Perencanaan Kapasitas
Perencanaan dan Pengendalian Produksi IE2353
Pratya Poeri Suryadhini
0
Pendahuluan
• Kapasitas adalah jumlah output (produk) maksimum yang data dihasilkan suatu fasilitas dalam selang waktu tertentu.
• Perencanaan kapasitas adalah proses menentukan tingkat kapasitas yang diperlukan untuk melakukan jadwal produksi, dibandingkan terhadap kapasitas yang tersedia dan tindakan-tindakan penyesuaian yang diperlukan terhadap tingkat kapasitas atau jadwal produksi.
• Jika terjadi kekurangan kapasitas, hasilnya berupa kekurangan pencapaian target produksi, pengiriman produk ke konsumen terlambat dan kehilangan kepercayaan sistem manajemen.
• Jika kapasitas berlebihan, mengakibatkan utilisasi sumber rendah, operasi pabrik tidak efisien, biaya tinggi dan berkurangnya margin keuntungan.
1
Pendahuluan
• Jenis perencanaan kapasitas ditinjau dari horizon waktu
perencanaan:
1. Perencanaan kapasitas jangka panjang. Kurun waktu yang
digunakan adalah 1-5 tahun ke depan. Issue-issue dalam perencaaan ini adalah:
– fasilitas yang akan dibangun – mesin yang akan dibeli – produk yang akan dibuat
Pendahuluan
2. Perencanaan kapasitas jangka menengah. Kurun waktu yang
digunakan adalah bulanan sampai dengan satu tahun ke depan. Tingkat perencanaan sudah rinci. Issue-issue dalam perencanaan ini adalah:
Pendahuluan
3. Perencanaan kapasitas jangka pendek. Kurun waktu yang digunakan adalah harian sampai satu bulan ke depan. Titik beratnya lebih pada pengendalian; sudah melihat/mengevaluasi apakah pelaksanaan sudah sesuai dengan perencanaan yang dibuat (input-output control)
– Teknik perencanaan kapasitas biasanya dibedakan atas 4 kategori sesuai dengan time horizonnya, yaitu:
1. Resource Requirement Planning jangka panjang
2. Rough Cut Capacity Planning jangka menengah
3. Capacity Requirement Planning jangka menengah
4. Input/Output Control jangka pendek
4
Pendahuluan
• Pengendalian kapasitas adalah monitoring baik work input
maupun production input untuk menjamin perencanaan
kapasitas dapat tercapai.
• Capacity Available VS Capacity Requirement:
–jika terpenuhi lanjutkan ke purchasing
–tidak terpenuhi merubah kapasitas (lembur, hiring, sub
kontrak)
merubah rencana (revisi MPS, revisi MRP)
Keberhasilan perencanaan kapasitas diukur dari;
a. Utilasasi : mengukur seberapa jauh penggunaan sumber daya.
Utilisasi = jumlah jam terpakai / jumlah jam tersedia
b. Efisiensi : mengukur seberapa jauh standar dapat terjadi.
Efisiensi = jumlah jam untuk produksi / jumlah jam terpakai
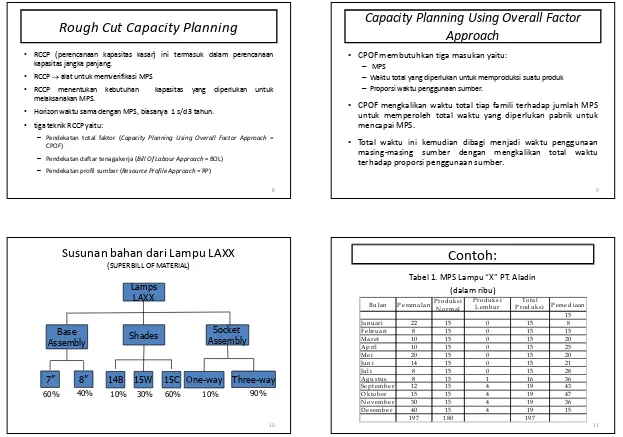
Rough Cut Capacity Planning
• RCCP (perencanaan kapasitas kasar) ini termasuk dalam perencanaan kapasitas jangka panjang.
• RCCP alat untuk memverifikasi MPS
• RCCP menentukan kebutuhan kapasitas yang diperlukan untuk melaksanakan MPS.
