Informasi Dokumen
- Penulis:
- Anugerah Yudha Prasetya
- Pengajar:
- Bapak Ir. Akmal S, MT
- Bapak Ir. Hari Purwo Adi, MM
- Sekolah: Universitas Pembangunan Nasional “Veteran” Jawa Timur
- Mata Pelajaran: Teknik Industri
- Topik: Analisis Perencanaan Waktu Kapasitas Produksi Menggunakan Metode RCCP (Rought Cut Capacity Planning) di PT. Laser Jaya Sakti Gempol - Pasuruan
- Tipe: skripsi
- Tahun: 2011
- Kota: Surabaya
Ringkasan Dokumen
I. PENDAHULUAN
Bagian ini memberikan gambaran umum tentang latar belakang penelitian, perumusan masalah, batasan masalah, asumsi, tujuan, manfaat, dan sistematika penulisan. Penelitian ini bertujuan untuk menganalisis perencanaan waktu kapasitas produksi di PT. Laser Jaya Sakti dengan menggunakan metode Rough Cut Capacity Planning (RCCP). Pentingnya perencanaan kapasitas dalam industri manufaktur ditekankan, mengingat tantangan persaingan yang semakin ketat. Dengan memahami konteks ini, mahasiswa dapat mengaplikasikan teori perencanaan kapasitas dalam situasi nyata di dunia industri.
1.1. Latar Belakang
Latar belakang menjelaskan pentingnya perencanaan produksi dalam menghadapi persaingan industri yang ketat. PT. Laser Jaya Sakti dihadapkan pada tantangan untuk memenuhi permintaan produk ducting secara efisien. Penelitian ini menyoroti perlunya metode RCCP untuk memastikan kapasitas produksi sesuai dengan permintaan. Hal ini relevan bagi mahasiswa teknik industri dalam memahami bagaimana teori dapat diterapkan dalam praktik.
1.2. Perumusan Masalah
Permasalahan utama yang diangkat adalah kapasitas waktu produksi yang tersedia di setiap stasiun kerja untuk memenuhi permintaan konsumen. Pertanyaan ini menjadi fokus penelitian dan mendorong analisis mendalam mengenai efektivitas metode RCCP. Mahasiswa dapat belajar bagaimana merumuskan masalah yang relevan dan penting dalam konteks industri.
1.3. Batasan Masalah
Batasan masalah ditetapkan untuk fokus pada analisis waktu produksi menggunakan RCCP dan tidak mempertimbangkan aspek biaya atau persediaan. Ini penting untuk menjaga fokus penelitian dan memberikan pemahaman yang jelas kepada mahasiswa tentang ruang lingkup analisis yang dilakukan.
1.4. Asumsi
Asumsi yang digunakan dalam penelitian ini mencakup tidak adanya perubahan komposisi produk dan ketersediaan material. Asumsi ini penting untuk menetapkan kerangka kerja penelitian dan membantu mahasiswa memahami bagaimana asumsi dapat mempengaruhi hasil analisis.
1.5. Tujuan Penelitian
Tujuan penelitian adalah untuk menentukan kapasitas waktu produksi di setiap stasiun kerja dan merencanakan permintaan di masa mendatang. Tujuan ini memberikan arah yang jelas bagi penelitian dan relevan untuk pengembangan keterampilan analitis mahasiswa dalam perencanaan kapasitas.
1.6. Manfaat Penelitian
Manfaat penelitian diharapkan memberikan wawasan bagi penulis, perusahaan, dan universitas. Ini menunjukkan bagaimana penelitian dapat berkontribusi pada pengembangan pengetahuan dan praktik di bidang teknik industri, serta relevansi bagi mahasiswa dalam memahami aplikasi teori di dunia nyata.
1.7. Sistematika Penulisan
Sistematika penulisan menjelaskan struktur dokumen, yang membantu pembaca memahami alur penelitian. Ini juga memberikan panduan bagi mahasiswa dalam menyusun laporan penelitian yang terstruktur dan sistematis.
II. TINJAUAN PUSTAKA
Bagian ini membahas teori-teori yang mendasari penelitian, termasuk metode RCCP dan konsep perencanaan produksi. Tinjauan pustaka memberikan landasan teoritis yang kuat bagi analisis yang dilakukan dalam penelitian. Mahasiswa dapat memanfaatkan bagian ini untuk memahami literatur yang relevan dan aplikasi teoritis dalam konteks praktis.
