waktu masih mencukupi untuk dilakukannya analisa lebih lanjut terhadap biaya kegagalan internal.
d. External Failure Cost SR
Dalam external failure cost atau biaya kegagalan eksternal, hanya ada satu jenis biaya kegagalan eksternal maka biaya tersebut memiliki persentase 100%
terhadap total biaya kegagalan eksternal. Biaya kegagalan eksternal tidak memiliki persentase yang terlalu besar terhadap total biaya kualitas yang ada pada work center SR. Oleh karena itu, perbaikan pada biaya kegagalan eksternal ini tidak akan berdampak secara signifikan terhadap penurunan biaya kualitas di SR.
jika waktu masih mencukupi untuk dilakukannya analisa lebih lanjut terhadap biaya kegagalan eksternal.
Berikut merupakan tabel penyebab tingginya biaya kualitas pada work center SR (yang dibahas dalam tabel ini hanyalah biaya kualitas yang terbesar).
Tabel 6.2. Penyebab Tingginya Biaya Kualitas SR Elemen Biaya
Kualitas Jenis Biaya
Kualitas Penyebab Tingginya Biaya Kualitas Pemakaian baskom es berlebihan Kapasitas alat penyendok es terlalu besar
Box Thailand dibuka saat tidak digunakan
Tempat tampung sementara terlalu banyak
Prevention Cost Es Batu
Harga es mahal (membeli dari pabrik lain)
Sering terjadi pergantian produk Jumlah karu terlalu banyak Operator kurang terampil Appraisal Cost Gaji Operator Sortir
Operator harian
Kelelahan pada operator Internal Failure Cost Rework
Variasi produk banyak
Pada tabel tersebut dapat diketahui bahwa penyebab tingginya biaya es ada beberapa hal seperti box Thailand es yang dibuka saat proses belum berjalan atau bahkan saat istirahat berlangsung. Biasanya hal ini terjadi sekitar 2 hingga 3 jam sehari. Pemakaian tempat timbun sementara berupa keranjang kontainer yang diisi oleh es untuk setiap konveyor sangat berlebihan karena dalam 1 hari ada keranjang kontainer yang tidak terpakai. Demikian pula dengan pemakaian baskom es tempat keranjang kalo keluaran hasil sortir, ada yang tidak terpakai sepanjang hari sehingga es yang ada pada baskom tersebut terbuang sia-sia. Selain itu, yang menjadi penyebab tingginya biaya es adalah es dibeli dari pabrik lain dan alat sendok es yang terlalu besar kapasitasnya mengakibatkan es yang disendok per sendokan terlalu banyak sehingga es yang dipakai berlebihan atau melebihi jumlah kebutuhan es yang seharusnya.
Penyebab tingginya biaya gaji operator sortir adalah kemampuan
menyortir 1 macam kriteria kecacatan saja, padahal jika operator mampu untuk menyortir beberapa kriteria kecacatan sekaligus maka jumlah operator SR akan efektif dan efisien. Di samping itu, operator sortir yang merupakan operator harian juga mempengaruhi kondisi kerja mereka karena sebagai operator harian, output kerja mereka tidak mempengaruhi besar upah yang diterimanya. Hal ini mengakibatkan kecepatan kerja mereka kurang maksimal.
Penyebab tingginya biaya rework pada work center SR karena operator sortir lelah sehingga kerap kali dilakukan penyortiran ulang. Penyortiran ulang ini akibat dari terlalu banyak keluaran bahan ataupun terlalu banyak bahan yang tidak sesuai dengan spesifikasi yang lolos dari proses sortir yang dilakukan oleh operator. Di samping itu, pergantian produk yang sering terjadi juga membuat operator sortir bingung karena setiap produk memiliki spesifikasi keluaran yang berbeda-beda.
6.2.2. Usulan SR
Berdasarkan perhitungan dan analisa biaya kualitas yang telah dilakukan maka didapati bahwa biaya kualitas yang besar di work center SR adalah biaya es, rework dan gaji operator sortir. Oleh karena itu, usulan yang diberikan bertujuan agar biaya-biaya tersebut dapat diminimalkan. Penjelasan mengenai usulan-usulan yang dibuat dapat dilihat pada sub bab berikut.
6.2.2.1. Formasi Tenaga Kerja SR
Berikut merupakan beberapa usulan mengenai formasi tenaga kerja SR.
a. Operator
Menurut pengamatan di lapangan, operator sortir dapat melakukan lebih dari 1 macam sortir secara bersamaan seperti sortir kualitas, pisah warna dan besar kecil. Jadi, diusulkan setiap operator langsung melakukan 3 sortir secara bersamaan dan tidak perlu dipisahkan seperti kondisi sekarang. Hal ini sudah dilakukan oleh bagian sortir sekarang. Di samping itu, telah dilakukan pengukuran waktu yang menyatakan bahwa kecepatan operator sortir semakin ke belakang semakin lambat. Hal ini membuktikan bahwa jumlah operator yang ada sekarang terlalu banyak.
Pengukuran waktu terhadap operator sortir yang melakukan sortir kualitas dan besar kecil secara bersamaan. Pengamatan dilakukan terhadap 3 orang operator yang berada di bagian depan, tengah dan belakang konveyor pada tanggal 25 Mei 2005. Berikut adalah hasil perhitungannya:
Kecepatan operator sortir depan = 1,153 menit/kg Kecepatan operator sortir tengah = 1,847 menit/kg Kecepatan operator sortir belakang = 2,718 menit/kg
Berikut merupakan tabel perbandingan formasi SR sekarang dan usulan.
Tabel 6.3. Perbandingan Formasi Tenaga Kerja SR Jenis
Pekerjaan Formasi Sekarang (per
konveyor)
Formasi Usulan
(per konveyor) Keterangan Bongkar bahan
+ es 1 orang 1 orang
Cuci bahan dari
DF 1 orang - Proses cuci bahan sudah
tidak dilakukan di work center SR.
Cek awal 1 orang - Digabung dengan sortir
kualitas.
Sortir kualitas 8 orang 8 orang Kontrol kualitas 1 orang 1 orang
Kontrol cek size 3 orang - Digabung dengan pisah
warna + hitung.
Pisah warna +
hitung 4 orang 4 orang
Ambil hasil 1 orang - 1 orang melayani 2
konveyor.
Kontrol tiris 2 orang 2 orang
Checker 1 orang 1 orang
Ambil keluaran 1 orang - 1 orang melayani 2
konveyor.
Sanitasi 1 orang - 1 orang melayani 2
konveyor.
Total 25 orang 17 orang
Formasi tenaga kerja usulan per konveyor:
Operator bongkar bahan + supply es = 1 orang Operator Sortir kualitas + cek awal = 8 orang Operator kontrol kualitas = 1 orang
Operator pisah warna + hitung + kontrol cek size = 4 orang
Operator kontrol tiris = 2 orang
Checker = 1 orang +
17 orang Formasi tenaga kerja usulan untuk 7 konveyor:
Operator sanitasi = 2 orang
Operator ambil hasil = 3 orang
Operator ambil keluaran = 3 orang +
8 orang
Total tenaga kerja usulan untuk 7 konveyor = (7 konveyor x 17 orang) + 8 orang
= 127 orang.
