TUGAS AKHIR
Diajukan Untuk Memenuhi Salah Satu Syarat Memperoleh Gelar Sarjana Teknik
Jurusan Teknik Mesin
Disusun Oleh :
TRIS SAPUTRA NIM : 015214121
JURUSAN TEKNIK MESIN
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA
FINAL PROJECT
Presented as Partial fulfillment of the Requirements To Obtain the Sarjana Teknik Degree
In Mechanical Engineering
By
TRIS SAPUTRA Student Number : 015214121
MECHANICAL ENGINEERING DEPARTMENT
SCIENCE AND TECHNOLOGY FACULTY
SANATA DHARMA UNIVERSITY
YOGYAKARTA
2007
Dengan ini saya menyatakan bahwa dalam tugas akhir ini tidak terdapat karya
yang pernah diajukan untuk memperoleh gelar kesarjanaan di suatu Perguruan
Tinggi, dan sepanjang pengetahuan saya juga tidak terdapat karya atau pendapat
yang pernah ditulis atau diterbitkan oleh orang lain, kecuali yang secara tertulis
diacu dalam naskah ini dan disebutkan dalam daftar pustaka.
Yogyakarta, 25 Oktober 2007
Tris Saputra
Puji dan syukur kehadirat Tuhan Yesus Kristus dan Bunda Maria, yang
telah memberikan berkat, semangat, rahmat dan cinta kasih yang berlimpah di
dalam penulisan tugas akhir ini hingga selesai.
Tugas akhir ini merupakan salah satu syarat yang harus dipenuhi bagi
mahasiswa Teknik Mesin sebelum dinyatakan lulus sabagai Sarjana Teknik.
Dalam pelaksanaan dan penulisan tugas akhir ini tidak lepas dari bantuan berbagai
pihak, baik berupa materi, bimbingan, kerja sama serta dukungan moril. Dalam
kesempatan ini penulis mengucapkan terimakasih kepada :
1. Ir. Greg Heliarko, SJ., SS., B.ST., MA., M.Sc., selaku Dekan Fakultas Sains
dan Teknologi, Universitas Sanata Dharma Yogyakarta.
2. Bapak Budi Sugiharto, S.T., M.T., selaku Kaprodi Teknik Mesin,
Universitas Sanata Dharma.
3. Bapak Ir.Rines Alapan, M.T. selaku Dosen pembimbing akademik dan
pembimbing tugas akhir.
4. Seluruh Dosen dan Karyawan Fakultas Sains dan Teknologi, Universitas
Sanata Dharma.
5. Bapakku Doddy Lukianto, Mamakku Rita, Abangku Wahyu Topan Prakarsa
dan kedua adikku Theo Fernando dan Tendo Franco, serta seluruh keluarga,
terimakasih atas finansial, doa dan dukungannya.
6. Kekasihku Maria Lourdes Wiranti yang telah membuatku terbangun.
7. Teman-teman di kost “Joentoel”: Dimas, Lasro dan Ahoq, semoga
kekeluargaan kita tetap terjalin.
teman-teman Teknik Mesin angkatan 2001.
9. Teman- teman yang lain : Mbak Ningrum dan Alex Manalu.
10. Rekan-rekan dan semua pihak yang membantu dalam penulisan tugas akhir
ini.
Penulis
Tris Saputra
Dalam tugas akhir ini akan dirancang salah satu bagian dari sistem transmisi mesin bubut yaitu feed box yang setara dengan feed box mesin bubut tipe ACIERA 7044 buatan PT. Texmaco Perkasa Engineering.
Feed box ACIERA 7044 ini memiliki 17 macam kecepatan pemakanan (feeding), dua jenis pengerjaan ulir (ulir metris dan ulir whitworth) dan menggunakan penggerak motor listrik dengan daya 2,2 kW. Feed box ACIERA 7044 ini memiliki kecepatan pemakanan terendah 0,031 mm per putaran spindel dan kecepatan pemakanan tertinggi sebesar 1 mm per putaran spindel.
Dengan mengambil pola variasi kecepatan pemakanan dari feed box ACIERA 7044 dan daya motor penggerak yang sama, maka perancangan ini menghasilkan feed box baru yang mempunyai 18 kecepatan pemakanan dan satu jenis pengerjaan ulir (ulir metris). Feed box hasil rancangan ini memiliki kecepatan pemakanan terendah 0,031 mm per putaran spindel dan kecepatan pemakanan tertinggi sebesar 1,6 mm per putaran spindel.
A lathe transmission system will design in this final project, it is called feed box. This feed box is equivalent to ACIERA 7044 type which made by PT. Texmaco Perkasa Engineering.
ACIERA 7044 feed box has 17 feeding, two kind of thread (metric thread and whitworth thread) and use electric motor with power capacity 2,2 kW. ACIERA 7044 feed box also has lowest feeding 0,031 mm per spindle rotation and highest feeding 1 mm per spindle rotation.
This design take variation pattern of feeding and capacity power electric motor of ACIERA 7044, therefore in this design produce a new feed box which has 18 feeding and one kind of thread (metric thread only). The new feed box has lowest feeding 0,031 mm per spindle rotation and highest feeding 1,6 mm per spindle rotation.
HALAMAN JUDUL ... i
HALAMAN PENGESAHAN... iii
HALAMAN PERNYATAN ... v
HALAMAN MOTTO ... vi
KATA PENGANTAR... vii
INTISARI ... ix
DAFTAR ISI... xi
DAFTAR GAMBAR... xv
DAFTAR TABEL ... xxi
BAB I PENDAHULUAN 1.1 Latar Belakang Perancangan... 1
1.2 Tujuan Perancangan ... 2
1.3 Tahapan Perancangan ... 2
BAB II DASAR TEORI 2.1 Mesin Bubut ... 4
2.1.1 Definisi dan Fungsi Mesin Bubut ... 4
2.1.2 Bagian-Bagian Utama Mesin Bubut ... 6
2.1.3 Bagian-Bagian Pelengkap Mesin Bubut ... 8
2.2 Kotak Roda Gigi Pengatur Pemakanan (Feed Box) ... 8
2.2.1 Klasifikasi Feed Box... 8
1). Feed Box dengan Change Gear... 8
2). Feed Box dengan Gear Cone and Sliding Gear... 10
3). Feed Box dengan Tumbler Gear (Norton’s Gear)... 11
4). Feed Box dengan Sliding Gear... 12
3). Roda Gigi ... 16
4). Bantalan ... 17
2.3 Mekanisme Feed Box... 19
2.4 Pelumasan ... 19
BAB III PENGATURAN KECEPATAN FEED BOX 3.1 Menentukan Variasi Kecepatan Pemakanan... 21
3.1.1 Perbandingan Deret Ukur (Geometric Progression Ratio)... 22
3.1.2 Jumlah Tingkat Kecepatan... 24
3.2 Formula Struktur ... 27
3.3 Diagram Struktur dan Analisisnya ... 29
3.4 Menentukan Putaran Poros Output... 32
3.4.1 Rasio Apron Box... 34
3.4.2 Modul dan Jumlah Gigi Pinion Pasangan Rack... 34
3.4.3 Rasio Roda Gigi Tukar (Change Gear)... 36
3.5 Menentukan Jumlah Gigi ... 37
3.6 Diagram Kinematik Feed Box Sementara... 45
BAB IV PERHITUNGAN EFISIENSI DAN DAYA 4.1 Data Awal ... 46
4.2 Efisiensi Mekanis Pada Sistem Transmisi ... 47
4.3 Daya Pemotongan dan Daya Pemakanan... 48
4.4 Diameter Benda Kerja... 51
5.1.2 Penghitungan Roda Gigi ... 53
5.2 Poros... 65
5.2.1 Penghitungan Poros Satu ( 1 )... 66
5.2.2 Penghitungan Poros Dua ( 2 ) ... 85
5.2.3 Penghitungan Poros Tiga ( 3 )... 103
5.2.4 Penghitungan Poros Empat ( 4 ) ... 127
5.2.5 Penghitungan Poros Lima ( 5 ) ... 142
5.3 Spline dan Pasak... 152
5.3.1 Poros Bintang (Spline Shaft)... 152
5.3.2 Pasak ... 159
5.4 Baut dan Mur ... 166
5.4.1 Baut untuk Mengikat RG 1, RG 2 dan RG 3 ... 167
5.4.2 Baut untuk Mengikat RG 13 dan RG 15... 168
5.5 Bantalan ... 170
5.5.1 Bantalan pada Poros Satu ( 1 ) ... 170
5.5.2 Bantalan pada Poros Dua ( 2 ) ... 175
5.5.3 Bantalan pada Poros Tiga ( 3 )... 179
5.5.4 Bantalan pada Poros Empat ( 4 )... 186
5.5.5 Bantalan pada Poros Lima ( 5 )... 190
5.6 Tuas Penggeser Roda Gigi ... 192
5.6.1 Tuas Satu ( 1 ) ... 196
5.6.2 Tuas Dua ( 2 )... 196
5.6.3 Tuas Tiga ( 3 ) ... 197
5.7 Circlip... 199
5.8 Kotak Transmisi (Gear Boxes)... 201
5.8.1 Desain Kotak/Rumah Roda Gigi (Gear Box/Housing)... 203
5.8.2 Menentukan Dimensi Gear Box/Housing... 205
5.8.3 Bentuk Tutup Rumahan dan Sil ... 207
BAB VII KESIMPULAN
DAFTAR PUSTAKA LAMPIRAN
GAMBAR HASIL PERANCANGAN
Gambar 2.1 Mesin bubut ACIERA 7044... 4
Gambar 2.2 Prinsip gerakan pembubutan ... 5
Gambar 2.3 Hasil pembubutan... 5
Gambar 2.4 Bagian utama mesin bubut ... 6
Gambar 2.5 Change gear... 9
Gambar 2.6 Gear cone and sliding key ... 10
Gambar 2.7 Tumbler gear (Norton’s gear) ... 11
Gambar 2.8 Sliding gear (Feed box ACIERA 7044) ... 12
Gambar 2.9 Pasak dan spline ... 15
Gambar 2.10 Roda gigi ... 16
Gambar 2.11 Jenis bantalan luncur ... 17
