A-16
PENGENDALIAN KUALITAS PRODUK CACAT
DENGAN PENDEKATAN KAIZEN DAN ANALISIS MASALAH DENGAN SEVEN TOOLS
Cyrilla Indri Parwati 1), Rian Mandar Sakti2)
1)2)
Jurusan Teknik Industri Institut Sains & Teknologi AKPRIND Yogyakarta E-mail : [email protected]
ABSTRAK
PT. Adi Satria Abadi (PT. ASA) merupakan perusahaan produsen sarung tangan, selalu berusaha melakukan perbaikan berkaitan dengan kualitas dan peningkatan efisiensi proses produksinya guna memenuhi kepuasan pelanggan. Usaha peningkatan kualitas produk dilakukan dengan cara mengatasi penyebab cacat pada suatu proses produksi. Peningkatan dan pengendalian kualitas produksi memerlukan komitmen untuk perbaikan yang melibatkan antara faktor manusia (motivasi) dan faktor mesin (teknologi). Pengendalian Mutu Terpadu (Total Quality Control) sebagai pendekatan manajemen modern, dalam menjalankan suatu usaha untuk memaksimumkan daya saing perusahaan melalui perbaikan secara terus-menerus (continous improvement) atas produk atau bahan baku. Kaizen adalah suatu filosofi dari Jepang, yang mempunyai arti yaitu perbaikan secara terus-menerus (berkesinambungan) . Kaizen dapat diterapkan dimana saja, baik di perusahaan kecil, menengah, maupun perusahaan besar. Selain itu kaizen juga dapat diterapkan pada bagian produk, proses produksi, mesin maupun manusianya. Alat-alat yang digunakan untuk menganalisa untuk penelitian ini adalah diagram sebab-akibat, diagram pareto, histogram, control chart.
Dari pengolahan data diketahui adanya penurunan cacat terbesar yakni pada benang (meleset, loncat, kendor) sebesar 15.4% dari 35.33% menjadi 19.93% .
Kata kunci : Kualitas, Cacat, Kaizen, Seven Tools
PENDAHULUAN
Saat ini dunia industri memegang peran penting dalam era pembangunan di Indonesia. Munculnya industri kecil dan besar baik perusahaan swasta maupun perusahaan negara akan menjadi tonggak dalam memajukan bangsa. Hanya perusahaan yang mempunyai daya saing yang tinggi yang dapat bertahan di dalam usaha meningkatkan keuntungan. Dalam dunia perindustrian, kualitas atau mutu produk dan produktivitas adalah kunci keberhasilan bagi berbagai sistem produksi. Keduanya merupakan kriteria kinerja perusahaan yang sangat penting baik bagi perusahaan yang berorientasi keuntungan. Kemampuan perusahaan menghasilkan produk barang atau jasa yang bermutu tinggi merupakan kunci bagi posisi persaingan dan prospek keberhasilan jangka panjangnya.
Peningkatan dan pengendalian kualitas produksi memerlukan komitmen untuk perbaikan yang melibatkan antara faktor manusia (motivasi) dan faktor mesin (teknologi). Pengendalian Mutu Terpadu (Total Quality Control) sebagai pendekatan manajemen modern, adalah suatu pendekatan dalam menjalankan suatu usaha untuk memaksimumkan daya saing perusahaan melalui perbaikan secara terus-menerus (continous improvement) atas produk atau bahan baku(Gasperz, V, 2001). Dalam proses produksi yang telah dilaksanakan perusahaan, kadangkala terjadi hambatan-hambatan yang menyebabkan kerusakan atau penyimpangan-penyimpangan pada produk yang dihasilkan sehingga produk tersebut tidak dapat dijual atau dipasarkan ke customer (Triawan, Sujud. 2004). Dengan demikian, untuk mengurangi penyimpangan-penyimpangan tersebut, maka perusahaan perlu mengadakan evaluasi terhadap pengendalian dan perbaikan kualitas produk yang berlangsung selama ini. Oleh karena itu dalam proses produksi perlu dilakukan evaluasi Manajemen Mutu Terpadu dengan penerapan konsep kaizen.
Berdasarkan latar belakang tersebut maka permasalahan dalam penelitian ini bagaimana pengendalian kualitas dengan menggunakan metode kaizen dan analisis masalah dengan Seven Tools, serta bertujuan untuk menghitung tingkat kualitas suatu produk dengan menggunakan konsep kaizen, dan menganalisis suatu masalah dengan menggunakan seven tools.