Sedangkan tenaga kerja sekarang berjumlah = 7 konveyor x 25 orang
= 175 orang Kondisi sekarang
Operator sortir terdiri dari 2 macam yaitu operator sortir kualitas dan operator pisah warna. Operator sortir kualitas berada di bagian depan konveyor sedangkan operator pisah warna berada di bagian tengah atau belakang konveyor.
Masing-masing operator hanya melakukan sortir satu macam saja sesuai dengan tugasnya masing-masing.
b. Karu
Menurut pengamatan dan work sampling terhadap karu yang ada di SR, didapati bahwa produktivitas karu sangat rendah dan seringkali didapati karu sedang mengobrol dengan sesama karu yang lain (lihat sub bab 5.2.4). Jadi, diusulkan seorang karu bertanggung jawab atas operator-operator yang berada di 2 konveyor.
Jumlah konveyor di SR = 7 buah Karu yang dibutuhkan =
2
7 = 3,5 4 orang
Kondisi sekarang
Karu yang ada di SR berjumlah 7 orang. Masing-masing karu bertanggung jawab atas operator-operator yang berada di satu konveyor.
Perubahan formasi tenaga kerja untuk SR dapat dilihat dari tabel berikut:
Tabel 6.4. Perubahan Formasi Tenaga Kerja SR
Tenaga Kerja Sekarang Usulan Perubahan
Karu 7 orang 4 orang 3 orang
Operator 175 orang 127 orang 48 orang
Total 182 orang 131 orang 51 orang
Dampak dari perubahan formasi tenaga kerja
• Biaya gaji operator dan karu akan mengalami penurunan
Karu = 3 orang x Rp. 78.667,50 = Rp. 236.002,50 Operator = 48 orang x Rp. 60.678,87 = Rp. 2.912.585,52 +
= Rp. 3.148.588,02
• Perlengkapan kerja operator akan berkurang sebesar Rp. 88.642,50 (untuk perhitungan yang rinci dapat dilihat pada lampiran 36).
• Pemakaian es dalam baskom akan berkurang.
Operator yang menggunakan baskom adalah operator pisah warna + hitung + kontrol cek size (4 orang). Baskom yang digunakan sebanyak 6 baskom per konveyor (3 baskom untuk pisah warna, 3 baskom untuk pisah size).
Jadi, total penurunan penggunaan es dalam baskom adalah
= (14-6) baskom/konveyor x 7 konveyor x 6 kg x 3 kali x 25 hari/bulan
= 25.200 kg/bulan Keterangan:
Masing-masing baskom berisi es sebanyak 6 kg. Setiap harinya es ditambahkan atau diganti ke dalam masing-masing baskom sebanyak 6 kg setiap 3 jam.
Kondisi sekarang
Operator yang menggunakan baskom adalah operator kontrol cek size (3 orang per konveyor) dan operator pisah warna (4 orang per konveyor). Masing- masing operator menggunakan 2 buah baskom.
Jumlah baskom yang digunakan = 7 orang/konveyor x 2 baskom
= 14 baskom/konveyor.
6.2.2.2. Tempat Tampungan Sementara
Diusulkan mengurangi keranjang tampung yang disiapkan di tiap lokasi.
Sebelum itu, dilakukan work sampling selama 1 hari (28 April 2005) untuk mengetahui jumlah keranjang yang terpakai secara efektif di setiap lokasi tampung sementara.
Tabel 6.5. Work Sampling Tempat Tampungan Sementara di SR Keranjang kosong di lokasi tampungan Jam Konv.1 Konv. 2 Konv. 3-4 Konv. 5
8.30 1,00 3,00 4,00 6,00
8.35 2,00 4,00 4,00 6,00
8.40 2,00 3,00 4,00 6,00
8.50 3,00 3,00 6,00 6,00
8.56 2,00 3,00 7,00 6,00
9.05 2,00 3,00 7,00 6,00
9.17 3,00 4,00 4,00 5,00
9.26 0,00 3,00 5,00 5,00
9.36 2,00 2,00 5,00 5,00
9.50 2,00 3,00 5,00 5,00
13.44 2,00 3,00 2,00 5,00
13.51 1,00 2,00 2,00 5,00
Rata-rata 1,83 3,00 4,58 5,50
Pembulatan 2 3 5 6
Perbandingan mengenai jumlah tempat tampung sementara per lokasi yang diusulkan dengan yang ada sekarang adalah sebagai berikut.
Tabel 6.6. Perbandingan Tempat Tampungan Sementara di SR
Lokasi Jumlah
Sekarang Jumlah
Usulan Perubahan
Konveyor 1 5 3 2
Konveyor 2 4 1 3
Antara konveyor 3 dan 4 8 3 5
Konveyor 5 (dekat timbangan besar) 6 0 6
Total 23 7 16
Dengan demikian, penggunaan es akan berkurang sebesar
= 16 keranjang x 10 kg x 3 kali x 25 hari/bulan = 12.000 kg
Keterangan:
Masing-masing keranjang tampungan sementara berisi es sebanyak 10 kg. Setiap harinya es ditambahkan atau diganti ke dalam masing-masing baskom sebanyak 10 kg setiap 3 jam.
Kondisi sekarang
Berdasarkan pengamatan di lapangan, didapati bahwa keranjang tampungan sementara yang berisi es batu dan air dingin tidak semuanya digunakan. Padahal setiap harinya disiapkan rata-rata 5 keranjang yang berisi es dan air dingin di masing-masing lokasi. Hal ini menyebabkan pemborosan dalam penggunaan es mengingat biaya es di SR relatif sangat besar.
6.2.2.3. Alat Penyendok Es
Disarankan alat penyendok es diubah ukuran dengan mengurangi tingginya sebesar 3,43 cm (lihat keterangan yang lebih jelas dalam usulan tentang alat sendok es sub bab 6.1). Hal ini diharapkan pemborosan es yang disebabkan terlalu banyak es yang diserok dapat diminimalkan. Kondisi ini diusulkan dengan asumsi WI yang ada pada work center SR sudah benar dan sesuai dengan prinsip dan standar HACCP perusahaan sehingga WI tersebut tidak perlu diverifikasi ulang. Pemborosan es yang terjadi sekarang meliputi:
• Tempat tampung sementara (keranjang kontainer)
= 22 tempat x 4 kg x 3 kali x 25 hari = 6.600 kg
• Box Thailand
Dasaran es = (7-5) kg x 5 kali serok x 2 kali x 257 box = 5.140 kg Lapisan per keranjang = (7-5) kg x 14 kali serok x 257 box = 7.196 kg Kondisi sekarang
Adanya pemborosan es yang dipakai oleh operator jika memakai alat penyendok es yang sekarang. Pada Work Instruction (WI) dituliskan bahwa sekali sendok adalah 5 kg es. Dasaran es dan tutup es pada box Thailand bahan yang akan ditimbun digunakan es sebanyak 25 kg (5 kali sendok), sedangkan untuk bahan dalam tiap keranjang industri yang dituangkan ke dalam box Thailand digunakan es sebanyak 5 kg (1 kali sendok).
Saat ini, sekali sendok operator akan menyendok es sebanyak kurang lebih 7 kg es (hal ini telah dibuktikan dengan melakukan percobaan di lapangan saat operator es menyendok es). Jadi ada pemborosan dalam penggunaan es untuk tiap kali sendokan es yang dilakukan oleh operator.
6.2.2.4. Penggunaan Es dalam Box Thailand
Box Thailand es dibuka 5 menit sebelum proses dimulai (atau dipakai dan pada saat istirahat ditutup sehingga penyusutan pada es dapat berkurang).