Gambar 2.12 Jenis bantalan gelinding ... 18
Gambar 3.1 Diagram struktur feed box ... 30
Gambar 3.2a Diagram kinematik feed box... 32
Gambar 3.2b Diagram struktur keseluruhan ... 33
Gambar 3.3 Diagram struktur nilai-nilai pemakanan dan putaran poros output (feed shaft) ... 36
Gambar 3.4 Perubahan posisi sumbu poros disertai penambahan roda gigi untuk keperluan pembuatan ulir... 37
Gambar 3.5 Diagram struktur yang telah dimodifikasi untuk keperluan pembuatan ulir... 43
Gambar 3.6 Susunan fed box sementara... 45
Gambar 3.7 Susunan feed box sementara setelah dimodifikasi... 45
Gambar 4.1 Sistem transmisi speed box ... 47
Gambar 4.2 Gaya yang terjadi saat pembubutan ... 49
Gambar 5.1 Roda gigi lurus dan nama bagian-bagiannya ... 52
Gambar 5.2 Diagram pemilihan modul roda gigi lurus ... 53
Gambar 5.3 Contoh poros transmisi ... 63
Gambar 5.4 Ilustrasi putaran tiap poros berdasarkan putaran terendah... 64
pada poros satu... 65
Gambar 5.7 Skema arah dan besar gaya yang dialami poros satu ... 66
Gambar 5.8 BMD akibat pasangan roda gigi ganti dan roda gigi satu dan komponen dari poros lima (arah horizontal)... 67
Gambar 5.9 BMD akibat pasangan roda gigi ganti dan roda gigi satu dan komponen dari poros lima (arah vertikal)... 67
Gambar 5.10 Faktor konsentrasi tegangan α untuk pembebanan puntir statis dari suatu poros bulat dengan alur pasak persegi yang diberi fillet ... 72
Gambar 5.11 Faktor konsentrasi tegangan β untuk pembebanan puntir statis dari suatu poros bulat dengan pengecilan diameter yang diberi fillet... 73
Gambar 5.12 Diagram M/EI batang AC (horizontal) ... 75
Gambar 5.13 Diagram M/EI batang DB (horizontal) ... 75
Gambar 5.14 Diagram M/EI batang EB (horizontal)... 76
Gambar 5.15 Diagram M/EI batang AD (horizontal) ... 77
Gambar 5.16 Diagram M/EI batang BC (horizontal) ... 77
Gambar 5.17 Diagram M/EI batang AC (vertikal) ... 78
Gambar 5.18 Diagram M/EI batang DB (vertikal) ... 78
Gambar 5.19 Diagram M/EI batang EB (vertikal)... 79
Gambar 5.20 Diagram M/EI batang AD (vertikal) ... 80
Gambar 5.21 Diagram M/EI batang BC (vertikal) ... 80
Gambar 5.22 Posisi roda gigi yang bertaut dengan pasangannya menimbulkan momen lentur maksimum pada poros dua ... 85
Gambar 5.23 Jarak antar komponen saat pembebanan lentur maksimum pada poros dua ... 86
Gambar 5.24 Skema arah dan besar gaya yang dialami poros dua... 86
Gambar 5.25 BMD akibat pasangan roda gigi enam dan roda gigi sebelas dan komponen dari poros empat (arah horizontal) ... 87
Gambar 5.28 Diagram M/EI batang AB (horizontal) ... 92
Gambar 5.29 Diagram M/EI batang AD (horizontal) ... 93
Gambar 5.30 Diagram M/EI batang EB (horizontal)... 94
Gambar 5.31 Diagram M/EI batang BC (horizontal) ... 94
Gambar 5.32 Diagram M/EI batang AC (vertikal) ... 95
Gambar 5.33 Diagram M/EI batang AB (vertikal) ... 95
Gambar 5.34 Diagram M/EI batang AD (vertikal) ... 97
Gambar 5.35 Diagram M/EI batang EB (vertikal)... 97
Gambar 5.36 Diagram M/EI batang BC (vertikal) ... 98
Gambar 5.37 Posisi roda gigi yang bertaut dengan pasangannya menimbulkan momen lentur maksimum pada poros tiga ... 103
Gambar 5.38 Jarak antar komponen saat pembebanan lentur maksimum pada poros tiga ... 104
Gambar 5.39 Skema arah dan besar gaya yang dialami poros tiga... 104
Gambar 5.40 BMD batang AC (horizontal)... 105
Gambar 5.41 Diagram M/EI batang AC (horizontal) ... 106
Gambar 5.42 Diagram M/EI batang BC (horizontal) ... 106
Gambar 5.43 BMD batang AC (vertikal) ... 107
Gambar 5.44 Diagram M/EI batang AC (vertikal) ... 107
Gambar 5.45 Diagram M/EI batang BC (vertikal) ... 108
Gambar 5.46 BMD poros 3 (gaya tangensial) ... 109
Gambar 5.47 BMD batang AC (vertikal) ... 110
Gambar 5.48 Diagram M/EI batang AC (vertikal) ... 110
Gambar 5.49 Diagram M/EI batang BC (vertikal) ... 111
Gambar 5.50 BMD poros 3 (gaya radial) ... 113
Gambar 5.51 Diagram M/EI batang AC (horizontal) ... 117
Gambar 5.52 Diagram M/EI batang AB (horizontal) ... 117
Gambar 5.53 Diagram M/EI batang AD (horizontal) ... 118
Gambar 5.57 Diagram M/EI batang AB (vertikal) ... 120
Gambar 5.58 Diagram M/EI batang AD (vertikal) ... 121
Gambar 5.59 Diagram M/EI batang BE (horizontal)... 122
Gambar 5.60 Diagram M/EI batang EC (horizontal)... 123
Gambar 5.61 Posisi roda gigi yang bertaut dengan pasangannya menimbulkan momen lentur maksimum pada poros empat ... 127
Gambar 5.62 Jarak antar komponen saat pembebanan lentur maksimum pada poros empat ... 128
Gambar 5.63 Penyambungan poros empat dengan poros dua ... 128
Gambar 5.64 Skema arah dan besar gaya yang dialami poros empat... 129
Gambar 5.65 BMD akibat pasangan roda gigi 14 dan roda gigi 16 (horizontal)... 130
Gambar 5.66 BMD akibat pasangan roda gigi 14 dan roda gigi 16 (vertikal)... 130
Gambar 5.67 Diagram M/EI batang AC (horizontal) ... 134
Gambar 5.68 Diagram M/EI batang AB (horizontal) ... 134
Gambar 5.69 Diagram M/EI batang BC (horizontal) ... 135
Gambar 5.70 Diagram M/EI batang AC (vertikal) ... 136
Gambar 5.71 Diagram M/EI batang AB(vertikal) ... 136
Gambar 5.72 Diagram M/EI batang BC(vertikal) ... 137
Gambar 5.73 Posisi roda gigi yang bertaut dengan pasangannya menimbulkan momen lentur maksimum pada poros lima ... 142
Gambar 5.74 Jarak antar komponen saat pembebanan lentur maksimum pada poros lima ... 143
Gambar 5.75 Skema arah dan besar gaya yang dialami poros empat... 143
Gambar 5.76 BMD akibat pasangan roda gigi 17 dan roda gigi 18 (horizontal)... 144
Gambar 5.77 BMD akibat pasangan roda gigi 17 dan roda gigi 18 (vertikal)... 145
Gambar 5.78 Poros bintang... 152
Gambar 5.79 Penampang spline ... 154
Gambar 5.80 Ukuran pasak dan alur pasak... 159
Gambar 5.84 Tekanan permukaan pada ulir ... 167
Gambar 5.85 Bantalan gelinding bola baris tunggal... 170
Gambar 5.86 BMD poros 1 (gaya tangensial) ... 170
Gambar 5.87 BMD poros 1 (gaya radial) ... 171
Gambar 5.88 BMD poros 2 (gaya tangensial) ... 175
Gambar 5.89 BMD poros 2 (gaya radial) ... 176
Gambar 5.90 BMD poros 3 (gaya tangensial) ... 179
Gambar 5.91 BMD poros 3 (gaya radial) ... 180
Gambar 5.92 BMD poros 4 (gaya tangensial) ... 186
Gambar 5.93 BMD poros 4 (gaya radial) ... 186
Gambar 5.94 BMD poros 5 (gaya tangensial) ... 190
Gambar 5.95 BMD poros 5 (gaya radial) ... 190
Gambar 5.96 Joystick controls... 192
Gambar 5.97 Radial cams dan drum cams... 192
Gambar 5.98 Shifter dan lever ... 193
Gambar 5.99 Double sided swinging lever... 193
Gambar 5.100 Ukuran shifter... 194
Gambar 5.101 Ukuran shifter... 194
Gambar 5.102 Tuas 1 ... 196
Gambar 5.103 Tuas 2 ... 197
Gambar 5.104 Tuas 3 ... 198
Gambar 5.105 Kotak transmisi industri ... 203
Gambar 5.106 Penampang dari kotak transmisi pengerol beralur ... 204
Gambar 5.107 Motor kotak transmisi dengan motor pemasangan khusus ... 205
Gambar 5.108 Jarak bantalan pada kedua ujung poros 3... 206
Gambar 5.109 Bentuk tutup rumahan ... 207
Gambar 6.1 Pengambilan data dari diagram struktur ... 211
Gambar 6.4 Beberapa mekanisme pelumasan ... 217 Gambar 6.5 Pelumasan bantalan dengan scraper (penuang minyak)
mampu setel ... 218 Gambar 7.1 Feed box hasil rancangan ... 219
Gambar 7.2 Feed box tampak depan dan tampak samping... 221
Tabel 3.1a Variasi kecepatan pemakanan (feeding) ACIERA 7044 ... 21
Tabel 3.1b Deret standar ... 22
Tabel 3.2 Jumlah pemakaian poros dan roda gigi geser tiap jumlah tingkat kecepatan total (z) ... 26
Tabel 3.3 Hasil perhitungan 18 formula struktur ... 28
