1
FAILURE MODE AND
EFFECT ANALYSIS
(FMEA)
Disusun oleh:
Donatria Iwan Efendi G. Feri Romadhon
Rina Karlina Wirawan Sigit W.
2
DAFTAR ISI
DAFTAR ISI... 2 PENDAHULUAN ... 3 A. Latar belakang ... 3 B. Tujuan Penulisan ... 4 PEMBAHASAN ... 5A. Gambaran Umum FMEA ... 5
B. TAHAPAN FMEA ... 8
Kapan Penggunaan FMEA? ... 8
Siklus dan Prosedur FMEA... 8
Risk Priority Number (RPN) ... 12
Hal yang harus diperhatikan (Pitfalls dan Batasan) FMEA ... 18
Tools Lain Terkait FMEA ... 21
C. IMPLEMENTASI FMEA ... 22
ILUSTRASI PERUSAHAAN ... 22
SIKLUS PENDAPATAN PERUSAHAAN SECARA UMUM ... 23
RISIKO DAN TINDAKAN PREVENTIF DALAM SIKLUS PENJUALAN ... 26
TINDAKLANJUT ATAS HASIL FMEA ... 32
KESIMPULAN DAN SARAN... 39
A. Kesimpulan ... 39
B. Saran ... 39
3
BAB I
PENDAHULUAN
A. Latar belakang
Dalam menjalankan usahanya, perusahaan pasti bertujuan untuk bisa meningkatkan kualitas produk, pelayanan, serta meminimalkan biaya untuk efisiensi. Tentu saja dalam perlaksanaanya perusahaan menghadapi risiko yang akan menghambat perusahaan mencapai tujuannya. Pada umumnya, risiko adalah hal-hal yang tidak diinginkan yang dapat berupa kegagalan sistem yang mengakibatkan keterlambatan produksi, dan gagal produksi yang mengakibatkan biaya tinggi.
Untuk menanggulangi risiko-risiko yang muncul, diperlukan proses yang disebut manajemen risiko. Manajemen risiko adalah suatu pendekatan terstruktur/metodologi dalam mengelola ketidakpastian yang berkaitan dengan ancaman; suatu rangkaian aktivitas manusia termasuk: penilaian risiko, pengembangan strategi untuk mengelolanya dan mitigasi risiko dengan menggunakan pemberdayaan/pengelolaan sumber daya. Strategi yang dapat diambil antara lain adalah mengurangi kemungkinan munculnya kejadian, memindahkan risiko kepada pihak lain, menghindari risiko, mengurangi efek negatif risiko, dan membiarkan risiko terjadi dan siap untuk menanggung konsekuensinya.
Dalam makalah ini, kami akan membahas salah satu tools dalam penilaian risiko (risk assessment) yaitu Failure Mode Effect Analysis (FMEA). Metode ini dapat mengidentifikasi mode kegagalan potensial dalam sistem, subsistem atau komponen kemudian membuat skala prioritas mode kegagalan potensial dalam menentukan dan memutuskan beberapa tindakan untuk mencegah atau mengurangi kemungkinan terjadinya kegagalan tersebut.
Salah satu perbedaan FMEA dengan metode lainnya adalah metode aktif, sedangkan metode lain adalah pasif (berdasarkan atas reaksi). Metode lain akan memberikan reaksi setelah suatu kegagalan terjadi, padahal reaksi itu akan memakan banyak waktu dan sumber daya yang tidak sedikit. Di sisi lain, FMEA mencoba untuk mengestimasi masalah potensial dan
4
risikonya kemudian menetapkan tindakan untuk mengurangi atau menghilangkan risiko. Tindakan preventif ini adalah pencegahan terhadap kemungkinan yang akan terjadi di masa datang. Tentu saja penentuan tindakan pencegahan yang ada pada fase awal pengembangan memiliki biaya lebih rendah bila dibandingkan dengan reaksi setelah kegagalan muncul.
Keunggulan lain yang dimiliki oleh FMEA adalah dapat diaplikasikan pada setiap tahapan penilaian risiko (risk assessment). Menurut lampiran annex A tabel A.1, ISO 31010, FMEA memiliki predikat strongly applicable untuk setiap tahapan penilaian risiko yang meliputi identifikasi risiko, analisis risiko, dan evaluasi risiko.
B. Tujuan Penulisan
Penulisan makalah ini dilakukan dengan tujuan sebagai berikut:
1. Membantu pembaca untuk mengenal lebih dalam tentang FMEA sebagai salah satu tools analysis dalam manajemen risiko
2. Memberikan gambaran penerapan FMEA untuk risk assessment pada suatu perusahaan atau korporasi
5
BAB II
PEMBAHASAN
A. Gambaran Umum FMEA
FMEA pertama kali dikembangkan pada tahun 1949 oleh militer Amerika (US Army) yang tertuang dalam US Armed Forces Military Procedures Document MIL-P-1629 (direvisi pada tahun 1980 menjadi MIL-STD-1629A) dengan tujuan untuk menganalisa kegagalan yang dapat terjadi yang membawa dampak terhadap keberhasilan misi dan keselamatan individu. Pada awal tahun 1960, U.S. National Aeronautics and Space Administration (NASA) menggunakan varian FMEA diantaranya dalam misi Apollo, Viking, Voyager, Magellan, Galileo, dan Skylab. Industri penerbangan mulai menggunakannya secara formal pada tahun 1960-an, begitu juga halnya Society for Automotive Engineers dengan diterbitkannya ARP926 pada tahun 1967. Pada saat itu, kepedulian terhadap keselamatan penerbangan sangat tinggi sehingga sasarannya adalah mencegah terjadinya kecelakaan yang dapat membahayakan nyawa orang.
Selama tahun 1970, penggunaan FMEA dan teknik terkait lainnya telah menyebar ke industri lainnya. Pada tahun 1971, NASA menyiapkan laporan untuk U.S. Geological Survey yang merekomendasikan penggunaan FMEA untuk mengevaluasi eksplorasi petroleum lepas pantai. FMEA sebagai penerapan dari HACCP pada Apollo Space Program bergerak kearah bidang industri makanan secara umum. Pada akhir tahun 1970, Ford Motor Company memperkenalkan FMEA ke industri otomotif sebagai pertimbangan keamanan dan peraturan setelah terjadinya tragedi PINTO, yaitu kerusakan pada produk PINTO karena rusaknya tangki bahan bakar sehingga meledak ketika kendaraan mengalami tabrakan. Mereka juga menerapkan pendekatan yang sama pada sisi pemrosesan (PFMEA) untuk mempertimbangkan proses yang berpotensi menimbulkan kegagalan sebelum produk diluncurkan.
Dewasa ini, teknik FMEA yang awalnya dikembangkan oleh pihak militer mulai banyak digunakan oleh berbagai jenis industri termasuk proses semikonduktor, bahan makanan, plastik, perangkat lunak, dan perawatan kesehatan. FMEA diintegrasikan dalam proses Advanced Product Quality Planning (APQP) pada Automotive Industry Action Group's (AIAG)
6
untuk memitigasi risiko baik dalam proses pengembangan produk maupun proses. Setiap faktor penyebab yang potensial harus dipertimbangkan segala dampaknya kepada produk maupun proses dan ditetapkan tindakan untuk menangani risiko tersebut. Setelah semua tindakan dilaksanakan, risiko kembali ditinjau sehingga langkah-langkah FMEA ini merupakan sebuah siklus yang senantiasa diperbarui prosesnya untuk mencegah dan mengantisipasi terjadinya kegagalan. Toyota telah selangkah lebih maju dengan melakukan pendekatan Design Review Based on failure Mode (DRBFM). Metode ini sekarang didukung oleh American Society for Quality yang menyediakan panduan terperinci dalam penerapannya. Dengan demikian, FMEA ini telah digunakan secara luas juga dalam bidang manajemen risiko dengan istilah yang berbeda, tetapi maksud yang sama.
Teknik FMEA ditujukan untuk menyediakan pendekatan analitis untuk menelaah potensi kegagalan dan dampaknya yang terkait. Teknik/alat ini membantu untuk mengevaluasi risiko mana yang harus mendapat perhatian utama sehingga dapat ditangani untuk mencegah masalah sebelum mereka timbul. Pengembangan dari teknik ini membantu untuk meyakinkan bahwa produk akan memenuhi persyaratan yang telah ditetapkan serta memenuhi kebutuhan pelanggan. Tujuan dari FMEA ini diantaranya adalah (1) mengurangi lead time dari perubahan engineering, (2) mengurangi rework, aktivitas redesain, (3) mengurangi metode “trial error”, (4) mengurangi reject rate, dan (5) mengurangi biaya. Dengan demikian, FMEA dapat digunakan untuk:
1. Mengawal dalam pemilihan alternatif desain dengan tingkat ketergantungan yang tinggi; 2. Meyakinkan bahwa semua potensi kegagalan dari sistem dan proses beserta dampaknya
dalam keberhasilan operasional telah diperhitungkan;
3. Mengidentifikasi terjadinya human error beserta dampaknya;
4. Menyediakan dasar bagi pengujian perencanaan dan pemeliharaan sistem fisik; 5. Meningkatkan desain prosedur dan proses;
6. Menyediakan informasi kualitatif dan kuantitatif untuk teknik analisis lainnya misalnya untuk Fault Tree Analysis.
Secara umum, FMEA digolongkan ke dalam dua macam, yaitu proses FMEA dan desain FMEA. Penerapan FMEA dilakukan oleh sebuan tim yang dibentuk khusus untuk itu. Untuk
7
proses manufaktur, biasanya FMEA dilakukan untuk keseluruhan proses. Oleh karena itu, perlu diadakan pemisahan fungsi sehingga tidak terjadi kegiatan yang saling tumpang tindih. Berikut ini adalah kedua macam FMEA tersebut:
1. Design FMEA, yaitu alat yang digunakan untuk memastikan bahwa potensi kegagalan, sebab dan akibatnya telah diperhatikan terkait dengan karakteristik desain, digunakan oleh Design Responsible Engineer/ Team.