• Horizon waktu sama dengan MPS, biasanya 1 s/d 3 tahun. • tiga teknik RCCP yaitu:
– Pendekatan total faktor (Capacity Planning Using Overall Factor Approach= CPOF)
– Pendekatan daftar tenaga kerja (Bill Of Labour Approach= BOL)
– Pendekatan profil sumber (Resource Profile Approach= RP)
8
Capacity Planning Using Overall Factor
Approach
• CPOF membutuhkan tiga masukan yaitu:
– MPS
– Waktu total yang diperlukan untuk memproduksi suatu produk – Proporsi waktu penggunaan sumber.
• CPOF mengkalikan waktu total tiap famili terhadap jumlah MPS
untuk memperoleh total waktu yang diperlukan pabrik untuk mencapai MPS.
• Total waktu ini kemudian dibagi menjadi waktu penggunaan
masing-masing sumber dengan mengkalikan total waktu
terhadap proporsi penggunaan sumber.
9
Susunan bahan dari Lampu LAXX
(SUPER BILL OF MATERIAL)
Lamps LAXX
Shades Socket
Assembly
Contoh: Bulan Agustus (jam o rang/mesin) Perakitan L amp u 0.1
O ven 0.01
Base Fo rming 0.05 Plastic Mo ldi ng 0.02 Perakitan So ket 0.04 0.22
Total Produksit= Produksi Normalt+ Produksi Lemburt
Persediaan It= It-1+ Total produksit- Peramalant
13
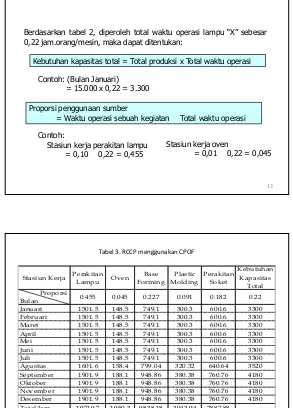
Berdasarkan tabel 2, diperoleh total waktu operasi lampu“X”sebesar 0,22 jam.orang/mesin, maka dapat ditentukan:
Kebutuhan kapasitas total = Total produksi x Total waktu operasi
Proporsi penggunaan sumber
= Waktu operasi sebuah kegiatan Total waktu operasi Contoh: (Bulan Januari)
= 15.000 x 0,22 = 3.300
Contoh:
Stasiun kerja perakitan lampu = 0,10 0,22 = 0,455
Stasiun kerja oven
= 0,01 0,22 = 0,045
14
Waktu yang diperlukan oleh sebuah stasiun kerja
= Kebutuhan kapasitas total x Proporsi penggunan sumber
Contoh: (Bulan Januari) Stasiun kerja perakitan lampu
= 3.300 x 0,455 = 1.501,5
Stasiun kerja oven
= 3.300 x 0,045 = 148,5 Stasiun kerja base forming
= 3.300 x 0,227= 749,1
Stasiun kerja plastik molding = 3.300 x 0.091 = 300,3
Stasiun kerja perakitan soket = 3.300 x 0,182 = 600,6
Tabel 3. RCCP menggunakan CPOF
15 Stasiu n Kerja P erak itan
L am p u O ven
Kebu tuhan Kapasitas
T otal Pro po rsi
Bul an 0.455 0.045 0.227 0.091 0.182 0.22
Janu ari 1501.5 148.5 749.1 300.3 600.6 3300
Februari 1501.5 148.5 749.1 300.3 600.6 3300
Maret 1501.5 148.5 749.1 300.3 600.6 3300
April 1501.5 148.5 749.1 300.3 600.6 3300
Mei 1501.5 148.5 749.1 300.3 600.6 3300
Juni 1501.5 148.5 749.1 300.3 600.6 3300
Juli 1501.5 148.5 749.1 300.3 600.6 3300
Agu stus 1601.6 158.4 799.04 320.32 640.64 3520
Septem b er 1901.9 188.1 948.86 380.38 760.76 4180
O kto b er 1901.9 188.1 948.86 380.38 760.76 4180
Novem b er 1901.9 188.1 948.86 380.38 760.76 4180
Desem ber 1901.9 188.1 948.86 380.38 760.76 4180
Bill Of Labour Approach
Jumlah kebutuhan kapasitas yang diperlukan diperoleh dengan mengkalikan waktu tiap komponen yang tercantum pada daftar tenaga kerja dengan jumlah produk dari MPS.