Susut es dalam Box Thailand
= 301.180,30 kg x 0,07% x 3 jam = 632,48 kg Kondisi sekarang
Box Thailand es sudah dibuka 1 jam sebelum proses dimulai dan pada saat istirahat juga tidak ditutup. Hal ini mengakibatkan es mudah menyusut karena suhunya kurang dingin. Es menyusut sebanyak 0,07% per jam (informasi didapat dari wawancara dengan Supervisor Es).
6.2.2.5. Baskom Tampungan Sementara di Konveyor
Baskom es tampungan sementara disesuaikan dengan jumlah operator yang bekerja. Jadi, tidak ada baskom yang dibiarkan mengganggur dan penggunaan es dapat dihemat.
Baskom tampungan sementara yang menganggur
= 10 baskom x 6 kg es x 25 hari = 1.500 kg Jadi, total pengurangan es yang diusulkan:
Pengurangan penggunaan baskom = 25.200 kg Meminimumkan tempat tampung sementara = 12.000 kg Pengurangan tempat timbun sementara = 6.600 kg
Mengganti alat menyendok es = 12.336 kg
Susut es dalam box Thailand = 632,48 kg Baskom es tampungan sementara = 1.500 kg +
58.268,48 kg
Kondisi sekarang
Masing-masing konveyor disediakan 5 baskom yang terisi es kurang lebih sebanyak 6 kg (kapasitas baskom adalah 10 kg) untuk tampungan sementara.
Padahal tidak semua baskom berisi es tersebut digunakan ketika proses berjalan.
Hal ini menyebabkan pemborosan es dalam baskom tersebut karena es dalam baskom dibiarkan mengganggur.
Penggunaan es menurut usulan sebesar
= total penggunaan es sekarang – total pengurangan es yang diusulkan
= 301.180,3 kg – 58.268,48 kg = 242.911,82 kg
Biaya es menurut usulan = 242.911,82 kg x Rp 10,00 = Rp. 2.429.118,20 Penurunan biaya es menurut usulan = biaya es sekarang – biaya es usulan
= Rp. 3.764.753,75 – Rp. 2.429.118,20
= Rp. 1.335.635,55 Total penurunan biaya kualitas di SR:
Penurunan biaya gaji operator + karu Rp. 3.148.588,02 Penurunan biaya perlengkapan kerja Rp. 88.642,50
Penurunan biaya es Rp. 1.335.635,55 +
Total Rp. 4.572.866,07
Jadi total penurunan biaya kualitas SR yang diusulkan sebesar 27,87% dari total biaya kualitas yang ada sekarang.
6.3. BD
Pengamatan, pengambilan data, pengolahan data, dan pembuatan usulan pada bagian BD dilakukan selama 6 hari yaitu 30 April-3 Mei 2005, 26-27 Mei dan 2 Juni 2005. Pengamatan, pengambilan data, pengolahan data, dan pembuatan usulan dilakukan pada tanggal 30 April–3 Mei 2005. Pada tanggal 17 Mei 2005 dilakukan work sampling terhadap operator sanitasi lingkungan dan operator cuci tangan. Tanggal 26-27 Mei dan 2 Juni 2005 dilakukan work sampling terhadap karu.
6.3.1. Analisa Biaya Kualitas BD
Berikut merupakan pie chart biaya kualitas yang ada pada BD (data dapat dilihat pada tabel 5.2. sampai tabel 5.5).
BIKUAL BD
Prevention cost 53,39%
Internal failure cost
0,04%
External failure cost
0%
Appraisal cost 46,57%
Gambar 6.5. Pie Chart Biaya Kualitas BD
Pada gambar di atas dapat dilihat untuk work center BD, biaya kualitas yang terbesar ada pada prevention cost (memiliki persentase sebesar 53,39% dari total biaya kualitas yang ada pada work center BD). Urutan selanjutnya berada pada appraisal cost, yang memiliki persentase sebesar 46,57% dari total biaya kualitas yang ada pada work center BD. Internal dan external failure cost tidak berdampak banyak terhadap tingginya biaya kualitas pada work center BD.
Biaya kegagalan, baik kegagalan internal maupun kegagalan eksternal, yang terjadi pada work center BD sangat rendah bila dibandingkan dengan biaya yang lain. Perbaikan pada internal dan external failure cost tidak akan berdampak banyak terhadap penurunan biaya kualitas work center BD. Selain itu, tingginya biaya prevention dapat pula disebabkan karena work center BD merupakan work center dengan predikat high risk area. Proses pada work center BD ini haruslah bebas dari segala macam bakteri (produk BD sangat rawan terhadap kontaminasi bakteri) sehingga tindakan pencegahan yang dilakukan lebih ketat daripada work center yang lainnya. Hal ini menyebabkan biaya pencegahan pada work center BD menjadi sangat tinggi.
Berikut merupakan pembahasan lebih detail terhadap setiap jenis biaya yang terjadi pada work center BD.
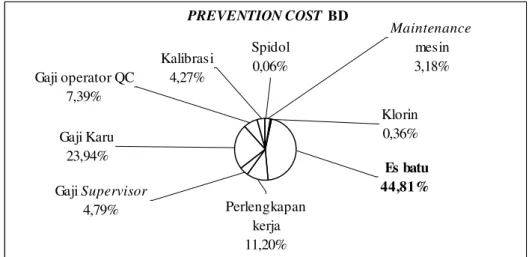
a. Prevention Cost BD
Berikut merupakan pie chart prevention cost BD (data dapat dilihat pada tabel 5.2).
PREVENTION COST BD
Es batu 44,81%
Gaji Supervisor
4,79% Perlengkapan
kerja 11,20%
Gaji Karu 23,94%
Gaji operator QC 7,39%
Kalibrasi 4,27%
Maintenance mesin 3,18%
Klorin 0,36%
Spidol 0,06%
Gambar 6.6. Pie Chart Prevention Cost BD
Pada gambar di atas dapat dilihat berbagai jenis biaya pencegahan (prevention cost) yang terjadi pada work center BD. Di antara semua jenis biaya pencegahan yang memiliki persentase terbesar adalah biaya untuk es batu (sebesar 44,81%). Persentase yang dimiliki oleh jenis biaya pencegahan yang lain sangat jauh di bawah persentase biaya es batu (paling tinggi 23,94%, yaitu biaya gaji karu yang ada di BD). Jadi yang perlu dianalisa lebih lanjut untuk biaya pencegahan agar mendapatkan hasil yang signifikan jika diperbaiki adalah biaya pemakaian es batu pada work center BD. Penurunan biaya kualitas yang akan terjadi setelah usulan perbaikan diharapakan akan berdampak pada penurunan biaya kualitas work center BD. Jika penurunan biaya kualitas yang terjadi masih dirasakan kurang signifikan maka biaya gaji karu yang selanjutnya akan dianalisa secara lebih lanjut.
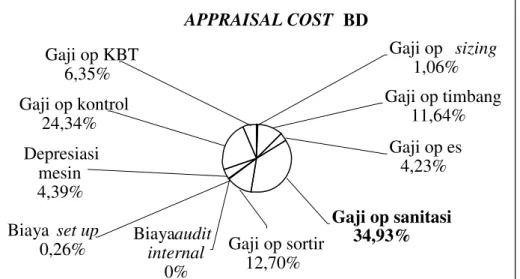
b. Appraisal Cost BD
Berikut merupakan pie chart appraisal cost BD (data dapat dilihat pada tabel 5.3).