2. Process FMEA, yaitu alat yang digunakan untuk memastikan bahwa pontential failure modes, sebab dan akibatnya terlah diperhatikan terkait dengan karakteristik prosesnya, digunakan oleh Manufacturing Engineer/Team.
Selain kedua macam FMEA tersebut, terdapat juga jenis FMEA lainnya, misalnya System FMEA yang digunakan untuk analisis terhadap sistem, Service FMEA, dan Software FMEA.
Sebagai alat analisis, FMEA membutuhkan informasi mengenai elemen-elemen dalam sistem dengan cukup terperinci sehingga dapat memberikan analisis yang bermanfaat untuk menunjukkan bagaimana kegagalan dalam setiap elemen dapat terjadi. Pada Design FMEA yang terperinci elemen tersebut dapat berupa rincian dalam tingkatan komponen per jenis, sedangkan untuk tingkatan System FMEA yang lebih tinggi elemen dapat dijelaskan dalam tingkatan yang lebih tinggi. Informasi tersebut meliputi:
1. Gambaran atau diagram alir dari sistem yang dianalisis berikut komponennya atau langkah-langkah dalam suatu proses;
2. Pemahaman terhadap fungsi masing-masing langkah dari suatu proses atau komponen dalam sistem;
3. Rincian dari parameter lingkungan dan lainnya yang dapat berdampak pada operasi; 4. Pemahaman mengenai akibat atas kegagalan tertentu;
8
B. TAHAPAN FMEA
Kapan Penggunaan FMEA?
Pada intinya penggunaan FMEA adalah untuk melakukan pencegahan dan identifikasi terhadap segala jenis kegagalan desain, proses, produk atau jasa. Hal tersebut dilakukan untuk menghindarkan konsumen dari dampak yang ditimbulkan oleh kegagalan tadi. Berdasarkan hal tersebut, berikut adalah waktu-waktu yang tepat untuk menggunakan FMEA:
1. Ketika suatu proses, produk atau jasa sedang dalam perancangan atau perancangan ulang, setelah quality function deployment (QFD).
2. Ketika suatu proses, produk atau jasa yang ada diaplikasikan dalam cara yang baru.
3. Sebelum mengembangkan rencana pengendali untuk suatu proses baru atau yang dimodifikasi.
4. Ketika tujuan pengembangan telah direncanakan untuk proses, produk dan jasa yang ada. 5. Ketika menganalisa kegagalan dari suatu proses, produk dan jasa yang ada.
6. Dilakukan secara periodik selama proses, produk dan jasa masih ada dan berjalan.
Siklus dan Prosedur FMEA
Secara garis besar 6 (enam) langkah dalam siklus FMEA. Pertama adalah mengidentifikasi failure mode, menentukan apa dan seberapa besar efek yang ditimbulkan dari failure mode dan menentukan seberapa sering kemungkinan kegagalannya. Untuk setiap kegagalan tersebut seberapa baik kontrol yang dimiliki sehingga mampu menghindarkan konsumend ari kegagalan tersebut. Kemudian menentukan risk priority number (RPN) untuk menentukan prioritas terhadap setiap kegagalan. Dan langkah terakhir adalah membuat tindakan untuk mencegah kegagalan tersebut terjadi. Siklus ini akan berulang kembali.
9
Berikut adalah prosedur FMEA secara umum. Detail-detail tertentu bisa sangat berbeda tergantung dengan standar yang diterapkan tiap-tiap organisasi atau perusahaan. 1. Bentuk suatu tim yang terdiri dari beberapa orang (jumlah terbaik sekitar 4-6 orang) dengan
kompetensi dan level yang berbeda-beda terhadap suatu proses, produk atau jasa dan kebutuhan konsumen. Kompetensi yang dibutuhkan antara lain pengetahuan dalam hal: desain, manufacturing, kualitas, testing, tahan uji, pemeliharaan, pembelian (dan penyediaan), penjualan, pemasaran (dan konsumen) dan pelayanan konsumen. Bisa juga dilibatkan dalam tim tersebut pihak dari konsumen dan suppliers untuk memberi perspektif dari luar perusahaan.
2. Identifikasi “scope” dari FMEA. Apakah untuk konsep, sistem, desain, proses atau jasa? Apa yang menjadi batasannya? Seberapa detail yang diperlukan? Gunakan flowcharts untuk mengidentifikasi “scope” tersebut dan untuk memastikan setiap anggota tim memahaminya secara mendetail. (Dari sini akan digunakan kata “scope” untuk mengartikan sistem, desain, proses atau jasa yang menjadi subjek FMEA).
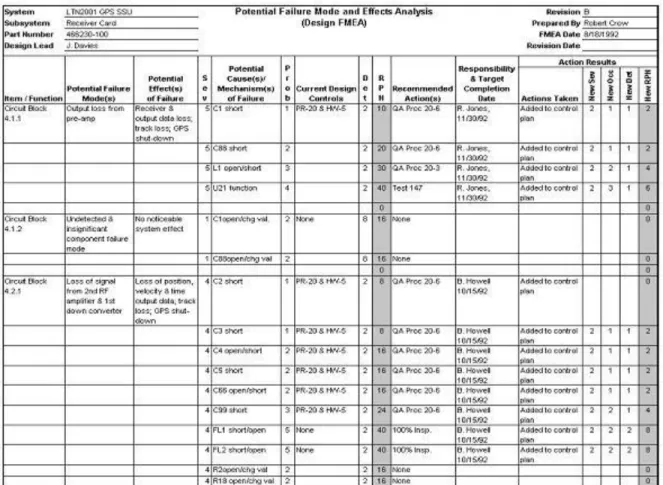
3. Masukkan informasi yang diidentifikasi pada bagian atas form FMEA. Gambar 1 menunjukkan format FMEA secara umum. Langkah selanjutnya adalah mengisi infomasi yang dibutuhkan ke dalam kolom-kolom form tersebut.
10
Gambar Form FMEA
4. Identifikasi item/pekerjaan dari suatu “scope” yaitu apa yang menjadi tujuan dari sistem, desain, proses atau jasa tersebut dan tindakan perusahan apa yang diharapkan oleh konsumen. Tulis dengan menggunakan kata kerja yang diikuti dengan kata benda. Biasanya “scope” akan di pecah kedalam langkah-langkah subsistem, item, bagian, perakitan atau proses dan mengidentifikasi setiap pekerjaannya.
5. Untuk setiap pekerjaan, identifikasi segala kegagalan yang bisa terjadi (kolom potential failure modes). Jika diperlukan, kembali ke awal dan tulis ulang setiap pekerjaan secara lebih detail untuk memastikan failure modes dapat menunjukkan kerugian yang timbul dari pekerjaan tersebut.
6. Untuk setiap failure mode, tentukan semua konsekuensi terhadap sistem, sistem yang terkait, proses, proses yang terkait, produk, jasa, konsumen dan peraturan pemerintah
11
(kolom potential effects of failure). “Apa yang akan dialami konsumen karena kegagalan ini? Apa yang terjadi ketika kegagalan timbul?”
7. Tentukan seberapa serius dampaknya untuk setiap efek kegagalanyang timbul. Masukkan ke dalam Severity rating atau S. Jika failure mode memiliki lebih dari satu efek, tulis dalam form FMEA hanya efek yang memiliki severity rating tertinggi.
8. Untuk setiap failure mode, tentukan semua yang berpotensi menjadi akar masalahnya. Gunakan bantuan alat seperti cause analysis tool dan juga pengetahuan dan pengalaman dari para anggota tim. Buat daftar semua hal yang mungkin menjadi penyebab untuk setiap failure mode dalam form FMEA.
9. Untuk setiap hal yang menjadi akar masalah, tentukan Occurance rating atau O. Dalam gambar di atas dan referensi-referensi lain ditunjukkan dengan nama Probability. Rangking tersebut mengestimasi kemungkinan terjadinya kegagalan selama masa “scope”. Dalam form FMEA, daftarlah Occurance rating untuk setiap akar masalah.
