SKRIPSI
Oleh :
ERLANGGA PUTRANDIE W
0432010174
JURUSAN
TEKNIK
INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
JAWA TIMUR
DAFTAR ISI
Abstraksi ... i
Kata Pengantar ... ii
Daftar Isi ... iv
Daftar Tabel ... v
Daftar Gambar ... xi
Daftar Lampiran ... xiv
BAB I PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Rumusan Masalah ... 2
1.3 Batasan Masalah ... 3
1.4 Tujuan Penelitian ... 3
1.5 Asumsi – asumsi ... 3
1.6 Manfaat Penelitian ... 4
1.7 Sistematika Penulisan ... 5
BAB II TINJAUAN PUSTAKA 2.1 Kualitas ... 7
2.1.1 Penendalian Kualitas ... 8
2.2.1 Definisi Six Sigma ... 9
2.2.2 Konsep Six Sigma Motorola ... 11
2.2.3 Beberapa Istilah Dalam Konsep Six Sigma ... 14
2.3 Penentuan Kababilitas Proses (Process Capability)... 16
2.3.1 Penentu Kapabilitas Proses Untuk Data Atribut ... 18
2.3.2 Penentuan Kepastian Proses Untuk Data variabel ... 19
2.4 Proses DMAIC (Define, Measure,Analyze, Impove dan Control)... 20
2.4.1 Define (D) ... 21
2.4.2 Measure (M) ... 21
2.4.3 Analyze (A) ... 21
2.4.4 Improve (I) ... 22
2.4.5 Control (C) ... 22
2.5. Alat – Alat Pemecah Masalah ... 22
2.5.1 Lembar Pemeriksaan (Check Sheet)... 23
2.5.2 Diagram Pareto ... 23
2.5.3 Diagram Sebab Akibat (Cause and Effect Diagram) ... 24
2.5.4 Histogram ... 25
2.5.5 Peta Pengendali (Control Chart) ... 26
2.5.6 Diagram Pencar (Scatter Plots) ... 26
2.5.7 Defect Concetration Diagram ... 26
2.6.1 Pengertian FMEA ... 27
2.6.2 Kegunaan FMEA ... 27
2.6.3 Proses Implementasi FMEA ... 27
2.7 Proses Produksi ... 31
2.7.1 Raw Material ... 31
2.7.2 Mesin Perawatan ... 33
2.7.3 Mixing ... 33
2.7.4 Mesin Pada Departemen Spinning I ... 33
2.7.4.1 Blowing ... 34
2.7.4.2 Carding ... 34
2.7.4.3 Drawing ... 35
2.7.4.4 Simplex ... 36
2.7.4.5 Ring Frame ... 37
2.7.5 Mesin Pada Departemen Spining II ... 38
2.7.5.1 Back Process ... 38
2.7.5.1.1 Blowing ... 38
2.7.5.1.2 Carding ... 39
2.7.5.1.3 Drawing ... 39
2.7.5.2 Simplex ... 40
2.7.5.3 Ring Frame ... 40
2.7.5.4 Widing `... 42
2.7.6 Peta Proses Operasi ... 44
BAB III METODOLOGI PENELITIAN 3.1 Tempat dan Waktu Penelitian ... 45
3.2 Identifikasi Variabel ... 45
3.3 Langkah – Langkah Penelitian... 47
