30
IV. HASIL DAN PEMBAHASAN
Penggunaan produk plastik berbahan baku polietilen telah memberikan banyak sekali keuntungan terhadap kehidupan manusia, akan tetapi penggunaan plastik juga telah mengancam kelestarian lingkungan hidup. Kualitas lingkungan semakin memburuk, meningkatkan pencemaran, dan menjadi salah satu penyebab meningkatnya pemanasan global. Sulitnya molekul plastik untuk terurai secara alami sehingga menjadi salah satu penyebab diperlukan adanya plastik yang ramah lingkungan dengan harga yang terjangkau. Teknologi proses yang tengah diteliti adalah pembuatan plastik komposit berbasiskan pati dengan pencampuran polietilen. Walaupun tidak dapat terurai secara sempurna, akan tetapi plastik komposit tersebut setidaknya menjadi jauh lebih cepat terurai bila dibandingkan dengan plastik sintetis saja. Oleh karena kedua bahan mempunyai sifat yang sangat berlawanan, maka dibutuhkan suatu zat dan proses modifikasi yang dapat menjembataninya. Plastik komposit yang terbentuk dilakukan beberapa uji untuk diketahui karakteristiknya, sehingga diharapkan plastik yang dihasilkan memiliki kekuatan mekanis, sifat termal, sifat biodegradabilitas, dan uji morfologi permukaan yang baik.
A. Persiapan dan Karakterisasi Pati
Pati merupakan salah satu jenis polisakarida terpenting dan tersebar luas di alam. Pati disimpan sebagai cadangan makanan bagi tumbuh-tumbuhan, antara lain di dalam biji buah (padi, jagung, gandum), di dalam umbi (ubi kayu, ubi jalar, talas, ganyong, kentang) dan pada batang (aren dan sagu). Dengan beragamnya sumber pati serta ketersediaannya di alam, maka pemanfaatan sumber-sumber pati tersebut harus dilakukan. Sumber pati yang dipilih untuk penelitian ini adalah pati yang berasal dari ubi kayu (Manihot utilissima) dan sagu (Metroxylon sp.).
Sagu dan ubi kayu merupakan komoditas tanaman pangan yang dapat dipergunakan sebagai sumber karbohidrat yang potensial di Indonesia. Potensi pengembangan kedua tanaman ini cukup besar, mengingat kedua tanaman ini dapat tumbuh di tempat dimana tanaman lain tidak dapat tumbuh baik, tidak diperlukan pemupukan dan perawatan yang intensif. Pemanfaatan kedua tanaman ini baru sebatas untuk produksi pangan ataupun pembuatan bahan kimia pendukung, akan tetapi dengan adanya pengembangan lebih lanjut pada kedua jenis tanaman ini tentunya akan meningkatkan nilai tambahnya. Pengembangan lebih lanjut yang
31 sedang dilakukan yaitu pemanfaatannya sebagai bahan baku pembuatan plastik komposit walaupun perlu dilakukan modifikasi terlebih dahulu agar dapat bercampur dengan baik pada polietilen.
Persiapan pati ini diawali dengan melakukan penjemuran. Penjemuran bertujuan agar didapatkan kadar air yang seragam. Tahap berikutnya dilakukan pengecilan ukuran hingga berukuran 200 mesh. Pengecilan ukuran ini akan memberikan efek positif terhadap dispersi dari pati di dalam matriks plastik komposit yang dihasilkan. Selanjutnya, pati yang telah siap ini dilakukan karakterisasi baik dari segi kualitas ataupun mutu dan komposisi penyusun pati. Karakterisasi ini akan menentukan aplikasi pencampurannya dalam penelitian ini. Standar yang dipakai dalam pengujian karakteristik pati ini merupakan standar yang ditetapkan apabila pati digunakan sebagai bahan pangan, hal ini disebabkan tidak adanya standar baku pati untuk pembuatan plastik komposit. Dengan adanya karakteristik pati ini menunjukkan bahwa pati yang digunakan merupakan pati yang berkualitas tinggi.
A.1. Mutu pati
Kedua macam pati ini selain berfungsi sebagai bahan pangan tradisional untuk sumber karbohidrat utama, dapat juga dijadikan sebagai bahan baku industri lainnya, maka dari itu standar mutu kedua pati tersebut harus dijaga dan memenuhi standar yang telah ditentukan. Analisis mutu pati sagu yang dilakukan pada penelitian ini meliputi kadar air, kadar abu, kadar serat kasar, lolos saringan 80 mesh, dan derajat asam. Hasil analisis mutu tersebut dapat dilihat pada Tabel 9, sedangkan hasil analisis keseluruhannya dapat dilihat pada Lampiran 4. Persyaratan utama yang digunakan sebagai acuan pada tapioka adalah SNI 01-3451-1994 dan SNI 01-3729-1995 untuk pati sagu.
32 Tabel 9. Karakterisasi mutu tapioka dan pati sagu hasil penelitian
Standar Mutu Persyaratan Hasil Penelitian*
Tapioka 1) Pati Sagu 2) Tapioka Pati Sagu
Kadar air (%) Maks. 15,0 Maks. 13,0 8,57 10,47 Kadar abu (% bb) Maks. 0,6 Maks. 0,5 0,09 0,08 Kadar serat kasar (% bb) Maks. 0,6 Maks. 0,1 0,085 0,28 Derajat asam (ml NaOH
0,1 N/100 g bahan) Maks. 3,0 Maks. 4,0 2,3 0,61 Kehalusan / lolos
saringan 80 mesh (%)
-
Min. 95 100 100
*Data rata-rata dari tiga kali ulangan 1)
SNI 01-3451-1994 2)
SNI 01-3729-1995
Kadar air yang terdapat di dalam pati ditentukan oleh proses pengolahan dalam pengekstrakan pati hingga pengeringan dan penyimpanannya. Proses pengeringan di bawah sinar matahari merupakan salah satu tahapan proses pengolahan pati yang sangat menentukan mutu akhirnya. Apabila pengeringan tidak dilakukan hingga kering atau dapat dikatakan memiliki kadar air yang tinggi akan memicu tumbuhnya jamur dan bau asam sehingga kerusakan produk menjadi cepat. Menurut Azudin dan Noor (1992), kadar air pati sangat penting berkenaan dengan stabilitasnya selama penyimpanan.
Kadar air yang berlebihan akan menyebabkan pati teraglomerasi dan memberikan efek negatif terhadap interaksi interfacial antara pati dengan polimer. Demikian pula kadar air yang rendah akan mengurangi aglomerasi granula pati selama proses pencampuran plastik (Favis et al., 2005). Air yang berlebih pada pembuatan pati termoplastis akan menimbulkan gelembung pada produk sehingga akan mengurangi sifat mekanisnya.
Hasil analisis kadar air menunjukkan bahwa tepung tapioka dan pati sagu mempunyai nilai yang sesuai dengan SNI (maksimum 15,0% untuk tapioka dan 13,0% untuk sagu) yaitu 8,57% untuk tapioka dan 10,47% untuk pati sagu. Adanya air di dalam pati juga dapat menyebabkan hidrolisis pati baik secara enzimatis dan kimiawi menjadi molekul-molekul glukosa. Kelembaban (RH) pada tempat penyimpanan produk pati harus sesuai karena apabila kelembaban yang rendah dapat mengakibatkan produk pati mengeluarkan uap air, begitu pula sebaliknya kelembaban yang tinggi akan membuat produk pati menjadi menyerap air. Oleh karena itu, dalam kondisi atmosfer normal, kebanyakan pati komersial mengandung 10-20% (b/b) air (Swinkels, 1985). Selain dengan kadar air yang rendah pada pati
33 akan memperpanjang umur simpannya, pengujian kadar air ini berfungsi untuk mengetahui jumlah air yang terkandung di dalam pati dimana akan mempengaruhi penambahan air dalam komposisi pembuatan pati termoplastis.
Nilai derajat asam pada pati menunjukkan tingkat kerusakannya. Semakin kecil nilai derajat asamnya, maka semakin baik pula kualitas dari pati tersebut. Begitu juga sebaliknya semakin besar nilai derajat asam menunjukkan bahwa pati tersebut semakin rendah kualitasnya. Hasil analisis menunjukkan bahwa kedua pati tersebut mempunyai nilai yang masih sesuai dengan SNI (ml NaOH 0,1 N/100 g bahan) yaitu 2,30 untuk tapioka dan 0,61 untuk pati sagu. Walaupun masih berada di bawah nilai SNI, tetapi dapat dilihat bahwa kadar derajat asam pada sagu lebih kecil daripada tapioka sehingga terlihat bahwa kualitas pati sagu masih lebih baik daripada tapioka. Hal ini disebabkan karena tapioka sering ditambahkan sulfit dalam proses ekstraksinya.
Kadar abu berfungsi untuk mengetahui bahan organik yang terkandung dalam pati yang dipengaruhi oleh lingkungan tumbuhnya. Abu yang terdapat dalam pati dapat berasal dari mineral yang terkandung di dalamnya. Berdasarkan hasil analisis, kedua pati tersebut mempunyai kadar abu yang rendah sekali yaitu 0,09% pada tapioka dan 0,08% pada pati sagu; yang menandakan bahwa tapioka maupun pati sagu mempunyai kualitas yang baik.
Pengujian kadar abu dan nilai derajat asam tidak akan memberikan pengaruh terhadap kondisi pembuatan pati termoplastis. Kedua pengujian ini berfungsi sebagai standar yang telah ditetapkan apabila pati akan digunakan sebagai bahan pangan. Dengan adanya kedua pengujian ini membuktikan bahwa pati sagu maupun tapioka mempunyai kualitas yang baik walaupun akan digunakan sebagai campuran plastik komposit nantinya.