Gambar 6.7. Pie Chart Appraisal Cost BD
Pada diagram lingkaran appraisal cost, yang perlu dianalisa secara lebih lanjut terlebih dahulu adalah biaya gaji operator sanitasi yang memiliki persentase 34,93%. Biaya gaji operator kontrol juga memiliki persentase yang cukup besar (sebesar 24,34% dan tidak berbeda jauh dengan persentase biaya gaji operator sanitasi). Langkah untuk menganalisa dan mencari penyebab permasalahan serta mencari solusi tingginya biaya gaji operator sanitasi dan kontrol dilakukan dengan harapan akan dapat mengurangi appraisal cost secara signifikan.
Urutan selanjutnya adalah biaya gaji operator timbang, biaya gaji operator SR, biaya gaji operator KBT, depresiasi mesin dan biaya gaji operator sizing.
c. Internal Failure Cost BD
Dalam internal failure cost atau biaya kegagalan internal, hanya ada satu jenis biaya kegagalan internal maka biaya tersebut memiliki persentase 100%
terhadap total biaya kegagalan internal. Biaya kegagalan internal tidak memiliki persentase terhadap total biaya kualitas yang ada pada work center BD (persentase biaya kegagalan internal pada work center BD sebesar 0%). Perbaikan pada biaya kegagalan internal ini tidak akan berdampak secara signifikan terhadap penurunan biaya kualitas work center BD. Jadi proses analisa lebih lanjut untuk biaya kegagalan internal akan dilakukan jika waktu masih mencukupi untuk dilakukannya analisa lebih lanjut terhadap biaya kegagalan internal.
APPRAISAL COST BD
Gaji op sizing 1,06%
Gaji op KBT 6,35%
Biaya set up
0,26% Gaji op sortir
12,70%
Biaya audit internal
0%
Gaji op timbang 11,64%
Gaji op es 4,23%
Gaji op sanitasi 34,93%
Gaji op kontrol 24,34%
Depresiasi mesin 4,39%
d. External Failure Cost BD
Dalam external failure cost atau biaya kegagalan eksternal, hanya ada satu jenis biaya kegagalan eksternal maka biaya tersebut memiliki persentase 100% terhadap total biaya kegagalan eksternal. Biaya kegagalan eksternal tidak memiliki persentase terhadap total biaya kualitas yang ada pada work center BD (persentase biaya kegagalan internal pada work center BD sebesar 0%). Perbaikan pada biaya kegagalan eksternal ini tidak akan berdampak secara signifikan terhadap penurunan biaya kualitas work center BD. Jadi proses analisa lebih lanjut untuk biaya kegagalan eksternal akan dilakukan jika waktu masih mencukupi untuk dilakukannya analisa lebih lanjut terhadap biaya kegagalan eksternal.
Berikut merupakan tabel mengenai penyebab tingginya beberapa biaya kualitas pada BD.
Tabel 6.7. Penyebab Tingginya Biaya Kualitas BD Elemen
Biaya Kualitas
Jenis Biaya
Kualitas Penyebab Tingginya Biaya Kualitas Box Thailand dibuka saat tidak digunakan Tempat tampung sementara terlalu banyak Harga es mahal (membeli dari pabrik lain) Es dalam baskom pendingin baskom btmx terlalu banyak
Es untuk baskom btmx terlalu banyak Es Batu
Baskom es pendingin udang bahan pmx terlalu banyak
Tiap bagian memiliki karu Variasi produk banyak Prevention
Cost
Gaji Karu
Operator tidak disiplin
Operator banyak melakukan kegiatan lain selain tugasnya
Jumlah peralatan yang disanitasi banyak Ada operator khusus cuci tangan
Gaji Operator
Sanitasi
BD merupakan produk high risk Appraisal
Cost
Gaji Operator
Kontrol BD merupakan produk high risk
Pada tabel 6.7. dapat dilihat bahwa sebagian besar penyebab tingginya biaya es batu BD sama persis seperti masalah pemakaian es batu pada work center SR. Penyebab yang lain ada pada penggunaan es dalam baskom es pendingin btmx yang terlalu banyak karena baskom es tersebut diisi penuh oleh es padahal es yang dipakai hanyalah es pada bagian atas baskom saja. Di samping itu, pemakaian tempat tampung sementara berupa keranjang kontainer yang diletakkan di bawah tiap konveyor yang ada di BD juga berlebihan. Selama pengamatan yang dilakukan di lapangan, es dalam tempat tampung sementara tersebut tidak terpakai sepanjang hari selama proses berlangsung. Penggunaan box Thailand sebagai alas pendingin baskom btmx juga sangat berlebihan karena es yang dipakai hanyalah es yang berada pada bagian atas box Thailand saja. Selain itu, baskom es alas bahan yang akan di-pmx juga terlalu banyak karena 1 orang operator memiliki 1 baskom es.
Tingginya biaya gaji karu pada BD disebabkan karena tiap bagian pada BD seperti bagian pmx, BD, dan lain sebagainya memiliki karu sendiri-sendiri.
Perlu diketahui bahwa tiap bagian BD jumlah operatornya tidak melebihi 40 orang. Selain itu, operator juga banyak tidak disiplin dalam menjalankan tugasnya sehingga diperlukan pengawasan yang lebih ketat.
Tingginya gaji operator sanitasi pada BD disebabkan karena banyaknya peralatan yang harus disanitasi setiap jamnya. Operator sanitasi, yang seharusnya hanya melakukan sanitasi peralatan, banyak sekali melakukan kegiatan lain seperti mengambil peralatan dari tiap konveyor dan mengantarkannya ke konveyor yang membutuhkan. Jumlah operator sanitasi juga bertambah banyak karena adanya operator khusus untuk cuci tangan dan juga operator khusus sanitasi lingkungan padahal kedua pekerjaan ini hanya bersifat insidentil. Hal ini berarti kedua pekerjaan ini tidak berlangsung secara terus menerus, melainkan hanya pada waktu-waktu tertentu saja.
Tingginya biaya gaji operator kontrol disebabkan karena BD merupakan work center yang high risk dalam arti pengerjaan produknya haruslah hati-hati karena sangat besar kemungkinan terjadinya kontaminasi bakteri. Jadi diperlukan proses kontrol yang sangat ketat.
6.3.2. Usulan BD
Berdasarkan perhitungan dan analisa biaya kualitas yang telah dilakukan maka didapati bahwa biaya kualitas yang besar di work center BD adalah biaya gaji karu, gaji operator sanitasi, gaji operator kontrol, dan biaya es. Oleh karena itu, usulan yang diberikan bertujuan agar biaya-biaya tersebut dapat diminimalkan. Usulan pada work center BD ini masih belum maksimal karena proses CKR BD tidak berjalan selama bulan Mei 2005. Penjelasan mengenai usulan-usulan yang dibuat dapat dilihat pada sub bab berikut.
6.3.2.1. Formasi Tenaga Kerja BD
Berikut ini beberapa usulan mengenai formasi tenaga kerja BD.
a. Operator timbang final
Operator timbang final yang dibutuhkan hanya 3 orang. Hal ini berdasarkan pengukuran waktu dan pengamatan di lapangan. Menurut pengamatan di lapangan, operator timbang final terkadang terlihat mengganggur atau mengobrol dengan operator lainnya karena tidak ada bahan yang di timbang.