Tabel 3.4 Formula struktur terbaik... 28
Tabel 3.5 Nilai-nilai pemakanan dan putaran poros output (feed shaft)... 35
Tabel 3.6 Penjumlahan gigi pada pasangan roda gigi untuk group transmisi pertama... 38
Tabel 3.7 Penjumlahan gigi pada pasangan roda gigi untuk group transmisi kedua ... 39
Tabel 3.8 Penjumlahan gigi pada pasangan roda gigi untuk group transmisi ketiga ... 39
Tabel 3.9 Jumlah gigi pada masing-masing roda gigi... 40
Tabel 3.10 Perbandingan putaran output feed shaft... 42
Tabel 3.11 Nilai-nilai pengerjaan ulir (pitch ulir) dan putaran poros output (lead screw) ... 44
Tabel 4.1 Koefisien harga-harga efisiensi untuk berbagai transmisi dan penyangganya... 47
Tabel 4.2 Spesifikasi motor listrik ... 48
Tabel 4.3 Hasil perhitungan nilai K ... 50
Tabel 5.1 Faktor dinamis fBvB... 55
Tabel 5.2 Faktor bentuk gigi ... 56
Tabel 5.3 Tegangan lentur yang diizinkan σBaBpada bahan roda gigi ... 57
Tabel 5.4 Faktor tegangan kontak pada bahan roda gigi... 58
Tabel 5.5 Hasil perhitungan roda gigi... 60
Tabel 5.6 Besar gaya tangensial, gaya radial dan berat roda gigi pada poros satu... 66
Tabel 5.9 Ukuran-ukuran utama pasak ... 71 Tabel 5.10 Faktor konsentrasi tegangan α untuk pembebanan puntir statis dari
suatu poros bulat dengan alur pasak persegi yang diberi fillet ... 72 Tabel 5.11 Faktor konsentrasi tegangan β untuk pembebanan puntir statis dari
suatu poros bulat dengan pengecilan diameter yang diberi fillet... 73 Tabel 5.12 Besar gaya tangensial, gaya radial dan berat roda gigi pada
poros dua ... 87 Tabel 5.13 Besar gaya tangensial, gaya radial dan berat roda gigi pada
poros tiga... 105 Tabel 5.14 Besar gaya tangensial, gaya radial dan berat roda gigi pada
poros empat ... 129 Tabel 5.15 Besar gaya tangensial, gaya radial dan berat roda gigi pada
poros lima... 144 Tabel 5.16 Tekanan permukaan ijin... 153
Tabel 5.17 Ukuran poros bintang... 153 Tabel 5.18 Tekanan permukaan yang diizinkan pada ulir ... 168 Tabel 5.19 Faktor e, X dan Y ... 172 Tabel 5.20 Spesifikasi bantalan gelinding bola baris tunggal untuk diameter
poros 22 ~ 35 mm ... 185 Tabel 5.21 Sifat-sifat bahan bantalan luncur... 187 Tabel 5.22 Tekanan maksimum yang diizinkan, dll, dari bantalan radial ... 188 Tabel 5.23 Ukuran sliders yang berputar bebas terhadap pin ... 195 Tabel 5.24 Ukuran sliders yang terikat dengan pin... 195 Tabel 5.25 Ukuran external circlips, type C ... 199 Tabel 5.26 Ukuran external circlips, type A ... 200 Tabel 5.27 Nilai standar untuk ukuran kotak transmisi ... 202 Tabel 6.1 Pemilihan viskositas kinematik oli pelumas roda gigi
pada temperatur 40° C... 210
roda gigi yang digerakkan (pada poros empat) ... 212 Tabel 6.4 Pemilihan pelumas dan cara pelumasan... 217 Tabel 7.1 Nilai-nilai pemakanan ... 220 Tabel 7.2 Nilai-nilai pengerjaan ulir ... 220
1.1Latar Belakang
Mesin bubut merupakan mesin perkakas yang berfungsi untuk
memproduksi benda yang berbentuk silindris. Mesin bubut memiliki banyak
bagian utama dan setiap bagian utama memiliki fungsi yang berbeda untuk
mendukung pengerjaan pembubutan sehingga dengan melihat fungsinya,
bagian-bagian mesin bubut tidak dapat dipisahkan. Dari beberapa bagian-bagian utama tersebut
tersusun dari beberapa komponen transmisi (poros, roda gigi dan bantalan) yang
tersimpan/terletak dalam sebuah kotak (box) yang dinamakan “kotak transmisi”.
Feed box termasuk salah satu bagian utama mesin bubut yang berfungsi
mengatur keluaran berupa putaran untuk melakukan gerak pemakanan dan
membuat ulir sesuai dengan standar yang telah ada atau ulir yang sering dipakai.
Feed box dirancang untuk mengatasi ketidakstabilan tangan operator yang
mengakibatkan tingkat kekasaran permukaan benda kerja tidak seragam,
otomatisasi pemakanan apabila benda yang dibubut ukurannya panjang,
menentukan pengerjaan akhir permukaan (penghalusan), membuat ulir dan
menentukan produktivitas. Sebelum feed box digunakan, pengaturan pemakanan
untuk pembuatan setiap ulir yang berbeda-beda harus melepas dan memasang
roda-roda gigi (change gear) dengan ukuran yang berbeda-beda pula. Hal ini
menyebabkan kerugian karena banyak waktu yang terbuang untuk mengganti
roda-roda gigi tersebut. Dengan adanya feed box, para pengguna mesin bubut
dapat dengan mudah dan cepat mengubah putaran untuk menentukan gerak
pemakanan dan membuat ulir yang sesuai standar pada benda kerja.
Feed box yang dirancang akan mengacu pada feed box mesin bubut
ACIERA 7044 yang terletak di Laboratorium Mekatronika agar mudah untuk
meninjau secara langsung karena jaraknya yang dekat, apabila merancang feed
box yang benar-benar baru akan didasari oleh banyak hal, yaitu kondisi kerja yang
akan dihadapi feed box, memperhatikan standar-standar pengerjaan pembubutan
agar efisien dalam penggunaan dan memperhitungkan letak dan cara kerja feed
box karena akan mempengaruhi bentuk dan cara kerja mesin bubut secara
keseluruhan. Oleh karena itu, merancang feed box yang benar-benar baru
membutuhkan pengetahuan yang dalam tentang pemesinan, penelitian, kerjasama
dan waktu yang lama.
1.2Tujuan Perancangan
Perancangan ini dilakukan dengan tujuan sebagai berikut:
1. Mendesain feed box mesin bubut yang setara dengan feed box mesin bubut
ACIERA 7044 berdasarkan analisa dan pertimbangan-pertimbangan
dengan mengaplikasikan dasar teori dan standarisasi.
2. Memahami lebih lanjut mekanisme feed box mesin bubut dan
langkah-langkah dalam merancang.
3. Menyelesaikan pendidikan.
1.3Tahapan Perancangan
Tahapan untuk melakukan perancangan feed box mengikuti prosedur di bawah ini:
1. Pengenalan masalah
Feed box ACIERA 7044 terdiri dari beberapa komponen transmisi
yaitu poros, roda gigi, pasak, bantalan, tuas penggeser roda gigi dan kotak
transmisi dengan bentuk dan ukuran yang sedemikian rupa.
Pada feed box mesin bubut ACIERA 7044 terdapat dua poros
output (feed shaft dan lead screw). Feed shaft adalah sumbu pengatur
gerak pemakanan dengan 17 macam variasi pemakanan dan lead screw
adalah sumbu pengatur jarak kisar digunakan untuk membuat ulir.
Sumber putaran feed box melewati beberapa transmisi diantaranya
dari speed box dan roda gigi ganti (change gear). Putaran output dari feed
box diteruskan ke apron box untuk melakukan pemakanan.
2. Batasan masalah
Perancangan yang dilakukan akan dibatasi pada:
a. Kesetaraan perancangan yang dimaksud bukan untuk mendapatkan
bentuk dan ukuran yang sama dari komponen-komponen feed box
ACIERA 7044, tetapi untuk mendapatkan variasi pemakanan dan satu
kondisi pengerjaan ulir metris yang mendekati kemampuan feed box
ACIERA 7044.
b. Merancang komponen-komponen transmisi yang ada di dalam feed
box yaitu poros, roda gigi, pasak, bantalan, tuas penggeser roda gigi
dan kotak transmisi.
c. Dimensi roda gigi ganti (change gear) dan dimensi transmisi pada
apron box tidak akan dirancang melainkan mengasumsikan
perbandingan putaran yang dibutuhkan untuk transmisi feed box.
d. Pertimbangan secara ekonomis tidak dianalisa
e. Pemilihan bahan komponen tidak melihat ketersediaan bahan di
pasaran.
3. Pengumpulan data
Semua data kondisi pengerjaan yang tertera di plat pada speed box
menjadi acuan untuk mendapatkan variasi putaran (terutama pada variasi
putaran untuk feeding dengan satuan mm per putaran spindle). Diambil
juga data lain dari berbagai macam buku referensi yang tertera pada daftar
pustaka.