16 Kebutuhan kapasitas = Total produksi x waktu operasi
Contoh: (Bulan Januari) Stasiun kerja perakitan lampu
= 15.000 x 0,1 = 1.500
Tabel 4. RCCP menggunakan BOL
17 Stasiun Kerja Perakitan
Lampu Oven
Bulan 0.1 0.01 0.05 0.02 0.04 0.22
Januari 1500 150 750 300 600 3300
Februari 1500 150 750 300 600 3300
Maret 1500 150 750 300 600 3300
April 1500 150 750 300 600 3300
Mei 1500 150 750 300 600 3300
Juni 1500 150 750 300 600 3300
Juli 1500 150 750 300 600 3300
Agustus 1600 160 800 320 640 3520
September 1900 190 950 380 760 4180
Oktober 1900 190 950 380 760 4180
November 1900 190 950 380 760 4180
Desember 1900 190 950 380 760 4180
Total Jam 19700 1970 9850 3940 7880
Contoh Perhitungan untuk Produksi dua
produk
• Jika memproduksi lebih dari satu produk, waktu yang
dibutuhkan tiap bagian (departemen) harus ditentukan.
• Secara umum, jika:
– n adalah jumlah produk,
– aikadalah jumlah produk k di stasiun kerja i,
– bkjadalah jumlah produk k (MPS) pada periode j,
maka formulasi kebutuhan kapasitas stasiun kerja k pada periode j adalah:
Kebutuhan kapasitas = aikbkj untuk semua i,j
Daftar Tenaga Kerja Jadwal Induk (MPS)
Perencanaan Kapasitas Kasar (RCCP) Produk
Stasiun kerja P 1 P 2
SK 1 a11 a12
SK 2 a21 a22
Bulan
Produk M1 M2
P 1 b11 b12
P 2 b21 b22
Bulan
Stasiun kerja M1 M2 SK 1 c11 c12
SK 2 c21 c22 c11 = a11.b11 + a12.b21
c12 = a11.b12 + a12.b22 c21 = a21.b11 + a22.b21 c22 = a21.b12 + a22.b22
Contoh
Daftar Tenaga Kerja Jadwal Induk (MPS)
Perencanaan Kapasitas Kasar (RCCP)
20
Produk
Stasiun kerja P 1 P 2
SK 1 0.3 0.2
SK 2 1.0 0.7
Bulan
Produk M1 M2
P 1 100 200
P 2 300 400
Bulan
Stasiun kerja M1 M2
SK 1 90 140
SK 2 310 480
• Contoh soal tersebut memberikan gambaran umum
pemakaian rumus untuk 2 produk, 2 bulan dan 2 stasiun kerja.
• Pada contoh tersebut diperhitungkan kapasitas pada stasiun
kerja pertama, bulan pertama diperoleh dengan
mengkalikan waktu stasiun kerja 1 untuk produk 1 dan produk 2, kemudian menjumlahkan kedua perhitungan tersebut.
21
Resource Profile Approach
• Pendekatan CPOF dan BOL tidak memperhitungkan adanyalead
time. Kedua pendekatan tersebut mengasumsikan bahwa seluruh komponen dibuat bersamaan dengan perakitan.
• Merupakan teknik perencanaan kapasitas kasar yang paling rinci tetapi tidak serinci perencanaan kebutuhan kapasitas (capacity requirement planning).
22
Contoh
• PT. Aladin mempunyai waktu ancang 3 bulan.
– Bulan pertama bagian alas lampu dibuat.
– Bulan kedua alas diproses dalam oven, pembuatan soket dan renda dirakit
– kemudian dirakit pada bulan ketiga.
23
Bulan 1 Bulan 2 Bulan 3
Base forming
Oven Perakitan soket Plastic molding
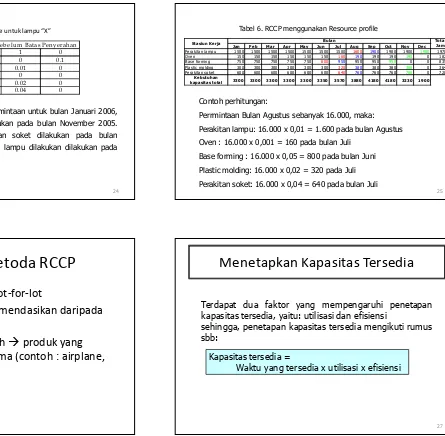
Tabel 5. Resource profile untuk lampu“X”
24
2 1 0
Perakitan L am p u 0 0 0.1
O ven 0 0.01 0
Base Fo rm ing 0.05 0 0 Plastic Mo ldi ng 0 0.02 0 Perakitan So ket 0 0.04 0
Sisa B ulan Seb elu m Batas P eny erahan D ep artemen
Berdasarkan tabel 5, bila terdapat permintaan untuk bulan Januari 2006, maka bembuatan base forming dilakukan pada bulan November 2005.