3.4 Metode Pengumpulan Data ... 53
3.5 Analisa Data ... 54
BAB IV HASIL DAN PEMBAHASAN 4.1 Pengumpulan Data ... 55
4.2. Tahap Define ... 57
4.3. Measure ... 57
4.3.1 Menetapkan Karakteristik Kualitas (CTQ) Kunci ... 58
4.3.2 Pengukuran Baseline Kinerja ... 58
4.3 Tahap Analyze ... 61
4.3.1 Pengukur Kemampuan (Kapabilitas) Proses ... 61
4.3.2 Mengidentifikasi Sumber-sumber Penyebab Cacat... 64
4.4 Tahap Improve ... 67
4.4.1 Usulan Prioritas Tindakan Perbaikan ... 70
4.4.2 Pembahasan ... 72
BAB V KESIMPULAN DAN SARAN
5.1 Kesimpulan ... 74 5.2 Saran ... 75 DAFTAR PUSTAKA
DAFTAR TABEL
Tabel 2.1 DPMO pada sigma level ... 12
Tabel 2.2 Severity Table ... 29
Tabel 2.3 Occurance Table ... 30
Tabel 2.4 Detection Table ... 31
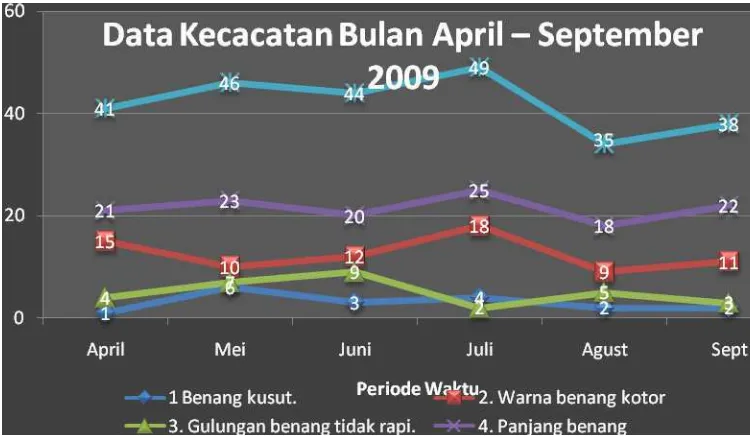
Tabel 4.1 Data Kecacatan Dalam Satuan Cone Pada Bulan April – September 2009 ... 55
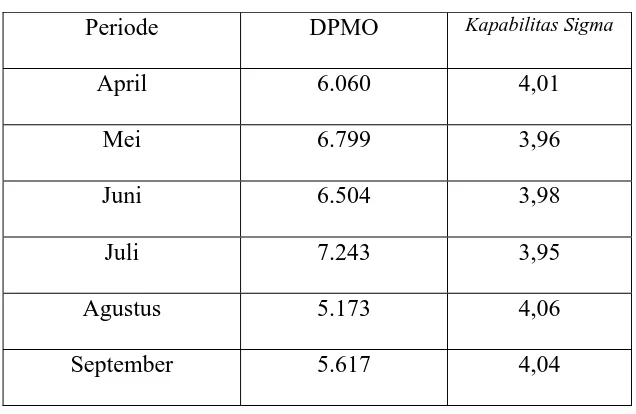
Tabel 4.2 Nilai DPMO... 60
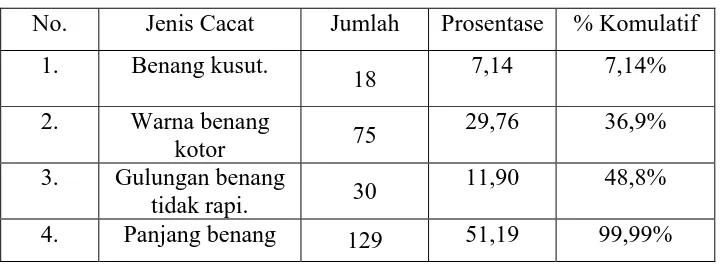
Tabel 4.3 Prosentase Komulatif Untuk Analisis Pareto Bulan April – September 2009 ... 63
Tabel 4.4 FMEA (Failure Mode and Effect Analysis) ... 69
DAFTAR GAMBAR
Gambar 2.1 Bentuk Umum Diagram Sebab Akibat ... 25
Gambar 2.2 Peta Proses Operasi ... 35
Gambar 3.1 Langkah – Langkah Penelitian ... 47
Gambar 4.1 Grafik Data Kecacatan Bulan April – September 2009 ... 56
Gambar 4.2 Grafik Nilai DPMO & Grafik Nilai Sigma ... 60
Gambar 4.3 Diagram Pareto Bulan April – September 2009... 64
DAFTAR LAMPIRAN
Lampiran I Data Umum Perusahaan Lampiran II Perhitungan Nilai DPMO
lampiran III Perhitungan Prosentase Komulatif Untuk Analisis Pareto Lampiran IV Gambar Diagram Sebab Akibat
ABSTRAKSI
PT. Segoro Ecomulyo Textile merupakan salah satu perusahaan yang bergerak dalampembuatan produk benang, yang dimana selama ini perusahaan menghadapi masalah dalam hal produk benang. Peningkatan kualitas produk benang terhadap konsumen sangat penting dalam hal ini termasuk juga keluhan konsumen.
Dengan adanya permasalahan tersebut PT. Segoro Ecomulyo Textile berupaya untuk mengetahui tingkat kualitas produk. Diharapkan dengan adanya hal tersebut produk benang dapat optimal.
