PENGARUH BARIUM DALAM INOKULAN TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO CYLINDER LINER BM-06 PADA PROSES PENGECORAN
SENTRIFUGAL
Mantya Hevar Rysta Kasih1, Ir. Sadino, MT.2, Ir. Rochman Rochiem, M.Sc.2
1
Mahasiswa Teknik Material dan Metalurgi, 2Staf Pengajar Teknik Material dan Metalurgi
Abstrak
Centrifugal casting merupakan proses pengecoran dengan cara menuangkan logam cair ke dalam cetakan yang berputar. Salah satu produk yang menggunakan pengecoran sentrifugal adalah cylinder liner dimana dalam prosesnya dilakukan penambahan inokulan. Inokulan adalah bahan penambah (FeSi) yang dimasukkan ke dalam logam cair . Inokulan berada di dalam ladle saat akan dituangkan ke dalam cetakan baik centrifugal casting maupun gravity casting.
Barium merupakan salah satu bahan penambah yang terdapat dalam inokulan. Penelitian ini bertujuan untuk mengetahui sejauh mana pengaruh yang diberikan barium dalam inokulan terhadap sifat mekanik dan struktur mikronya. Dalam hal ini inokulan mengandung barium 2,1% pada proses pembuatan cylinder liner BM-06. Metode pengujian yang dilakukan adalah pengujian tensile (tarik), pengujian kekerasan permukaan dan pengamatan struktur mikro menggunakan mikroskop metalurgi.
Dari hasil percobaan di atas, hasil yang didapatkan adalah produk mempunyai kekerasan 247,66 – 273,33 BHN, grafit type A, ukuran grafit 4 – 5 dengan prosentase sekitar 75 – 90% dan matriks perlitik serta kekuatannya 27,72 kgf/mm2. Sedangkan produk yang menggunakan inokulan tanpa barium memiliki kekerasan 257 – 279,66 BHN, grafit type A, ukuran grafit 4 – 5 dengan prosentase sekitar 75 – 90% dan matriks perlitik serta kekuatannya 23,91 kgf/mm2.
Kata kunci : pengecoran sentrifugal, cylinder liner, inokulan, barium, sifat mekanik, struktur mikro
Abstract
Centrifugal casting is a foundry process by pouring liquid metal into rotating mold. One of the product using centrifugal casting process is cylinder liner where there is inoculan adding in process. Inoculan is an additional material (FeSi) which is put into liquid metal. Inoculan existed in ladle when it will pour into centrifugal casting or gravity casting mould.
Barium is one of the additional material which is found inside inoculan. This research is purposed to know how far does barium given effect in inoculan to its mechanical properties and micro structure. In this thing, the inoculan contain of 2,1% barium on cylinder liner BM-06 making process. The testing method is tensile test, surface hardness test and micro structure supervision using metallurgy microscope.
From the research above, the result which is obtained are the product has 247,66 – 273,33 BHN hardness, type A graphite size 4 – 5 with percentage about 75 – 90% and pearlitic matrix also the strength is 27,72 kgf/mm2. While the product using inoculan without barium has 257 – 279,66 BHN hardness, type A graphite size 4 – 5 with percentage about 75 – 90% and pearlitic matrix also the strength is 23,91 kgf/mm2.
Key words : centrifugal casting, cylinder liner, inoculan, barium, mechanical properties, micro structure
I. Pendahuluan
Pada proses pengecoran sentrifugal saat akan dituang dalam cetakan putar, dalam ladle atau hand ladle ditambahkan inokulan. Inokulan sendiri merupakan bahan pembentuk grafit dalam besi cor yang dalam hal ini
digunakan besi cor kelabu dengan grafit berbentuk flake. Sedangkan dalam inokulan terdapat beberapa unsur kimia salah satunya adalah barium yang akan dijadikan objek dalam penelitian ini.
Tujuan dari penelitian ini adalah untuk meneliti sejauh mana pengaruh yang diberikan barium yang terdapat dalam inokulan terhadap sifat mekanik dan struktur mikro besi cor kelabu pada pengecoran sentrifugal dengan harapan kekerasannya 209 - 280 BHN, grafit
tipe A minimal 70% dalam matriks perlitik, ukuran 4 – 6, dan kekuatan minimalnya 25 kgf/mm2 tercapai.