A-17
Motivation (motivasi), Material (bahan), Machines and Machanization (mesin dan mekanisasi), Modern Information Methods (metode informasi modern), Mounting Product Requirements (persyaratan proses produksi) (Feigenbaum, AV, 1992).
Kualitas bukan hanya mencakup produk dan jasa, tetapi juga meliputi proses, lingkungan dan manusia. Banyak pakar dan organisasi yang mencoba mendefinisikan kualitas berdasarkan sudut pandang masing-masing . Peningkatan kualitas merupakan fokus dari penelitian ini. Oleh karena itu kata “kualitas” perlu dipahami dan didefinisikan terlebih dahulu (Gasperz, V, 2001). Meskipun tidak ada definisi mengenai kualitas yang diterima secara universal, dari definisi-definisi terdapat beberapa kebersamaan, yaitu dalam elemen-elemen sebagai berikut (Tjiptono, F & Diana, A, 2001) :
a. Kualitas meliputi usaha memenuhi atau melebihi harapan pelanggan. b. Kualitas mencakup produk, jasa, manusia, proses dan lingkungan.
c. Kualitas merupakan kondisi yang selalu berubah (misalnya apa yang dianggap kurang berkualitas pada masa yang akan datang).
Atau bisa disimpulkan bahwa “kualitas merupakan suatu kondisi dinamis yang berhubungan dengan produk, jasa, manusia, proses, dan lingkungan yang memenuhi atau melebihi harapan” (Tjiptono, F & Diana, A, 2001).
METODE
Pengendalian kualitas adalah suatu sistem verifikasi dan penjagaan/ perawatan dari suatu tingkatan/ derajat kualitas produk atau proses yang dikehendaki dengan cara perencanaan yang seksama, pemakaian peralatan yang sesuai, inspeksi yang terus-menerus, serta tindakan korektif bilamana diperlukan. Dengan demikian hasil yang diperoleh dari kegiatan pengendalian kualitas ini benar-benar bisa memenuhi standar-standar yang telah direncanakan/ ditetapkan(Arini, D.W, 2004).
Kegiatan pengendalian kualitas pada dasarnya merupakan keseluruhan kumpulan aktivitas, dimana berusaha untuk mencapai kondisi “fitness for use” tidak peduli dimana aktivitas tersebut akan dilaksanakan yaitu mulai pada saat produk dirancang, diproses, sampai selesai dan didistribusikan ke konsumen. Kegiatan pengendalian kualitas antara lain akan meliputi aktivitas-aktivitas perencanaan kualitas pada saat merancang (desain) produk dan proses pembuatannya, pengendalian dalam penggunaan segala sumber material yang dipakai dalam proses produksi (incoming material control), analisa tindakan koreksi dalam kaitannya dengan cacat-cacat yang dijumpai pada produk yang dihasilkan. Parameter yang menentukan suatu produk harus mampu memenuhi konsep “fitness for use” ada dua macam yaitu parameter kualitas desain (quality of design) dan parameter kualitas kesesuaian (quality of conformance) (Wignjosoebroto,S ,2003).
Kaizen merupakan istilah dalam bahasa Jepang terhadap konsep Continous Incremental Improvement. Kai berarti perubahan dan Zen berarti baik. Kaizen berarti penyempurnaan yang berkesinambungan yang melibatkan setiap orang. Pendekatan ini hanya dapat berhasil dengan baik apabila disertai dengan usaha sumber daya manusia yang tepat. Faktor manusia merupakan dimensi yang terpenting dalam perbaikan kualitas dan produktivitas. Semangat Kaizen yang tinggi dalam perusahaan Jepang telah membuat mereka maju pesat dan unggul dalam kualitas. Kaizen pada dasarnya merupakan suatu kesatuan pandangan yang komprehensif dan terintegrasi yang bertujuan untuk melaksanakan perbaikan secara terus-menerus. Semangat Kaizen berlandaskan pada pandangan berikut (Gasperz,V , 2001) :
1. Hari ini harus lebih baik daripada kemarin, dan hari esok harus lebih baik daripada hari ini. 2. Tidak boleh ada satu hari pun yang lewat tanpa perbaikan/ peningkatan.