4. Perancangan/analisa
Perancangan/analisa komponen dilakukan dengan penghitungan
dan didesain/digambar dengan mengacu pada data, dasar teori dan standar
yang diambil dari berbagai sumber untuk mendukung perancangan.
5. Kesimpulan
Menyimpulkan hasil perancangan dengan melihat kesetaraan
kemampuan feed box yang dirancang terhadap feed box ACIERA 7044.
6. Penyajian
Hasil perancangan disajikan dalam bentuk tulisan dan gambar
teknik serta dipresentasikan.
2.1Mesin Bubut
2.1.1 Definisi dan Fungsi Mesin Bubut
Mesin bubut adalah salah satu mesin perkakas yang secara umum
bentuknya seperti pada Gambar 2.1.
Gambar 2.1 Mesin bubut ACIERA 7044
Mesin bubut berfungsi untuk memproduksi benda yang berbentuk silindris.
Pembubutan adalah proses menghilangkan sebagian benda kerja dengan cara
benda kerja yang dijepit pada cekam, diputar dengan kecepatan konstan dan
disayat dengan pahat yang bergerak memanjang dan melintang seperti Gambar
2.2.
Gambar 2.2 Prinsip gerakan pembubutan
Keterangan:
a. Gerakan utama
gerakan berputar benda kerja dinamakan kecepatan potong
b. Gerakan memanjang
gerakan yang sejajar dengan sumbu benda kerja atau gerakan pemakanan.
c. Gerakan melintang
gerakan yang arahnya tegak lurus terhadap sumbu benda kerja atau gerakan pemotongan permukaan.
Bentuk-bentuk benda kerja yang dihasilkan adalah silindris, tirus, ulir dan
rigi (kartel) seperti pada Gambar 2.3. Pekerjaan yang dapat dilakukan adalah
turning, threading, facing, drilling, boring, grinding dan polishing. Bahan benda
kerja yang dapat dikerjakan yaitu logam, plastik dan kayu.
Gambar 2.3 Hasil pembubutan
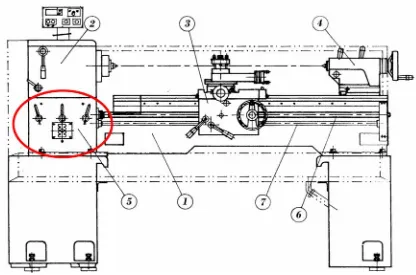
2.1.2 Bagian-Bagian Utama Mesin Bubut
Mesin bubut dan bagian-bagian utamanya dapat dilihat pada Gambar 2.4:
Gambar 2.4 Bagian utama mesin bubut
Keterangan bagian-bagian utama mesin bubut :
1. Bangku bubut (lathe bed)
Bangku bubut (lathe bed) merupakan kerangka utama pada mesin bubut
yang menjadi tempat tumpuan carriage serta kepala lepas bergerak.
2. Kepala tetap (headstock)
Pada bagian dalam kepala tetap (headstock) terdapat sistem penggerak
roda gigi yang memindahkan putaran dari motor ke spindle dengan
beberapa variasi putaran, dan pada salah satu sisi luarnya terdapat cekam
untuk menjepit benda kerja yang terhubung dengan spindle.
3. Carriage
Penopang utama dan pembawa pahat bubut yang dapat disetel, yang
mempunyai bagian-bagian sebagai berikut:
Bagian-bagiannya: pelana (saddle), eretan lintang (cross slide), eretan
kombinasi (compound slide), pemegang pahat (tool holder), dan kotak
apron (apron box).
Apron box dipasang di sadel dan membawa mekanisme yang mengubah
putaran dari feed shaft menjadi gerakan memanjang dan melintang serta
dari lead screw untuk membuat ulir.
4. Kepala lepas (tailstock)
Kepala lepas (tailstock) digunakan sebagai penyangga benda kerja yang
panjang, mengebor dan memperlebar lubang (reamer).
5. Kotak roda gigi pengatur pemakanan (feed box)
Di dalam kotak roda gigi pengatur pemakanan (feed box) terdapat banyak
roda gigi dan kopling cakar untuk mendapatkan berbagai variasi putaran
yang diteruskan oleh feed shaft dan lead screw guna proses pemakanan
pada benda kerja.
6. Sumbu pengatur jarak kisar (lead screw)
Sumbu pengatur jarak kisar (lead screw) digunakan untuk membuat ulir.
7. Sumbu pengatur gerak maju pemotongan (feed shaft)
Feed shaft berfungsi untuk pemakanan melintang dan memanjang secara
otomatis.
2.1.3 Bagian-Bagian Pelengkap Mesin Bubut
1. Pahat bubut
Alat iris ini dipakai untuk mengurangi atau menyayat benda kerja, yang
terbuat dari Tool Steel, High Speed Steel dan Carbide Tepped Tool Steel.
Umur alat iris tergantung dari jenis bahan dasar pahat, bentuk sisi potong
dan pengasahannya.
2. Kolet
Kolet digunakan sebagai alat pemegang untuk benda-benda bulat dan
untuk membuat benda kerja dengan pekerjaan yang teliti.
3. Cekam
Fungsi cekam untuk menjepit benda kerja.
4. Pemegang pahat (tool holder)
Pemegang pahat (tool holder) berfungsi memegang pahat/alat iris dan
dipasang di atas compound slide.
2.2Kotak Roda Gigi Pengatur Pemakanan (Feed Box)
Di dalam kotak roda gigi pengatur pemakanan (feed box) terdapat banyak
roda gigi untuk mendapatkan berbagai variasi putaran yang diteruskan oleh feed
shaft dan lead screw guna proses pemakanan benda kerja. Putaran yang masuk ke
feed box berasal dari rangkaian roda gigi ganti (change gear). Lumrahnya feed
box beroperasi dengan kecepatan rendah dan tidak mengalami persoalan getaran
yang serius.
2.2.1 Klasifikasi Feed Box
Feed box dapat diklasifikasikan berdasarkan metode pengubahan nilai feed
rate, antara lain:
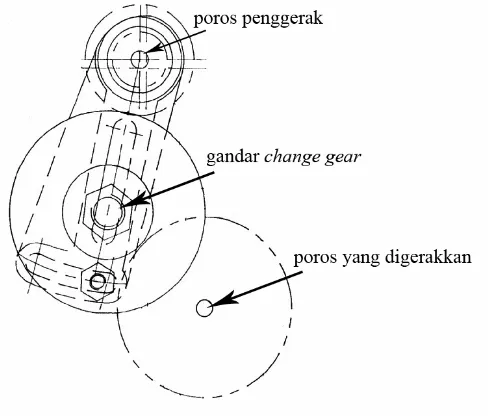
1) Feed Box dengan Change Gear
Metode ini dipakai dalam kasusu-kasus berikut:
a. Bila feed rate jarang diubah seperti pada mesin-mesin perkakas otomatis
dan semi-otomatis; dalam hal ini dipasang change-gear tunggal yang
digunakan; dan
b. Bila diperlukan sebuah rasio transmisi yang presisi untuk memperoleh
gerakan penggenarasi seperti pada mesin-mesin gear-hobbing, thread
cutting, dsb; dalam hal ni digunakan change-gear quadrant (Gambar 2.5).
Gambar 2.5 Change Gear
Kelebihannya:
a. Desainnya sederhana,
b. Ukuran aksialnya kecil,
c. Kecepatan potong dapat diatur lebih tepat (simpangan rpm aktual dan rpm
yang diharapkan paling kecil),
d. Tidak memerlukan peralatan inter-locking
Kekurangan utama metode pengubahan feed-rate ini adalah bahwa banyak
waktu yang terbuang untuk perhitungan dan penyetelan change-gear yang
diperlukan.
2) Feed Box dengan Gear Cone and Sliding Key
Gear cone and sliding key (Gambar 2.6) berupa beberapa roda gigi dengan
macam-macam ukuran roda gigi yang telah disusun dan dapat dihubungkan
oleh pasak yang dapat disetel/digeser (dive key).
Gambar 2.6 Gear Cone and Sliding Key
Kelebihannya:
a. Desainnya tersusun padat dan memungkinkan 8 – 10 transmisi di dalam
satu group transmisi,
b. Kendalinya mudah, karena untuk menyatukan pasangan transmisi hanya
perlu menggunakan satu pengungkit,
c. Dapat menggunakan roda gigi miring.
Kekurangannya:
a. Pasak geser (sliding key) dapat macet pada saat digeser,
b. Karena terdapat alur untuk pasak geser maka kekakuan poros berkurang,
c. Ketebalan roda gigi terbatas,
d. Tidak mampu meneruskan torsi besar.
3) Feed Box dengan Tumbler Gear (Norton’s Gear)
Norton’s gear (Gambar 2.7) adalah roda gigi perantara yang dapat
dihubungkan dengan roda-roda gigi yang berbeda-beda ukurannya
menggunakan sebuah lengan ayun (Norton arm), oleh sebab itu putaran dari
feed shaft dapat diubah dalam waktu singkat. The Norton-feed gear biasanya
disusun di dalam kotak yang kuat berbentuk tirus. Feed box dengan Norton’s
gear digunakan untuk thread-cutting lathe.
Gambar 2.7 Tumbler Gear ( Norton’s Gear)
Kelebihannya:
a. Desainnya tersusun padat dan memungkinkan 10 – 12 transmisi di dalam
satu group transmisi,
b. Dimensi box dapat dikurangi karena karena hanya memakai u + 2 roda
gigi untuk menghasilkan nilai ufeed rate.
c. Kendali untuk memindahkan roda gigi sederhana, untuk semua transmisi
hanya digunakan satu pengungkit (Norton arm).
Kekurangannya:
a. Tidak cukup kaku dan tautan antar dua roda gigi tidak akurasi
b. Ada kemungkinan kotoran menembus masuk ke dalam feed box melalui
lubang-lubang pada housing.