II. Tinjauan Pustaka
2.1. Pengecoran Sentrifugal
Pengecoran sentrifugal (CFC/ Centrifugal Casting) merupakan salah satu jenis pengecoran dengan menggunakan cetakan silinder yang berputar. Benda kerja yang dihasilkan berupa produk yang padat karena diputar secara sentrifugal. Pada CFC terdapat 2 macam proses yaitu menggunakan core (bentuk produk bulat pendek) dan tanpa core (bentuk produk bulat panjang).
2.2. Cylinder Liner
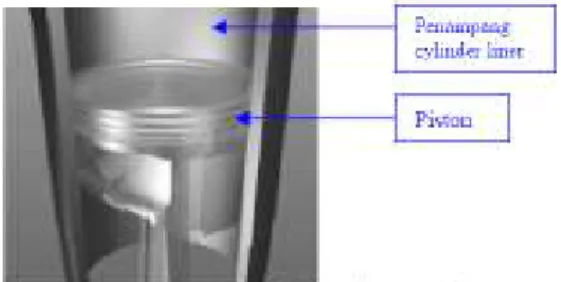
Salah satu komponen penyusun mesin diesel adalah cylinder liner yang berfungsi melindungi cylinder block dari gesekan ring piston dan mempermudah penggantian apabila keausan telah melebihi batas ketentuan. Penampang melintang dari suatu cylinder di dalam suatu mesin pembakaran dalam dapat dilihat pada Gambar 2.1
Gambar 2.1. Penampang melintang cylinder liner pada motor bakar 13
2.3. Proses Produksi Cylinder Liner
silika yang permukaannya dilapisi dengan resin dalam bentuk partikel. Core berfungsi agar logam cair tidak melekat pada mesin sentrifugal dan menahan penurunan temperatur agar tidak terjadi pendinginan cepat (chill).
2.3.2. Melting
Melting adalah proses peleburan bahan baku. Bahan baku yang digunakan berupa steel scrap low carbon dan low silicon, peleburan dilakukan selama ± 1,5-2 jam. Pada saat melting semua bahan dimasukkan jadi satu sampai mencapai suhu tertentu (1500oC).
2.3.3. Tapping
Tapping adalah proses penuangan logam cair dari tungku peleburan ke dalam ladle, penuangan ini dapat dilakukan secara berkala atau kontinyu tergantung dari kapasitas ladle. Waktu tapping tidak boleh lebih dari 7 menit karena dapat menurunkan temperatur yang bisa menyebabkan defect pada produk yang sudah jadi. Apabila temperatur tapping terlalu rendah dapat menyebabkan logam cair cepat membeku dan fluiditas yang rendah. Pada tungku induksi proses tapping dilakukan dengan bantuan pompa hidrolik, hal ini dapat dilihat pada gambar 2.2.
Gambar 2.2. Proses tapping
2.3.4. Pouring
Pouring merupakan proses penuangan logam cair dari ladle ke hand ladle, seperti pada gambar 2.3 dan selanjutnya dituangkan ke dalam cetakan sentrifugal yang dilakukan secara manual. Sebelum pouring juga dilakukan pengukuran temperatur logam cair untuk mengetahui bahwa logam cair telah sesuai dengan standar yang diinginkan.
Gambar 2.3. Proses pouring dari hand ladle ke dalam cetakan sentrifugal 4
2.3.5. Proses Centrifugal Horizontal
Pada dasarnya pengecoran sentrifugal merupakan pengecoran dengan cara menuangkan logam cair ke dalam cetakan yang berputar. Dengan adanya pengaruh gaya sentrifugal logam cair akan tertekan pada rongga cetakan sehingga logam cair dapat memenuhi cetakan dan menjadi padat.
2.3.6. Fettling
Pada saat fettling produk yang sudah jadi di shot blasting (dibersihkan permukaannya menggunakan steel shot yang berbentuk butiran kecil dengan cara disemprot) secara terus menerus dengan kecepatan tinggi selama ± 15 menit dengan ukuran steel ball 0,05 inch. Kapasitas dari mesin fettling adalah 50 kg. Cara shot blast adalah pintu dibuka selanjutnya produk dimasukkan, pintu ditutup dan kemudian steel shot ditembakkan ke produk, steel shot yang jatuh berputar terus sehingga steel shot bisa digunakan terus. Proses ini dapat membersihkan permukaan dalam dan luar coran dan menghaluskan bentuk yang tajam tetapi apabila proses fettling yang berlebihan dapat menyebabkan abrasi yang berlebihan.