Setiap pati pasti berbentuk bubuk yang memiliki ukuran tertentu. Dalam penelitian ini dilakukan pengecilan ukuran hingga 200 mesh dengan tujuan agar pencampuran dengan polimer sintetis menjadi homogen. Adanya pengecilan ukuran kembali juga bertujuan untuk menyeragamkan ukuran pati karena pati yang merupakan produk olahan tradisional. Hasil analisis menunjukkan bahwa ukuran bubuk tapioka maupun pati sagu yang lolos saringan 80 mesh adalah 100%. Semakin kecil ukuran partikel pati tersebut akan memberikan pengaruh yang baik bagi sifat mekaniknya dan penyebaran partikel pada saat pencampuran.
34 Kadar serat kasar yang melebihi standar menandakan proses ekstraksi yang tidak baik dan tidak memenuhi standar yang telah ditetapkan oleh SNI. Hasil analisis menunjukan bahwa kadar serat kasar pada tapioka telah memenuhi syarat yaitu 0,085%, akan tetapi untuk pati sagu ternyata melebihi nilai SNI yaitu 0,28%. Pada penelitian ini, kadar serat yang tinggi memberi keuntungan tersendiri bagi plastik yang akan dihasilkan. Adanya serat dalam pati yang akan dicampurkan memberikan pengaruh yang positif karena mampu meningkatkan sifat mekanik pada plastik komposit (Corradini et al. 2007).
A.2. Komponen penyusun pati
Komposisi kimia dan ukuran granula secara sinergi akan sangat menentukan sifat fungsionalnya (Zhou et al., 1998). Hasil analisis dari sifat fisiko-kimia dan fungsional pati secara rinci disajikan pada Tabel 10, sedangkan hasil analisis keseluruhannya dapat dilihat pada Lampiran 4. Hasil komponen penyusun pati yang didapatkan secara sinergi akan mempengaruhi hasil pencampuran dengan polimer sintetis. Secara spesifik, sifat fisik dan komponen penyusun pati ini akan berpengaruh terhadap kualitas sifat mekanik, kehomogenan pencampuran, dan sifat termal dari plastik komposit yang telah dihasilkan.
Tabel 10. Sifat fisiko-kimia dan fungsional pati hasil penelitian
Standar Mutu Pustaka Hasil Penelitian*
Tapioka Pati Sagu Tapioka Pati Sagu
Bentuk granula Oval 1) Oval 2) Oval Oval
Ukuran granula (µm) 9-35 1) 41,7-75,2 2) 5-25 9,40-91,5
Kadar protein (% bk) 0,83 1) 0,63 3) 0,23 0,31
Kadar lemak (% bk) 0,30 1) 0,33 3) 0,045 0,0088 Kadar amilosa (% bk) 15,3 4) 26,19 2) 27,98 30,95
Kadar pati (% bk) 84 4) 96,12 2) 85,74 88,80
*Data rata-rata dari tiga kali ulangan 1) Grace (1977) 2) Yuliasih (2008) 3) Arbakariya et al.(1990) 4) Theresia (2003)
Sifat fisik pati juga dapat dijelaskan melalui bentuk dan ukuran granula pati. Bentuk granula tapioka adalah oval dengan ukuran yang lebih kecil yaitu 5-25 µm dibandingkan dengan pati sagu yang berbentuk oval dengan ukuran granula yang relatif besar yaitu 9,40-91,5 µm. Ukuran granula yang besar akan mempengaruhi pengembangan granula pati, mempunyai pengaruh pada sifat mekanik produk plastik dan tingkat biodegradabilitas plastik yang telah dicampur dengan pati. Ukuran
35 granula yang kecil akan meningkatkan kemampuan biodegradasi plastik komposit (Nikazar et al. 2005).
Kadar pati menunjukkan tingkat kemurnian hasil ekstraksi. Pati terdiri atas dua komponen utama yaitu komponen mayor (amilosa dan amilopektin) dan komponen minor (lemak dan protein). Hasil analisis kadar pati menunjukkan bahwa tapioka mempunyai kadar pati yang lebih tinggi yaitu 85,74% dibandingkan data penelitian yang telah dilakukan oleh Theresia (2003) yaitu 84%. Hal ini didukung dengan proses ekstraksi yang baik sehingga didapatkan kadar pati yang tinggi, sedangkan kadar pati pada pati sagu (88,80%) mempunyai nilai yang berada di bawah nilai kadar pati pada penelitian yang dilakukan oleh Yuliasih (2008) yaitu 96,12%.
Hasil analisis kadar amilosa yang didapatkan dalam penelitian ini cukup tinggi hingga mencapai 27,98% bk untuk tapioka dan 30,95% bk untuk pati sagu. Kandungan amilosa yang tinggi memiliki kecenderungan untuk membentuk film yang kuat dibandingkan amilopektin (Thomas dan Atwell, 1999). Menurut Thomas dan Atwell (1999), untuk membentuk film dan gel yang kuat harus digunakan pati dengan kandungan amilosa yang tinggi. Film amilosa tahan terhadap beberapa pelarut, minyak pelumas, dan mempunyai sifat yang tidak tembus oksigen. Sifat fisik campuran pati dengan polietilen sebagian besar akan dipengaruhi oleh jumlah rasio dari amilosa dan amilopektin yang terkandung di dalamnya. Aplikasi yang membutuhkan viskositas, stabilitas dan kekuatan mengental yang baik, digunakan pati dengan amilopektin yang tinggi, sedangkan untuk membentuk film dan gel yang kuat digunakan pati dengan kandungan amilosa tinggi. Ciri film amilosa yaitu isotrop, tidak berbau, tidak berasa, tidak berwarna, tidak berbahaya, buram, dan absorbable (Thomas dan Atwell, 1999).
Komponen minor yang terdapat di dalam pati adalah protein dan lemak dengan jumlah antara 5-10% dari bobot total, tetapi dengan jumlah yang kecil tersebut mempunyai pengaruh yang besar terhadap sifat fungsional dari pati tersebut. Semakin kecil kadar lemak dan kadar protein di dalam pati menunjukkan bahwa semakin baik pula kualitas dari pati tersebut karena dengan adanya kadar protein dan lemak yang tinggi akan memberikan sifat yang hidrofobik di sekeliling granula sehingga menyebabkan terhambatnya pengikatan air oleh granula pati. Hal ini tentunya berpengaruh negatif terhadap proses pencampuran dengan polietilen karena
36 membuat pati menjadi hidrofobik sehingga kadar air yang diinginkan sulit untuk tercapai. Hasil analisis dari kadar protein maupun kadar lemak membuktikan bahwa tapioka dan pati sagu mempunyai jumlah komponen minor yang jauh lebih kecil dibandingkan dengan pustaka yang ada yaitu masing-masing 0,23% dan 0,045% untuk tapioka serta 0,31% dan 0,0088% untuk pati sagu. Hal tersebut didukung dengan adanya hasil penelitian Wang dan Liu (2002) yang menyatakan bahwa adanya penghilangan protein pada pati beras menyebabkan dispersi pati lebih meningkat. Adanya protein dalam pati beras meningkatkan interaksi antara granula pati sehingga menghalangi penyebaran pati yang dicampurkan ke dalam matriks polietilen.
B. Pembuatan Pati Termoplastis
Pembuatan pati termoplastis dilakukan dengan perlakuan panas tinggi yang disertai dengan gesekan yang tinggi pula pada waktu tertentu. Menurut Corradini et al. (2007), pati yang mengalami perlakuan panas disertai gesekan pada kisaran suhu 90-180oC dengan tambahan plasticizer seperti gliserol akan bertransformasi membentuk molten plastic atau thermoplastic starch. Kalambur dan Rizvi (2006) menambahkan selama proses termoplastisasi, air akan masuk dalam pati dan bahan pemlastis akan berperan sangat penting yaitu membentuk ikatan hidrogen dengan pati sehingga terjadi reaksi antara gugus hidroksil dan molekul pati dimana pati tersebut akan menjadi lebih plastis.
Bahan pemlastis yaitu air dan gliserol masuk ke dalam molekul pati lalu akan membentuk suatu bantalan di dalam molekul pati tersebut sehingga membuat pati menjadi plastis. Pemlastis juga akan melindungi molekul pati tersebut dimana membuat pati menjadi lebih tahan panas dan tahan gesekan pada saat pemrosesan dengan suhu dan gesekan yang tinggi. Kadar air yang digunakan termasuk ke dalam kadar air rendah. Pada Gambar 6 dapat dilihat bahwa untuk membuat pati termoplastis diperlukan kadar air rendah dengan tingkat destrukturisasi yang tinggi. Pada keadaan tersebut pati akan menjadi plastis, meleleh, dan mengalami depolimerisasi. Akibat yang ditimbulkan karena pati yang terganggu ini akan menyebabkan granula pati tidak lagi bersifat semikristalin tapi berubah menjadi amorf karena rusaknya ikatan hidrogen yang terdapat antar molekul pati tersebut.