Pengukuran waktu dilakukan dengan metode jam henti sehingga didapatkan output baku. Setelah itu, output baku dibandingkan dengan kapasitas standar dari PPIC. Berikut merupakan perhitungannya:
Standar kecepatan PPIC = 9 6
162 . 162
× = 3.003 ekor/jam Kecepatan (ukur) =
/box detik 92 , 18
detik 600 .
3 x 35 ekor
= 6.659,6 ekor/jam ≈ 6.660 ekor/jam Kebutuhan orang =
660 . 6
003 .
3 x 6 orang = 2,7 ≈ 3 orang
Terlihat bahwa kecepatan hasil ukur dan standar kecepatan dari PPIC sangat jauh berbeda. Hal ini dikarenakan dalam perhitungan waktu baku tidak dimasukkan keadaan idle dari operator timbang final. Padahal dalam kenyataan sekarang sangat besar kemungkinan operator timbang final mengalami idle.
Kondisi idle operator timbang final dikarenakan produk yang akan di timbang tidak ada sehingga harus menunggu hingga produk tersebut datang. Formasi
tenaga kerja yang baru ini diusulkan untuk mengurangi waktu idle yang terjadi pada operator timbang final sehingga ia akan bekerja secara terus menerus.
Kondisi sekarang
Setelah bahan selesai diproses maka akan disusun ke dalam inner carton dan ditimbang beratnya sesuai spesifikasi. Jumlah operator timbang final adalah 6 orang.
b. Operator cuci tangan
Operator cuci tangan digabung dengan operator sanitasi lingkungan karena operator cuci tangan hanya bertugas secara berkala. Jika operator tidak sedang membawa tempat cuci tangan maka operator dapat melakukan sanitasi lingkungan. Jadi operator dapat melakukan 2 tugas sekaligus.
Hal ini dapat dilihat dari tabel berikut yang didapat dari pengamatan selama satu hari pada tanggal 17 Mei 2005.
Tabel 6.8. Work Sampling Sanitasi Lingkungan dan Cuci Tangan BD
BD BD
No. Pukul Sanitasi
Lingkungan Cuci
Tangan No. Pukul Sanitasi
Lingkungan Cuci Tangan
1 8.12 12 10.57 X X
2 8.27 13 11.12
3 8.42 14 11.27 X
4 8.57 15 13.12 X
5 9.12 X 16 13.27 X
6 9.27 17 13.42 X
7 9.42 X 18 13.57 X
8 9.57 X 19 14.12 X
9 10.12 X 20 14.27
10 10.27 X 21 14.42 X X
11 10.42 22 14.57 X
Pada tabel diatas dapat dilihat bahwa operator sanitasi lingkungan dan operator cuci tangan bekerja bersamaan hanya satu kali saja dari 22 pengamatan yang diambil (sekitar 4,55%). Apabila kedua pekerjaan berlangsung secara bersama seperti ini (sanitasi lingkungan dan cuci tangan sekaligus) maka urutan pekerjaan yang dikerjakan adalah berdasarkan prioritas kerja yaitu meneruskan cuci tangan terlebih dahulu baru membersihkan atau sanitasi lingkungan. Hal ini
berarti produktivitas operator akan semakin tinggi dan tidak ada waktu bagi operator untuk mengganggur. Jumlah operator sanitasi cuci tangan usulan adalah 0 orang (tidak ada operator khusus sanitasi cuci tangan).
Kondisi sekarang
Operator cuci tangan di BD berjumlah 2 orang. Operator cuci tangan bertugas membawa tempat cuci tangan ke setiap konveyor agar operator tidak perlu bergerak jauh untuk mencuci tangan.
c. Operator sanitasi
Operator sanitasi di BD dapat dikurangi karena menurut pengamatan di lapangan dan pengukuran kecepatan, operator sanitasi yang dibutuhkan untuk BD tidaklah sebanyak formasi sekarang. Berikut adalah perhitungan jumlah peralatan yang disanitasi dan kecepatan operator sanitasi.
Jumlah peralatan yang disanitasi:
Tray pmx: tray pmx dicuci setiap satu jam, 1 buah tray dipakai untuk 4 orang, operator pmx berjumlah 24 orang, dalam satu jam setiap tray dipakai sebanyak 3 kali. Kecepatan operator pmx adalah 29.58 detik/tray.
Jumlah tray pmx yang disanitasi
=
×
kali/jam 3
/ orang 4
orang 24 detik/
58 , 29
detik/jam 600
. 3
tray
tray = 244 tray/jam
Tray BD: 1 buah tray digunakan oleh 1 orang, 1 buah tray berisi 10 ekor bahan, dalam satu jam setiap tray dipakai sebanyak 2 kali, operator BD berjumlah 36 orang. Kecepatan operator BD adalah 11,56 detik/ekor 115,6 detik/tray.
Jumlah tray BD yang disanitasi orang
= 36orang
kali/hari 2
/ detik 6 , 115
detik/jam 600
. 3
×
tray = 576 tray/jam
Baskom btmx: baskom btmx dicuci jika ganti produk, 1 buah baskom dipakai untuk 2 orang, operator BD berjumlah 36 orang, setiap hari terjadi pergantian produk sebanyak 2 kali.
Jumlah baskom btmx yang disanitasi
= 9 jam/hari
kali/hari om 2
orang/bask 2
orang
36 ×
= 4 buah baskom/jam
Baskom panko: baskom panko dicuci jika ganti produk, 1 buah baskom dipakai untuk 1 orang, operator BD berjumah 36 orang, setiap hari terjadi pergantian produk sebanyak 2 kali.
Jumlah baskom panko yang disanitasi
= 9 jam/hari
ng baskom/ora 2
orang
36 ×
= 8 buah baskom/jam
Tempat shaker: dalam satu hari dilakukan 10 kali shaker, untuk sekali shaker membutuhkan 192 buah tempat shaker.
Jumlah tempat shaker yang disanitasi
= 9 jam/hari kali/hari 10
buah
192 ×
= 213,3 214 buah tempat shaker/jam
Keranjang kalo shaker: digunakan untuk tempat bahan setelah di-shaker.
Jumlah keranjang kalo yang disanitasi
= jumlah tempat shaker = 214 buah keranjang kalo/jam
Sendok btmx-pmx: dicuci jika ganti produk, setiap hari terjadi pergantian produk sebanyak 2 kali. Operator yang menggunakan sendok adalah operator pmx, BD, btmx berjumlah 62 orang.
Jumlah sendok yang disanitasi
= 9 jam
kali/hari 2
orang
62 ×
= 13,78 14 buah sendok/jam
Total alat yang disanitasi = 244 +576 + 3 + 8 + 214 + 214 + 14
= 1.274 buah/jam
Waktu yang diperlukan untuk melakukan sanitasi adalah 14,43 detik/buah/orang.
Kapasitas operator sanitasi peralatan =
/orang detik/buah 43
, 14
detik/jam 600
.
3
= 249,48 250 buah/jam/orang Kebutuhan operator sanitasi peralatan =
rang buah/jam/o 250
buah 274 .
1 = 5,09 6 orang.