Setelah dishoot blast produk digerinda untuk menghaluskan sirip-sirip yang ada atau bagian yang tidak rata. Kalau ada bagian yang tidak halus dan tidak digerinda akan merusak mata bubut pada waktu dibubut. Berikut ini adalah mesin shot blast seperti pada Gambar 2.4.
Gambar 2.4. Mesin shot blasting
2.3.7. Finishing
Proses finishing meliputi grinding, roughing, dan machining. Walaupun produk telah bersih dari pasir pada proses fettling tetapi permukaan produk masih sangat kasar sehingga produk harus digerinda.
Proses roughing dibagi menjadi dua, yaitu roughing dalam dan roughing luar. Pada proses roughing dilakukan perautan terhadap ketebalan dinding cylinder liner sehingga menghasilkan produk dengan diameter yang seragam. Pada proses machining dilakukan proses penghalusan permukaan.
2.4. Besi Cor Kelabu (grey cast iron)
Besi cor kelabu memiliki penampang patahan berwarna kelabu, hal ini disebabkan oleh banyaknya kandungan grafit dalam besi cor. Grafit pada besi tuang kelabu ini terbentuk pada saat pembekuan. Proses grafitisasi ini didorong oleh tingginya kadar karbon, adanya unsur graphite stabilizer, terutama silikon, temperatur penuangan yang tinggi dan pendinginan yang lambat. Grafit pada besi tuang kelabu ini berbentuk flake (serpih). Ujung – ujung grafit yang meruncing menyebabkan ketangguhan besi tuang ini akan rendah. Serpihan grafit yang halus serta distribusi yang merata dapat meningkatkan kekerasan besi cor kelabu (Balai Besar Pengembangan Logam dan Mesin, 2001)
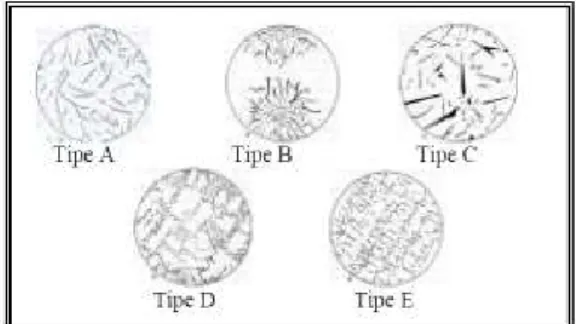
Grafit merupakan bagian yang lemah dari besi cor. Gambar 2.5 berikut ini merupakan bentuk potongan grafit dalam besi cor kelabu :
Gambar 2.5. Macam-macam tipe grafit (100x) 9
2.5. Sifat-sifat Besi Cor Kelabu
2.5.1. Sifat-sifat Mekanik Besi Cor Kelabu
2.5.1.1. Kekuatan Tarik dan Perpanjangan Karbon memberikan pengaruh terbesar pada kekuatan tarik besi cor. Kandungan karbon yang rendah meninggikan kekuatannya. Silikon memberikan kecenderungan yang serupa tetapi lebih lemah daripada karbon (Tata Surdia, 1996).
Besi cor kelabu menjadi lemah jika kandungan silikon pada ferrit-silikon lebih dari 2% dan menjadi getas jika persentasenya mencapai 2,2 – 2,5%. Persentase mangan kurang dari 1,2% akan memperkuat besi cor kelabu, sedangkan fosfor dan belerang hanya memberikan pengaruh yang kecil pada besi cor kelabu dalam persentase yang rendah.
2.5.1.2. Kekerasan
Besi cor kelabu memiliki kekerasan 130 – 280 BHN dan sangat erat kaitannya dengan struktur mikro , grafit kasar dalam matriks ferrit menyebabkan kekerasan rendah , grafit halus, dan sedikit menyebabkan kekerasan lebih tinggi (Tata Surdia, 1996). Nilai kekerasan berbanding terbalik dengan kekuatan tarik.
2.5.1.3. Mampu Mesin dan Tahan Aus Besi cor kelabu memiliki sifat mampu mesin dan tahan aus yang baik. Mampu mesin yang baik disebabkan oleh adanya grafit yang bekerja sebagai pelumas, juga oleh nilai
kekerasan yang lebih tinggi menyebabkan sifat tahan aus yang lebih baik, misalnya adalah besi cor perlit dengan kekerasan lebih dari 180 – 200 BHN adalah yang diinginkan. Sifat ketahanan aus dapat diperbaiki oleh penambahan krom, nikel, molibden, tembaga, dan lainnya (Tata Surdia, 1996).