10. Untuk setiap akar masalah, identifikasi kontrol dari suatu proses saat ini. Kontrol tersebut antara lain tes, prosedur atau mekanisme yang saat ini dimiliki perusahaan untuk menghindari kegagalan. Kontrol tersebut mungkin mencegah terjadinya masalah, mengurangi kemungkinan kejadian atau mendeteksi kegagalan setelah masalah terjadi namun belum mempengaruhi konsumen.
11. Untuk setiap kontrol, tentukan Detection rating, atau D. Rating ini ini mengestimasi seberapa baik pengendalian yang ada di perusahaan mampu mendeteksi dan mencegah masalah atau failure mode setelah terjadi namun sebelum memberikan dampak terhadap konsumen. Dalam form FMEA, daftarlah Detection rating untuk setiap masalah.
12. (Optional untuk sebagian besar industri) Apakah failure mode berhubungan dengan “critical characteristics”? (Critical Characteristics adalah ukuran atau indikator yang menggambarkan keamanan atau kesesuaian dengan peraturan pemerintah dan perlu kontrol khusus). Jika ya, buat kolom dengan label “Classification” dan tulis Y atau N untuk menunjukkan apakah dipelukan kontrol khusus atau tidak. Biasanya, critical characteristics memiliki severity rating 9 atau 10 dan Occurance serta Detection diatas 3.
12
13. Hitung Risk Priority Number atau RPN, dimana RPN = S x O xD. Juga hitung Criticality dengan mengalikan Severity dengan Occurance, S x O. Dari jumlah tersebut dapat dijadikan panduan untuk menyusun peringkat kegagalan potensial.
14. Identifikasi tindakan yang direkomendasikan. Tindakan tersebut dapat berupa perubahan desain atau proses yang memilki dampak dan keterjadian yang lebih rendah. Dan kemungkinan untuk menambahkan kontrol untuk memperbaiki pendeteksian kegagalan. Juga tulis pihak yang bertanggung jawab untuk setiap tindakan yang diambil dan tenggat penyelesaian target.
15. Jika tindakan telah selesai dilaksanakan, tulislah hasil dan tanggalnya pada form FMEA. Juga nilai ulang rating terhadap S, O atau D serta tinjau ulang terhadap RPN yang telah direvisi.
Risk Priority Number (RPN)
RPN merupakan proses penting dalam penggunaan FMEA terkait pilihan tindakan yang akan dilakukan untuk mencegah terjadinya kegagalan. RPN adalah ukuran yang digunakan ketika menilai risiko untuk membantu mengidentifikasi critical failure modes yang dihubungkan dengan suatu desain atau proses. Nilai RPN berkisar dari 1 (sangat baik) hingga 1000 (sangat buruk). RPN dalam FMEA sering digunakan dalam industri otomotif dan mirip dengan yang digunakan dalam dunia militer. Gambar dibawah menunjukkan beberapa faktor yang mempengaruhi RPN dan bagaimana perhitungannya untuk setiap failure mode.
13
Sumber: http://fmea-fmeca.com/fmea-rpn.html diakses tanggal 4 Februari 2012
Severity (S)
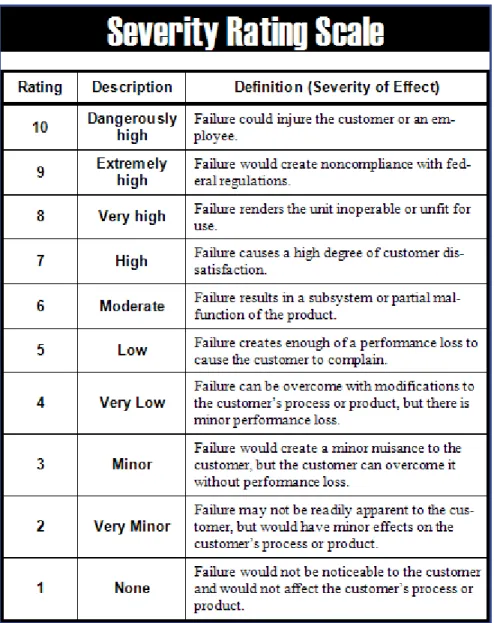
Severity adalah penomoran secara subjektif untuk mengestimasi seberapa serius/besar dampak yang akan diterima oleh konsumen atau pengguna akhir akibat dari terjadinya suatu kegagalan proses atau desain. Untuk menetapkan Severity, pertimbangkan pengaruh dari efek kegagalan yang terjadi pada konsumen, operasi hilir, atau pada pegawai yang sedang menjalankan proses. Severity biasanya di-rating pada skala 1 sampai 10, dimana 1 efek yang ditimbulkan tidak signifikan dan 10 adalah bencana.
14
Gambar contoh Rating Severity
Sumber: http://www.qualitytrainingportal.com/resources/fmea/form_46a_app4mod.htm diakses tanggal 4 Februari 2012
Occurence (O)
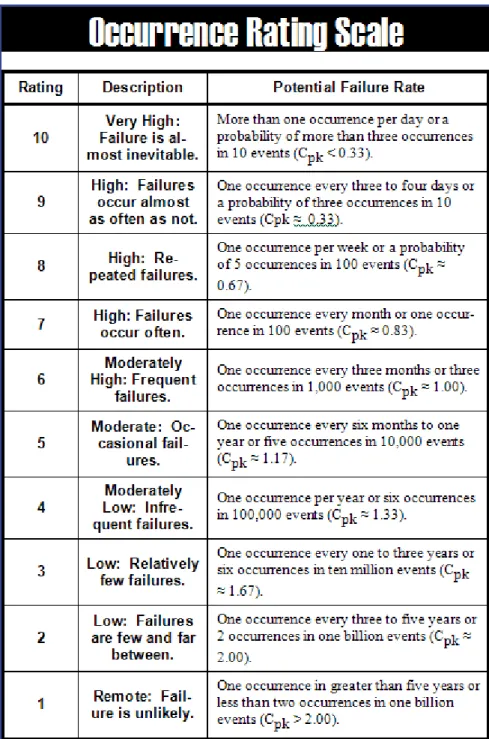
Occurence atau terkadang disebut Probability dan juga Likelihood, adalah penomoran secara subjektif untuk mengestimasi kemungkinan jumlah kejadian suatu akar masalah, yang jika terjadi akan menyebabkan failure mode dan dampak yang menyertainya. Occurence biasanya di-rating dalam skala 1 sampai 10, dimana 1 adalah tidak mungkin terjadi dan 10 adalah tidak dapat dihindari.
15
Gambar contoh Rating Occurence
16 Detection (D)
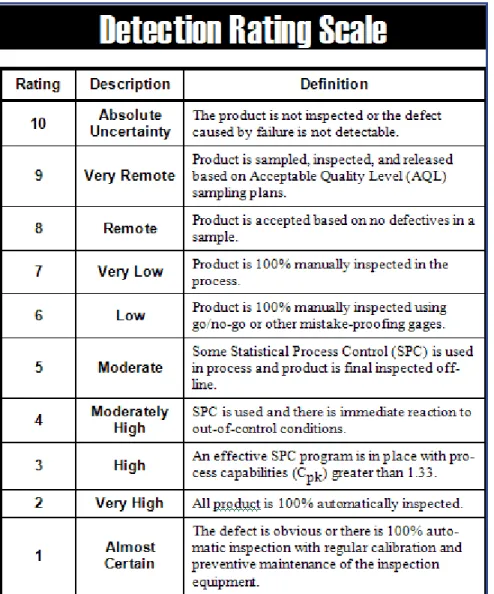
Detection yang terkadang diistilahkan dengan Effectiveness, adalah penomoran secara subjektif untuk mengestimasi keefektifan dari suatu pengendalian untuk mencegah atau mendeteksi masalah atau failure modes sebelum terjadi terhadap konsumen. Dengan asumsi bahwa masalah telah timbul. Di sisi lain, pengendalian disini bisa berhubungan dengan failure modes yakni baik sebagai penyebab maupun akibat dari failure modes itu sendiri. Detection sering di-rating dalam skala 1 sampai 10, dimana 1 berarti pengendalian tersebut secara pasti mampu mendeteksi masalah dan 10 berarti secara pasti tidak dapat mendeteksi masalah (artinya tidak ada pengendalian untuk pencegahan atau pendeteksian).
Gambar contoh Rating Detection
17 Penilaian Risiko
Hal yang harus diperhatikan ketika menggunakan nilai RPN untuk penilaian risiko adalah tidak ada nilai atau arti dalam setiap nilai dalam RPN. Meskipun memang benar bahwa nilai yang lebih besar dalam RPN biasanya mengindikasikan failure modes yang lebih penting, bukan berarti merupakan masalah sebenarnya. Sebagai contoh, terdapat 3 kasus dimana nilai RPN adalah sama, tapi jelas sekali bahwa kasus kedua memerlukan lebih banyak perhatian.
Dalam aturan umum, setiap failure mode yang memiliki efek akan menghasilkan nilai severity 9 atau 10 sebagai prioritas utama. Severity diberikan bobot paling besar ketika menilai risiko dengan RPN. Berikutnya adalah kombinasi Severity dan Occurance (S x O) akan diperhitungkan sebagai prioritas selanjutnya, karena S x O dalam suatu efek menunjukkan kritikalitas.