37 Gambar 6. Pengaruh kadar air dan tingkat destrukturisasi pada pati (Ulfa,
2009)
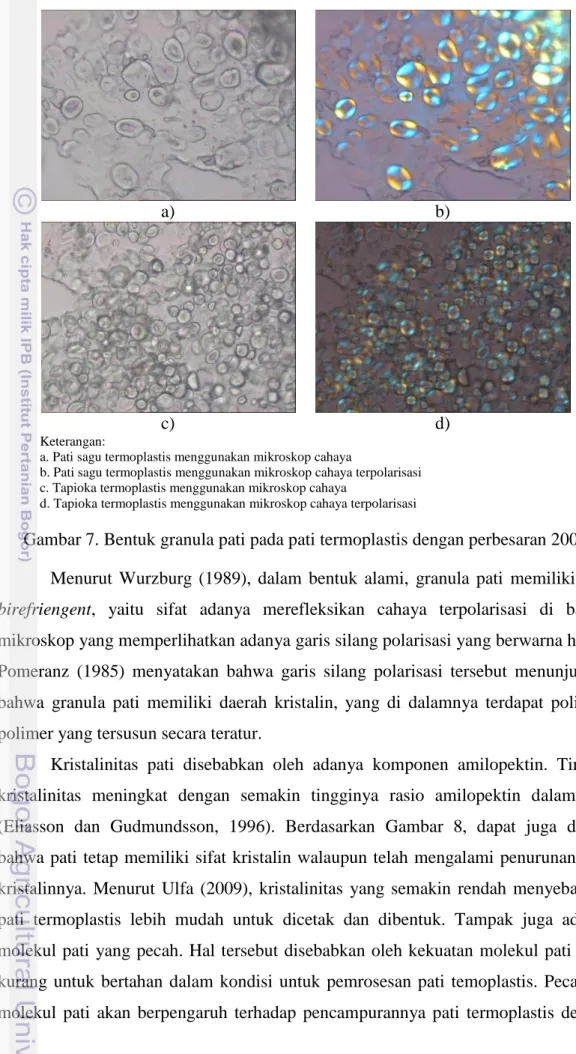
Pada Gambar 7 dapat dilihat gambaran molekul pati setelah menjadi pati termoplastis. Dari hasil pengujian tampak bahwa dengan kondisi proses 90oC, 100 rpm, dengan lama pencampuran 8 menit memperlihatkan bentuk granula yang tetap utuh dan tidak kehilangan sifat birefringent pati tersebut. Pudarnya cahaya pada saat diberikan cahaya polar menunjukkan bahwa terjadi pengembangan ukuran molekul dari ukuran granula awal. Pengembangan pati terjadi karena adanya difusi bahan pemlastis ke dalam granula. Rendahnya kadar lemak dan protein dalam pati memberikan efek yang positif karena tidak ada yang menghalangi absorbsi air dan gliserol oleh granula pati. Semakin rendah kadar protein suatu pati akan memberikan efek positif terhadap sifat mekanik plastik komposit. Gambar 7 (a) dan (b) menunjukkan molekul tapioka termoplastis, sedangkan Gambar 7 (c) dan (d) pada molekul pati sagu termoplastis.
Roti dan Makanan Reinforced Plastic Pati Mengembang Pati Terdestruk- turisasi Pati Tergelatinisasi Pati Termoplastis Tingkat Destrukturisasi Kadar Air
38
a) b)
c) d)
Keterangan:
a. Pati sagu termoplastis menggunakan mikroskop cahaya
b. Pati sagu termoplastis menggunakan mikroskop cahaya terpolarisasi c. Tapioka termoplastis menggunakan mikroskop cahaya
d. Tapioka termoplastis menggunakan mikroskop cahaya terpolarisasi
Gambar 7. Bentuk granula pati pada pati termoplastis dengan perbesaran 200x Menurut Wurzburg (1989), dalam bentuk alami, granula pati memiliki sifat birefriengent, yaitu sifat adanya merefleksikan cahaya terpolarisasi di bawah mikroskop yang memperlihatkan adanya garis silang polarisasi yang berwarna hitam. Pomeranz (1985) menyatakan bahwa garis silang polarisasi tersebut menunjukkan bahwa granula pati memiliki daerah kristalin, yang di dalamnya terdapat polimer-polimer yang tersusun secara teratur.
Kristalinitas pati disebabkan oleh adanya komponen amilopektin. Tingkat kristalinitas meningkat dengan semakin tingginya rasio amilopektin dalam pati (Eliasson dan Gudmundsson, 1996). Berdasarkan Gambar 8, dapat juga dilihat bahwa pati tetap memiliki sifat kristalin walaupun telah mengalami penurunan sifat kristalinnya. Menurut Ulfa (2009), kristalinitas yang semakin rendah menyebabkan pati termoplastis lebih mudah untuk dicetak dan dibentuk. Tampak juga adanya molekul pati yang pecah. Hal tersebut disebabkan oleh kekuatan molekul pati yang kurang untuk bertahan dalam kondisi untuk pemrosesan pati temoplastis. Pecahnya molekul pati akan berpengaruh terhadap pencampurannya pati termoplastis dengan
39 polimer sintetis yang telah dimoodifikasi karena akan meyebabkan karakter plastik yang rapuh.
Proses gelatinisasi tidak terjadi pada tahap ini walaupun suhu yang digunakan melebihi suhu gelatinisasi tapioka dan pati sagu. Hal tersebut disebabkan oleh rendahnya kadar air yang ada di dalam pati dan air yang ada pada proses termoplastisasi berfungsi bukan sebagai penjenuh molekul pati atau moisture content untuk terjadinya gelatinisasi, tetapi sebagai pemlastis dan lubrikan. Ukuran granula pada kedua macam pati mempengarui ketahanan molekul pati terhadap panas yang diberikan. Semakin besar ukuran pati tersebut maka semakin kuat pula ketahanannya.
C. Pembuatan Compt.- Polietilen
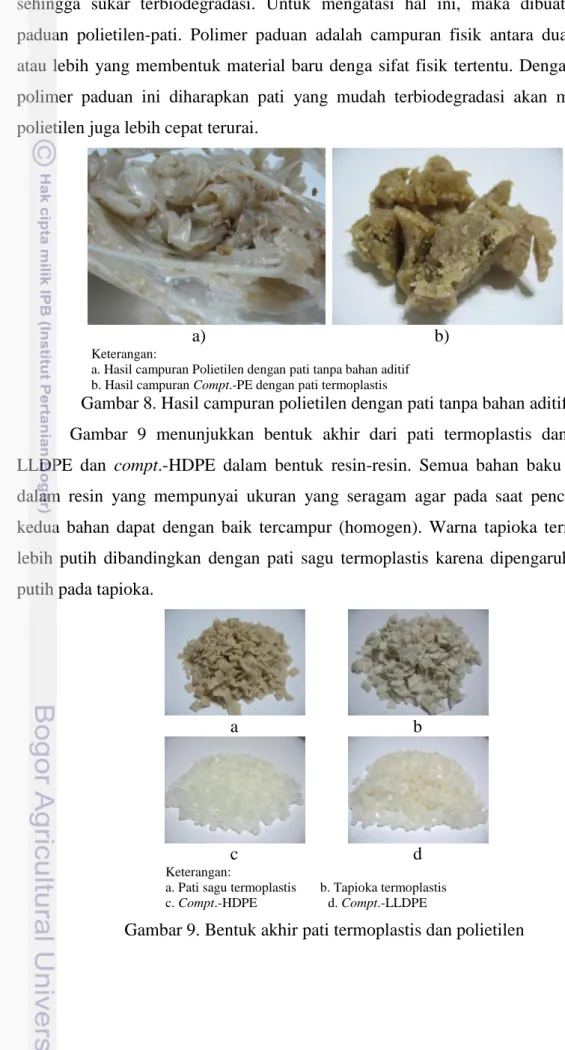
Modifikasi polietilen dilakukan dengan tujuan untuk mengubah karakteristik polietilen agar dapat bercampur dengan pati termoplastis. Modifikasi yang dilakukan yaitu dengan penambahan maleat anhidrida (sebanyak 1% dari bobot total) dan dikumil peroksida (sebanyak 0,1% dari bobot total). Tanpa adanya bahan aditif yang ditambahkan pada polietilen, maka polimer sintetis dan polimer alam tidak akan dapat bercampur dengan baik karena adanya perbedaan sifat pada tiap polimer. Hasil yang didapatkan apabila tidak ada penambahan bahan aditif dapat dilihat pada Gambar 8 (a), berbeda bila dibandingkan pada Gambar 8 (b) yang dapat bercampur dengan baik bila ada penambahan zat aditif.
Polietilen yang digunakan dalam penelitian ini adalah jenis LLDPE dan HDPE. Penggunaan HDPE sebagai bahan baku karena memiliki sifat bahan yang lebih kuat, keras, buram dan lebih tahan terhadap suhu tinggi (120°C/248°F untuk periode singkat, 110°C/230°F untuk periode lama), mempunyai nilai kuat tarik yang baik yaitu 32 MPa, serta nilai perpanjangan putus yang tinggi (150%). HDPE juga biasa dipakai untuk botol kosmestik, botol obat, botol minuman, botol susu yang berwarna putih susu, tupperware, galon air minum, kursi lipat, dan jerigen, pelumas, dan lain-lain (Harper, 1975). Penggunaan LLDPE sebagai bahan baku karena mempunyai struktur linear dengan cabang-cabang yang pendek serta sifat fisiknya terdapat antara HDPE dan LDPE. LLDPE telah merambah hampir semua pasar tradisional polietilen dan biasa digunakan untuk kantong plastik dan lembaran, bungkus plastik, plastik wrap, mainan, pipa, ember dan kontainer, serta meliputi kabel, geomembranes, dan terutama sistem pipa-pipa yang fleksibel (Harper, 1975).