3. Masalah yang timbul merupakan suatu kesempatan untuk melaksanakan perbaikan/ peningkatan. 4. Menghargai adanya perbaikan/ peningkatan meskipun kecil.
5. Perbaikan/ peningkatan tidak harus memerlukan investasi yang besar.
Keberhasilan perusahaan-perusahaan Jepang dalam perbaikan kualitas dan reduksi biaya terus-menerus yang membuat mereka unggul di pasar global merupakan akibat dari penerapan filosofi kaizen (perbaikan terus-menerus) pada perusahaan (Yulianto Nur Saputro, Dwi. 2005)
A-18
Petunjuk mengulangi langkah-langkah itu seringkali dipasang ditempat kerja guna melatih karyawan untuk dapat mematuhi peraturan yang diterapkan perusahaan (Masaaki Imai, 1997).
1. Seiri (Pemilahan)
Seiri berarti memilih dan mengelompokkan barang-barang sesuai dengan jenis dan fungsinya, sehingga jelas mana yang tidak diperlukan. Situasinya yaitu semua barang dan bahan berantakkan disuatu area bercampur baur tidak menentu sehingga tidak jelas mana yang penting, diperlukan dan tidak diperlukan.
2. Seiton (Penataan)
Seiton berarti menyusun dan meletakkan bahan dan barang sesuai dengan tempatnya agar mudah ditemukan kembali atau dijangkau bila diperlukan. Situasinya yaitu semua barang diletakkan menumpukasal-asalan, disembarang tempat, atau dokumen menumpuk disatu meja atau lemari tanpa ada penyusunan yang memadai.
3. Seiso (Kebersihan)
Seiso berarti membersihkan semua fasilitas dan lingkungan kerja dari kotoran serta membuang sampah pada tempatnya. Situasinya yaitu : sampah dan kotoran yang terjadi selama aktivitas kerja dibiarkan beegitu saja atau menumpuk. Misalnya : debu, tanah, minyak, oli bekas menempel pada mesin/ peralatan kerja.
4. Seiketsu
Seiketsu berarti memelihara semua barang atau peralatan, pakaian, tempat kerja dan material lainnya tetap dalam kondisi bersih dan tertata rapi. Pemantapan ini merupakan hasil dari kegiatan pemilihan, penataan, dan kebersihan, yang dilaksanakan secara tepat dan berulang-ulang.
5. Shitsuke (Pembiasaan)
Shitsuke berarti membentuk sikap untuk memenuhi aturan-aturan dan disiplin mengenai kebersihan dan kerapian terhadap peralatan dan tempat kerja.
PEMBAHASAN
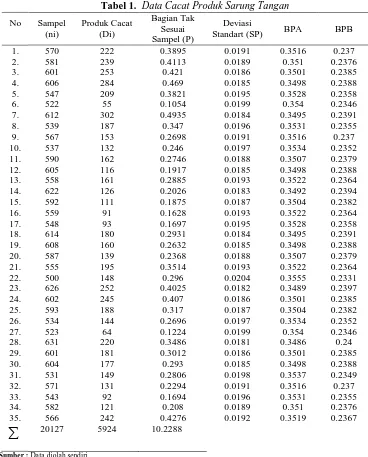
Dalam penelitian ini digunakan peta pengendali P model rata-rata karena peta pengendali P model rata-rata digunakan untuk menganalisis banyaknya produk cacat dalam satu kali produksi dengan sampel rata-rata (Arini, D.W, 2004). Tahapan dalam menganalisis jumlah produk cacat yaitu :
1. Mencari Garis Tengah untuk masing-masing sampel :
ni Di Pˆ
Misalkan : Bagian yang ditolak pada sampel 1,2, dan 3
%
3. Menghitung Standar Deviasi (
) masing-masing sampel :ni P P P
S (1 )
A-19
Tabel 1. Data Cacat Produk Sarung Tangan
No Sampel
Sumber : Data diolah sendiri
4. Menghitung Batas Pengendali Atas (BPA) dan Batas Pengendali Bawah (BPB). Batas Pengendali Atas (BPA) :
BPA =
A-20
Misalkan : BPA dan BPB pada sampel 1
237
5. Menghitung Ukuran Sampel
Berdasarkan perhitungan batas pengendali bagian tak sesuai maka dilakukan pendekatan ukuran sampel rata-rata :
n
Sehingga didapat batas pengendali pendekatan :
%
6. Menghitung rata-rata jumlah cacat dalam satu periode :
Jumlah rata-rata cacat =
7. Uji kecukupan data
Uji kecukupan data digunakan untuk menganalisis data, apakah data yang diambil sudah memenuhi syarat. Adapun syarat yang ditentukan adalah N’≤ N. Perumusan uji kecukupan data :
2
Karena N’≤ N atau 34 ≤ 35 maka pengambilan sampel pada cacat produk Sarung tangan tersebut adalah cukup.