4) Feed Box dengan Sliding Gears
Sliding gears berupa roda gigi yang dapat digeser dengan arah memanjang
pada poros menggunakan tuas penggeser. Banyak digunakan pada mesin
perkakas, khususnya mesin perkakas general purpose. Feed box mesin bubut
ACIERA 7044 juga menggunakan sliding gears dan bentuk penampangnya
dapat dilihat pada Gambar 2.8.
Gambar 2.8 Sliding Gear (feed box ACIERA 7044)
Kelebihannya:
a. Ukuran radial feed box relatif kecil dan mampu meneruskan torsi dan daya
yang besar,
b. Keausannya relatif rendah karena pasangan roda gigi yang tidak
meneruskan torsi, tidak berhubungan.
Kekurangannya:
a. Pengubahan kecepatannya hanya dapat dilakukan setelah pengereman dan
penghentian. Bila tidak gigi-gigi roda gigi akan patah,
b. Memerlukan peralatan interlocking untuk mencegah ketidaktepatan
hubungan antar roda gigi,
c. Dimensi radialnya relatif besar,
d. Hanya roda gigi lurus yang dapat dipakai sebagai sliding gear block.
2.2.2 Komponen di Dalam Feed Box
Komponen utama yang ada di dalam feed box adalah :
1) Poros
Poros pada umumnya berbentuk silinder dan digunakan untuk menyangga
komponen lain seperti roda gigi, puli atau yang lain dan juga meneruskan daya
dan putaran dari sumber pembangkit tenaga (contoh: motor listrik).
Macam-macam poros :
a. Poros transmisi
Poros transmisi berfungsi untuk menerima dan meneruskan momen puntir
dari elemen yang satu ke elemen lain dan menyangga elemen-elemen yang
berputar sehingga poros transmisi juga ikut berputar dan mendapat beban
puntir dan beban lentur.
b. Poros penyangga (Gandar)
Gandar berfungsi untuk menyangga elemen-elemen yang berputar
sedangkan gandar sendiri tidak berputar/diam, oleh karena itu gandar tidak
mendapat beban puntir tetapi hanya mengalami beban lentur.
Dasar perencanaan poros :
a. Kekuatan poros
Poros transmisi dapat mengalami beban puntir, beban lentur, beban tarik,
beban tekan atau gabungan dari beberapa beban tersebut, sehingga poros
transmisi yang dirancang harus cukup kuat untuk menahan beban-beban di
atas. Kekuatan poros juga dipengaruhi oleh ukuran diameter poros yang
diperkecil (poros bertangga) dan alur pasak, karena itu poros akan
mengalami kelelahan, tumbukan atau pengaruh konsentrasi tegangan.
b. Kekakuan poros
Meskipun sebuah poros mempunyai kekuatan yang cukup tetapi jika
lenturan atau defleksi puntirnya terlalu besar akan mengakibatkan
ketidak-telitian (pada mesin perkakas) atau getaran dan suara (pada turbin dan
kotak roda gigi). Kekakuan poros harus diperhatikan dan disesuaikan
dengan jenis mesin yang akan dilayani poros tersebut.
c. Putaran kritis
Putaran kritis terjadi bila putaran suatu mesin dinaikkan sehingga pada
suatu harga putaran tertentu terjadi getaran yang luar biasa besarnya. Hal
ini dapat mengakibatkan kerusakan pada poros dan bagian-bagian lainnya,
sehingga putaran poros harus lebih rendah dari putaran kritisnya.
d. Korosi
Bahan-bahan korosi harus dipilih apabila digunakan untuk poros propeler,
pompa atau poros-poros lain yang sering terjadi kontak dengan fluida yang
korosif.
e. Bahan poros
Bahan-bahan untuk poros biasanya dibuat dari baja batang yang ditarik
dingin dan difinis atau menggunakan standarisasi bahan untuk poros.
2) Pasak
Pasak merupakan elemen mesin yang digunakan untuk menetapkan
bagian-bagian mesin seperti roda gigi, sproket, puli, kopling dan bagian-bagian
lain yang ada pada poros.
Fungsi serupa juga dilakukan oleh seplain (spline) dan gerigi yang
mempunyai gigi luar pada poros dan gigi dalam dengan jumlah gigi yang sama
pada naf dan saling terkait satu dengan yang lain. Beberapa jenis pasak dan
spline/poros bintang jamak dapat dilihat pada Gambar 2.9.
Gambar 2.9 Pasak dan splain
Dasar perencanaan pasak :
a. Kekuatan pasak
Pasak yang berada pada alurnya di permukaan poros mengalami tegangan
geser yang timbul akibat puntiran sehingga pasak yang dirancang harus
cukup kuat untuk menahan tegangan geser maksimum yang terjadi.
b. Bahan pasak
Bahan-bahan untuk pasak biasanya dipilih yang lemah agar pasak akan
lebih dahulu rusask daripada poros atau nafnya. Ini disebabkan lebih
mudah mengganti pasak yang rusak dibanding poros atau roda gigi yang
rusak.
c. Konstruksi pasak
Panjang alur pasak diusahakan tidak sama dengan lebarnya elemen yang
terpasang pada poros, karena pertemuan dua lekuk pada satu bidang datar
melintang mengakibatkan berlipat gandanya efek lekuk pada lokasi
tersebut. Ukuran pasak biasanya telah terstandarisasi sesuai dengan
diameter poros yang digunakan.
3) Roda gigi
Roda gigi merupakan salah satu sarana terbaik dalam memindahan
gerakan putar dari satu poros ke poros lainnya. Roda gigi digunakan untuk
mentransmisikan daya yang besar dan putaran yang tepat. Jenis–jenis dari roda
gigi dapat dilihat pada Gambar 2.10.
Gambar 2.10 Roda gigi
Dasar perencanaan roda gigi :
a. Perbandingan putaran roda gigi
Pada roda gigi yang berpasangan terdapat perbandingan putaran yang
biasanya dipakai untuk memperkecil jumlah putaran (reduksi) tetapi
terkadang juga dipakai untuk menaikkan jumlah putaran.
b. Konstruksi roda gigi
Konstruksi pasangan roda gigi terbentuk dari dua buah lingkaran yang
saling bersinggungan yang garis tengahnya ditentukan oleh perbandingan
putaran roda gigi lingkaran ini disebut “lingkaran jarak bagi” roda gigi.
Agar putaran dapat berlangsung dengan perbandingan tetap maka
dibuatlah profil/bentuk gigi yang sesuai dengan keperluan.
c. Kekuatan roda gigi
Roda gigi mengalami tekanan pada gigi-giginya yang menyebabkan
pembebanan pada roda gigi sehingga perlu diperhatikan pemakaian
faktor-faktor keamanan
d. Bahan roda gigi
Bahan roda gigi dipilih berdasarkan kemampuannya mengatasi beban
akibat persinggungan gigi dari kedua roda gigi. umumnya untuk mesin
perkakas dipilih bahan dari baja karbon.
4) Bantalan
Bantalan adalah elemen mesin yang menumpu poros berbeban, sehingga
putaran atau gerakan bolak-baliknya dapat berlangsung secara halus, aman dan
tahan lama.
Bantalan terbagi dua berdasarkan gerakan bantalan terhadap poros, yaitu:
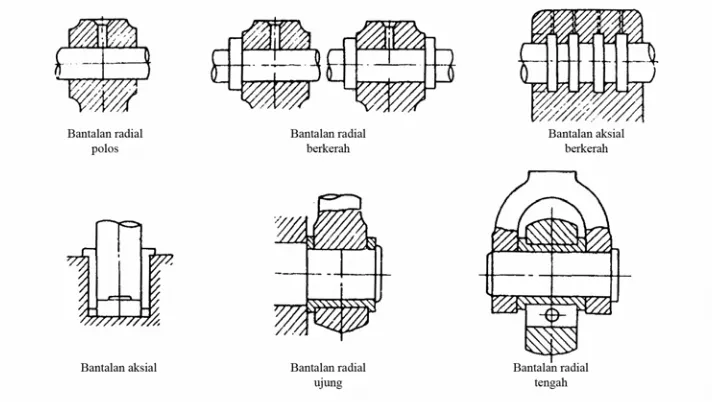
a). Bantalan luncur
Pada bantalan ini terjadi gesekan luncur antara poros dan bantalan
karena permukaan poros ditumpu oleh permukaan bantalan dengan
perantaraan lapisan pelumas. Bantalan ini dapat meredam tumbukan dan
getaran sehingga hampir tidak bersuara.
Gambar 2.11 Jenis bantalan luncur
Dasar pemilihan bantalan luncur:
a. Berat beban yang akan ditumpu dan arah gaya beban tersebut (radial
atau aksial) harus dapat diatasi oleh bantalan luncur.
b. Bahan bantalan luncur biasanya dipilih dari padaun tembaga yang
mempunyai kekuatan cukup, tahan aus dan tidak terlalu berpengaruh
oleh temperatur.
c. Panjang bantalan harus di batasi agar tidak terjadi pemanasan yang
berlebihan.
b). Bantalan gelinding
Pada bantalan ini terjadi gesekan gelinding antara bagian yang berputar
dengan yang diam melalui alemen gelinding seperti bola (peluru), rol atau
rol jarum dan rol bulat.
Gambar 2.11 Jenis bantalan gelinding
Dasar pemilihan bantalan gelinding:
a. Ketersediaan diameter dalam bantalan yang sesuai dengan diameter
poros yang akan ditumpu.
b. Bantalan harus dapat menumpu beban yang tergantung arah gaya
beban tersebut (radial atau aksial)
c. Umur bantalan harus dapat memenuhi harga-harga standar umur
bantalan untuk kebutuhan mesin tertentu.