2.6. Inokulasi
Inokulasi adalah penambahan logam lain atau paduan ke dalam cairan besi sebelum dituangkan. Jumlah penambahan itu kecil sekali, tidak cukup untuk mengubah komposisi kimia dari besi cair. Inokulasi menyebabkan distribusi grafit yang merata dalam struktur logam dan memperbaiki sifat-sifat mekanik. Inokulasi menaikkan kekuatan tarik dan menurunkan kekerasan. Inokulasi mencegah kecenderungan terjadinya chill pada bagian tipis dari besi cor, dan memberikan struktur yang seragam dan tidak tergantung pada tabal coran.
2.6.1. Inoculan
Inokulan terdiri dari inokulan penggrafitan dan inokulan campuran. Inokulan yang khas mengandung kalsium silikat dengan kadar 30 – 35% kalsium dan fero-silikon dengan kadar 50 – 75% silikon. Unsur ini adalah yang paling banyak digunakan.
2.6.2. Keuntungan dan Pengaruh Barium dalam Inokulan
Beberapa keuntungan dan pengaruh yang diberikan inokulan yang mengandung barium atau yang dapat dikategorikan sebagai inokulan tingkat menengah adalah:
a. Lebih potensial dibandingkan inokulan konvensional yang mengandung calcium – bearing pada besi cor kelabu dan besi cor nodular.
b. Harga lebih efektif dibanding inokulan calcium – bearing lainnya.
c. Penggunaan kandungan kalsium dan barium yang optimal akan meminimalkan dross.
2.6.3. Cara Penambahan
Cara yang paling mudah dan efektif adalah memercikkan sejumlah tertentu dari inokulan baik di atas cairan yang sedang dikeluarkan melalui saluran maupun di atas cairan yang sedang jatuh dari perapian ke dalam ladle. Kadang-kadang inokulan ditempatkan di dasar ladle, kemudian cairan logam dituangkan di atasnya.
Pengaruh inokulan akan menurun bersama lalunya waktu inokulasi. Oleh karena itu batang inokulan kadang-kadang dipasang pada tempat pengeluaran dari sebuah ladle. Jumlah inokulan biasanya 0,1 – 0,3% dari jumlah cairan. Sebaiknya temperatur inokulasi diusahakan setinggi mungkin karena apabila temperatur di bawah 1400 oC maka pengaruh inokulasi terkadang kecil (Tata Surdia, 1996).
III. Metodologi
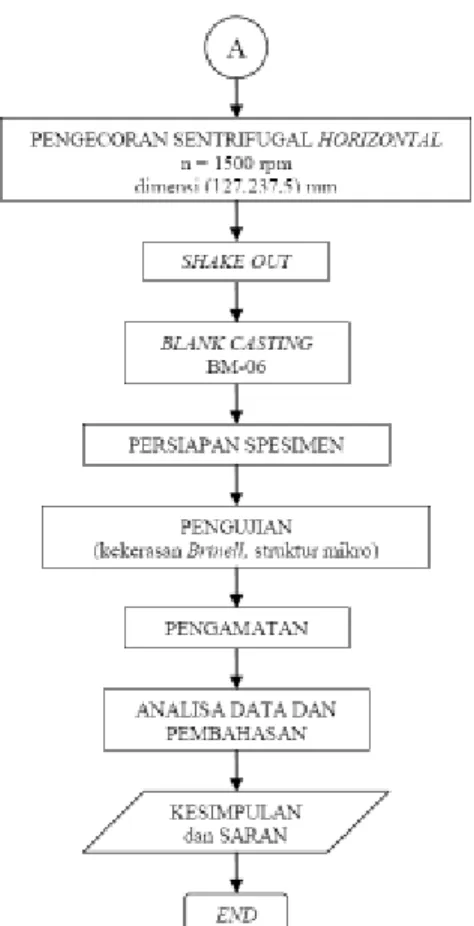
3.1. Diagram Alir Penelitian
Gambar 3.1 Diagram alir penelitian
3.2. Rancangan Penelitian
Tabel 3.1. Rancangan Penelitian
IV. Data dan Pembahasan
4.1. Hasil Pengujian dan Pengamatan
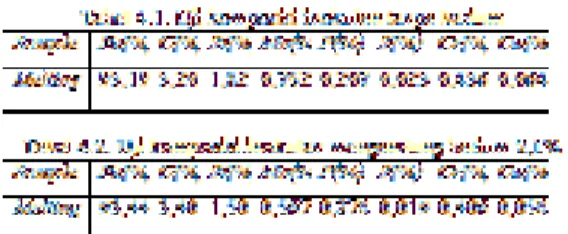
4.1.1. Hasil Uji Komposisi Kimia
Pada saat melting dan tapping, diambil spesimen chill yang akan diuji komposisi kimianya dengan alat spektrometer dan didapat beberapa nilai kadar komposisi dari peleburan dan dinyatakan dalam satuan persen (%) yaitu:
4.1.2. Hasil Pengamatan Struktur Mikro
4.1.2.1. Inokulan Tidak Mengandung Barium