2.1. Penghantar Udara (Ducting)
Ducting adalah sistem penting dalam pengendalian udara dalam bangunan. Desain ducting yang efisien sangat penting untuk mengoptimalkan penggunaan energi dan material. Mahasiswa dapat belajar tentang pentingnya efisiensi dalam desain sistem dan bagaimana hal ini berhubungan dengan perencanaan kapasitas.
2.2. Perencanaan Produksi
Perencanaan produksi adalah proses penting dalam manajemen yang mencakup pengorganisasian sumber daya untuk mencapai tujuan produksi. Bagian ini menjelaskan konsep dan jenis perencanaan produksi, yang memberikan mahasiswa wawasan tentang bagaimana perencanaan yang baik dapat mempengaruhi hasil produksi.
2.3. Pengukuran Kerja
Pengukuran kerja adalah metode untuk menentukan waktu yang dibutuhkan untuk menyelesaikan tugas tertentu. Ini penting dalam perencanaan kapasitas karena membantu dalam menetapkan waktu baku. Mahasiswa dapat memahami teknik pengukuran kerja dan aplikasinya dalam perencanaan produksi.
2.4. Perencanaan Kapasitas Kasar
Perencanaan kapasitas kasar (RCCP) adalah alat untuk menganalisis kapasitas pabrik berdasarkan jadwal produksi. Ini penting untuk memastikan bahwa kapasitas produksi dapat memenuhi permintaan. Mahasiswa dapat belajar bagaimana RCCP dapat digunakan untuk merencanakan dan mengendalikan produksi secara efektif.
III. METODE PENELITIAN
Metode penelitian mencakup lokasi, pengumpulan data, dan analisis data yang digunakan dalam penelitian. Penjelasan tentang metodologi memberikan mahasiswa pemahaman tentang proses penelitian yang sistematis dan pentingnya metode yang tepat dalam mencapai hasil yang valid.
3.1. Lokasi Penelitian
Lokasi penelitian adalah PT. Laser Jaya Sakti, yang merupakan perusahaan yang memproduksi ducting. Memilih lokasi yang tepat sangat penting untuk mendapatkan data yang relevan. Mahasiswa dapat memahami bagaimana pemilihan lokasi dapat mempengaruhi hasil penelitian.
3.2. Identifikasi Variabel
Identifikasi variabel penting untuk menentukan faktor-faktor yang akan dianalisis dalam penelitian. Ini membantu mahasiswa memahami bagaimana variabel dapat mempengaruhi hasil penelitian dan pentingnya pengendalian variabel dalam penelitian.
3.3. Metode Pengumpulan Data
Metode pengumpulan data mencakup teknik yang digunakan untuk mengumpulkan informasi yang diperlukan untuk analisis. Ini penting untuk memastikan bahwa data yang diperoleh akurat dan relevan. Mahasiswa dapat belajar tentang berbagai teknik pengumpulan data dan aplikasinya.
3.4. Metode Pengolahan dan Analisa Data
Metode pengolahan dan analisa data menjelaskan bagaimana data yang dikumpulkan akan dianalisis untuk mencapai kesimpulan. Ini penting untuk memastikan bahwa analisis dilakukan secara sistematis dan valid. Mahasiswa dapat memahami pentingnya analisis data yang tepat dalam penelitian.
3.5. Langkah-Langkah Pemecahan Masalah
Langkah-langkah pemecahan masalah memberikan panduan tentang bagaimana mengatasi masalah yang dihadapi dalam penelitian. Ini penting untuk membantu mahasiswa memahami proses pemecahan masalah yang sistematis dan aplikatif.
IV. ANALISA HASIL DAN PEMBAHASAN
Bagian ini menyajikan analisis data yang diperoleh dari penelitian dan membahas hasil yang dicapai. Analisis hasil dan pembahasan memberikan wawasan tentang bagaimana data dapat digunakan untuk mengambil keputusan yang tepat dalam perencanaan kapasitas.
4.1. Pengumpulan Data
Pengumpulan data mencakup berbagai informasi yang diperlukan untuk analisis, termasuk jumlah tenaga kerja dan mesin produksi. Data yang akurat sangat penting untuk analisis yang valid. Mahasiswa dapat memahami bagaimana pengumpulan data yang tepat mempengaruhi hasil penelitian.