2.3Mekanisme Feed Box
Putaran mesin bubut berasal dari sebuah motor listrik yang biasanya
dipasang di bawah kotak transmisi dan dihubungkan ke speed box menggunakan
sabuk, yang kemudian di dalam speed box tadi akan diteruskan melalui
perantaraan roda gigi-roda gigi dan keluar menuju rangkaian change gear. Dari
change gear masuk ke dalam feed box dan di dalam feed box, variasi putaran
diatur sedemikian rupa oleh susunan pasangan roda gigi dan diteruskan ke feed
shaft dan lead screw yang berupa output dari feed box. Output dari feed box
selanjutnya akan diterima oleh apron box yang mengatur arah gerakan pemakanan
yaitu bergerak memanjang (longitudinal) maupun melintang (transversal) secara
manual atau otomatis.
2.4Pelumasan
Tujuan pelumasan adalah mengurangi gesekan, keausan, dan panas dari
bagian-bagian mesin yang bergerak relatif satu terhadap yang lainnya. Di samping
itu, bahan pelumas tidak boleh merugikan komponen yang lain misalnya bantalan,
sil, atau kopling. Pelumas adalah zat yang bila dimasukkan di antara permukaan–
permukaan yang bergerak dapat menyelesaikan tujuan pelumasan di atas. Ada dua
cara pelumasan yaitu pelumasan gemuk dan pelumasan minyak yang pada intinya
sama saja.
Pelumasan gemuk (grease) lebih diutamakan pada pengoperasian atau
pemakaian bantalan secara normal, karena diperlukan sedikit pengawasan dan
perawatan. Gemuk juga berfungsi sebagai pelindung terhadap debu maka
penyekat/perapat bantalan (seal) dapat dibuat/direncanakan dengan sederhana dan
murah.
Pelumasan minyak, pelumasan ini lebih diutamakan pemakaiannya untuk
angka putaran yang tinggi dan untuk bantalan yang terletak di dekat elemen yang
lain yang juga membutuhklan pelumasan minyak, misalnya: roda gigi dalam suatu
kotak transmisi (gear box).
BAB III
PENGATURAN KECEPATAN FEED BOX
Variasi kecepatan sangat penting untuk mesin perkakas agar dapat mengatasi kondisi pemotongan yang ditentukan oleh bahan benda kerja, bahan alat iris, kecepatan potong, kecepatan pemakanan, diameter benda keja dan kedalaman pemotongan, sehingga dapat memberikan biaya pemesinan yang ekonomis. Oleh karena itu, perlu adanya suatu metode pengaturan untuk mendapatkan variasi kecepatan yang dibutuhkan.
Variasi kecepatan pemakanan feed box yang dirancang mengacu output
pada feed box ACIERA 7044yang berupa 17 macam angka kecepatan pemakanan
(feeding, satuannya mm/putaran)-Tabel 3.1 a-. Karena angka tersebut merupakan
deret standar atau nilai-nilai standar untuk perbandingan deret ukur (geometric
progression ratio), maka pengaturan kecepatan pemakanan pada feed box
menggunakan aturan “geometric progression”.
Tabel 3.1 a. Variasi kecepatan pemakanan (feeding) ACIERA 7044
0,03 0,035 0,04 0,05 0,06 0,08 0,10 0,13 0,16 0,20 0,25 0,32 0,40 0,50 0,65 0,80 1,0
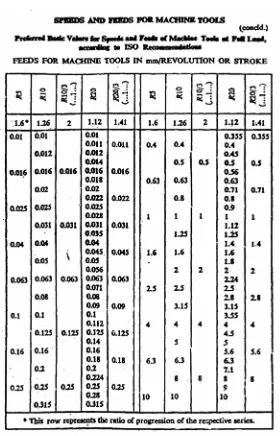
Deret Standar atau Nilai Dasar yang Lebih Disukai untuk Kecepatan Putaran dan Kecepatan Pemakanan pada Mesin Perkakas (Preferred Basic Values
for Speeds and Feeds of Machine Tools at Full Load) dapat dilihat pada Tabel 3.1
Tabel 3.1 b. Deret standar
(Sumber: Central Machine Tool Institute, Machine Tool Design Handbook, Bangalore 1982, hal. 146)
3.1Menentukan Variasi Kecepatan Pemakanan
1. Perbandingan Deret Ukur (Geometric Progression Ratio)
Perbandingan deret ukur (geometric progression ratio atau φ) adalah perbandingan antara dua bilangan putaran yang berurutan seperti berikut ini:
3 4 2 3 1 2
n n n n n n
= = =
nB1B = n adalah rpm terendahB
1 1
2 1 2
3 1 2 1
−
⋅ = ↓
⋅ = ⋅ =
⋅ = =
z
z n
n
n n
n n n
n n
φ
φ φ
φ
... (3.2)
dengan z adalah jumlah tingkatan putaran dari deret RBnB, maka :
1 1
−
=
= z z
n
n n
R φ ... (3.3)
menjadi persamaan Geometric progression ratio:
1 1 1
1
1
− −
⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ = → ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛
= z z
z z
n n n
n φ
φ ... (3.4)
Pengaturan kecepatan bertingkat yang mengikuti aturan “deret ukur”
(geometric progression) menjadikan perbandingan putaran (rasio) pada
masing-masing tingkat kecepatan lebih seragam dan susunan serta bentuk rancangan yang lebih baik.
Data kondisi pengerjaan yang tertera di plat pada speed box mesin bubut ACIERA 7044 yang diketahui:
1. Jumlah variasi kecepatan feeding(z) = 17 kecepatan feeding
2. Kecepatan feeding maksimum (sBmaksB)BB = 1 mm/putaran
3. Kecepatan feeding minimum (sBminB) = 0,03 mm/putaran
Simbol n pada persamaan (3.4) diganti dengan simbol kecepatan feeding = s, sehingga persamaan geometric progression ratio-nya adalah:
1 1
− ⎟⎟
⎠ ⎞ ⎜⎜ ⎝ ⎛
= z z
s s
Bila data kondisi pengerjaan dimasukkan ke persamaan, maka bisa diketahui
geometric progression ratio pada feed box
1 17
03 , 0
1
− ⎟
⎠ ⎞ ⎜ ⎝ ⎛ =
φ = 1,24
Pada Tabel 3.1 tidak ada nilai φ = 1,24, maka diambil nilai rasio standar yang mendekati, yaitu φ = 1,26
2. Jumlah Tingkat Kecepatan
Jumlah tingkat kecepatan secara umum dinyatakan sebagai:
u
p p
p p
z= 1× 2× 3×⋅ ⋅⋅× tingkat kecepatan ... (3.6) atau dalam setiap group transmisinya dinyatakan dengan:
( )
z up= 1... (3.7)
keterangan :
z = jumlah total tingkat kecepatan/jumlah variasi kecepatan feeding
u = jumlah tingkat transmisi
maka,
( )
3 117
=
p = 2,57 tingkat kecepatan per satu group transmisi
Perhitungan nilai p yang dihasilkan bukan angka bulat, maka dilakukan dengan cara berikut :
2 1 3
2E E
z = ⋅ ... (3.8) Persamaan berkaitan dengan pengaturan kecepatan bertingkat dalam group-group transmisi yang terdapat dua atau tiga pasang roda gigi yang secara kinematika diletakkan berurutan satu dengan yang lain.
2 1 3
2E E
z= ⋅
EB1B dan EB2B adalah angka-angka bulat positif, sehingga z menjadi bilangan-bilangan
yang habis dibagi 2 atau 3 seperti berikut:
Angka 17 tidak termasuk dalam z karena 17 tidak habis di bagi 2 atau 3 dan dipilih angka terdekat yaitu 16 dan 18, sehingga yang dijadikan acuan adalah nilai rasio (φ) yang paling mendekati 1,26. Harga z dapat dimasukkan lagi ke persamaan (3.5)
Untuk z = 16 tingkat
1 16
03 , 0
1
− ⎟
⎠ ⎞ ⎜ ⎝ ⎛ =
φ = 1,26 (sesuai dengan nilai standar)
Untuk z = 18 tingkat
1 18
03 , 0
1
− ⎟
⎠ ⎞ ⎜ ⎝ ⎛ =
φ = 1,23 (mendekati dengan nilai standar)
nilai rasio diperoleh sama dengan 1,26 pada kondisi (z) = 16 tingkat dan dapat dimasukkan ke dalam persamaan:
2 1 3
2E E
z = ⋅
0 4
3 2 ⋅
=
2 2 2
2× × ×
=
sedangkan nilai rasio φ= 1,23 pada kondisi (z) = 18 tingkat bila dimasukkan ke dalam persamaan:
2 1 3
2E E
z = ⋅
2 1
3 2 ⋅
Tabel 3.2 Jumlah pemakaian poros dan roda gigi geser tiap jumlah tingkat
kecepatan total (z)
(Sumber: Central Machine Tool Institute, Machine Tool Design Handbook, Bangalore 1982, hal 611)
Dari Tabel 3.2 dibandingkan antara z = 16 dengan z = 18 yang pemakaian roda giginya sama tapi z (jumlah total tingkat kecepatan) berbeda, maka dipilih z = 18 dengan pertimbangan mendapatkan tingkat kecepatan yang lebih besar dengan jumlah roda gigi yang minimum.