Kondisi sekarang
Operator sanitasi BD berjumlah 13 orang (tidak termasuk operator sanitasi sarung tangan, hanya operator sanitasi peralatan). BD memiliki operator sanitasi terbanyak dibandingkan work center lainnya. Hal ini disebabkan peralatan berupa lengser/tray, baskom dan longpan yang digunakan untuk proses BD sangat banyak.
d. Karu
Satu orang karu bertanggung jawab mengawasi 2 konveyor sekaligus.
Hal ini bertujuan agar kinerja karu meningkat dan mengurangi biaya gaji karu yang relatif besar untuk bagian BD. Tabel berikut menyajikan perbandingan jumlah karu yang diusulkan dengan jumlah karu yang ada sekarang.
Tabel 6.9. Perbandingan Karu BD
Karu Konveyor Sekarang Usulan Perubahan
BD 3 7 konveyor 7 orang 4 orang 3 orang
Persiapan BD 3 4 konveyor 4 orang 2 orang 2 orang
Frying 6 konveyor 6 orang 3 orang 3 orang
Persiapan BD kupas 3 konveyor 2 orang 2 orang 0 orang
CKR 2 konveyor 1 orang 1 orang 0 orang
Total 20 orang 12 orang 8 orang
Kondisi sekarang
Karu di BD berjumlah 20 orang. Setiap karu bertanggung jawab mengawasi operator-operator dalam satu konveyor. Menurut pengamatan di lapangan, jumlah karu yang sekarang terlalu banyak karena terkadang mereka terlihat menganggur dan mengobrol dengan sesama karu maupun operator. Hanya jika terjadi pergantian produk maupun menurunnya man hour, karu akan mengingatkan kepada para operator tentang cara kerja dan spesifikasi produk tersebut. Hal ini diperkuat dengan hasil sampling karu yang dilakukan (keterangan lebih lengkap lihat sub bab 5.2.4).
Perubahan formasi tenaga kerja secara keseluruhan untuk BD dapat dilihat dari tabel berikut
Tabel 6.10. Perbandingan Formasi Tenaga Kerja BD
Tenaga Kerja Sekarang Usulan Perubahan
Karu 20 orang 12 orang 8 orang
Operator timbang final 6 orang 3 orang 3 orang
Operator cuci tangan 2 orang Digabung sanitasi lingkungan 2 orang Operator sanitasi peralatan 13 orang 6 orang 7 orang
Total 41 orang 21 orang 20 orang
Dampak dari perubahan formasi tenaga kerja
• Biaya gaji operator dan karu akan mengalami penurunan
Karu = 8 orang x Rp. 78.667,50 = Rp. 629.340,00 Operator = 12 orang x Rp. 60.678,87 = Rp. 728.146,38 +
= Rp.1.357.486,38
• Perlengkapan kerja operator akan berkurang sebesar Rp. 25.450,00 (untuk perhitungan yang rinci dapat dilihat pada lampiran 37).
6.3.2.2. Penggunaan Baskom Pmx
Satu baskom berisi bahan yang akan dipmx digunakan oleh 4 orang operator yang saling berhadapan sehingga dapat mengurangi pemakaian es untuk masing-masing baskom. Baskom es tersebut ditaruh di tengah area kerja yang telah diberi lengser seperti kondisi sekarang. Baskom tepung pmx juga dinaikkan ke atas baskom yang diletakkan secara terbalik. Hal ini dilakukan agar tinggi baskom tepung pmx sejajar dengan baskom bahan yang akan diberi pmx agar kondisi peralatan tetap ergonomis untuk operator pmx.
Operator pmx = 24 orang baskom yang digunakan = 4
24= 6 baskom
Penurunan penggunaan es dalam baskom pmx
= (24-6) x 3 kg x 3 kali x 25 hari = 4.050 kg Kondisi sekarang
Masing-masing operator pmx menggunakan 1 buah baskom untuk menaruh bahan yang akan dipmx. Setiap baskom akan diberi es sebanyak 3 kg untuk menjaga kualitas bahan. Es diganti setiap 3 jam sekali sebanyak 3 kg/baskom. Dalam satu hari dilakukan 3 kali penambahan es.
6.3.2.3. Penempatan Bumbu Btmx
Bumbu btmx ditempatkan di keranjang kontainer yang berisi es sebanyak 25 kg. Es diganti atau ditambah setiap 3 jam sebanyak 25 kg dan diganti 3 kali setiap harinya. Keranjang kontainer yang diperlukan sebanyak 2 buah karena bumbu btmx ada 2 macam.
Kebutuhan es untuk btmx = 25 kg/keranjang x 2 x 3 kali/hari x 25 hari/bulan
= 3.750 kg/bulan Kondisi sekarang
Bumbu btmx ditempatkan di box Thailand 300 liter yang berisi es sebanyak 175 kg untuk menjaga kualitas btmx. Hal ini mengakibatkan pemakaian es tidak efektif karena es yang digunakan terlalu banyak. Es hanya terpakai pada bagian atas box Thailand tersebut sehingga es pada bagian bawah box Thailand akan terbuang secara sia-sia. Es diganti atau ditambah setiap 4 jam sekali sebanyak 175 kg dan diganti 2 kali setiap harinya,.
Kebutuhan es untuk btmx = 175 kg/box x 25 hari/bulan x 2 kali/hari
= 8.750 kg/bulan
Penurunan es untuk btmx = kebutuhan es sekarang – kebutuhan es usulan = 8.750 –3.750
= 5.000/ruangan
= 10.000 kg (BD memiliki 2 ruangan).
6.3.2.4. Penggunaan Es dalam Box Thailand
Box Thailand es dibuka 5 menit sebelum proses dimulai dan pada saat istirahat ditutup sehingga penyusutan pada es dapat berkurang.
Susut es dalam Box Thailand
= 235.581,17 kg x 0,07% x 3 jam = 494,72 kg Kondisi sekarang
Box Thailand es sudah dibuka 1 jam sebelum proses dimulai dan pada saat istirahat juga tidak ditutup. Hal ini mengakibatkan es mudah menyusut karena suhunya kurang dingin. Es menyusut sebanyak 0,07% per jam.
6.3.2.5. Tempat Tampung Es dalam Keranjang Kontainer
Es tidak perlu ditaruh di keranjang kontainer karena jarang diambil oleh operator. Jika operator membutuhkan es, dapat mengambil sendiri di box Thailand es terdekat atau operator es yang mengambilkannya untuk operator yang membutuhkan.
Penurunan es = 3 keranjang/konveyor x 7 konveyor x 30 kg/keranjang x 3 kali x 25 hari/bulan
= 47.250 kg/bulan Kondisi sekarang
Pada tiap konveyor terdapat 3 buah keranjang kontainer berisi es yang diletakkan di bawah konveyor. Penempatan keranjang es itu bertujuan supaya operator tidak terlalu jauh untuk mengambil es. Es akan ditambah setiap 3 jam dan dilakukan 3 kali setiap harinya. Menurut pengamatan di lapangan, es dalam keranjang tersebut jarang diambil oleh operator. Hal ini mengakibatkan penggunaan es tidak efektif karena es tidak terpakai dan susut karena dibiarkan dalam keadaan terbuka.
6.3.2.6. Penggunaan Es Bumbu Btmx di Konveyor
Es yang diberikan untuk setiap baskom bumbu btmx hanya diisi 3 kg saja. Penurunan es dari 6 kg menjadi 3 kg per baskom ini berdasarkan pengamatan di lapangan bahwa es dalam baskom hanya terpakai pada bagian atas. Hal ini dikarenakan fungsinya hanyalah sebagai pendingin baskom btmx yang ada di atasnya sehingga es pada bagian bawah baskom tidak terpakai. Selain itu, ukuran baskom juga menentukan pengurangan es menjadi 3 kg tiap baskom. Menurut pengamatan di lapangan,bagian bawah baskom akan terisi secara rata oleh 3 kg es.