4.2. Pengukuran Waktu Kerja
Pengukuran waktu kerja dilakukan untuk menentukan waktu yang diperlukan untuk setiap proses produksi. Ini penting untuk menetapkan waktu baku. Mahasiswa dapat belajar tentang teknik pengukuran waktu dan aplikasinya dalam perencanaan kapasitas.
4.3. Faktor Penyesuaian dan Kelonggaran
Faktor penyesuaian dan kelonggaran digunakan untuk menghitung waktu kerja yang realistis. Ini penting untuk memastikan bahwa perencanaan kapasitas mencerminkan kondisi nyata di lapangan. Mahasiswa dapat memahami bagaimana faktor-faktor ini mempengaruhi analisis waktu produksi.
4.4. Uji Keseragaman Data
Uji keseragaman data dilakukan untuk memastikan bahwa data yang diperoleh konsisten dan dapat diandalkan. Ini penting untuk validitas analisis. Mahasiswa dapat belajar tentang pentingnya uji keseragaman dalam penelitian.
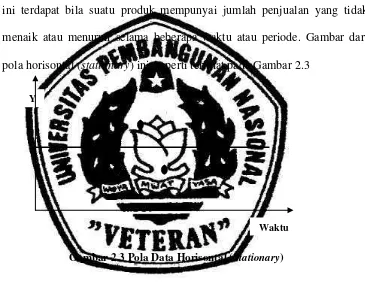
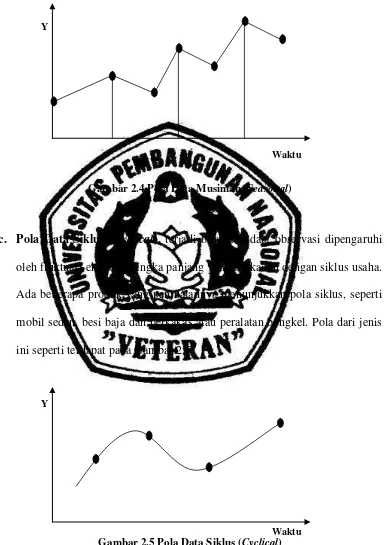
4.5. Peramalan Permintaan
Peramalan permintaan dilakukan untuk memprediksi kebutuhan produk di masa mendatang. Ini penting untuk perencanaan kapasitas yang efektif. Mahasiswa dapat memahami bagaimana peramalan dapat digunakan untuk merencanakan produksi.
4.6. Jadwal Induk Produksi
Jadwal induk produksi disusun berdasarkan hasil analisis untuk memastikan bahwa kapasitas produksi dapat memenuhi permintaan. Ini penting untuk pengendalian produksi yang efektif. Mahasiswa dapat belajar tentang pentingnya jadwal induk dalam perencanaan produksi.
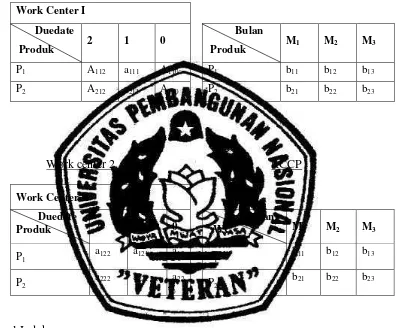
4.7. Rough Cut Capacity Planning (RCCP)
RCCP digunakan untuk menganalisis kapasitas produksi berdasarkan jadwal induk. Ini penting untuk memastikan bahwa kapasitas produksi dapat memenuhi permintaan. Mahasiswa dapat memahami bagaimana RCCP diterapkan dalam analisis kapasitas.
V. KESIMPULAN DAN SARAN
Kesimpulan merangkum hasil penelitian dan memberikan rekomendasi untuk perbaikan. Bagian ini penting untuk memberikan panduan bagi perusahaan dan mahasiswa tentang langkah-langkah yang perlu diambil untuk meningkatkan perencanaan kapasitas.
5.1. Kesimpulan
Kesimpulan menyatakan bahwa penerapan metode RCCP dapat membantu PT. Laser Jaya Sakti dalam merencanakan kapasitas produksi secara lebih efektif. Ini menunjukkan relevansi penelitian bagi praktik industri. Mahasiswa dapat belajar bagaimana menarik kesimpulan dari analisis yang dilakukan.
5.2. Saran
Saran diberikan untuk meningkatkan proses perencanaan kapasitas di perusahaan. Ini penting untuk membantu perusahaan dalam menghadapi tantangan di masa depan. Mahasiswa dapat memahami bagaimana memberikan saran yang konstruktif berdasarkan hasil penelitian.