Sumber: http://fmea-fmeca.com/fmea-rpn.html diakses tanggal 4 Februari 2012
Dibawah ini merupakan contoh lain RPN yang menunjukkan bahwa harus adanya kehati-hatian dalam melakukan penilaian risiko dan tidak berdasarkan pada besar nilai RPN semata. Disini, failure modes dengan RPN terendah bisa sebenarnya merupakan yang paling genting. Hati-hati untuk tidak membuat “nilai ambang” untuk RPN ketika melakukan penilaian risiko, karena bisa mengantarkan tim membuat kesalahan yang mahal. Di bawah ini dapat
18
dilihat bahwa kasus nomor 1 merupakan paling genting meski memiliki nilai RPN terendah. Berikutnya adalah nomor 2 dan terakhir adalah kasus nomor 3.
Kesimpulannya adalah selalu menanggapi failure modes dengan nilai severity tinggi terlepas dari nilai RPN keseluruhan.
Sumber: http://fmea-fmeca.com/fmea-rpn.html diakses tanggal 4 Februari 2012
Hal yang harus diperhatikan (Pitfalls dan Batasan) FMEA
Dalam melaksanakan FMEA, tim harus melihat keterbatasan-keterbatasan yang ada pada proses tersebut. Ketidakpahaman akan keterbatasan tersebut akan membuat tim menjadi terjebak pada proses FMEA yang hanya bersifat paperwork dan bukan dalam bagian pengelolaan risiko. Berikut sejumlah keterbatasan dari FMEA.
Pitfall 1: Prioritizes, Doesn’t Correct
Output utama dari FMEA adalah memprioritaskan failure modes didasarkan pada hasil Risk Priority Numbers.
Sehingga tidak menghapuskan failure mode. Tambahan tindakan diluar rekomendasi FMEA mungkin diperlukan.
Pitfall 2 Only as Good as the Team
19
Jika tim lupa untuk mendaftarnya, maka suatu failure mode yang penting bisa tertinggal dalam dari daftar, sehingga menunggu untuk terjadi.
Pitfall 3 Time Consuming
Memerlukan waktu yang lama untuk mampu mengidentifikasi setiap detail dalam informasi.
Pitfall 4 Unknown Unknowns
Failure mode atau efek diluar yang pernah dialami peruhasaan dapat tak terpikirkan.
Pitfall 5 Not Customizing Rating Scales
Skala rating seharusnya bermakna bagi setiap orang di organisasi. Rating yang subjektif dapat membingungkan orang-orang di luar tim.
Skala rating yang terlalu umum/luas mungkin membuat bingun bagi suatu tim.
Manajemen tidak akan mampu membandingkan urutan RPN untuk memprioritaskan aktivitas mana yang dikerjakan diantara tim-tim.
Pitfall 6 Not Starting in the Design Stage
Semakin awal FMEA dimulai seperti pada proses desain, maka semakin baik
Design FMEA mampu menangkap kapan verifikasi desain diperlukan.
Pitfall 7 Taking on Too Large a Scope
Mengambil keseluruhan proses mungkin menjadi tugas yang menakutkan.
Membagi proses yang besar kedalam proses-proses yang dapat dikendalikan.
Pitfall 8 Not Including Operators
Petugas yang berpengalaman harus masuk dalam tim untuk menambah perspektif mereka.
Mereka sering memilki informasi yang bagus terkait failure modes dan keefektifan suatu sistem kontrol.
Mereka kemungkinan juga memiliki informasi terkait kejadian.
Pitfall 9 Not Including Customers
Konsumen, khususnya end-users, sering memiliki pandangan yang lebih baik dalam failure modes daripada personil internal.
Pitfall 10 Not Including Suppliers
Suppliers juga memberikan perspektif dari luar perusahaan kepada tim.
Dapat menghubungkan proses perusahaan dengan proses mereka.
Pitfall 11 Becoming a Full-Time Job
Terkadang penggunaan FMEA adalah sebagai alasan untuk keluar dari kerjaan rutin.
20
Pekerjaan rutin mereka tidak akan dapat diselesaikan.
Bahkan ketika FMEA telah menjadi pekerjaan “rutin”, personil tersebut akan kehilangan sentuhan dengan proses pekerjaan perusahaan sehingga FMEA akan menjadi sebatas paperwork.
Pitfall 12 Not Using Concept of a Process
Hal ini akan menyebabkan tim melupakan beberapa failure modes.
Tim harus melakukan brainstorm failure modes pada setiap orang, metode, peralatan, material, dan lingkungan.
Pitfall 13 Not Getting into the Details
Pengamatan yang dangkal pada suatu proses dapat melewatkan banyak failure modes.
Pitfall 14 Forgetting there are Internal- and External-Related Failure modes
Kebanyakan FMEA hanya berfokus pada keinginan konsumen.
Terkadang kerugian produktivitas internal, kerusakan peralatan, scrap, dan pengerjaan ulang memiliki dampak yang sangat buruk terhadap perusahaan.
Pitfall 15 Confusing Root Cause and Failure mode
Tim sering menjadikan akar masalah (root cause) sebagai failure modes.
Failure mode adalah kegagalan untuk bekerja sesuai dengan pekerjaan yang direncanakan.
Pitfall 16 Not Looking at Each Product
Templates sebenarnya bagus tapi untuk setiap produk dibuat dalam suatu proses yang tidak persis sama.
Template seharusnya digunakan sebagai titik awal dan tiap produk harus dievaluasi terkait:
Apakah failure mode ini dapat terjadi pada produk ini?
Apakah efek tersebut akan muncul?
Apakah akar permasalahannya benar?
Apakah kontrol ini dapat diterapkan?
Apakah tiga rating yang ada harus dirubah?
Pitfall 17 Assuming Detection Controls Are Better Than They Are
Beberapa kontrol tidak sebagus yang mereka anggap.
Pengulangan dan pereproduksian ulang yang tinggi.
Lakukan pengujian yang berbeda dengan apa yang kita pikirkan.
21
Pitfall 18 Assuming Detection Controls Apply When They Don’t
Suatu kontrol tidak berlaku pada semua efek dari failure mode.
Contoh: inspeksi akhir adalah kontrol yang terhadap cacat yang berdampak kepada konsumen, tapi bukan kontrol terhadap rework atau scrap.
Pitfall 19 Not Linking with Mistake-Proofing
FMEA adalah alat pemrioritas, tidak menghilangkan failure modes atau efek dengan sendirinya.
Perusahaan perlu untuk menerapkan tools lain seperti mistake-proofing untuk menghilangkan akar masalah dari failure modes, terutama yang memiliki efek besar.
Pitfall 20 Not Tying into Control Plans
Rencana kontrol memberitahu bagaimana harus bereaksi ketika muncul failure mode.
FMEA tidak akan menjadi dokumen yang “hidup” jika tidak terikat dengan rencana kontrol.
Pitfall 21 Failing to Update the FMEA
Saat failure modes potensial yang baru teridentifikasi, harus ditambahkan kedalam FMEA dan rencana kontrol yang telah dikembangkan.
Dan juga sangat perlu untuk melakukan update terhadap template FMEA.
Sumber: http://www.qualitytrainingportal.com/resources/fmea/fmea_pitfalls.htm diakses tanggal 5 Februari 2012
Tools Lain Terkait FMEA
Salah satu hal penting dalam melaksanakan FMEA adalah pengidentifikasian, baik pengidentifikasian lingkup pekerjaan yang akan dijadikan objek FMEA maupun pengidentifikasian kegagalan. Pada proses pengidentifikasian tersebut, penggunaan analysis tools yang lain perlu untuk dipertimbangkan untuk digunakan bersama-sama dengan FMEA. Berikut akan disajikan beberapa tools lain untuk memastikan FMEA dapat memberi solusi yang tepat pada setiap kegagalan yang mamapu diidentifikasi.
1. Quality Function Deployment (QFD)
Quality Function Deployment (QFD) adalah suatu metode untuk memastikan kualitas produk selama dalam masa pengembangan. Disini diartikan peursahaan akan mendengarkan suara dan menerapkan keinginan konsumen kedalam kebutuhan teknis untuk setiap tahapan pengembangan dan produksi produk.
22
Untuk mengoptimalkan hasil FMEA, QFD diterapkan ketika perusahaan dalam tahap perancangan ataupun perancangan ulang suatu produk, proses atau jasa. Setelah tahap perancangan dengan QFD selesai, kemudian FMEA akan bekerja untuk mengidentifikasi kemungkinan kegagalan yang akan terjadi terkait produk, proses atau jasa tersebut.
2. Flowcharts
Suatu jenis diagram yang menggambarkan proses/siklus dari suatu proses bisnis perusahaan. Proses tersebut digambarkan dalam bentuk bidang-bidang dalam berbagai jenis yang semuanya dihubungkan dengan tanda panah.