40 Polietilen merupakan suatu polimer sintetik yang bersifat sangat inert, sehingga sukar terbiodegradasi. Untuk mengatasi hal ini, maka dibuat polimer paduan polietilen-pati. Polimer paduan adalah campuran fisik antara dua polimer atau lebih yang membentuk material baru denga sifat fisik tertentu. Dengan adanya polimer paduan ini diharapkan pati yang mudah terbiodegradasi akan membantu polietilen juga lebih cepat terurai.
a) b)
Keterangan:
a. Hasil campuran Polietilen dengan pati tanpa bahan aditif b. Hasil campuran Compt.-PE dengan pati termoplastis
Gambar 8. Hasil campuran polietilen dengan pati tanpa bahan aditif
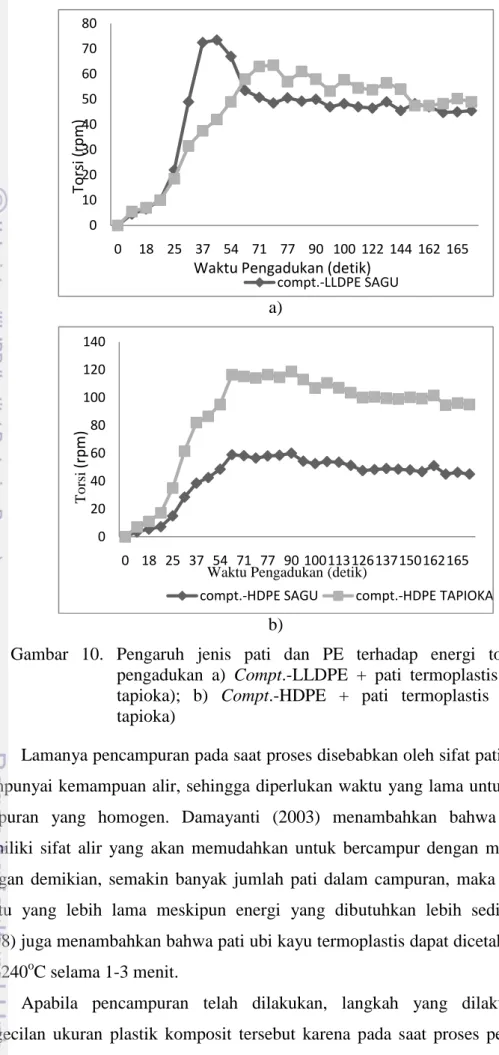
Gambar 9 menunjukkan bentuk akhir dari pati termoplastis dan compt.-LLDPE dan compt.-HDPE dalam bentuk resin-resin. Semua bahan baku dibentuk dalam resin yang mempunyai ukuran yang seragam agar pada saat pencampuran, kedua bahan dapat dengan baik tercampur (homogen). Warna tapioka termoplastis lebih putih dibandingkan dengan pati sagu termoplastis karena dipengaruhi derajat putih pada tapioka.
a b
c d
Keterangan:
a. Pati sagu termoplastis b. Tapioka termoplastis c. Compt.-HDPE d. Compt.-LLDPE
41
D. Pembuatan Plastik Komposit
Plastik komposit yang dihasilkan dalam penelitian ini merupakan plastik yang berasal dari polietilen (HDPE dan LLDPE) dan pati (tapioka dan pati sagu) dengan penambahan bahan-bahan aditif yaitu gliserol, maleic anhydride / maleat ahidrida (MA), dicumyl peroxide / dikumil peroksida (DCP), dan akuades. Polietilen dan pati merupakan bahan utama dalam pembuatan pati termoplastis. Polietilen yang merupakan polimer non-biodegradable berperan sebagai bahan mayor (matriks), sedangkan pati yang merupakan bahan biodegradable berperan sebagai bahan minor.
Pencampuran pati termoplastis dengan polietilen bertujuan untuk menutupi kelemahan dari pati termoplastis yaitu lemahnya sifat mekanik dan sifat higroskopis yang dimiliki pati termoplastis. Keuntungan lain dalam pencampuran ini yaitu sifat polietilen yang sulit untuk terdegradasi akan menjadi lebih mudah terdegradasi karena struktur rantai kimia polietilen juga berisi rantai kimia pati termoplastis. Apabila pati termoplatis telah terdegradasi maka rantai kimia polietilen yang tadinya terisi oleh pati termoplastis akan kosong sehingga struktur kimianya menjadi lebih mudah untuk terurai.
Pada tahap ini dilakukan pencampuran pati termoplastis (pati sagu atau tapioka) dengan compt.-PE (LLDPE atau HDPE) dengan komposisi 20:80. Penetapan komposisi ini berdasarkan hasil penelitian Ulfa (2009) yang menyatakan bahwa komposisi tersebut merupakan yang terbaik dibandingkan dengan formula lainnya. Gambar 9 menunjukkan bahan yang semi-jadi yang dicampurkan untuk menjadi suatu plastik komposit.
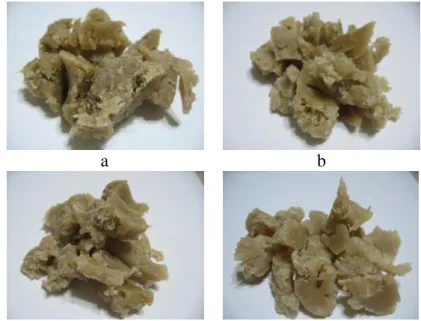
Nilai yang dapat dilihat selama proses pencampuran di dalam rheomix adalah nilai torsi / torque yang dibutuhkan ulir untuk mencampur seluruh bahan di dalamnya. Kurva torsi tersebut menunjukkan energi yang dibutuhkan oleh mesin untuk mencampurkan sempurna bahan-bahan. Kurva torsi selama proses pencampuran memperlihatkan peningkatan maksimum pada tahap awal proses, lalu apabila kondisi pencampuran telah tercapai, maka diperoleh kurva torsi yang cenderung stabil atau konsisten. Gambar 10 merupakan torsi pencampuran antara pati termoplastis dengan compt.-PE dengan perbandingan 20:80.
Berdasarkan Yuliasih (2008), dua nilai yang digunakan untuk menunjukkan energi torsi yang dibutuhkan selama proses pencampuran di dalam rheomix yaitu nilai loading point (L) dan minimum point (M). Nilai L menunjukkan energi torsi
42 maksimum dimana muatan atau bahan yang akan dicampur seluruhnya sudah berada dalam alat rheomix. Nilai M menunjukkan energi torsi minimum dimana proses pencampuran telah selesai atau tercampur semuanya. Pada Gambar 10, peningkatan energi torsi terus terjadi hingga titik energi torsi maksimum (nilai L) kemudian dilanjutkan penurunan energi torsi yang dapat dikatakan cenderung stabil hingga pada titik torsi minimum (nilai M).
Bentuk kurva energi torsi selama proses pencampuran sangat ditentukan oleh jenis bahan yang dicampurkan. Polietilen dan pati termoplastis memiliki karakteristik yang berbeda-beda. Pada Gambar 10, dapat dilihat bahwa selama proses pencampuran compt.-LLDPE dengan pati termoplastis menunjukkan kurva torsi yang lebih fluktuatif bila dibandingkan dengan proses pencampuran compt.-HDPE dengan pati termoplastis. Hal ini diduga disebabkan karena perbedaan bentuk dan ukuran granula pati sagu termoplastis dan tapioka termoplastis dengan compt.-LLDPE yang dicampurkan sehingga terjadi tumbukan antara pati termoplastis dengan compt.-LLDPE dimana mengakibatkan fluktuasi pada kurva torsi tersebut (Gambar 10 (a)). Pada Gambar 10 (b) memperlihatkan grafik yang lebih stabil dan konsisten bila dibandingkan dengan Gambar 10 (a), hal ini membuktikan bahwa pengadukan compt.-HDPE dengan pati termoplastis lebih baik. Perubahan warna pada plastik komposit menjadi kecoklatan disebabkan oleh sifat pati termoplastis yang amorf dan mudah meleleh serta lamanya pencampuran sehingga diduga terdapat pati yang telah terdegradasi.
43 a)
b)
Gambar 10. Pengaruh jenis pati dan PE terhadap energi torsi selama pengadukan a) Compt.-LLDPE + pati termoplastis (sagu atau tapioka); b) Compt.-HDPE + pati termoplastis (sagu atau tapioka)
Lamanya pencampuran pada saat proses disebabkan oleh sifat pati yang tidak mempunyai kemampuan alir, sehingga diperlukan waktu yang lama untuk membuat campuran yang homogen. Damayanti (2003) menambahkan bahwa pati tidak memiliki sifat alir yang akan memudahkan untuk bercampur dengan molekul lain. Dengan demikian, semakin banyak jumlah pati dalam campuran, maka dibutuhkan waktu yang lebih lama meskipun energi yang dibutuhkan lebih sedikit. Sriroth (1998) juga menambahkan bahwa pati ubi kayu termoplastis dapat dicetak pada suhu 200-240oC selama 1-3 menit.
Apabila pencampuran telah dilakukan, langkah yang dilakukan yaitu pengecilan ukuran plastik komposit tersebut karena pada saat proses pencampuran
0 10 20 30 40 50 60 70 80 0 18 25 37 54 71 77 90 100 122 144 162 165 compt.-LLDPE SAGU To rs i ( rpm )
Waktu Pengadukan (detik)
0 20 40 60 80 100 120 140 0 18 25 37 54 71 77 90 100113126137150162165
compt.-HDPE SAGU compt.-HDPE TAPIOKA
T o rs i (rp m )
44 telah selesai dilakukan, produk yang keluar dari rheomix berbentuk bongkahan. Pengecilan ukuran dilakukan untuk keperluan uji yang akan dilakukan. Pengecilan ukuran juga berpengaruh tehadap slab yang dibuat untuk spesimen uji sifat mekanik. Pengaruh yang ditimbulkan apabila hasil pengecilan ukuran yang tidak seragam dan relatif besar akan menghasilkan gelembung udara akibat udara yang terperangkap pada saat molding untuk membuat spesimen slab.