Dalam penerapan gerakan 5-S di penelitian ini sesuai dengan konsep Kaizen yaitu dari huruf S : Seiri, Seiton, Seiso, Seiketsu, Shitsuke sebagai bagian dari manajemen visual suatu program menyeluruh. Petunjuk mengulangi langkah-langkah itu seringkali dipasang ditempat kerja guna melatih karyawan untuk dapat mematuhi peraturan yang diterapkan perusahaan (Masaaki Imai, 1997). 1. Seiri (Pemilahan)
Pelaksanaan Pemilahan, yaitu :
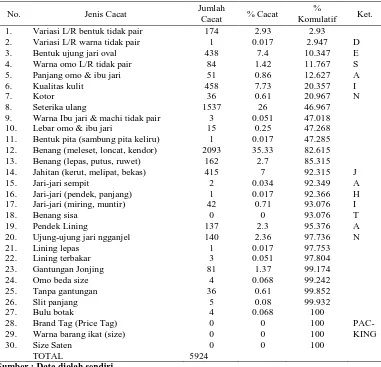
a. Memisahkan barang yang diperlukan dengan barang yang tidak diperlukan. Data jenis cacat dan prosestasenya dapat dilihat dalam Tabel 2.
A-21
Tabel 2 Data Jenis Kecacatan
No. Jenis Cacat Jumlah Cacat % Cacat Komulatif % Ket.
1. Variasi L/R bentuk tidak pair 174 2.93 2.93
D E S A I N 2. Variasi L/R warna tidak pair 1 0.017 2.947
3. Bentuk ujung jari oval 438 7.4 10.347
4. Warna omo L/R tidak pair 84 1.42 11.767
5. Panjang omo & ibu jari 51 0.86 12.627
6. Kualitas kulit 458 7.73 20.357
7. Kotor 36 0.61 20.967
8. Seterika ulang 1537 26 46.967
9. Warna Ibu jari & machi tidak pair 3 0.051 47.018
10. Lebar omo & ibu jari 15 0.25 47.268
11. Bentuk pita (sambung pita keliru) 1 0.017 47.285 12. Benang (meleset, loncat, kendor) 2093 35.33 82.615
J A H I T A N 13. Benang (lepas, putus, ruwet) 162 2.7 85.315 14. Jahitan (kerut, melipat, bekas) 415 7 92.315
15. Jari-jari sempit 2 0.034 92.349
16. Jari-jari (pendek, panjang) 1 0.017 92.366
17. Jari-jari (miring, muntir) 42 0.71 93.076
18. Benang sisa 0 0 93.076
19. Pendek Lining 137 2.3 95.376
20. Ujung-ujung jari ngganjel 140 2.36 97.736
21. Lining lepas 1 0.017 97.753
22. Lining terbakar 3 0.051 97.804
23. Gantungan Jonjing 81 1.37 99.174
24. Omo beda size 4 0.068 99.242
25. Tanpa gantungan 36 0.61 99.852
26. Slit panjang 5 0.08 99.932
27. Bulu botak 4 0.068 100
28. Brand Tag (Price Tag) 0 0 100
PAC-KING
29. Warna barang ikat (size) 0 0 100
30. Size Saten 0 0 100
TOTAL 5924
Sumber : Data diolah sendiri
A-22
b. Memisahkan dan mengelompokkan barang atau bahan menurut kepentinganya. c. Memisahkan kemudian menyimpan atau membuang barang yang tidak diperlukan. Barang-barang yang tidak diperlukan antara lain :
a. Mesin atau alat kerja yang rusak. b. Mesin atau alat yang tidak sesuai.
c. Barang-barang lain yang tidak ada hubungannya dengan pekerjaan.