Jika baskom btmx diletakkan diatas baskom es ini maka es akan terpakai seluruhnya (hanya ada 1 lapisan es) dan diharapkan dengan jumlah 3 kg es ini tidak ada lagi es yang terbuang di bagian bawah baskom. Es akan ditambah setiap 3 jam dan dilakukan 3 kali setiap harinya. Pengurangan es ini tidak akan mengurangi kualitas dari bumbu btmx karena es akan selalu ditambah secara berkala. Hal ini dapat menyebabkan penurunan pemakaian es .
Jumlah operator BD = 36 orang baskom yang digunakan = 2
36 = 18 buah
Penurunan es = (6-3) kg/baskom x 3 kali/hari x 18 baskom x 25 hari/bulan
= 4.050 kg/bulan Kondisi sekarang
Satu baskom bumbu btmx digunakan oleh 2 orang operator BD. Setiap baskom diberi es sebanyak 6 kg (kapasitas baskom adalah 10 kg) yang diletakkan di bawah baskom bumbu btmx. Jadi penggunaan es dalam baskom ini hanya sebagai alas baskom bumbu btmx sehingga es yang terpakai hanyalah es pada bagian atas baskom saja. Es akan ditambah setiap 3 jam dan dilakukan 3 kali setiap harinya.
Jadi, total penurunan es yang diusulkan:
Penggunaan baskom pmx = 4.050 kg
Penempatan bumbu btmx = 10.000 kg
Penggunaan es dalam box Thailand = 494,72 kg Penggunaan tempat tampung es keranjang kontainer = 47.250 kg Penggunaan es untuk bumbu btmx di konveyor = 4.050 kg +
65.844,72 kg Penggunaan es menurut usulan sebesar
= total penggunaan es sekarang – total pengurangan es yang diusulkan
= 235.581,17 kg – 65.844,72 kg
= 169.736,45 kg
Biaya es menurut usulan = 169.736,45 kg x Rp 10,00 = Rp. 1.697.364,50 Penurunan biaya es menurut usulan = biaya es sekarang – biaya es usulan
= Rp. 2.944.764,63 – Rp. 1.697.364,50
= Rp. 1.247.400,13 Total penurunan biaya kualitas di BD:
Penurunan biaya es Rp. 1.247.400,13
Penurunan biaya gaji operator + karu Rp. 1.357.486,38 Penurunan perlengkapan kerja Rp. 25.450,00 +
Total Rp. 2.630.336,51
Jadi total penurunan biaya kualitas yang diusulkan untuk work center BD adalah 21,37% dari total biaya kualitas yang ada sekarang.
6.4. PC
Pengamatan, pengambilan data, pengolahan data, dan pembuatan usulan pada bagian PC dilakukan selama 4 hari yaitu 4-7 Mei 2005 dan 17 Mei 2005.
Untuk pengamatan, pengambilan data, pengolahan data, dan pembuatan usulan dilakukan pada tanggal 4-7 Mei 2005. Pada tanggal 17 Mei 2005 dilakukan work sampling terhadap operator sanitasi lingkungan dan operator cuci tangan.
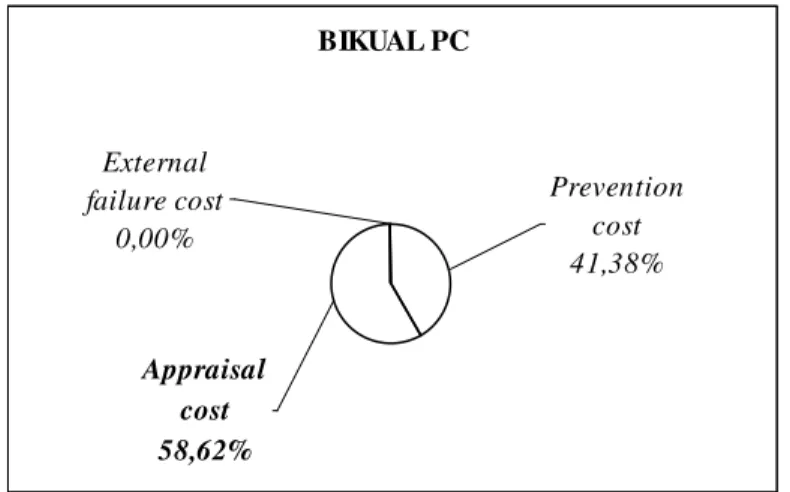
6.4.1. Analisa Biaya Kualitas PC
Berikut merupakan pie chart untuk biaya kualitas PC (data dapat dilihat pada tabel 5.2. sampai tabel 5.4).
BIKUAL PC
External failure cost
0,00%
Prevention cost 41,38%
Appraisal cost 58,62%
Gambar 6.8. Pie Chart Biaya Kualitas PC
Dapat dilihat pada diagram lingkaran di atas untuk work center PC, biaya kualitas yang terbesar ada pada appraisal cost (memiliki persentase sebesar 58,62% dari total biaya kualitas yang ada pada work center PC). Urutan selanjutnya berada pada prevention cost, yang memiliki persentase sebesar 41,38% dari total biaya kualitas yang ada pada work center PC. Untuk external failure cost tidak berdampak banyak terhadap tingginya biaya kualitas pada work center PC dikarenakan persentase external failure cost besarnya 0%. Hal ini berarti biaya kegagalan eksternal yang terjadi pada work center PC sangat rendah
bila dibandingkan dengan biaya yang lain. Perbaikan pada external failure cost tidak akan berdampak banyak terhadap penurunan biaya kualitas work center PC.
Berikut merupakan pembahasan lebih detail terhadap setiap jenis biaya yang terjadi pada work center PC.
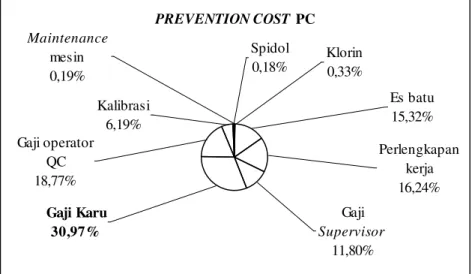
a. Prevention Cost PC
Berikut merupakan pie chart prevention cost PC (data dapat dilihat pada tabel 5.2).
PREVENTION COST PC
Gaji Karu 30,97%
Gaji operator QC 18,77%
Kalibrasi 6,19%
Spidol 0,18%
Maintenance mesin 0,19%
Klorin 0,33%
Es batu 15,32%
Perlengkapan kerja 16,24%
Gaji Supervisor
11,80%
Gambar 6.9. Pie Chart Prevention Cost PC
Pada diagram lingkaran di atas dapat dilihat berbagai jenis biaya pencegahan (prevention cost) yang terjadi pada work center PC. Di antara semua jenis biaya pencegahan yang memiliki persentase terbesar adalah biaya gaji karu (sebesar 30,97%). Persentase yang dimiliki oleh jenis biaya pencegahan yang lain sangat jauh di bawah persentase biaya gaji karu (paling tinggi 18,77%, yaitu biaya gaji operator QC yang ada di PC). Urutan selanjutnya adalah biaya perlengkapan kerja, biaya pemakaian es batu, biaya gaji supervisor, dan biaya kalibrasi. Biaya maintenance, biaya pemakaian klorin, dan biaya pemakaian spidol memiliki persentase di bawah 1%. Hal ini berarti perubahan pada biaya-biaya ini tidak akan berdampak pada prevention cost yang ada pada work center PC.