Oven, plastic molding dan perakitan soket dilakukan pada bulan
Desember 2005, sedangkan perakitan lampu dilakukan dilakukan pada bulan januari 2006.
25 Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec
Perakitan lampu 1500 1500 1500 1500 1500 1500 1500 1600 1900 1900 1900 1900 19700 Oven 150 150 150 150 150 150 160 190 190 190 190 0 1820 Base forming 750 750 750 750 750 800 950 950 950 950 0 0 8350 Plastic molding 300 300 300 300 300 300 320 380 380 380 380 0 3640 Perakitan soket 600 600 600 600 600 600 640 760 760 760 760 0 7280
Kebutuhan
kapasitas total 3300 3300 3300 3300 3300 3350 3570 3880 4180 4180 3230 1900
Stasiun Kerja Bulan Total
Jam Tabel 6. RCCP menggunakan Resource profile
Contoh perhitungan:
Perrmintaan Bulan Agustus sebanyak 16.000, maka:
Perakitan lampu: 16.000 x 0,01 = 1.600 pada bulan Agustus
Oven : 16.000 x 0,001 = 160 pada bulan Juli
Base forming : 16.000 x 0,05 = 800 pada bulan Juni
Plastic molding: 16.000 x 0,02 = 320 pada Juli
Perakitan soket: 16.000 x 0,04 = 640 pada bulan Juli
Pemilihan metoda RCCP
•
Ukuran lot diasumsikan lot-for-lot
•
Metoda BOL lebih direkomendasikan daripada
Metoda CPOF
•
Resource profile approach
produk yang
manufacture leadtime
lama (contoh : airplane,
machine tools)
Menetapkan Kapasitas Tersedia
Terdapat dua faktor yang mempengaruhi penetapan kapasitas tersedia, yaitu: utilisasi dan efisiensi
sehingga, penetapan kapasitas tersedia mengikuti rumus sbb:
Kapasitas tersedia =
28
RCCP Decisions
• Comparing capacity required to capacity available
Capacity without overtime Capacity with overtime 500
400
J F M A M J J A S O N D Month
Alternatif untuk meningkatkan kapasitas : (1) over time, (2)
subcontracting, (3) alternating routing, (4) tambah tenaga kerja Jika penambahan kapasitas tidak bisa memenuhi capacity required
Revisi MPS
Latihan
29
MPS untuk 5 periode mendatang berturut-turut adalah sebagai berikut: 50, 125, 100, 60 dan 40.
Daftar tenaga kerja produk tersebut adalah sbb: Work
Center Time/Produk
1 1.19
2 2.35
3 1.67
Kapasitas yang tersedia pada perusahaan adalah 200 menit. Waktu ancang masing-masingwork center adalah 1 bulan
Pertanyaan:
Apakah MPS yang dihasilkan dapat dilaksanakan?
Kerjakan dengan semua metode perencanaan kebutuhan kapasitas
30
Soal
Jadwal induk produksi selama tahun 2009 untuk produk Furniture Meja diberikan pada tabel di sebelah kanan.Untuk merakit satu meja, 4 buah kaki meja perlu diproses bubut, papan meja perlu di haluskan (planed), dan 4 buah lubang pada papan perlu proses bor.
Total waktu yang diperlukan masing-masing work center menyelesaikan komponen untuk 1 unit meja:
Workcenter Time Lathe 0.44 jam Plane 0.25 jam Drill 0.10 jam
Perioda sd due date
1 0
Lathe 0.44 jam Plane 0.25 jam Drill 0.10 jam
Bulan Produksi
(unit)
Tersedia 5 (lima) unit mesin bubut (lathe), 2 (dua) unit mesin penghalus (plan), dan satu buah mesin bor. Waktu kerja bengkel adalah 2 (dua) shift per hari, 5 hari kerja per minggu, dan 8 jam kerja per shift. Jam lembur ditetapkan maksimum 12 jam per minggu atau 50 jam per bulan. Selama ini rata-rata tingkat utilisasi ketiga jenis mesin tersebut adalah 95%, sedangkan tingkat efisiensinya adalah 105% untuk mesin bubut (lathe), 102% untuk mesin planar (plan), dan 112 % untuk mesin bor.
Tugas :