2. Seiton (Penataan)
Pelaksanaan penataan/ kerapian :
a. Mengatur tata letak barang sesuai dengan : jenis atau fungsi dan tingkat kepentingan b. Menyiapkan tempat beserta fasilitasnya.
c. Meletakkan barang pada tempat yang telah ditentukan. d. Memberikan label pada barang yang telah disusun.
e. Melakukan pemeriksaan secara berkala terhadap kondisi kerapian. Langkah-langkah yang harus ditempuh menuju kerapian :
a. Peta peletakkan barang b. Tanda pengenal barang c. Tanda batas
d. Persiapan tempat e. Pengelompokkan barang
3. Seiso (Kebersihan)
Pelaksanaan kebersihan, yaitu dengan :
a. Membuang semua kotoran atau sampah pada peralatan, mesin dan tempat kerja pada tempat yang telah disediakan.
b. Menemukan sumber kotoran dan berusaha mencegah timbulnya kotoran tersebut. c. Membiasakan diri menyediakan waktu untuk membersihkan peralatan dan tempat kerja. Faktor Kebersihan :
a. Menetapkan tanggung jawab individu terhadap proses kebersihan.
b. Menyediakan fasilitas kebersihan, misalnya : tempat sampah, sapu, dan lain-lain. c. Melaksanakan kampanye kebersihan.
d. Melakukan sistem pengawasan dan pemeriksaan kebersihan. Keuntungan yang diperoleh dari pelaksanaan kebersihan : a. Lingkungan kerja menjadi aman dan nyaman. b. Kesehatan bisa terjaga.
c. Meningkatkan kualitas dari produktivitas.
d. Meningkatkan efisiensi waktu dan menekan biaya akibat kerusakan peralatan.
4. Seiketsu
Hal-hal dalam pelaksanaan pemantapan : a. Memberikan tanda benar.
b. Memberikan tanda daerah berbahaya. c. Membuat petunjuk arah.
d. Memberikan kode warna pipa. e. Menempatkan warna peringatan. f. Membuat petunjuk pemadam kebakaran. g. Menyiapkan pengamanan.
h. Menetapkan label tanggung jawab orang. i. Membuat jadwal 3-S.
Beberapa langkah dalam menuju pemantapan antara lain : a. Pemeriksaan
b. Pola tindak lanjut c. Mekanisme pantau
A-23
e. Penetuan mutu kendali 5. Shitsuke (Pembiasaan)
Langkah-langkah menuju pembiasaan : a. Kesempatan belajar bagi karyawan. b. Hubungan karyawan.
c. Teladan dari atasan. d. Penetapan target bersama.
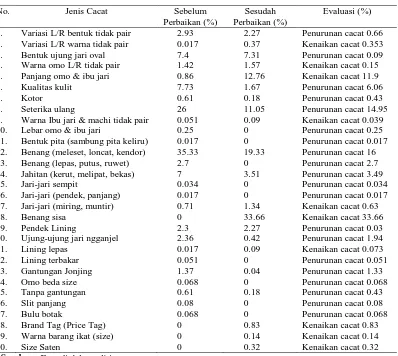
Langkah selanjutnya adalah membandingkan Prosentase Produk Cacat Sebelum & Sesudah Penelitian, sebagaimana ditunjukkan pada Tabel 3, Gambar 2 dan Gambar 3.