E. Karakteristik Plastik Komposit
Produk hasil campuran antara polietilen dengan pati disajikan pada Gambar 11. Secara visual tidak terlihat dengan signifikan perbedaan warnanya akan tetapi tekstur dari produk tersebut berbeda-beda. Pada campuran compt.-LLDPE dengan pati termoplastis (pati sagu ataupun tapioka) mempunyai tekstur yang lebih lunak dibandingkan dengan campuran compt.-HDPE dengan pati termoplastis(pati sagu ataupun tapioka). Hal ini terjadi karena sifat dari polimer sintetis yang dipakai, dalam hal ini HDPE, lebih keras dan kaku dibandingkan LLDPE sehingga hasil akhir pencampuran akan menjadi lebih keras pula. Warna kecoklatan pada semua produk plastik komposit tersebut disebabkan karena molekul-molekul kecil (gula-gula sederhana) mengalamai reaksi browning atau pencoklatan akibat pemanasan yang dilakukan dua kali yaitu pada proses pembuatan pati termoplastis dan yang kedua yaitu pada saat proses pencampuran antara pati termoplastis dengan compt.-PE pada suhu tinggi seperti ditunjukkan pada Gambar 11.
Produk plastik yang telah jadi tersebut kemudian harus dikecilkan ukurannya dengan cara pemotongan. Hal ini dilakukan agar pada saat pembuatan spesimen untuk uji, yaitu pada saat pembuatan slab, dengan seragamnya ukuran maka tidak akan ada udara yang terjebak di dalam slab tersebut sehingga akan didapatkan spesimen untuk uji yang mempunyai kualitas yang baik. Untuk pengujian diperlukan tiga macam bentuk contoh yaitu slab dengan ketebalan 4 mm (sesuai dengan metode ASTM D-638 tipe IV), slab tipis untuk pengujian biodegradabilitas, dan resin untuk pengujian sifat termal. Pembuatan slab tersebut menggunakan alat heat compression molding dengan suhu 140oC.
45
a b
c d
Keterangan:
a. Campuran compt.-LLDPE + pati sagu termoplastis b. Campuran compt.-LLDPE + tapioka termoplastis c. Campuran compt.-HDPE + pati sagu termoplastis d. Campuran compt.-HDPE + tapioka termoplastis
Gambar 11. Produk plastik komposit pencampuran compt.-PE dengan pati termoplastis
Pengujian yang dilakukan terhadap produk plastik komposit tersebut antara lain adalah pengujian sifat mekanik, pengujian sifat termal, pengujian sifat biodegradabilitas, dan pengujian morfologi permukaan.
E.1. Sifat mekanik plastik komposit
Sifat mekanik yang baik sangat diperlukan pada aplikasi praktis. Sifat mekanik antara lain meliputi kekuatan tarik dan perpanjangan putus. Karakterisasi sifat mekanik yang dilakukan pada penelitian ini bertujuan untuk membandingkan pengaruh pencampuran terhadap bahan yang berbeda-beda antara polimer sintetis (LLDPE dan atau HDPE) dan polimer alam (pati sagu dan atau tapioka). Prosedur pengujian ini mengacu kepada metode kerja ASTM D-638 yang berisi tentang pengujian sifat mekanik dari sampel. Tipe spesimen yang dipakai yaitu tipe IV dimana digunakan untuk membandingkan antara material dengan perbedaan kekakuan yang tidak diketahui sifat dasarnya dengan ketebalan < 4 mm (0,16 inch) seperti ditunjukkan pada Gambar 12. Hasil analisis sifat mekanik dapat dilihat pada Tabel 11 dan data lengkap yang menunjukkan hasil analisis keseluruhan sifat mekanik dapat dilihat pada Lampiran 5.
46 Gambar 12. Dumbell untuk pengujian sifat mekanik tipe IV
Kekuatan tarik adalah tegangan yang dibutuhkan untuk menahan tegangan yang diberikan, sedangkan elongasi adalah salah satu jenis deformasi (perubahan ukuran yang terjadi pada saat material diberi gaya). Perbedaan yang mendasar pada polietilen yaitu sifat hidrofobiknya dan polaritas yang rendah, sedangkan pada pati yang mempunyai sifat hidrofilik dan polaritas yang tinggi. Kedua hal yang bertentangan tersebut yang menyebabkan permasalahan bahwa dengan adanya pati yang bercampur dengan plastik akan mempengaruhi kekuatan mekanik dari plastik komposit tersebut karena molekul-molekul pati termoplastis tersebut masuk ke dalam struktur rantai polietilen yang teratur sehingga interaksi tarik menarik antar molekul yang besar, lalu menghadirkan molekul amorf yang dapat menyebabkan susunan molekul polietilen terganggu dan menjadi tidak teratur.
Tabel 11. Hasil analisis sifat mekanik plastik komposit
Jenis Plastik Tensile Stress at Yield
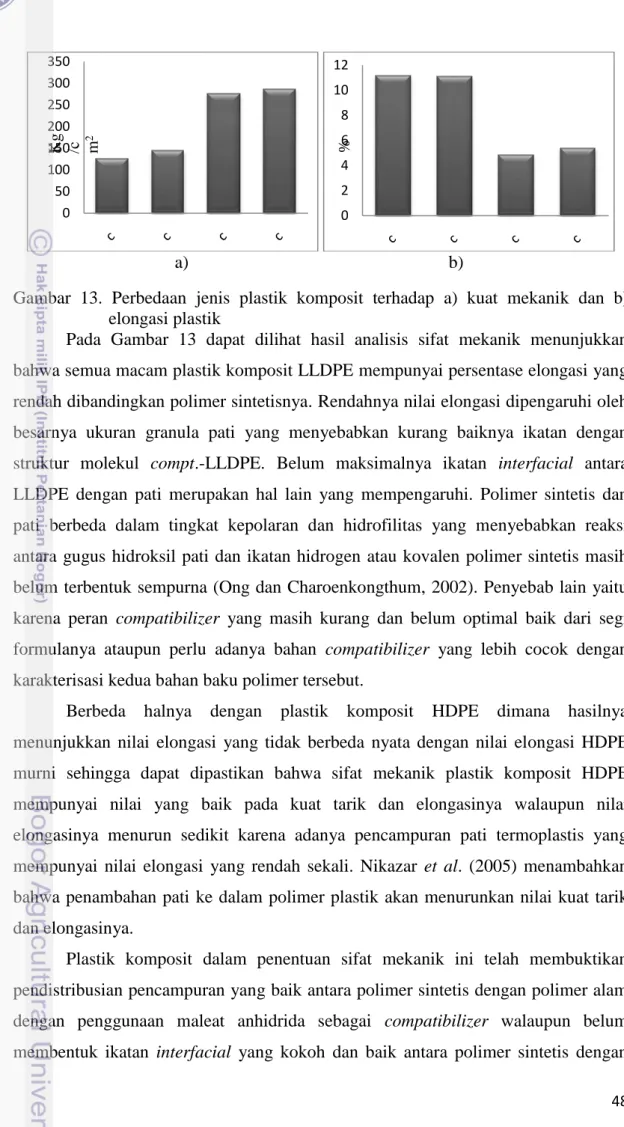
(kg/cm2)* Elongation at Yield (%)* Compt.-LLDPE Sagu 125,35 11,14 Tapioka 144,61 11,11 Compt.-HDPE Sagu 275,94 4,84 Tapioka 286,35 5,38 HDPE Murni 297,19 6,10 LLDPE Murni 1) 200 500
* Data rata-rata tiga kali pengukuran 1) Beck (1980)
Analisis kekuatan tarik merupakan salah satu uji yang mengidentifikasi kekuatan yang paling penting pada suatu bahan. Kekuatan tarik mempunyai definisi tegangan regangan maksimum sampel sebelum putus.
Berdasarkan hasil analisis yang telah dilakukan menunjukkan bahwa nilai kekuatan tarik yang didapatkan berbeda-beda antara satu jenis plastik komposit dengan jenis plastik komposit yang lain. Hal tersebut terjadi karena adanya perbedaan karakteristik bahan baku yang digunakan. Kekuatan tarik polimer berhubungan dengan kristalinitas molekul polimer. Dalam plastik komposit, polietilen merupakan komponen mayor atau komponen continuous sehingga sifat fisik campuran didominasi oleh sifat fisik polietilen. Pada Tabel 11 dapat dilihat hasil
47 analisis kekuatan tarik dimana nilai kuat tarik pada tapioka, baik itu merupakan compt.-LLDPE tapioka maupun compt.-HDPE tapioka, mempunyai nilai yang lebih besar dibandingkan nilai pada pati sagu (compt.-LLDPE sagu dan compt.-HDPE sagu). Hal tersebut seharusnya tidak terjadi karena kandungan amilosa pada pati sagu lebih tinggi bila dibandingkan dengan kandungan amilosa yang dimiliki tapioka. Hal tersebut sesuai dengan pernyataan Thomas dan Atwell (1999) bahwa kandungan amilosa yang tinggi memiliki kecenderungan untuk membentuk film yang kuat dibandingkan amilopektin. Tetapi apabila dilihat dari segi ukuran granula pati sagu yaitu 9,40–91,5 µm, tentunya nilainya jauh lebih besar dibandingkan ukuran granula pada tapioka yaitu 5-25 µm. Ukuran granula pati berpengaruh besar terhadap sifat mekanis dari suatu plastik komposit. Hal ini didukung dengan adanya pernyataan dari Nikazar et al. (2005) bahwa penggunaan pati yang memiliki diameter granula yang lebih kecil berpengaruh positif terhadap kuat tarik plastik. Nilai karakteristik kadar lemak dan kadar protein juga mendukung dimana semakin rendah kandungan komponen minor tersebut maka akan meningkatkan nilai kekuatan tarik pada plastik komposit tersebut. Tabel 11 juga menunjukkan bahwa nilai kuat tarik pada compt.-HDPE tapioka (286,35 kg/cm2) yang paling mendekati nilai kuat tarik polimer sintetis murninya yaitu HDPE (297,19 kg/cm2) dimana memperlihatkan pengaruh yang positif.