Salah satu metode yang dapat digunakan untuk mengukur tingkat kualitas produk benang adalah metode six sigma. Dengan menggunakan metode six sigma kita dapat mengetahui CTQ (karakteristik yang menentukan kualitas) dari kecacatan produk benang yang terdiri atas 4 CTQ, sehingga dalam usulan perbaikan produk benang menggunakan failure mode and effect analyze (FMEA).
Penelitian juga dilakukan dengan tujuan untuk mengetahui kualitas produk benang selama Bulan April 2009 sampai dengan September 2009, dengan menggunakan konsep DMAIC pada six sigma dimana, tahap Define dilakukan objek penelitian, Measure dilakukan pengukuran DPMO dan Sigma, Analyze untuk mengidentifikasikan masalah potensial dan penyebabnya, kemudian membuat usulan alternatif tindakan perbaikan menggunakan FMEA di tahap Improve dan tahap Control dilakukan oleh pihak perusahaan.
Berdasarkan penelitian yang telah dilakukan, diperoleh kapabilitas atau kemampuan sigma rata – rata sebesar 4, 59 artinya sigma yang dicapai sudah cukup baik namun perlu ditingkatkan. Untuk mencapai skala 6 (nilai maksimum sigma) perlu adanya tindakan perbaikan dalam produk benang. Untuk tindakan perbaikan dilakukan analisis dengan menggunakan fishbone diagram sehingga diketahui akar penyebab masalah. Selanjutnya tindakan perbaikan dilakukan perhitungan RPN (Risk Potential Number). Dengan demikian, maka dapat diketahui tindakan perbaikan sebagai prioritas utama yang harus dilakukan yaitu kelelahan sehingga tidak setandar oprasional proses yang mempunyai nilai RPN sebesar 192 dengan usulan perbaikan mencari penerapan peraturan karyawan.
PENDAHULUAN 1.1Latar Belakang
Perkembangan industri, baik industri jasa ataupun yang menghasilkan barang berkembang dengan pesat yang semakin mengglobal seperti saat ini yang ditandai dengan adanya pasar bebas yang memiliki iklim kompetisi yang sangat ketat di segala bidang usaha, baik di bidang manufaktur maupun di bidang produk, dengan adanya barang atau jasa yang masuk ke dalam negeri dengan bebas tanpa adanya hambatan sedikitpun perusahaan saling bersaing untuk mencari pasar konsumen yang tepat. Hal ini akan menyebabkan adanya ancaman bagi para produsen dalam negeri apabila perusahaan dalam negeri tidak mampu untuk bersaing dengan produk-produk dari luar negeri. Untuk menghadapi persaingan perusahaan menggunakan salah satu solusi untuk memenangkan persaingan yaitu dengan menggunakan tenaga – tenaga ahli dalam proses pelaksanaan pencapaian tujuan.
PT. Segoro Ecomulyo Textile, Driyorejo Gresik adalah perusahaan yang bergerak dibidang produk penjualan akhir berupa benang yang terletak di di Desa Krikilan, Km 28, Driyorejo Gresik. Perusahaan ini telah memiliki ratusan pelanggan yang berada di wilayah pulau jawa dan sebagian berada di luar pulau jawa. Perusahaan ini mengutamakan kualitas produk sebagai faktor penentu daya saing.
benang
tidak sesuai. Dari semua kecacatan tersebut, maka perlu dilakukan perbaikan dengan menggunakan Metode six sigma.
Metode six sigma merupakan metode yang dapat digunakan untuk mereduksi defect dan peningkatan kualitas produks serta digunakan untuk Pengukuran tingkat kapabilitas proses, dan juga perbaikan untuk mencapai hasil yang mendekati sempurna. Six Sigma tidak sekedar metodologi perbaikan saja, melainkan sebuah sistem manajemen yang bertujuan mengadakan perbaikan yang menguntungkan bagi semua elemen konsumen, pemegang saham dan elemen perusahaan itu sendiri.
Dengan diterapkannya metode six sigma diharapkan dapat meningkatkan kualitas produk sesuai dengan yang diinginkan peruahaan dan konsumen. Sehingga dapat menjaga pelanggan tetap setia berlangganan dan dapat menambah pelanggan baru sesuai dengan visi dan misi perusahaan.
1.2Rumusan Masalah
1.3Batasan Masalah
Dalam permasalahan ini adalah:
1. Obyek yang diteliti adalah bagian produk PT. Segoro Ecomulyo Textile, Driyorejo Gresik.
2. Pada penelitian ini dilakukan pengukuran perbaikan produk benang dengan menggunakan analisa Six Sigma, sampai batas improve dan control hanya sebatas usulan yang di rekomendasikan kepada perusahaan.