Ungkapan ini dapat dituliskan dalam beberapa cara dengan menyusun pB1B,
pB2B, pB3B, ... pBuBdalam posisi yang beragam, jumlah total kombinasi yang mungkin
atau z = U!. Kombinasi yang dimungkinkan untuk z = 18 adalah 3 tingkat, sehingga kombinasi yang dihasilkan yaitu:
u
p p
p p
z = 1⋅ 2⋅ 3⋅....⋅
a. z =2×3×3 b. z =3×2×3 c. z =3×3×2
3.2Formula Struktur
Jika putaran poros output dari feed box berupa geometric progression, maka harus terdapat satu group transmisi yang mempunyai karakteristik XB1B = 1;
group ini dikenal sebagai group transmisi utama yang mempunyai progression ratio . Group transmisi berikutnya mempunyai karakteristik XB2B = pB1B
dengan rasio progresi dengan pB1 ≈ Bjumlah tingkat kecepatan dalam
group pertama. Dengan cara serupa group transmisi ketiga mempunyai karakteristik XB3B = pB1B.pB2B dengan rasio progresi dan seterusnya.
φ φ1 =
1
2 p
x =φ⋅
φ
2 1
2 p p
x = ⋅
φ
Jadi ungkapan yang lebih panjang untuk z dapat ditulis :
( ) ( ) ( )
u( )
uu p X p X p X p X
z = 1 1 ⋅ 2 2 ⋅ 3 3 ⋅ ⋅⋅ ... (3.9) dengan
1 2
1 2
1 3 1 2
1 =1 X = p X = p ⋅p dan Xu = p ⋅p ⋅ ⋅⋅pu−
X ... (3.10)
persamaan di atas adalah “Formula Struktur Kotak Kecepatan”
Dengan menyusun , dapat diperoleh U! untuk kombinasi dari , oleh karena itu sebuah kotak transmisi yang di dalamnya terdapat tingkatan kecepatan diperoleh dalam U tingkat transmisi dapat mempunyai (U!)P
2
P formula struktur, maka dihasilkan 18 formula struktur dengan 6
contoh perhitungan sebagai berikut:
u
X X X
X1, 2, 3,...,
u
p p p
1. zu = p1
( ) ( ) ( )
X1 ⋅p2 X2 ⋅p3 X3; ;
;
1 2 1 3 1 2
1 X p X p p
X = = = ⋅
; 6 3 2 ; 2 ;
1 2 3
1 = X = X = ⋅ =
X
( ) ( ) ( )
1 32 362 ⋅ ⋅
= u
z
2. zu = p1
( ) ( ) (
X2 ⋅p2 X3 ⋅p3 X1)
; ;
;
1 2 1 3 1 2
1 X p X p p
X = = = ⋅
; 6 2 3 ; 3 ;
1 2 3
1 = X = X = ⋅ =
X
( ) ( ) ( )
3 36 312 ⋅ ⋅
= u
z
3. zu = p1
( ) ( ) ( )
X1 ⋅p2 X3 ⋅p3 X2; ;
;
1 2 1 3 1 2
1 X p X p p
X = = = ⋅
; 6 3 2 ; 2 ;
1 2 3
1 = X = X = ⋅ =
X
( ) ( ) ( )
1 36 322 ⋅ ⋅
= u
z
4. zu = p1
( ) ( ) (
X3 ⋅p2 X1 ⋅p3 X2)
; ;
;
1 2 1 3 1 2
1 X p X p p
X = = = ⋅
; 9 3 3 ; 3 ;
1 2 3
1 = X = X = ⋅ =
X
( ) ( ) ( )
9 31 332 ⋅ ⋅
= u
z
5. zu = p1
( ) ( ) ( )
X2 ⋅p2 X1 ⋅p3 X3; ;
;
1 2 1 3 1 2
1 X p X p p
X = = = ⋅
; 6 2 3 ; 3 ;
1 2 3
1 = X = X = ⋅ =
X
( ) ( ) ( )
3 31 362 ⋅ ⋅
= u
z
6. zu = p1
( ) ( ) (
X3 ⋅p2 X2 ⋅p3 X1)
; ;
;
1 2 1 3 1 2
1 X p X p p
X = = = ⋅
; 9 3 3 ; 3 ;
1 2 3
1 = X = X = ⋅ =
X
( ) ( ) ( )
9 33 312 ⋅ ⋅
= u
z
Hasil perhitungan formula struktur yang lain dimasukkan ke dalam Tabel 3.3.
Tabel 3.3 Hasil perhitungan 18 formula struktur
3 3 2× ×
=
z z =3×2×3 z=3×3×2
( ) ( ) ( )
1 32 362 ⋅ ⋅
= u
z zu =3
( ) ( ) ( )
1 ⋅23 ⋅36 zu =3( ) ( ) ( )
1 ⋅33 ⋅29( ) ( ) ( )
1 36 322 ⋅ ⋅
= u
z zu =3
( ) ( ) ( )
1 ⋅29 ⋅33 zu =3( ) ( ) ( )
1 ⋅36 ⋅23( ) ( ) ( )
3 31 362 ⋅ ⋅
= u
z zu =3
( ) ( ) ( )
2 ⋅21 ⋅36 zu =3( ) ( ) ( )
3 ⋅31 ⋅29( ) ( ) ( )
3 36 312 ⋅ ⋅
= u
z zu =3
( ) ( ) ( )
3 ⋅29 ⋅31 zu =3( ) ( ) ( )
2 ⋅36 ⋅21( ) ( ) ( )
9 31 332 ⋅ ⋅
= u
z zu =3
( ) ( ) ( )
6 ⋅21 ⋅32 zu =3( ) ( ) ( )
6 ⋅31 ⋅23( ) ( ) ( )
9 33 312 ⋅ ⋅
= u
z zu =3
( ) ( ) ( )
6 ⋅23 ⋅31 zu =3( ) ( ) ( )
6 ⋅32 ⋅21Versi yang terbaik menurut kondisi X1 < X2 < X3 <...,Xu−1 < Xu, maka formula struktur yang dipilih adalah:
Tabel 3.4 Formula struktur terbaik
3 3 2× ×
=
z z=3×2×3 z =3×3×2
( ) ( ) ( )
1 32 362 ⋅ ⋅
= u
3.3Diagram Struktur dan Analisisnya
Diagram struktur berfungsi untuk memberikan informasi mengenai jumlah poros di dalm kotak kecepatan, jumlah roda gigi pada setiap poros, orde pengubahan transmisi dalam group-group individual untuk memperoleh output
yang diharapkan dan jangkauan transmisi dan karakteristik dari setiap group. Berdasarkan hasil dari formula struktur terbaik (Tabel 3.4) dibuat diagram struktur dan dipilih versi terbaik dengan menggunakan batasan rasio transmisi. Rasio transmisi feed box yang diatur menurut geometric progression dibatasi dalam:
iBmaxB≤ 2,8 (menaikkan kecepatan)
iBminB≥ 1/5 (menurunkan kecepatan)
oleh karena itu, jangkauan transmisi group mempunyai nilai maksimum:
( )
145 1
8 , 2
= =
gf
i
Diagram struktur berdasarkan hasil dari formula struktur terbaik dapat dilihat pada
Gambar 3.1
n16 n15 n14 n13 n12 n11 n10 n9 n8 n7 n6 n5 n4 n3 n2 n1
z= 2( 1) 3( 2) 3( 6) z= 3( 1) 2( 3) 3( 6) z= 3( 1) 3( 3) 2( 9) n17
n18
a b c
n16 n15 n14 n13 n12 n11 n10 n9 n8 n7 n6 n5 n4 n3 n2 n1 n17 n18
n16 n15 n14 n13 n12 n11 n10 n9 n8 n7 n6 n5 n4 n3 n2 n1 n17 n18
ninput
ninput
ninput
Gambar 3.1 Diagram struktur feed box
a. Analisis formula struktur zu =2
( ) ( ) ( )
1 ⋅32 ⋅36 1. diantara poros I danII,
( 1 1) 1
min
max p x
i
i =φ − ⋅
( )2−1⋅1
=φ
φ
=
2. diantara poros II dan III,
( 2 1) 2
min
max p x
i
i =φ − ⋅
( )3−1⋅2
=φ
4
φ
=
3. diantara poros III dan IV,
( 3 1) 3
min
max p x
i
i =φ − ⋅
( )3−1⋅6
=φ
12
φ
=
tampak bahwa jangkauan transmisi maksimum di dalam kotak kecepatan adalah
12
max φ
b. Analisis formula struktur zu =3
( ) ( ) ( )
1 ⋅23 ⋅36 1. diantara poros I danII,
( 1 1) 1
min
max p x
i
i =φ − ⋅
( )3−1⋅1
=φ
2
φ
=
2. diantara poros II dan III,
( 2 1) 2
min
max p x
i
i − ⋅
=φ
( )2−1⋅3
=φ
3
φ
=
3. diantara poros III dan IV,
( 3 1) 3
min
max p x
i
i − ⋅
=φ
( )3−1⋅6
=φ
12
φ
=
tampak bahwa jangkauan transmisi maksimum di dalam kotak kecepatan adalah
12
max φ
φx =
c. Analisis formula struktur zu =3
( ) ( ) ( )
1 ⋅33 ⋅29 1. diantara poros I danII,
( 1 1) 1
min
max p x
i
i =φ − ⋅
( )3−1⋅1
=φ
2
φ
=
2. diantara poros II dan III,
( 2 1) 2
min
max p x
i
i =φ − ⋅
( )3−1⋅3
=φ
6
φ
=
3. diantara poros II dan III,
( 3 1) 3
min
max p x
i
i =φ − ⋅
( )2−1⋅9
=φ
9
φ
=
tampak bahwa jangkauan transmisi maksimum di dalam kotak kecepatan adalah
9
max φ
φx =
Rasio progresi yang ditentukan φ =1,26; untuk diagram struktur a, φ12 ≤14 untuk diagram struktur b, φ12 ≤14 untuk diagram struktur c, φ9 ≤14
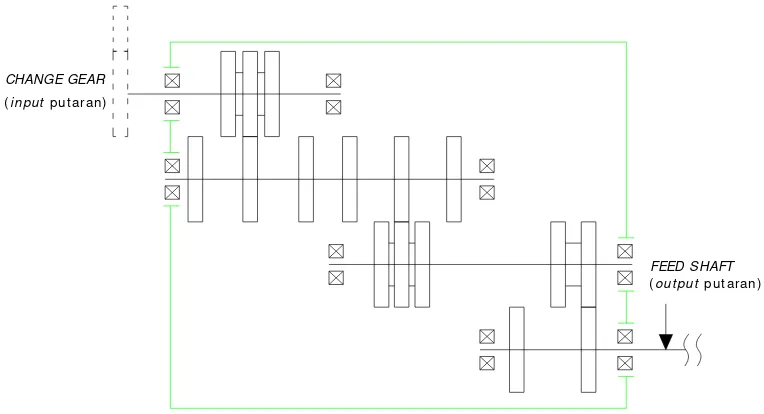
3.4Menentukan Putaran Poros Output Feed Box (Feed Shaft) dan Lead Screw
Diagram kinematik feed box pada Gambar 3.2 a dibuat berdasarkan pada diagram struktur zu =3
( ) ( ) ( )
1 ⋅33 ⋅29 yang ditunjukkan pada Gambar 3.1 c. Putaran poros output feed box (feed shaft) yang akan menjamin laju pemakanan (merupakan tujuan perancangan) menjadi patokan untuk merancang komponen transmisi feed box, sehingga keterkaitan dengan penerima output dari feed box(yaitu apron box) dan pemberi output kepada feed box (yaitu speed box) perlu di perhitungkan.