Pengukuran kekuatan tarik disertai dengan pengukuran perpanjangan putus dimana didefinisikan sebagai perubahan panjang maksimum yang dialami plastik pada saat ditarik sampai putus. Perpanjangan putus menentukan keelastisitasan suatu plastik. Semakin tinggi nilai perpanjangan putus, maka plastik tersebut semakin elastis sehingga bahan tersebut dapat ditarik lebih mulur. Plastik yang mempunyai perpanjangan putus rendah akan bersifat rapuh (Billmeyer, 1984).
48 a) b)
Gambar 13. Perbedaan jenis plastik komposit terhadap a) kuat mekanik dan b) elongasi plastik
Pada Gambar 13 dapat dilihat hasil analisis sifat mekanik menunjukkan bahwa semua macam plastik komposit LLDPE mempunyai persentase elongasi yang rendah dibandingkan polimer sintetisnya. Rendahnya nilai elongasi dipengaruhi oleh besarnya ukuran granula pati yang menyebabkan kurang baiknya ikatan dengan struktur molekul compt.-LLDPE. Belum maksimalnya ikatan interfacial antara LLDPE dengan pati merupakan hal lain yang mempengaruhi. Polimer sintetis dan pati berbeda dalam tingkat kepolaran dan hidrofilitas yang menyebabkan reaksi antara gugus hidroksil pati dan ikatan hidrogen atau kovalen polimer sintetis masih belum terbentuk sempurna (Ong dan Charoenkongthum, 2002). Penyebab lain yaitu karena peran compatibilizer yang masih kurang dan belum optimal baik dari segi formulanya ataupun perlu adanya bahan compatibilizer yang lebih cocok dengan karakterisasi kedua bahan baku polimer tersebut.
Berbeda halnya dengan plastik komposit HDPE dimana hasilnya menunjukkan nilai elongasi yang tidak berbeda nyata dengan nilai elongasi HDPE murni sehingga dapat dipastikan bahwa sifat mekanik plastik komposit HDPE mempunyai nilai yang baik pada kuat tarik dan elongasinya walaupun nilai elongasinya menurun sedikit karena adanya pencampuran pati termoplastis yang mempunyai nilai elongasi yang rendah sekali. Nikazar et al. (2005) menambahkan bahwa penambahan pati ke dalam polimer plastik akan menurunkan nilai kuat tarik dan elongasinya.
Plastik komposit dalam penentuan sifat mekanik ini telah membuktikan pendistribusian pencampuran yang baik antara polimer sintetis dengan polimer alam dengan penggunaan maleat anhidrida sebagai compatibilizer walaupun belum membentuk ikatan interfacial yang kokoh dan baik antara polimer sintetis dengan
0 50 100 150 200 250 300 350 Kg /c 2m 0 2 4 6 8 10 12 %
49 polimer alam. Jenis plastik komposit LLDPE dapat dikategorikan sebagai plastik yang bersifat lebih elastis dan rapuh, sedangkan plastik komposit HDPE mempunyai karakteristik mekanik yang kuat dan mudah patah. Kedua macam sifat plastik ini akan menentukan kepada aplikasi produk plastik yang diinginkan sebagai bahan kemasan atau keperluan lainnya sebagai plastik sekali pakai.
E.2. Sifat termal plastik komposit
Pengukuran sifat termal dilakukan dengan menggunakan Differential Scanning Calorimetry (DSC) dengan tujuan untuk mengetahui suhu transisi gelas (glass transition temperature, Tg) dan titik leleh (melting point temperature, Tm).
Suhu transisi gelas merupakan suhu dimana plastik berubah keadaan dan perilakunya dari kaku, getas, padat seperti gelas, menjadi fleksibel, lunak, dan elastis. Titik leleh mengindikasikan suhu dimana terjadi perubahan wujud padat menjadi cair. Titik leleh disebut juga transisi orde pertama, sedangkan suhu transisi gelas sebagai transisi orde kedua (Geoffroy, 2004). Hasil analisis sifat termal ditunjukkan pada Tabel 12, sedangkan data lengkap yang menunjukkan hasil analisis keseluruhan sifat termal dapat dilihat pada Lampiran 6.
Tabel 12. Hasil analisis sifat termal
Jenis Plastik Hasil Penelitian*
Tg (oC) Tm (oC) Compt.-LLDPE Sagu 38,45 119,10 Tapioka 38,00 120,10 Compt.-HDPE Sagu 36,90 131,50 Tapioka 36,35 131,95 HDPE Murni 37,40 130,80 LLDPE Murni 37,90 124,50
* Data rata-rata dua kali pengulangan
Berdasarkan hasil analisis DSC yang dilakukan, nilai Tm plastik
compt.-LLDPE sagu dan compt.-compt.-LLDPE tapioka lebih rendah dibandingkan dengan compt.-LLDPE murni, akan tetapi masih dalam rentang batas plastik LLDPE yaitu antara 119,10oC sampai dengan 120,10oC, sedangkan pada plastik HDPE sagu dan compt.-HDPE tapioka mempunyai nilai yang lebih tinggi dibandingkan compt.-HDPE murni yaitu 131,50-131,95 oC, akan tetapi rentang tersebut tidak berbeda secara signifikan. Nilai Tm pada polimer campuran sangat dipengaruhi oleh campurannya dan merupakan
50 dalam campuran tersebut. Semakin banyak polimer sintetis dalam campuran maka perbedaan titik lelehnya tidak akan berbeda jauh dengan polimer sintetis murninya. Pada Lampiran 6 disajikan data analisis uji Tg dan Tm.
Nilai Tg yang diperoleh dari hasil analisis DSC mempunyai rentang antara
36–38,5oC baik pada plastik LLDPE pati (sagu dan tapioka) maupun compt.-HDPE pati (sagu dan tapioka). Nilai Tg akan bervariasi bergantung pada struktur
molekul spesifik dari polimer dasarnya, berat molekul, distribusi berat molekul tersebut, aditif yang ditambahkan ke dalam formula, serta beberapa faktor lainnya (Umam et al., 2007).
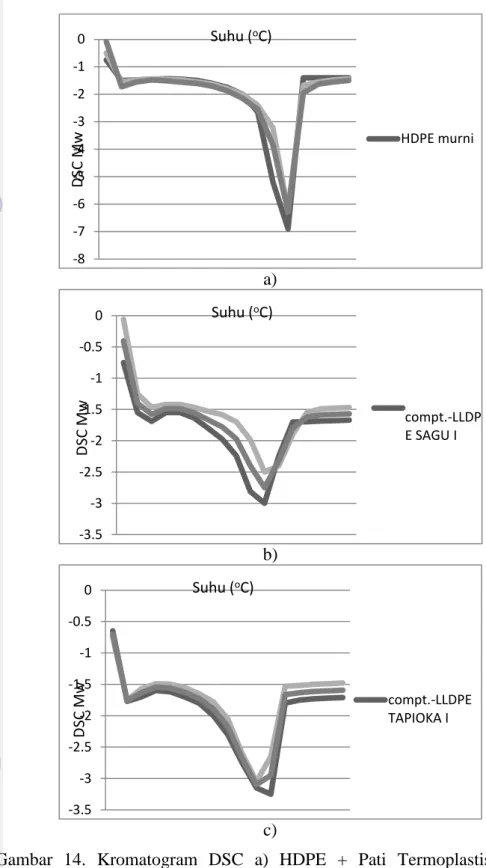
Pada Gambar 14 menunjukkan kecenderungan nilai Tm dan Tg pada
masing-masing plastik komposit yang dianalisis. Grafik b) dan c) menunjukkan kecenderungan terhadap compt.-LLDPE sagu dan compt.-LLDPE tapioka dimana nilai tiap ulangan mempunyai rentang yang cukup berbeda sehingga apabila grafik tersebut dirata-ratakan akan terletak ditengahnya. Lain halnya dengan pada grafik a) dimana plastik komposit compt.-HDPE sagu maupun tapioka mempunyai nilai rentang yang berdekatan. Hal ini disebabkan karena baik bahan aditif, polimer sintetis, dan polimer alamnya bercampur lebih homogen dibandingkan dengan plastik compt.-LLDPE pati tersebut. Kehomogenan campuran terjadi apabila pada saat proses produksi apakah kondisi proses sesuai dengan karakterisasi bahan baku yang sedang diproses. Pada analisis ini membuktikan bahwa penambahan konsentrasi 20% pati termoplastis (sagu dan tapioka) ke dalam matriks polietilen (LLDPE dan HDPE) tidak mempengaruhi nilai Tm dan Tg secara nyata.
51 a)
b)
c)
Gambar 14. Kromatogram DSC a) HDPE + Pati Termoplastis (sagu dan tapioka); b) LLDPE + sagu; c) LLDPE + tapioka
-8 -7 -6 -5 -4 -3 -2 -1 0 HDPE murni Suhu (oC) D SC M w -3.5 -3 -2.5 -2 -1.5 -1 -0.5 0 compt.-LLDP E SAGU I Suhu (oC) D SC M w -3.5 -3 -2.5 -2 -1.5 -1 -0.5 0 compt.-LLDPE TAPIOKA I Suhu (oC) D SC M w
52
E.3. Pengujian sifat biodegradablitas
Analisis pengujian sifat biodegradabilitas pada plastik komposit dilakukan degan dua cara yaitu dengan reaksi enzimatis (penambahan α-amilase) dan penanaman pada media agar untuk diinokulasikan dengan mikroba Penicillium sp. dan Aspergillus niger.