Flowchart dapat membantu tim dalam mengidentifikasi “scope” dari proses yang menjadi objek pengerjaan FMEA ketika dimulai. Pengidentifikasian “scope” ini menjadi penting agar selain tim lebih fokus terhadap pada tahapan mana yang harus dikerjakan juga dapat mengidentifikasi kegagalan-kegagalan lebih tepat.
3. Cause Analysis Tool
Inti dari Root Cause Analysis adalah bagaimana tim berpikir tepat, disiplin, metodologis dan fokus untuk mencari tahu akar penyebab masalah dan mampu mendefinisikan masalah dengan benar. Hal ini diperlukan agar dapat memberi solusi lebih cermat, efektif dan efisien dengan langsung mengatasi pada masalah utamanya.
Dalam FMEA, root cause analysis dapat digunakan ketika tim melakukan identifikasi akar masalah dan mode kegagalan /failure mode dari suatu proses, produk atau jasa. Pengidentifikasian akar masalah yang tepat akan berdampak pada penanganan dan kontrol yang tepat.
C. IMPLEMENTASI FMEA
ILUSTRASI PERUSAHAAN
Perusahaan PT Elektrus merupakan salah satu toko distribusi barang elektronik terbesar di Kota Ceger. Berbagai macam peralatan elektronik disediakan. Omset pertahun bisa mencapai 20 milyar rupiah yang melibatkan sekitar 10000 transaksi penjualan. Sejak berdiri sekitar 1 tahun yang lalu, PT Elektrus ini sudah memiliki sekitar 20 pelanggan tetap. Sedangkan untuk pemasok sendiri telah memiliki belasan vendor elektronik besar yang sebagian besar berada di luar kota.
23
Dari segi operasional, PT Elektrus masih menggunakan sistem konvensional. Di mana customer memesan barang dengan mengisi formulir dan melalui telepon. Selain itu, di bagian penjualan masih menggunakan sistem komisi seperti halnya pada dealer-dealer sepeda motor. Sistem informasinya pun masih menggunakan sistem informasi sederhana berupa excel dan software yang sudah tersedia secara instan di pasaran. Gudang persediaan menjadi satu dengan toko di yang terdiri dari bagian persediaan dan pengiriman. Sedang di bagian keuangan terdiri dari kasir dan bagian akuntansi.
SIKLUS PENDAPATAN PERUSAHAAN SECARA UMUM
Siklus pendapatan adalah rangkaian aktivitas bisnis dan kegiatan pemrosesan informasi terkait yang terus berulang dengan menyediakan barang dan jasa ke para pelanggan dan menagih kas sebagai pembayaran dari penjualan-penjualan tersebut. Tujuan utama dari siklus ini adalah untuk menyediakan produk yang tepat di tempat dan waktu yang tepat serta harga yang sesuai.
1. Menerima Pesanan Penjualan
Siklus pendapatan dimulai dengan penerimaan pesanan dari para pelanggan. Departeman bagian pesanan penjualan yang bertanggung jawab pada wakil direktur bagian penjualan, melakkan proses entri customer order yang mencakup 3 subproses yaitu mengambil customer order dari pelanggan, memeriksa dan menyetujui kredit pelanggan, serta memeriksa ketersediaan persediaan.
Mengambil Pesanan Pelanggan
Pesanan pelanggan dapat diterima dalam berbagai cara, melalui surat, langsung di took, telepon. Beberapa pemeriksaan dilakukan yang meliputi :
Pemeriksaan validitas rekening pelanggan dan nomor barang persediaan, dengan cara mencocokan dengan file induk pelanggan dan persediaan
Uji kelengkapan untuk memastikan bahwa semua informasi yang dibutuhkan termasuk alamat pengiriman dan penagihan untuk pelanggan telah tercantum
Uji kewajaran yang membandingkan kuantitas yang dipesan dengan pengalaman terdahulu untuk barang dan pelanggan tersebut.
24
Sewaktu pemeriksaan dilakukan, data dicatat dalam dokumen pesanan penjualan (sales order) yang biasanya berupa formulir baik fisik maupun elektronik yang berisi informasi nomor barang, jumlah, harga, dan syarat penjualan.
Persetujuan Kredit
Sebagian besar penjualan antar perusahaan dilakukan secara kredit. Penjualan secara kredit harus disetujui sebelum diproses. Hal ini dilakukan untuk menghindari adanya risiko piutang tak tertagih yang cukup besar. Biasanya yang dilakukan perusahaan adalah dengan membuat batas kredit suatu perusahaan pelanggan berdasar track recordnya pada transaksi-transaksi sebelumnya. Pemeriksaan dapat dilakukan dengan membandingkan jumlah pesanan dan saldo rekening pelanggan yang ada dengan batas kredit pelanggan tersebut. Jika pesanan terbaru tidak menyebabkan saldo rekening pelanggan melebihi batas kredit, maka pesanan tersebut diterima. Dan bila melebihi maka pesanan akan ditolak.
Memeriksa Ketersediaan Persediaan
Langkah ini menetapkan apakah tersedia cukup persediaan untuk memenuhi pesanan tersebut agar pelanggan dapat diinformasikan mengenai perkiraan tanggal pengiriman. Hal ini penting karena apanila persediaan tidak akurat, pelanggan bisa kecewa ketika terjadi penundaan tidak terduga.
Ketika persediaan cukup dan telah dipastikan, maka akan diterbitkan picking ticket/kartu pengambilan barang yang berisi daftar jenis barang, jumlah barang yang dipesan pelanggan. Picking Ticket ini memberikan otoritas bagi bagian pengawasan persediaan untuk melepaskan barang dagangan ke bagian pengiriman.
2. Menjawab Permintaan Pelanggan
Setelah proses pesanan pelanggan diperiksa, maka perusahaan memberikan jawaban atas status pesanan, apakah bisa dilaksanakan, ditunda, atau tidak bisa dipenuhi. 3. Pengiriman
Aktivitas ini memenuhi pesanan pelanggan dan mengirimkan barang dagangan yang diinginkan tersebut. Prosen ini terdiri dari 2 subproses yaitu Pengambilan dan Pengepakan Pesanan serta Pengiriman Pesanan.
25
Pengambilan dan Pengepakan pesanan
Kartu pengambilan barang yang dicetak sesuai dengan entri pesanan penjualan akan memicu proses pengambilan dan pengepakan. Para pekerja bagian gudang menggunakan kartu pengambilan barang utnuk mengidentifikasi produk mana dan jumlah setiap produk untuk mengeluarkannya dari persediaan.
Kirim Pesanan
Departemen pengiriman memeriksa serta membandingkan barang-barang dalam picking tiket dengan yang ada dalam salinan sales order kemudian mencatat jenis , nomor, dan jumlah barang yang dipaket dalam suatu dokumen yaitu packing slip. Selain packing slip, departemen pengiriman juga membuat dokumen pengiriman /Bill of lading yang berisi identitas pengirim/kurir, sumber/asal, tujuan, dan instruksi pengiriman lainnya, serta siapa yang menanggung biaya pengiriman tersebut.
Salinan dari packing slip dan bill of lading akan menyertai pengiriman, sedangkan salinan lainnya disimpan oleh departemen pengiriman untuk mengkonfirmasi pengiriman barang tersebut baik ke kurir maupun pelanggan. Sebuah salinan juga dikirim ke bagian penagihan untuk menunjukan bahwa pesanan telah dipenuhi dan telah dikirim, serta faktur penjualan harus segera dibuat.
4. Penagihan
Aktivitas ini membutuhkan informasi dari departemen pengiriman mengenai jenis dan jumlah barang yang dikirim dan dari departemen penjualan mengenai harga dan syarat. Dokumen yang dibuat untuk melakukan penagihan adalah berita faktur penjualan yang berisi mengenai jumlah yang harus dibayar dan ke mana harus membayarnya. Kemudian salinan dari faktur tersebut dikirim ke bagian akuntansi untuk meng-up date piutang usaha perusahaan. Demikian pula bila nanti ada pembayaran, maka bagian akuntansi akan mengup date kembali piutang dengan berdasar pada remittance advice.
5. Penerimaan Kas
Kasir merupakan orang yang melapor ke bendahara, menangani kiriman uang pelanggan dan menyimpannya ke bank.
Oleh karena kas dan cek dari pelanggan dapat dicuri dengan mudah, maka penting untuk melakukan langkah-langkah untuk mencegah hal itu terjadi yaitu dengan melakukan pemisahan tugas dan wewenang dan pembatasan akses dari bagian piutang usaha dan
26
kasir. Dan menggunakan faktur terbuka yaitu faktur terdiri dari 3 rangkap di mana pada saat pembayaran salinan dikirimkan kembali oleh pelanggan ke perusahaan sebagai tanda pemberitahuan bahwa pembayaran telah dilakukan. Dan salinan tersebut satu untuk bagian piutang dan satunya dikirim ke kasir.
RISIKO DAN TINDAKAN PREVENTIF DALAM SIKLUS PENJUALAN
Tiap proses dalam siklus penjualan memiliki risiko-risiko mulai dari yang paling mungkin hingga yang jarang terjadi, dari yang memiliki efek yang signifikan hingga yang berefek kecil.