Jadi yang perlu dianalisa lebih lanjut untuk biaya pencegahan agar mendapatkan hasil yang signifikan jika diperbaiki adalah biaya gaji karu pada work center PC. Penurunan biaya kualitas yang akan terjadi setelah usulan
PC. Apabila penurunan biaya kualitas yang terjadi masih dirasakan kurang signifikan maka biaya gaji operator QC yang selanjutnya akan dianalisa secara lebih lanjut.
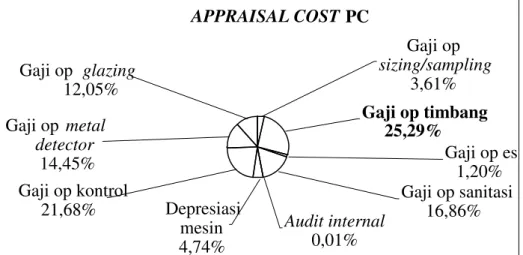
b. Appraisal Cost PC
Berikut merupakan pie chart appraisal cost PC (data dapat dilihat pada tabel 5.3).
Gambar 6.10. Pie Chart Appraisal Cost PC
Untuk appraisal cost, yang perlu dianalisa secara lebih lanjut terlebih dahulu adalah biaya gaji operator timbang yang memiliki persentase 25,29%. Di samping itu, biaya gaji operator kontrol juga memiliki persentase yang cukup besar (21,68%). Langkah menganalisa dan mencari penyebab permasalahan serta mencari solusi tingginya biaya gaji operator timbang dan kontrol dilakukan dengan harapan akan dapat mengurangi appraisal cost secara signifikan.
Sedangkan urutan selanjutnya adalah biaya gaji operator sanitasi, biaya gaji operator metal detector, biaya gaji operator glazing, biaya gaji operator sizing atau sampling, depresiasi mesin dan biaya gaji operator es. Sedangkan biaya internal audit memiliki persentase sebesar 0,01% terhadap total appraisal cost Packing. Hal ini berarti perubahan pada biaya tersebut tidak berdampak pada perubahan appraisal cost yang terjadi di Packing.
c. External Failure Cost Packing
Dalam external failure cost atau biaya kegagalan eksternal, karena hanya APPRAISAL COST PC
Gaji op metal detector
14,45%
Gaji op sizing/sampling
3,61%
Depresiasi mesin 4,74%
Audit internal 0,01%
Gaji op es 1,20%
Gaji op sanitasi 16,86%
Gaji op timbang 25,29%
Gaji op kontrol 21,68%
Gaji op glazing 12,05%
100% terhadap total biaya kegagalan eksternal. Biaya kegagalan eksternal tidak memiliki persentase terhadap total biaya kualitas yang ada pada work center Packing (persentase biaya kegagalan internal pada work center Packing sebesar 0%). Perbaikan pada biaya kegagalan eksternal ini tidak akan berdampak secara signifikan terhadap penurunan biaya kualitas work center Packing. Jadi proses analisa lebih lanjut untuk biaya kegagalan eksternal akan dilakukan jika waktu untuk biaya kegagalan eksternal akan dilakukan jika waktu masih mencukupi untuk dilakukannya analisa lebih lanjut terhadap biaya kegagalan eksternal.
Berikut merupakan tabel penyebab tingginya beberapa biaya kualitas yang ada pada PC.
Tabel 6.11. Penyebab Tingginya Biaya Kualitas PC Elemen
Biaya Kualitas
Jenis Biaya
Kualitas Penyebab Tingginya Biaya Kualitas Es Batu Harga es mahal (membeli dari pabrik lain)
Ruangan PC banyak Prevention
Cost Gaji Karu Tiap ruang memiliki karu lebih dari 1 orang Timbang merupakan proses penting
Operator banyak melakukan kegiatan lain selain tugasnya
Gaji Operator Timbang
Ruangan PC banyak Ruangan PC banyak Gaji
Operator
Kontrol PC CK dan CKR merupakan daerah high risk
Ruangan PC banyak
PC CK dan CKR merupakan daerah high risk
Gaji Operator
Sanitasi
Ada operator khusus cuci tangan Ruangan PC banyak
Ada MD yang memiliki lebih dari 1 operator
Appraisal Cost
Gaji Operator
MD Tiap produk harus melewati MD
Pada tabel 6.11., yang menyebabkan tingginya biaya gaji karu adalah jumlah ruangan PC yang banyak sehingga jumlah karu yang dibutuhkan juga banyak karena tiap ruangan membutuhkan karu.
Biaya es yang tinggi pada work center PC seluruhnya disebabkan karena
biasanya terdapat pada work center lain tidak terdapat pada PC karena berdasarkan realisasi pemakaian es perusahaan untuk work center PC sudah di bawah standar sehingga metode dan operator es pada PC sudah cukup baik.
Penyebab tingginya biaya gaji operator sanitasi PC adalah jumlah ruangan PC yang banyak. Hal ini menyebabkan jumlah operator sanitasi banyak karena tiap ruangan harus memiliki operator sanitasi sendiri-sendiri. Penyebab lain adalah adanya operator khusus untuk sanitasi lingkungan dan operator khusus untuk cuci tangan. Padahal kedua kegiatan ini bersifat insidentil atau tiba-tiba (tidak berlangsung secara kontinu) menambah tinggi biaya gaji operator sanitasi PC.
Penyebab tingginya biaya gaji operator MD adalah jumlah ruangan PC yang banyak sehingga menyebabkan jumlah alat MD banyak sehingga mempengaruhi jumlah operator MD yang diperlukan. Di samping itu, setiap produk yang dihasilkan haruslah melewati MD sehingga mengakibatkan MD sangat dibutuhkan dalam jumlah banyak.
Biaya gaji operator timbang yang tinggi disebabkan oleh jumlah ruangan PC yang banyak sehingga membutuhkan jumlah operator timbang yang banyak karena tiap ruangan memiliki operator timbang. Selain itu, operator timbang terlalu banyak melakukan kegiatan lain yang berbeda dengan uraian tugasnya, yaitu berjalan-jalan mencari keranjang tempat bahan yang telah ditimbang, mengobrol dengan operator timbang yang lainnya, dan lain sebagainya. Hal ini diketahui berdasarkan pengamatan yang dilakukan selama 2 hari.
Penyebab tingginya biaya gaji operator kontrol pada work center PC adalah jumlah ruangan PC yang banyak sehingga menyebabkan jumlah operator kontrol banyak karena tiap ruangan memiliki operator kontrol sendiri-sendiri. Di samping itu, PC CK dan PC CKR merupakan daerah high risk dalam arti pengerjaannya haruslah hati-hati karena rawan terjadi kontaminasi bakteri dan kecacatan. Proses kontrol di ruangan tersebut haruslah ketat.
6.4.2. Usulan PC
Berdasarkan perhitungan dan analisa biaya kualitas yang telah dilakukan maka didapati bahwa biaya kualitas yang besar di work center PC adalah biaya es,