CHANGE GEAR
(input put ar an)
FEED SHAFT
(out put put aran)
Gambar 3.2 a. Diagram kinematik feed box
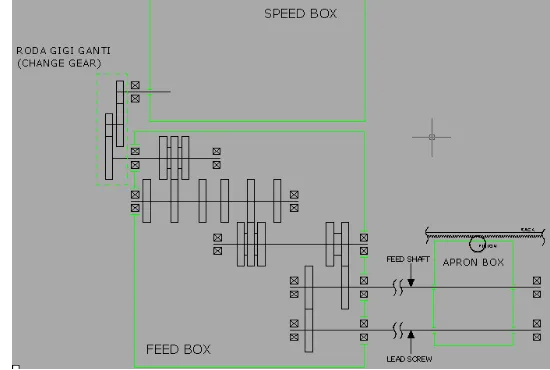
Hubungan feed box dengan bagian lain sepert speed box, roda gigi ganti
(change gear) dan apron box, menghasilkan diagram kinematik keseluruhan yang
Untuk menentukan putaran feed shaft (poros IV) perlu diketahui deretan kinematik dari apron box. Diasumsikan bahwa deretan kinematik diantara feed
shaft sampai pinion dan rack terjadi melalui roda gigi-roda gigi yang jumlah
giginya telah diketahui dengan membandingkan skala gambar dari apron box
ACIERA 7044.
Maka hal-hal yang ditentukan sbb:
1. Rasio apron box
Rasio apron box diketahui dengan cara meninjau gambar transmisi apron box dan mengukur setiap transmisi yang mereduksi putaran dari feed shaft sampai ke pinion dan rack. Gambar transmisi apron box dan cara perhitungannya dapat dilihat pada Lampiran 1 dan Lampiran 2.
49 15 49 19
34× × ×
=
wheel Worm
Worm x
uapron box
00069 , 0 49 15 49 19 100
1 34 20
= × × × =
box apron
u
2. Modul dan jumlah gigi pinion pasangan rack
Selanjutnya dari peninjauan keseimbangan kinematik dapat dituliskan persamaan:
s z m u
nfeedshaft ⋅ ⋅π⋅ ⋅ = ... (3.11)
keterangan:
u ≈ perbandingan putaran dari apron box = 0,00069 m ≈ modul pinion
z ≈ jumlah gigi pinion
s ≈ pengumpanan perputaran atau pergeseran rack per putaran dari spindle.
Modul gigi pinion dipilih m = 1,5 dan jumlah gigi pinion z = 17 yang merupakan jumlah gigi minimum yang direkomendasikan untuk feed box. Dengan mensubstitusikan persamaan (3.11)diperoleh:
z m u
s nfeedshaft
× × × ⋅ =
π
1
... (3.12)
s s
nfeedshaft = ⋅
× × × ⋅
= 18,09
17 5 , 1 00069 , 0
Bila φ =1,26, maka nilai-nilai nBIVB (kecepatan pemakanan dan kecepatan
putaran) berdasarkan persamaan (3.12) dapat dilihat pada Tabel 3.5 di bawah ini:
Tabel 3.5 Nilai-nilai pemakanan dan putaran poros output (feed shaft)
s (mm/put)
nBfeed shaftB (putaran per
satu putaran spindle) 18,09 × s
0,031 0,56 0,04 0,72 0,05 0,90 0,063 1,14
0,08 1,44 0,1 1,81 0,125 2,26
0,16 2,89 0,2 3,62 0,25 4,52 0,315 5,69
0,4 7,24 0,5 9,05 0,63 11,39
0,8 14,47 1,0 18,09 1,25 22,61
1,6 28,94
Hasil-hasil untuk pemakanan ulir tidak bisa menggunakan geometric
progression ratio karena pada pemakanan ulir nilai rpm setiap kenaikan satu
Nilai-nilai pemakanan dan putaran poros output (feed shaft)dalam bentuk diagram struktur dapat dilihat pada Gambar 3.3.
28,90 1
0.8 0.63 0.5 0.4 0.315 0.25 0.2 0.16 0.125 0.1 0.08 0.063 0.05 0.04 0.031 z= 3( 1) 3( 3) 2( 9)
1.6 1.25
18,06 14,45 11,38 9,03 7,22 5,69 4,52 3,61 2,89 2,26 1,81 1,44 1,14 0.90 0.72 0.56 z= 3( 1) 3( 3) 2( 9)
22,58 ( m m per put ar an
spindle)
input
( put feed shaft per sat u put aran spindle)
4,52
I I I I I I I V I I I I I I I V
Gambar 3.3 Diagram struktur nilai-nilai pemakanan dan putaran poros output
(feed shaft)
3. Rasio roda gigi tukar (change gear)
Rasio roda gigi tukar digunakan untuk mendapatkan nilai putaran yang dibutuhkan oleh feed box dan akan melewati tiga tingkat rasio sebelum masuk ke feed box. Putaran yang dibutuhkan = 4,52 putaran per satu putaran spindle, maka perbandingan jumlah gigi dari roda gigi tukar pada tiap tingkatannya adalah:
3 2 1 u u
u
utotal = × ×
37 75 34 76 43
43× ×
=
total
u
52 , 4 2 24 , 2
1× × =
= total
3.5Menentukan jumlah gigi pada masing-masing roda gigi
Jarak sumbu poros dibuat seragam dan berimpit untuk mengurangi ukuran
radial dari transmisi seperti terlihat pada Gambar 3.4.
CHANGE GEAR
(input put aran)
FEED SHAFT
(out put put ar an)
CHANGE GEAR
(input put aran)
FEED SHAFT
(out put put ar an)
FEED BOX sebelum di m odifikasi susunan kom ponen t ransm isiny a.
a
a
LEAD SCREW
(out put put aran)
FEED BOX sesudah di m odifikasi susunan kom ponen t r ansm isinya dan dit am bah roda gigi ( dilingkari) unt uk keperluan pem buat an ulir yang posisinya m asih perkiraan.
ket. simbol a = jarak sumbu poros
Gambar 3.4 Perubahan posisi sumbu poros disertai penambahan roda gigi untuk keperluan pembuatan ulir
menjadi lemah. Bila hasil penjumlahan jumlah gigi dari dua roda gigi yang berpasangan
C z
zmin + mating gear = ... (3.13) maka jumlah gigi dari roda-roda gigi yang lain pada satu group transmisi dapat dihitung dengan persamaan:
u Z Z
=
2
1 ... (3.14)
C Z
Z1 + 2 =
karena poros dibuat berimpit, maka C pada setiap group transmisi harus seragam atau mendekati. Untuk menjaga agar perbedaan yang terjadi sekecil mungkin dapat diketahui maka perbandingan jumlah gigi dari roda gigi dituliskan dalam sejumlah kombinasi.
1. Group transmisi pertama 3(1)
Tabel 3.6 Penjumlahan gigi pada pasangan roda gigi untuk group transmisi pertama
Rasio transmisi Berdasarkan nilai
pemakanan
Pasangan transmisi
Kombinasi jumlah gigi pasangan roda
gigi
Jumlah gigi yang akan digunakan
Rasio jumlah gigi yang
akan digunakan z1 21.42 22.68 52.92 53
26 , 1 25 , 0
315 , 0
1 = =
u
z2 17 18 42 43
1,23
38.42 40.68 94.92
z3 17 18 48 48
1 25 , 0
25 , 0
2 = =
u
z4 17 18 48 48
1
34 36 96
z5 17 18 42 42
8 , 0 25 , 0
2 , 0
3 = =
u
z6 21.25 22.5 52.5 54
0,77
38.25 40.5 94.5
2. Group transmisi kedua 3(3)
Tabel 3.7 Penjumlahan gigi pada pasangan roda gigi untuk group transmisi kedua
Rasio transmisi Berdasarkan nilai
pemakanan
Pasangan transmisi
Kombinasi jumlah gigi pasangan roda gigi
Jumlah gigi yang akan digunakan
Rasio jumlah gigi yang
akan digunakan
z7 34 36 64 64
2 315 , 0
63 , 0
4 = =
u
z8 17 18 32 32 2
51 54 96
z9 17 18 48 48
1 315 , 0
315 , 0
5 = =
u
z10 17 18 48 48 1
34 36 96
z11 17 18 32 32
51 , 0 315 , 0
16 , 0
6 = =
u
z12 33.46 35.43 63 64
0