4.1.2.1.1. Analisa Grafit
Cylinder Liner BM-06 merupakan besi cor kelabu (FC 25) dimana mempunyai bentuk grafit flake atau serpih berwarna gelap di dalam matriks yang lebih terang. Analisa dilakukan dengan perbesaran 100 kali dan tanpa etsa. Gambar 4.1 di bawah ini merupakan hasil pengamatan produk yang menggunakan inokulan tidak mengandung barium.
4.1.2.1.2. Analisa Matriks
Analisa matriks dilakukan dengan perbesaran 200 kali dan dietsa dengan nital 2% dan hasilnya adalah pada gambar 4.2.
4.1.2.2. Inokulan Mengandung Barium
4.1.2.2.1. Analisa Grafit
Berikut ini adalah hasil pengamatan produk dengan inokulan yang mengandung barium. Analisa dilakukan dengan perbesaran 100 kali dan tanpa etsa. Gambar struktur mikronya adalah seperti pada gambar 4.3.
4.1.2.2.2. Analisa Matriks
Analisa matriks dilakukan dengan perbesaran 200 kali dan dietsa dengan nital 2%. Struktur mikronya dapat dilihat pada gambar 4.4 berikut.
Sehingga grafik uji tariknya adalah sebagai berikut :
4.1.4. Hasil Uji Kekerasan
Produk yang sudah dicor diambil tiga tempat yaitu daerah 1(dekat saluran masuk tabung), 2(tengah tabung), 3(dekat flange). Dimana nilainya dinyatakan dalam tabel :
Dimana grafik nilai uji kekerasannya adalah sebagai berikut :
4.2. Pembahasan
4.2.1. Pembahasan Uji Komposisi Kima Beberapa kadar ada yang mengalami penurunan kadar dikarenakan pengaruh waktu dan berikatan dengan unsur yang lain. Sedangkan diantara lainnya ada yang mengalami kenaikan kadar dikarenakan merupakan unsur yang terdapat dalam charging material. Sedangkan penambahan inokulan itu sendiri tidak berakibat banyak terhadap
komposisi kimia karena efek yang diberikan inokulan sangat kecil
4.2.2. Pembahasan Pengamatan Struktur Mikro
4.2.2.1. Pembahasan Analisa Grafit
Grafit yang terbentuk pada bagian dekat saluran masuk memiliki ukuran yang lebih pendek dibandingkan grafit yang terbentuk pada bagian dekat flange, grafit yang terbentuk pada bagian tengah lebih panjang dibandingkan grafit pada bagian dekat saluran masuk maupun dekat flange karena laju pendinginan yang berbeda – beda. Sehingga setelah dilihat dari gambar dapat disimpulkan grafit yang didapat adalah tipe A, ukuran grafit 4 – 5 dan prosentase sekitar 75 – 90%.
4.2.2.2. Pembahasan Analisa Matriks
Setelah diamati pada struktur mikro pada data di atas, hasilnya didapatkan matriks perlitik pada semua bagiannya.
4.2.3. Pembahasan Uji Tarik
Dari hasil uji tarik tersebut menyatakan bahwa produk dengan inokulan yang mengandung barium dimana ditargetkan nilai UTS minimal adalah 25 kgf/mm2 terpenuhi karena nilainya melebihi nilai minimal (27,72 kgf/mm2).