1. Entri Pesanan Penjualan
a. Entri Data Pelanggan Yang Tidak lengkap dan Akurat
Risiko ini menimbulkan ketidakefisienan karena harus menghubungi kembali pelanggan dan melakukan entri lagi. Selain itu akan menimbulkan kesan negative di mata pelanggan dan berakibat pada penjualan di masa yang akan datang.
Akibat dari risiko ini dirasa sangat besar karena menyebabkan hilangnya potensi pendapatan di masa datang dan hilangnya asset berharga perusahaan yaitu pelanggan sehingga diberikan angka 6. Dari pengalaman selama operasi setahun telah terjadi kesalahan dalam entri customer order yaitu sekitar 150 kesalahan dalam setahun. Control yang ada dianggap masih belum bisa mencegah hal ini terjadi. Hanya bisa mendeteksi, oleh karena itu diberikan angka 6.
Beberapa usaha dapat dilakukan yaitu dengan pemeriksaan kelengkapan customer order, menggunakan sistem otomatis dalam mencari referensi pelanggan pada data base. Penggunaan website juga dapat ditambah dengan memberikan peringatan kepada pelanggan saat mengisi formulir order tidak tepat atau tidak lengkap.
b. Penjualan Kredit Kepada Pelanggan Yang Memiliki Track Record Buruk
Risiko Ini mungkin sering terjadi yang kemudian menyebabkan penjualan menjadi tak tertagih dan sangat merugikan perusahaan. Masalah bisa berasal dari pihak otorisasi yang salah mengambil kebijakan dan perhitungan. Penerapan model komisi pada staf penjualan juga seringkali menjadi penyebab hal ini sering terjadi.
27
Risiko ini memberikan dampak yang cukup mengkhawatirkan dikarenakan pemberian kredit secara gegabah akan meningkatkan risiko piutang tak tertagih. Bila pun dapat tertagih, itu akan memakan waktu yang lama, di mana akan timbul opportunity cost yang semakin besar dan memakan biaya penagihan yang lumayan maka diberikan nilai 5. Berdasarkan pengalaman tahun lalu, maka tingkat kemungkinannya diperkirakan sekitar 50 transaksi dengan nilai sedang. Sehingga diberikan nilai 4. Control yang ada pada perusahaan hanya berfungsi sebagai deteksi yaitu pada saat pembuatan faktur penjualan di mana bagian penagihan mencocokan jumlah tagihan dengan saldo dan batas kredit pelanggan.
Mensyaratkan otorisasi yang benar harus diterapkan dengan terlebih dahulu menetapkan batas kredit untuk setiap pelanggan. Untuk pelanggan baru atau pelanggan lama yang meminta untuk menambah batas kredit dapat diteruskan kepada manajer penjualan. Sistem komisi dihapuskan.
c. Kekurangan persediaan, Biaya Penggudangan dan Pengurangan Harga
Kekurangan persediaan kadang kala berdampak serius terutama pada bisnis dengan tingkat persaingan yang tinggi. Karena bila persediaan tidak memenuhi pesanan pelanggan, pelanggan cenderung akan berpaling pada penjual lainnya. Namun persediaan yang terlalu banyak juga akan meningkatkan biaya penggudangan dan risiko barang rusak, serta bila terpaksa diskon/pengurangan harga akan dilakukan untuk menarik pelanggan lebih banyak dan menghabiskan persediaan sebelum persediaan ketinggalan mode.
Efek yang diberikan dari risiko ini dirasa cukup besar sehingga diberikan nilai 6. Untuk kemungkinan terjadi dirasa cukup sering. Hal ini dikarenakan sebagian besar pemasok berada di luar kota dan untuk beberapa barang-barang tertentu, PT elektrus tidak menyediakan di gudang namun harus memesan dulu. Selain itu, petugas bagian gudang belum melakukan perhitungan menggunakan EOQ dan analisis tren permintaan. Sehingga diberikan nilai 5. Sedangkan belum adanya pengendalian yang baik untuk mencegah maka diberikan nilai 5 untuk detective.
Beberapa tindakan dapat dilakukan yaitu dengan menggunakan metode persediaan perpetual, perhitungan persediaan secara periodik, serta mengawasi kinerja pemasok, seperti mutu barang, dan ketepatan waktu pengiriman.
28 2. Pengiriman
a. Kesalahan Pengiriman
Mengirimkan barang yang salah atau jumlah yang salah serta lokasi yang salah adalah kesalahan serius karena kesalahan tersebut dapat secara signifikan mengurangi kepuasan pelanggan dan penjualan di masa mendatang. Kesalahan ini juga akan menimbulkan kerugian asset bila pihak yang menerima barang salah kirim tersebut tidak mau mengembalikan atan membayarnya.
Melihat dampak yang ditimbulkan, nilai 6 pantas diberikan untuk severity impact dari risiko ini. Risiko ini bisa berdiri sendiri, namun bisa juga berhubungan atau kelanjutan dari risiko lainnya seperti kesalahan entri customer order. Tingkat probabilitinya dinilai lebih rendah yaitu 5. Karena telah melewati berbagai subsiklus di mana konfirmasi melalui dokumen sudah dilakukan berlapis.
b. Pencurian Persediaan
Kerugian pencurian persediaan bisa sangat besar nilainya, selain merugikan dari sisi berkurangnya asset, pencurian ini juga membuat database persediaan menjadi tidak valid yang dapat mengakibatkan masalah-masalah dalam pemenuhan pesanan pelanggan.
Kejadian pencurian persediaan terjadi hanya pada persediaan-persediaan yang kecil dan tidak terlalu sering terjadi. Kejadian ini sering kali diketahui pada saat akhir tahun, atau tengah tahun pada saat pengecekan persediaan secara berkala. Oleh karena itu diberikan nilai untuk severity 5, probabilitas 4, dan tingkat deteksi 7.
Beberapa tindakan dapat dilakukan untuk mengurangi risiko ini antara lain dengan penyimpanan persediaan pada tempat yang aman dan membatasi akses masuk secara fisik. Semua transfer persediaan di dalam perusahaan harus didokumentasikan. Persediaan harus diberikan kepada bagian pengiriman hanya jika terdapat pesanan penjualan yang telah disetujui. Jumlah persediaan yang dicatat harus secara periodic direkonsiliasi dengan jumlah persediaan secara fisik yang dimiliki, dan para pegawai yang bertanggung jawab atas penyimpanan persediaan harus diberikan tanggung jawab atas kekurangan apapun.
29 3. Penagihan Dan Piutang Usaha
a. Kegagalan Menagih Pelanggan
Kegagalan untuk menagih pelanggan atas barang-barang yang sudah dikirim mengakibatkan kerugian asset dan kesalahan dalam data penjualan, persediaan serta piutang usaha. Risiko juga merupakan kelanjutan atau dipengaruhi risiko-risiko lainnya seperti kesalahan penetapan batas kredit pelanggan, maupun dari kesalahan entri sale order. Efek yang diberikan oleh risiko ini dinilai tidak begitu signifikan karena penjualan yang susah ditagih biasanya adalah penjualan-penjualan kecil dan kepada pembeli yang bukan merupakan pelanggan tetap dan tingkat keterjadiannya pun tidak begitu sering. Tingkat deteksi dari prosedur yang ada masih dinilai rendah. Sehingga risiko ini diberikan nilai severity 5, occurance 5, dan tingkat deteksi sebesar 6.
Pemisahan fungsi pengiriman dan penagihan dapat mengurangi ancaman ini. Jika tidak pegawai yang melakukan kedua fungsi ini dapat mengirimkan barang ke teman-temannya tanpa melakukan penagihan. Pesanan penjualan, kartu pengambilan barang, slip pengepakan, dan faktur penjualan harus secara berurutan diberi nomor dan kemudian secara periodik dipertanggungjawabkan. Bila ada yang tidak sesuai, tindakan perlu dilakukan.
b. Kesalahan Dalam Penagihan
Kesalahan dalam penagihan seperti kesalahan memberikan harga dan menagih pelanggan untuk barang-barang yang tidak dikirim atau dipesan, dapat menyebabkan potensi risiko lainnya. Mulai dari ke-ilfeel-an pelanggan bila kelebihan atau salah tagih, hingga kerugian asset jika kurang dalam menagih.
Kesalahan penagihan ini sangant significan impactnya pada penjualan di masa depan, kepercayaan pelanggan, dan keuntungan dari PT Elektrus. Meskipun mudah untuk dideteksi dan diperbaiki, namun perbaikan faktur bukanlan hal yang baik bagi pelanggan. Kesalahan-kesalahan seperti kesalahan mencantumkan nama barang, jumlah barang, harga yang dikenakan, hingga nama pelanggan sangat sering terjadi meskipun hanya kesalahan-kesalahan kecil. Untuk risiko ini diberikan nilai severity 6, occurance 6, dan deteksi 5.