Pada pengujian sifat biodegradabilitas dengan menggunakan reaksi enzimatis bertujuan agar terjadi hidrolisis pati, yaitu pemecahan kimiawi molekul pati karena pengikatan air sehingga menghasilkan molekul-molekul yang lebih kecil. Reaksi hidrolisis dapat dipercepat dengan penambahan asam ataupun enzim sebagai katalis. α-amilase akan menghidrolisis ikatan lurus (1,4) dalam rantai pati secara acak. Enzim ini mereduksi ukuran molekul pati dengan cepat dan meningkatkan viskositas larutan pati. Hidrolisis amilosa akan menghasilkan maltosa dan maltotriosa sedangkan ikatan cabang (1,6) dalam rantai pati tidak dapat dihidrolisis oleh α-amilase tetapi sejumlah molekul α-limit dekstrin akan terbentuk saat amilopektin terhidrolisis. Setiap α-limit dekstrin mengandung sedikitnya satu ikatan cabang (1,6).
Pengujian sifat biodegradabilitas dengan reaksi enzimatis ini dilanjutkan dengan pengukuran total gula yang bertujuan agar didapatkan jumlah persentase pati yang terdegradasi dengan metode ini. Glukosa merupakan gula pereduksi, sifat pereduksi ini karena glukosa memiliki gugus hidroksil (OH) bebas yang reaktif. Gugus hidroksil reaktif pada glukosa (aldosa) biasanya terletak pada karbon nomor satu (anomerik). Menurut Winarno (1988), total gula menunjukkan jumlah gula total yang terdapat dalam suatu bahan, baik itu gula pereduksi maupun yang lainnya. Gula pereduksi menunjukkan banyaknya jumlah fruktosa dan glukosa yang berasal dari penguraian sukrosa. Kadar gula pereduksi yang rendah menunjukkan jumlah sukrosa masih mendominasi.
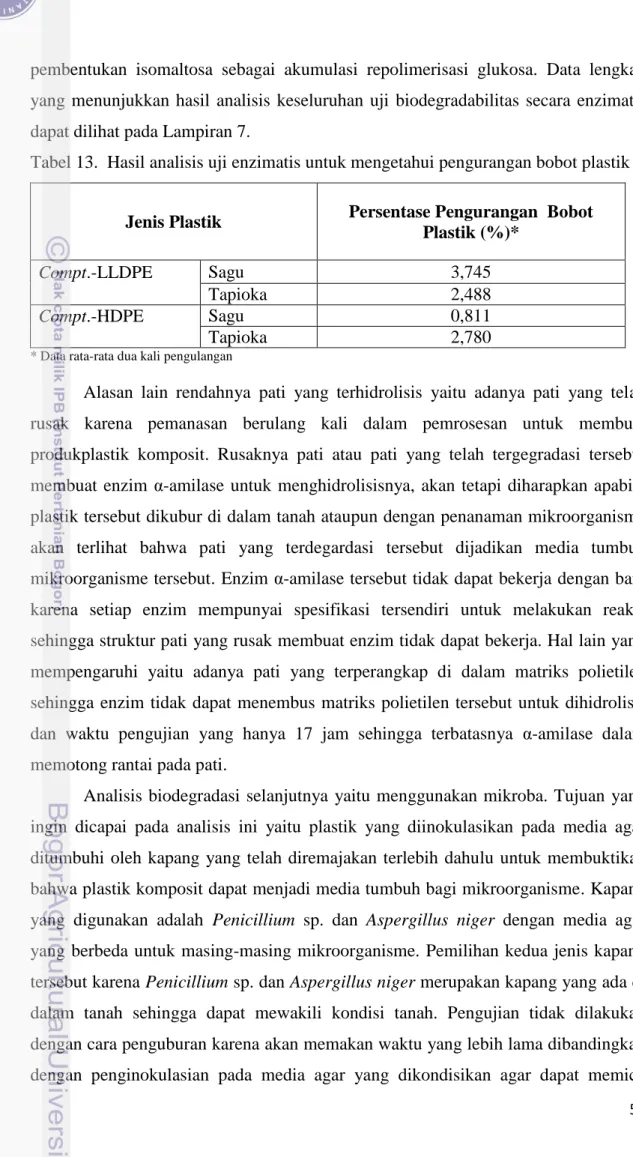
Hasil analisis uji enzimatis dapat dilihat pada Tabel 16 dimana menunjukkan bahwa pati yang terhidrolisis reaksi dengan enzim α-amilase bernilai 0,811%-3,750%. Dengan jumlah pati yang terhidrolisis telah membuktikan bahwa plastik komposit tersebut dapat terdegradasi dengan baik. Rendahnya pati yang terhidrolisis disebabkan adanya pengaruh dari ukuran granula pati. Wulansari (2004) menyatakan bahwa semakin besar ukuran molekul pati maka semakin lambat laju hidrolisis patinya dan semakin tinggi kadar amilopektin maka semakin kurang sempurna konversinya. Penurunan gula pereduksi diduga karena adanya reaksi balik, yaitu
53 pembentukan isomaltosa sebagai akumulasi repolimerisasi glukosa. Data lengkap yang menunjukkan hasil analisis keseluruhan uji biodegradabilitas secara enzimatis dapat dilihat pada Lampiran 7.
Tabel 13. Hasil analisis uji enzimatis untuk mengetahui pengurangan bobot plastik
* Data rata-rata dua kali pengulangan
Alasan lain rendahnya pati yang terhidrolisis yaitu adanya pati yang telah rusak karena pemanasan berulang kali dalam pemrosesan untuk membuat produkplastik komposit. Rusaknya pati atau pati yang telah tergegradasi tersebut membuat enzim α-amilase untuk menghidrolisisnya, akan tetapi diharapkan apabila plastik tersebut dikubur di dalam tanah ataupun dengan penanaman mikroorganisme akan terlihat bahwa pati yang terdegardasi tersebut dijadikan media tumbuh mikroorganisme tersebut. Enzim α-amilase tersebut tidak dapat bekerja dengan baik karena setiap enzim mempunyai spesifikasi tersendiri untuk melakukan reaksi sehingga struktur pati yang rusak membuat enzim tidak dapat bekerja. Hal lain yang mempengaruhi yaitu adanya pati yang terperangkap di dalam matriks polietilen sehingga enzim tidak dapat menembus matriks polietilen tersebut untuk dihidrolisis dan waktu pengujian yang hanya 17 jam sehingga terbatasnya α-amilase dalam memotong rantai pada pati.
Analisis biodegradasi selanjutnya yaitu menggunakan mikroba. Tujuan yang ingin dicapai pada analisis ini yaitu plastik yang diinokulasikan pada media agar ditumbuhi oleh kapang yang telah diremajakan terlebih dahulu untuk membuktikan bahwa plastik komposit dapat menjadi media tumbuh bagi mikroorganisme. Kapang yang digunakan adalah Penicillium sp. dan Aspergillus niger dengan media agar yang berbeda untuk masing-masing mikroorganisme. Pemilihan kedua jenis kapang tersebut karena Penicillium sp. dan Aspergillus niger merupakan kapang yang ada di dalam tanah sehingga dapat mewakili kondisi tanah. Pengujian tidak dilakukan dengan cara penguburan karena akan memakan waktu yang lebih lama dibandingkan dengan penginokulasian pada media agar yang dikondisikan agar dapat memicu
Jenis Plastik Persentase Pengurangan Bobot
Plastik (%)*
Compt.-LLDPE Sagu 3,745
Tapioka 2,488
Compt.-HDPE Sagu 0,811
54 kedua jenis kapang tersebut dapat berkembang secara optimum dalam waktu yang singkat.
Pertumbuhan isolat-isolat galur Aspergillus sp. dan Penicillium sp. di dalam medium Agar Kentang Dekstrosa (AKD) memperlihatkan pertumbuhan yang baik (Gambar 15). Medium AKD mengandung karbohidrat kompleks yang kaya akan sumber karbon dan nitrogen yang dibutuhkan oleh fungi untuk melangsungkan metabolisme primer dan sekunder. Selain itu medium ini mengandung berbagai senyawa anorganik,
vitamin dan faktor pertumbuhan (Nikazar et al., 2005).
1 2 3
4 5 6
Gambar 15. Beberapa koloni fungi kelompok Aspergillus niger (1, 2, 4) dan
Penicillium sp. (3, 5,6) yang tumbuh dengan baik dalam medium PDA
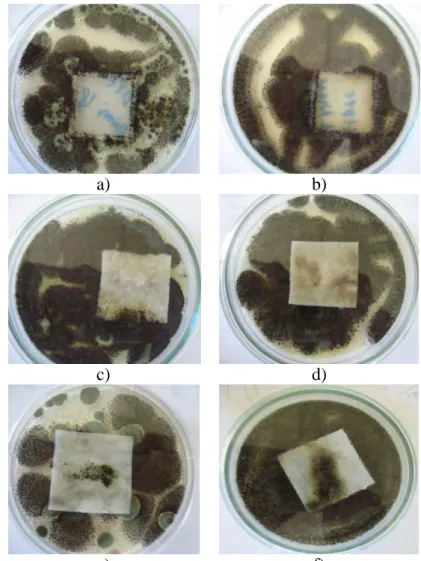
Pengujian biodegradabilitas plastik komposit ini dilakukan berdasarkan ASTM G-2170. Pada metode ini, sampel ditanamkan pada media agar (Potato Dextrose Agar) dan diinokulasikan dengan kapang. Sampel kemudian disimpan pada suhu 29oC selama 2 minggu. Pengujian ini termasuk ke dalam pengujian secara kualitatif. Sebagai kontrol juga ditanamkan HPDE murni dan LLDPE murni sebagai kontrol negatif sampel, sedangkan kontrol positif sampel menggunakan tapioka termoplastis dan pati sagu termoplastis.