Sedangkan untuk hasil uji tarik spesimen yang tidak mengandung barium mempunyai nilai UTS lebih rendah (23,91 kgf/mm2). Hal ini tidak diinginkan karena berarti nilai kekerasannya menjadi tinggi dan produk yang bagus tidak memiliki kekerasan yang terlalu tinggi.
4.2.4. Pembahasan Uji Kekerasan
Daerah yang dekat saluran masuk mempunyai nilai kekerasan tertinggi sedangkan daerah dekat flange merupakan daerah dengan nilai kekerasan menengah dan daerah tengah mempunyai nilai kekerasan terendah.
Karena pada daerah dekat saluran masuk dan daerah dekat flange merupakan ujung – ujung yang memiliki rongga udara sehingga saat terjadi pendinginan dalam proses pengecoran sentrifugal, daerah – daerah tersebut lebih cepat pendinginannya. Sedangkan daerah tengah memiliki kekerasan
yang lebih rendah karena arah aliran pendinginan adalah dari ujung – ujung cetakan menuju tengah sehingga daerah tengah paling lambat pendinginannya. Kekerasan ketiga daerah tersebut sudah mencapai target yaitu antara 209 – 280 BHN.
V. Kesimpulan dan Saran
5.1. Kesimpulan
Berdasarkan hasil pengujian dan pengamatan yang telah dilakukan, maka dapat diambil beberapa kesimpulan sebagai berikut :
1. Kandungan barium dalam inokulan berpengaruh terhadap nilai kekerasan dan struktur mikro pada produk cylinder liner dimana kadar barium 2,1 % sudah cukup untuk membuat kekerasan, grafit tipe A, dan matriks perlitik yang sesuai dengan standar produk perusahaan.
2. Penggunaan inokulan dengan kadar barium 2,1% lebih baik daripada yang tidak mengandung barium baik dalam segi sifat mekanik, harga, maupun efektifitasnya.
5.2. Saran
Berdasarkan penelitian dan kesimpulan, ada beberapa saran yang dapat diperhatikan dan diaplikasikan dalam proses pengecoran sentrifugal besi cor kelabu selanjutnya agar didapat produk dengan kualitas yang baik ataupun lebih baik, diantaranya :
1. Penggunaan inokulan berbarium cukup baik untuk didapatkan sifat maupun nilai mekanik dan struktur mikro yang sesuai standar produk perusahaan sehingga tidak perlu digunakan inokulan tingkat tinggi karena selain harganya lebih mahal, efek yang diberikannya pun tidak jauh beda dari inokulan yang mengandung barium. 2. Agar diperoleh sifat mekanik dan grafit
yang lebih baik, sebaiknya digunakan inokulan dengan kadar barium yang
cetakan karena akan berpengaruh terhadap penyerapan panas saat produksi yang efeknya terhadap laju pendinginan.
4. Diperhatikan ketebalan coating pada cetakan karena ketebalan coating juga mempengaruhi proses laju pendinginan logam cair dimana ketebalan coating yang menjadi media kontak langsung antara cetakan dengan logam cair.
Daftar Pustaka
1. Avner, Sidney H. 1974. Introduction to Physical Metallurgy. Singapore : Fong and Sons Printers Pte, Ltd.
2. Balai Besar Pengembangan Industri Logam dan Mesin. 2001. Analisa Cacat Tuang. Bandung. Balai Besar Pengembangan Industri Logam dan Mesin
3. Banga, T.R, R.L. Agarwal. 1981. Foundry Engineering. New Delhi : Khanna Publisher.
4. Furqon. 2006. Petunjuk Pengecoran Ramah Lingkungan. Bandung : Balai Besar Industri Logam dan Mesin.
5. Gupta, Prof. R.B. 1989. Foundry Engineering. New Delhi : Satya Prakashan
6. Surdia, Tata dan Kenji Chijiwa. 2006. Teknik Pengecoran Logam. Jakarta : PT Pradya Paramitha.
7.………., ASM Metals Handbook Vol 15.1992. Casting
8.………., ASM Metals Handbook Vol 7.1972. Atlas of Microstructure of Industrial Alloy.
9.………., ASTM Standard A 159-83. 2001. Standard Specification for Automotive Gray Iron Casting.
10………., Balai Besar Pengembangan Industri Logam dan Mesin. 2001. Metallography. Bandung.
11………., Balai Besar Pengembangan Industri Logam dan Mesin. 2001. Pengujian Sifat Mekanik Logam. Bandung.