Kesalahan memberikan harga dapat dihindari dengan cara memerintahkan computer menarik data yang tepat dari file induk persediaan. Kesalahan dalam jumlah
30
barang yang dikirim dapat diketahui dengan merekonsiliasi jumlah dalam packing slip dengan jumlah dalam pesanan penjualan.
4. Penagihan Kas
Pencurian kas bila kita amati merupakan risiko yang paling mudah dan dan sering terjadi terutama pada perusahaan-perusahaan kecil.
Risiko ini sangat sering terjadi. Hal ini dikarenakan banyaknya modus yang dapat dilakukan oleh pelaku. Efeknya pun sangat merugikan perusahaan. Ditambah sulitnya mendeteksi adanya pencurian kas ini. Seringkali risiko ini melibatkan sindikat baik internal maupun ekstenal. Untuk itu diberikan nilai severity sebesar 6, occurance 6, deteksi 6.
Pemisahan tugas adalah pengendalian yang paling efektif untuk mengurangi pencurian. Para petugas yang memiliki akses langsung secara fisik ke kas seharusnya tidak memiliki akses atau otoritas untuk mencatat atau mengotorisasi transasksi apapun yang melibatkan penerimaan kas. Pemisahan tugas minimal memuat :
1. Menangani kas atau cek serta memasukan data kiriman ke rekening pelanggan. Hal ini untuk menghindari penggelapan tutup lubang gali lubang.
2. Menangani kas atau cek dan mengotorisasi nota kredit. Seseorang yang melakukan kedua tugas tersebut dapat menutupi pencurian kas dengan cara membuat nota kredit yang sama jumlahnya.
3. Membuat nota kredit dan memelihari rekening pelanggan. Seorang yang melakukan kedua tugas ini dapat menghapus jumlah piutang pada rekening koleganya.
Apabila pembayaran dari pelanggan langsung harus diproses secara internal, dokumentasi yang baik atas kiriman uang adalah hal yang penting karena risiko kehilangan paling besar pada saat penerimaan pertama. Jadi daftar semua cek yang diterima harus dipersiapkan segera setelah membuka surat. Cek-cek tersebut juga harus disahkan secara terbatas pada waktu tersebut. Guna meminimalkan risiko penyalahgunaan kas atau cek yang diterima maka harus ada dua orang yang membuka semua surat yang masuk.
31
Pemisahan fungsi pencatatan dan penyimpanan berikut ini memberikan pengendalian tambahan. Hanya data kiriman uang yang dikirim ke departemen piutang usaha dengan pembayaran pelanggan yang telah dikirim ke kasir. Seharusnya kredit total piutang usaha yang dicatat oleh departemen akuntansi sama dengan debit kas yang ada di kasir.
Semua kiriman uang pelanggan harus disimpan, utuh, ke bank tiap hari. Penyimpanan harian ini mengurangi risiko pencurian kas secara fisik. Dan harus ada rekonsiliasi bank secara periodic. Pegawai yang melakukan rekonsiliasi ini harus independen dari semua aktivitas yang melibatkan penanganan dan pencatatan penerimaan kas untuk mencegah manipulasi laporan bank untuk menutupi pencurian uang.
32
Perusahaan biasanya memiliki tim khusus baik itu dari bagian operasional, manajemen, maupun kombinasi keduanya. Yang diutamakan dari tim ini adalah bahwa mereka mengetahui keseluruhan proses bisnis dari perusahaan. Sebagai contoh adalah pada kasus PT Elektrus, di mana tim RA akan menganalisi siklus penjualan yang dilakukan pada PT Elektrus. Maka rincian proses dari siklus penjualan harus dipahami. Dari contoh di atas diketahui bahwa siklus penjualan PT Elektrus terdiri dari proses sales order yang dilanjutkan pada tahap pengiriman, penagihan, dan penerimaan pembayaran. Dari situ, risiko-risiko kegagalan diidentifikasi Namun perlu ditekankan bahwa pengidentifikasian risiko-risiko yang ada ini bersifat sangat kualitatif dan subyektif yang didasari oleh pemahaman Tim analis terhadap proses bisnis terutama siklus penjualan yang diterapkan. Oleh karena itu kerjasama tim dalam analis ini sangat diperlukan untuk saling menyatukan identifikasinya sehingga risiko-risiko yang akan dianalisis tidak ada yang terlewat dan relevan.
Dari 4 proses yang ada telah diidentifikasi 8 risiko kegagalan. 8 kegagalan ini merupakan risiko-risiko yang dianggap paling signifikan sehingga perlu dilakukan analisis lebih lanjut. Dari kedelapan risiko ini diidentifikasi penyebab-penyebab utamanya . Identifikasi ini dapat dilakukan dengan fish bone maupun dengan metode lain seperti brainstorming. Kedelapan risiko ini kemudian diperkirakan dampak yang timbul bila risiko-risiko tersebut benar-benar terjadi. Dampak dari masing-masing risiko bisa lebih dari satu. Meskipun awalnya bersifat kualitatif, namun untuk melakukan pengukuran perlu dikuantitatifkan. Perkiraan tersebut kemudian dikuantitaifkan dengan angka 1-10, 1 untuk dampak yang ringan 10 untuk yang terbesar, yang kemudian dimasukan ke dalam kolom severity. Standar pemberian nilai ini bersifat fleksibel tergantung perusahaan pemakai. Bisa hanya karena perkiraan dampaknya, atau ditambah berdasar penyebabnya, kesalahan proses, prosedur, atau kesalahan kebijakan, atau berdasarkan kemampuan perusahaan mengatasinya.
Setelah mengidentifikasi dan menilai dampak yang akan timbul dari kedelapan risiko, maka perlu ada pengukuran tingkat keterjadian atau kemungkinan risiko-risiko tersebut. Pengukuran ini bisa didasarkan pada analisis pengalaman yang lalu maupun dengan menggunakan perhitungan analisis regresi sederhana untuk memperkirakan kemungkinan terjadi di masa mendatang. Angka yang diperkenankan yaitu 1-10. 1 untuk sangat jarang terjadi dan 10 untuk sangat sering. Ini bisa menggunakan angka kejadian per sekian transaksi atau kejadian per rentang waktu. Hal ini sesuai dengan perusahaan. Namun bila menurut ISO pengukuran berdasarkan per transaksi seperti yang ada di table. Keterjadian risiko-risiko pada PT Elektrus ini relative tinggi. Hal ini dikarenakan perusahaan yang masih baru sehingga masih banyak kelemahan di sana sini, banyaknya transaksi, hingga sistem yang sebagian besar masih konvensional. Angka hasil pengukuran perkiraan keterjadian dicantumkan pada kolom Occurance.
Langkah selanjutnya adalah mengidentifikasi internal control yang telah diterapkan perusahaan terkait dengan risiko-risiko yang sedang dianalisis. Dari situ kemudian diukur apakah internal control yang ada sudah mampu mencegah atau hanya mampu mendeteksi.
33
Penilaian angka diberikan antara 1-10 dengan 1 untuk internal contro yang sangat baik dan 10 untuk internal control yang sangat buruk yang kemudian dicantumkan dalam table Detective.
Langkah berikutnya adalah menghitung nilai Risk Priority Number (RPN) yaitu dengan mengalikan nilai severity, occurance, dan detective untuk masing-masing risiko. Dari table FMEA PT Elektrus diketahui bahwa risiko pesanan pelanggan tidak akurat memiliki angka tertinggi yaitu 216. Hal ini menandakan bahwa risiko ini merupakan risiko yang prioritas untuk ditanggapi karena sangat significan dalam mempengaruhi kinerja PT Elektrus.
Dari sekian banyak risiko yang dianalisis, kita dapat menyusunnya berdasarkan angka RPN nya. Dan kemudian PT Elektrus memutuskan bahwa 4 risiko teratas merupakan risiko-risiko yang menjadi prioritas untuk ditanggap dan dilakukan tindakan perbaikan dan control yang lebih baik. Sedangkan lainnya bukan berarti tidak signifikan, namun penanganannya akan dilakukan setelah penanganan 4 risiko teratas.
Standar penetapan prioritas risiko untuk masing-masing perusahaan berbeda. Tergantung Tim RA yang melakukan analisis. Ada yang menggunakan rangkin 4 teratas ada yang menggunakan angka persentas, missal untuk angka RPN yang lebih dari 10%, dll.