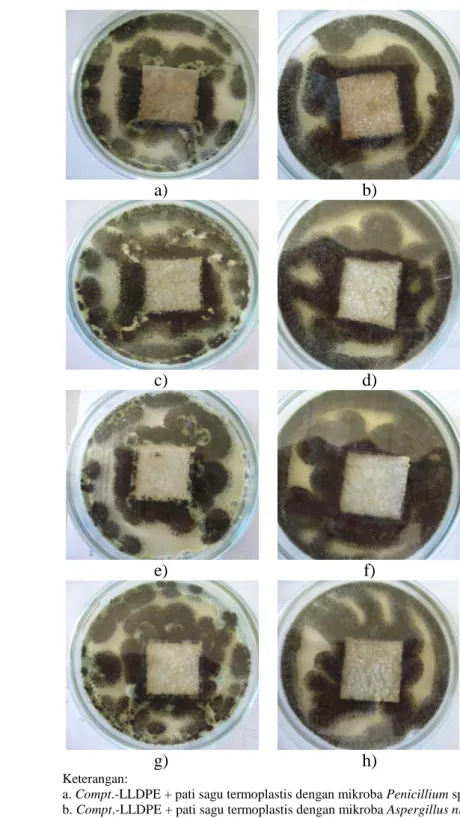
55 a) b) c) d) e) f) g) h) Keterangan:
a. Compt.-LLDPE + pati sagu termoplastis dengan mikroba Penicillium sp. b. Compt.-LLDPE + pati sagu termoplastis dengan mikroba Aspergillus niger c. Compt.-LLDPE + tapioka termoplastis dengan mikroba Penicillium sp. d. Compt.-LLDPE + tapioka termoplastis dengan mikroba Aspergillus niger e. Compt.-HDPE + pati sagu termoplastis dengan mikroba Penicillium sp. f. Compt.-HDPE + pati sagu termoplastis mikroba Aspergillus niger g. Compt.-HDPE + tapioka termoplastis dengan Mikroba Penicillium sp. h. Compt.-HDPE + tapioka termoplastis dengan Mikroba Aspergillus niger
Gambar 16. Hasil analisis uji biodegradabilitas menggunakan mikroba Penicillium sp. dan Aspergillus niger pada plastik komposit
56
a) b)
c) d)
e) f)
Keterangan:
a. Kontrol negatif; PE murni dengan mikroba Penicillium sp. b. Kontrol negatif; PE murni dengan mikroba Aspergillus niger c. Kontrol positif; pati sagu termoplastis dengan mikroba Penicillium sp. d. Kontrol positif; pati sagu termoplastis dengan mikroba Aspergillus niger e. Kontrol positif; tapioka termoplastis dengan mikroba Penicillium sp. f. Kontrol positif; tapioka termoplastis dengan mikroba Aspergillus niger
Gambar 17. Hasil analisis uji biodegradabilitas menggunakan mikroba Penicillium sp. dan Aspergillus niger pada kontrol
Berdasarkan hasil analisis pada Gambar 17, menunjukkan bahwa semua kontrol positif (pati sagu termoplastis dan tapioka termoplastis) ditumbuhi oleh kapang. Hal tersebut membuktikan bahwa pati termoplastis dapat menjadi media tumbuh bagi fungi dan mikroorganisme, sedangkan pada Gambar 16 membuktikan bahwa pada semua sampel plastik komposit juga menunjukkan adanya pertumbuhan kapang. Sedikitnya koloni yang tumbuh pada kontrol positif diduga karena adanya pengaruh bahan kimia pensteril yang digunakan pada awal uji kualitatif ini. Pada kontrol negatif tidak ditumbuhi sama sekali oleh kedua kapang tersebut. Hal tersebut
57 membuktikan bahwa pati sagu dan tapioka yang berada dalam matriks polietilen dapat digunakan sebagai sumber nutrien oleh mikroba untuk pertumbuhannya.
Dengan simulasi yang didapatkan dari pengujian di dalam laboratorium, diharapkan apabila plastik komposit antara polietilen dengan pati tersebut dikubur dalam tanah menjadi dapat terdegradasi oleh mikroba tanah karena adanya pati dalam matriks polimer sintetis tersebut sehingga dapat menjadi pemicu terjadinya proses degradasi di dalam tanah. Dengan pati yang terdegardasi oleh mikroba tanah, diharapkan pula bahwa polietilen tersebut akan menjadi lebih mudah untuk turut terdegardasi di dalam tanah karena rantai polimernya juga ikut terputus.
Pada saat kapang tumbuh pada sampel juga akan memunculkan peningkatan pori-pori yang signifikan karena penetrasi dan proses metabolisme kapang dalam pati telah optimal (Nikazar et al., 2005). Mikroorganisme, dalam hal ini adalah kapang, akan memproduksi enzim yang mampu memecah pati dalam plastik menjadi segmen yang lebih kecil dengan berat molekul yang lebih rendah. Kondisi ini menyebabkan material polimer dapat terdegardsi dalam lingkungan (Nakamura et al., 2005). Glukosa yang dihasilkan dari hidrolisis pati oleh enzim akan digunakan oleh mikroorganisme sebagai sumber karbon (Vinhas, 2007). Dengan menggunakan mikroorganisme diduga pati yang telah terdegradasi dan tidak dapat dihilangkan oleh amilase akan termakan semua oleh mikroba sehingga diharapkan 20% kandungan pati dalam plastik komposit akan habis termakan oleh mikroorganisme. Analisis ini telah membuktikan bahwa plastik komposit yang telah dibuat dapat ditumbuhi oleh mikroorganisme sehingga secara garis besar dapat dikatakan bahwa plastik komposit ini dapat termasuk ke dalam kategori plastik komposit.
E.4. Uji Morfologi
Uji morfologi ini berdasarkan atas dengan metode ASTM E-201. Morfologi campuran berpengaruh penting terhadap penentuan sifat produk akhir. Morfologi campuran yang baik bergantung pada pendistribusian dan ikatan interfacial antara komponen mayor (polimer sintetis) sebagai fase continuous dengan komponen minor (polimer alam) sebagai fase terdispersi. Pengujian morfologi dilakukan pada produk yang telah diberi perlakuan reaksi α-amilase dengan perbandingan produk yang tidak diberikan perlakuan apapun dengan tujuan agar terlihat hasil pencampuran dan
58 homogenitasnya. Pengujian morfologi permukaan produk dilakukan dengan alat Scanning Electrone Microscope (SEM) pada perbesaran 5000x.
a) d)
b) e)
c) f)
Keterangan:
a. Compt.-LLDPE + pati sagu termoplastis sebelum diberi perlakuan b. Compt.-LLDPE + tapioka termoplastis sebelum diberi perlakuan c. LLDPE murni sebelum diberi perlakuan
d. Compt.-LLDPE + pati sagu termoplastis sesudah diberi perlakuan e. Compt.-LLDPE + tapioka termoplastis sesudah diberi perlakuan f. LLDPE murni sesudah diberi perlakuan
Gambar 18. Morfologi permukaan dengan SEM pada plastik komposit LLDPE (perbesaran 5000x)
59 Berdasarkan hasil uji SEM, baik pada Gambar 18 (a dan b) dan Gambar 19 (a dan b), dapat dilihat bahwa semua plastik komposit yang tidak diberikan perlakuan apapun memiliki permukaan yang rata dan cenderung halus, sedangkan pada Gambar 18 (c) dan 19 (c) merupakan gambar morfologi dari polimer sintetis dimana sangat halus dan tidak berpori karena struktur rantainya yang padat. Kehomogenan dari plastik komposit disebabkan oleh adanya pengaruh compatibilizer maleat anhidrida yang memberikan efek antara terhadap polimer sintetis (polietilen) dengan polimer alam (pati). Hal tersebut didukung oleh Nikazar et al. (2005) dimana maleat anhidrida memberikan stabilitas mofologi terhadap pencampuran. Dalam hasil SEM tersebut tidak ditemukan adanya granula pati termoplastis yang membuktikan bahwa pencampuran telah terjadi secara baik dan homogen.
Pada Gambar 18 (d dan e) dan Gambar 19 (d dan e), dapat dilihat bahwa morfologi permukaan plastik yang telah diberikan perlakuan enzimatis pada pengujian sifat biodegradabilitas dimana hasil SEM menunjukkan permukaan yang kasar dan berlubang karena pati yang tercampur telah terlarut sempurna dengan adanya α-amilase tersebut, sedangkan pada Gambar 18 (f) dan 19 (f) tidak mengalami perubahan karena rantai kimia polimer sintetis tidak dapat terpotong oleh enzim α-amilase. Kehomogenan pencampuran menjadi lebih terlihat karena pendistribusian lubang-lubang pada permukaan plastik terlihat merata. Penyebaran yang merata ini terjadi karena adanya ikatan interfacial yang baik antara polietilen dengan pati dan compatibilizer berkerja dengan maksimal. Dalam hal ini, proses kompatibilisasi telah bekerja dengan baik sehingga dapat dihasilkan plastik komposit yang mempunyai morfologi yang baik. Penggunaan plasticizer pada pati untuk pembuatan thermoplastic starch (TPS) menunjukkan morfologi permukaan yang lebih homogen dibandingkan tanpa penambahan plasticizer.
60
a) d)
b) e)
c) f)
Keterangan:
a. Compt.-HDPE + pati sagu termoplastis sebelum diberi perlakuan b. Compt.-HDPE + tapioka termoplastis sebelum diberi perlakuan c. HDPE murni sebelum diberi perlakuan
d. Compt.-HDPE + pati sagu termoplastis sesudah diberi perlakuan e. Compt.-HDPE + tapioka termoplastis sesudah diberi perlakuan f. HDPE murni sesudah diberi perlakuan
Gambar 19. Hasil morfologi permukaan dengan SEM pada plastik komposit HDPE (perbesaran 5000x)