Tabel 3. Tabel Perbandingan Sebelum & Sesudah Penelitian
No. Jenis Cacat Sebelum
Perbaikan (%)
Sesudah Perbaikan (%)
Evaluasi (%)
1. Variasi L/R bentuk tidak pair 2.93 2.27 Penurunan cacat 0.66 2. Variasi L/R warna tidak pair 0.017 0.37 Kenaikan cacat 0.353 3. Bentuk ujung jari oval 7.4 7.31 Penurunan cacat 0.09 4. Warna omo L/R tidak pair 1.42 1.57 Kenaikan cacat 0.15 5. Panjang omo & ibu jari 0.86 12.76 Kenaikan cacat 11.9
6. Kualitas kulit 7.73 1.67 Penurunan cacat 6.06
7. Kotor 0.61 0.18 Penurunan cacat 0.43
8. Seterika ulang 26 11.05 Penurunan cacat 14.95
9. Warna Ibu jari & machi tidak pair 0.051 0.09 Kenaikan cacat 0.039 10. Lebar omo & ibu jari 0.25 0 Penurunan cacat 0.25 11. Bentuk pita (sambung pita keliru) 0.017 0 Penurunan cacat 0.017 12. Benang (meleset, loncat, kendor) 35.33 19.33 Penurunan cacat 16 13. Benang (lepas, putus, ruwet) 2.7 0 Penurunan cacat 2.7 14. Jahitan (kerut, melipat, bekas) 7 3.51 Penurunan cacat 3.49
15. Jari-jari sempit 0.034 0 Penurunan cacat 0.034
16. Jari-jari (pendek, panjang) 0.017 0 Penurunan cacat 0.017 17. Jari-jari (miring, muntir) 0.71 1.34 Kenaikan cacat 0.63
18. Benang sisa 0 33.66 Kenaikan cacat 33.66
19. Pendek Lining 2.3 2.27 Penurunan cacat 0.03
20. Ujung-ujung jari ngganjel 2.36 0.42 Penurunan cacat 1.94
21. Lining lepas 0.017 0.09 Kenaikan cacat 0.073
22. Lining terbakar 0.051 0 Penurunan cacat 0.051
23. Gantungan Jonjing 1.37 0.04 Penurunan cacat 1.33
24. Omo beda size 0.068 0 Penurunan cacat 0.068
25. Tanpa gantungan 0.61 0.18 Penurunan cacat 0.43
26. Slit panjang 0.08 0 Penurunan cacat 0.08
27. Bulu botak 0.068 0 Penurunan cacat 0.068
28. Brand Tag (Price Tag) 0 0.83 Kenaikan cacat 0.83
29. Warna barang ikat (size) 0 0.14 Kenaikan cacat 0.14
30. Size Saten 0 0.32 Kenaikan cacat 0.32
A-24
Gambar 2. Gambar Histogram Gambar 3. Diagram Pareto
KESIMPULAN
Hasil dalam penelitian adalah :
1. Jenis cacat terbanyak terdapat pada benang (meleset, loncat, kendor). Jenis cacat ini disebabkan karena pada proses pembuatan sarung tangan dan nat mempunyai ketentuan harus kecil atau tipis atau halus. Hal inilah yang membuat para pekerja banyak mengalami kesalahan.
2. Dari analisis data terjadi penurunan cacat terbesar pada Benang (meleset, loncat, kendor) dari sebesar 35.33% menjadi 19.93 % dan pada seterika ulang dari sebesar 26% menjadi 11.05% tetapi ada pula yang mengalami kenaikan cacat terbesar yaitu pada Benang sisa dari sebesar 0% menjadi 33.66%. Hal ini disebabkan cacat benang sisa langsung ditangani oleh pekerja dan tidak dimasukkan pada data jenis kecacatan.
3. Berdasarkan hasil penelitian mengenai kaizen, tingkat kualitas suatu produk sudah meningkat tetapi belum efektif karena masih ada beberapa jenis kecacatan yang naik prosentase kecacatannya.
DAFTAR PUSTAKA
Ariani, D.W, 2004, Pengendalian Kualitas Statistik, Penerbit ANDI. Yogyakarta. Feigenbaum, A.V, 1992, Kendali Mutu Terpadu, Penerbit Erlangga. Jakarta.
Gasperz, Vincent. 2001. Total Quality Manajemen. Penerbit PT Gramedia Pustaka Utama. Jakarta. Imai, Massaaki. 2001, Kaizen (Ky’zen): Kunci Sukses Jepang Dalam Persaingan. Penerbit PPM.
Jakarta.
Tjiptono, Fandy Dan Diana, Anastasia. 2001.Total Quality Manajemen Edisi Revisi. Penerbit ANDI. Yogyakarta.
Triawan, Sujud. 2004. Peningkatan Kualitas Melalui Penerapan Konsep Kaizen Pada Perusahaan Pengecoran Logam Di PT.Bakrie Tosanjaya Bekasi Jabar. Skripsi S1 ISTA Yogyakarta. Yulianto Nur Saputro, Dwi. 2005. Usulan Penerapan Pengendalian Kualitas Terpadu & Studi
Perbaikan (Kaizen). Skripsi S1 ISTA Yogyakarta.