Setelah diketahui risiko-risiko yangtimbul dan tingkat signifikansinya, maka langkah berikutnya adalah melakukakan analisi tindakan perbaikan dan control yang tepat untuk menanggapi Risiko-risiko tersebut. Hal ini sangat berifat subjektif dan kualitatif, bergantung pada pengetahuan dari para anggoita Tim Risk Analysis
TINDAKLANJUT ATAS HASIL FMEA
FMEA yang telah dilakukan merupakan salah satu tools dalam menilai dan menganalisis risiko yang ada pada proses bisnis suatu perusahaan. Dari hasil perhitungan FMEA, perusahaan dapat menilai mana risiko yang menjadi prioritas untuk diambil tindakan. Meskipun FMEA dan tindakan atas risiko telah dilakukan, risiko pasti akan selalu ada, baik itu dengan tingkat risiko yang lebih kecil, maupun timbulnya risiko baru yang mungkin membutuhkan tindakan yang berbeda. Sehingga FMEA ini harus dilakukan secara berkala, untuk mengetahui hasil dari implementasi tindakan yang direkomendasikan atas risiko-risiko yang ada sebelumnya, apakah sudah sesuai harapan atau masih membutuhkan tindakan yang lebih jauh, serta untuk mengetahui dan menganalisis kemungkinan adanya risiko-risiko baru yang mungkin mengancam operasional perusahaan dan mencari tindakan-tindakan control yang memungkinkan untuk mengatasi atau paling tidak meminimalisir risiko tersebut.
34
Tahap Siklus
Potensial Failure Mode
Potensial
Failure Effect SEV Potensial Cause OCC Current Control DET RPN Action
New SEV New OCC New Det New RPN Sale Order Pesanan Pelanggan Tidak Lengkap/Akurat Menyebabkan ketidakefisienan dan kehilangan pelanggan 6 kurangnya ketelitian petugas entri maupun pemeriksa 6 menggunakan dua petugas, satu sebagai pengentri, satu sebagai pemeriksa 6 216 penggunaan aplikasi otomatis untuk meneliti kelengkapan pesanan pelanggan. Sistem dapat berupa aplikasi berbasis web yang menggunakan field chek, maupun close loop yang bisa meminimalkan kesalahan entri karena adanya early warning klo terdapat kesalahan 6 4 5 120 Penjualan Kredit Ke Pelanggan Dengan Track Record Buruk piutang tak tertagih, kerugian asset 5 kurangnya ketelitian petugas entri maupun pemeriksa, adanya petugas yang nakal dikarenakan sistem komisi 5 untuk pemesanan jumlah di atas Rp 1.000.000.000,- divalidasi oleh manajer penjualan langsung 5 125 menghapuskan sistem komisi pada saat penjualan. Mengintegrasikan bagian penjualan dan bagian kredit sehingga konfirmasi bisa lebih
cepat dan akurat. 5 3 4 60 Keterlambatan pengiriman persediaan oleh supplier Hilangnya peluang penjualan, pelanggan, 6 kurangnya koordinasi antara penjualan dan gudang kesalahan penghitungan petugas 5 6 180 melakukan review terhadap performance dari supplier dilihat dari ketepatan waktu pengiriman dan
35 Pengiriman Kesalahan Pengiriman, jenis, jumlah, alamat kerugian asset, kehilangan pelanggan 6 kurangnya koordinasi (internal control, dan kesalahan
entri pada sistem 4
menggunakan dokumen-dokumen penjualan sale order, picking ticket, packing slip, dan bill of lading untuk konfirmasi antar departemen 4 96 penggunaan aplikasi otomatis yang terintegrasi untuk meminimalkan kesalahan dalam entri
data. 6 4 4 96 Pencurian Persediaan kerugian assett dan ketidakvalidan database persediaan 6 internal control berupa akses yang kurang dibatasi, serta tidak adanya pemisahan fungsi 4 gudang dijaga oleh 2 petugas dan setiap kegiatan menggunakan dokumen-dokumen penjualan 4 96 pembatasan akses masuk ke gudang. Serta pengecekan secara periodik. 6 4 4 96 Penagihan/ Piutang Usaha Kegagalan Menagih
Pelanggan kerugian asset 5
validasi kredit yang lemah 4 6 120 pemisahan fungsi pengiriman dan penagihan 5 4 6 120 Kesalahan Dalam penagihan kerugian asset hingga kesan negative pada pelanggan 6 kurangnya koordinasi dan ketidaktelitian petugas 4 penggunaan dokumen-dokumen penjualan sebagai konfirmasi 6 144 memperbaiki sistem pemesanan di perusahaan 6 3 5 90 Penerimaan
Kas/Pembayaran Pencurian Kas
kerugian assett dan ketidakvalidan database persediaan 6 belum adanya pembatasan akses pada sistem pencatatan 4 rolling pegawai antara kasir, bagaian akuntansi, bendahara 4 96 pemisahan fungsi bagian pencatatan dengan bagian akses
36
Effect
SEVERITY of Effect
Ranking
Catastrophic Resource not available / Problem
unknown
10
Extreme Resource not available / Problem
known and cannot be controlled
9
Very High Resource not available / Problem
known and can be controlled
8
High Resource Available / Major
violation of policies
7
Moderate Resource Available / Major
violations of process
6
Low Resource Available / Major
violations of procedures
5
Very Low Resource Available / Minor
violations of policies
4
Minor Resource Available / Minor
violations of process
3
Very Minor Resource Available / Minor
violations of procedures
2
None No effect
1
PROBABILITY of Failure
Failure
Prob
Ranking
Very High: Failure is almost inevitable
>1 in 2
10
1 in 3
9
High: Repeated failures 1 in 8
8
1 in 20
7
Moderate: Occasional failures
1 in 80
6
1 in 400
5
1 in 2,000
4
Low: Relatively few failures 1 in 15,000
3
1 in 150,000
2
Remote: Failure is unlikely <1 in
37
Detection Likelihood of DETECTION Ranking
Absolute Uncertainty
Control cannot prevent / detect potential cause/mechanism and subsequent failure mode
10
Very Remote
Very remote chance the control
will prevent / detect potential cause/mechanism and subsequent failure mode
9
Remote Remote chance the control will
prevent / detect potential cause/mechanism and subsequent failure mode
8
Very Low Very low chance the control will
prevent / detect potential cause/mechanism and subsequent failure mode
7
Low Low chance the control will
prevent / detect potential cause/mechanism and subsequent failure mode
6
Moderate Moderate chance the control will
prevent / detect potential cause/mechanism and subsequent failure mode
5
Moderately High
Moderately High chance the
control will prevent / detect potential cause/mechanism and subsequent failure mode
4
High High chance the control will
prevent / detect potential cause/mechanism and subsequent failure mode
3
Very High Very high chance the control will
prevent / detect potential cause/mechanism and subsequent failure mode
2
Almost Certain
Control will prevent / detect potential cause/mechanism and subsequent failure mode
39
BAB III
KESIMPULAN DAN SARAN
A. Kesimpulan
Setiap kegiatan dari suatu perusahaan pasti mengandung risiko yang mampu menghambat perusahaan dalam mencapai tujuannya yaitu efisiensi. Terhadap risiko tersebut harus diidentifikasi, dianalisis dan diukur kemudian dievaluasi sehingga risiko dapat dimitigasi. FMEA adalah salah satu tools yang populer dalam penilaian risiko (risk assessment) yang sangat fleksibel untuk semua bidang. FMEA mengukur risiko berdasarkan severity, occurrence dan detection yang melibatkan faktor kualitatif dan kuantitatif. Dalam tools ini, perlu adanya evaluasi secara bekala untuk menilai apakah risiko telah termitigasi atau belum.
Beberapa kelebihan yang dimiliki oleh FMEA adalah sebagai berikut: 1. Membantu meningkatkan kepuasan pelanggan.
2. Memperkirakan tindakan dan dokumen yang dapat meminimalkan risiko.
FMEA bukanlah suatu tools yang sempurna. Masih terdapat kelemahan yang dimiliki oleh FMEA diantaranya adalah:
1. FMEA hanya memprioritaskan risiko, bukan membetulkannya sehingga tidak menghapuskan failure mode. Masih membutuhkan tindakan tambahan di luar FMEA. 2. Memakan waktu yang cukup lama, yaitu untuk memahami detil tiap informasi..
B. Saran
1. FMEA hanyalah salah satu alat analisis (tools) untuk menilai risiko. Sebaiknya perusahaan menggunakan lebih dari satu alat (tools) agar penilaian risiko lebih handal.
2. Penggunaan FMEA sebaiknya dievaluasi secara berkala dan dilakukan oleh orang yang kompeten dan mengerti keseluruhan proses/kegiatan perusahaan,
40
DAFTAR PUSTAKA
http://www.scribd.com/doc/28563990/Risiko-Murni-Dan-Risiko-Spekulatif, diakses tanggal 4 Februari 2012
ISO 31010
Shekari, Amir, 2007, Improvement of Lean methodology with FMEA, http://www.poms.org/ diakses pada 8 Pebruari 2012.
Tague, Nancy R. The Quality Toolbox, Second Edition, ASQ Quality Press, 2004, pages 236-240
http://asq.org/learn-about-quality/process-analysis-tools/overview/fmea.html diakses tanggal 4
Februari 2012
http://fmea-fmeca.com/fmea-rpn.html diakses tanggal 4 Februari 2012 http://www.npd-solutions.com/fmea.html diakses tanggal 4 Februari 2012
http://www.qualitytrainingportal.com/resources/fmea/fmea_pitfalls.htm diakses tanggal 5 Februari 2012
Johnson, Corinne N. http://asq.org/data/subscriptions/qp/2003/0303/104backToBasics0303.html diakses tanggal 5 Februari 2012