3. Tidak dilakukan analisis biaya.
1.4Tujuan Penelitian
Tujuan dari penelitian yang dilakukan di PT. Segoro Ecomulyo Textile, Driyorejo Gresik adalah:
1. Mengetahui nilai kapabilitas sigma pada bagian produksi.
2. Memberikan usual perbaikan untuk meningkatkan nilai kapabilitas sigma pada bagian produksi di PT. Segoro Ecomulyo Textile, Driyorejo Gresik.
1.5Asumsi – asumsi
Asumsi – asumsi yang digunakan dalam penelitian ini adalah:
1. Karyawan bekerja dengan baik namun masih perlu adanya peningkatan kerja. 2. Produksi berjalan normal selama penelitian berlangsung sedangkan hasil
produksi perlu ditingkatkan kembali.
1.6Manfaat Penelitian
1. Bagi Penulis:
a. Menambah cakrawala berfikir, memantapkan dan menambah pengalaman serta kreatifitas penulis dalam menghadapi masalah yang lebih komplek yang dialami perusahaan.
b. Sebagai bahan perbandingan antara ilmu yang penulis peroleh selama dibangku kuliah maupun dari hasil membaca literatur – literatur dengan kenyataan praktis yang ada pada perusahaan.
2. Bagi Perusahaan
a. Dengan adanya penelitian ini perusahaan dapat memperoleh masukan berupa kerangka pola berfikir Six Sigma untuk mengendalikan kualitas produk yang dihasilkan.
b. Perusahaan mengetahui bagaimana cara melakukan peningkatan penjualan dengan menggunakan metode yang berbeda untuk kemajuan wawasan dan pencapaian tujuan kerja.
c. Hasil pengukuran penjualan akan menjadi bahan evaluasi guna peningkatan penjualan perusahaan di masa yang akan datang.
3. Bagi Universitas
1.7 Sistematika Penulisan
Sistematika penulian laporan penelitian sesuai dengan sistematika penulisan yang telah ditetapkan untuk memudahkan dalam pengamatan yaitu:
BAB I : PENDAHULUAN
Bab ini berisi tentang latar belakang masalah sehingga dapat diketahui mengapa penulis mengambil judul tersebut, batasan masalah untuk membatasi masalah agar terfokus pada masalah yang diteliti, rumusan masalah, tujuan penelitian, asumsi – asumsi yang digunakan penulis dalam menyusun penelitian, manfaat dari penelitian baik untuk penulis, perusahaan maupun universitas, dan sistematika penulisannya.
BAB II : TINJAUAN PUSTAKA
Bab ini berisi tinjauan pustaka yang memuat uraian sistematis yang menunjang serta berkaitan erat dengan penelitian yang dilakukan, yang dirangkum berdasarkan keterangan – keterangan yang dikumpulkan dan penuntun dari pustaka.
BAB III : METODE PENELITIAN
BAB IV : ANALISA DAN PEMBAHASAN
Bab ini berisi tentang pembahasan penelitian, selama penelitian berlangsung yaitu tentang peningkatan bergerak dibidang produk akhir berupa benang di PT. Segoro Ecomulyo Textile, Driyorejo Gresik.
BAB V : KESIMPULAN DAN SARAN
Bab ini berisi kesimpulan dan saran yang dapat penulis berikan selama penelitian berlangsung dan penyusunan laporan penelitian.
DAFTAR PUSTAKA
BAB II
TINJAUN PUSTAKA
2.1. Kualitas
Kualitas merupakan hal yang penting untuk diperhatikan dalam setiap
proses produksi. Kualitas baik akan dihasilkan oleh proses produksi yang
terkendali. Pengertian kualitas menurut beberapa ahli antara lain :
Juran (1962) “kualitas adalah kesesuaian dengan tujuan atau manfaatnya.”
Crosby (1979) “kualitas adalah kesesuain dengan kebutuhan yang meliputi
availability, delivery, reliability, maintainability, dan cost effectiveness.”
Deming (1982) “kualitas harus bertujuan memenuhi kebutuhan pelanggan
sekarang dan di masa datang.”
Feigenbaum (1991) “kualitas merupakan keseluruhan karakteristik produk dan
jasa yang meliputi marketing, engineering, manufacture, dan
maintenance, dalam mana produk dan jasa tersebut dalam pemakaiannya
akan sesuai dengan kebutuhan dan harapan pelanggan.”
Scherkenbach (1991) “kualitas ditentukan pelanggan; pelanggan menginginkan
produk dan jasa yang sesuai dengan kebutuhan dan harapannya pada suatu
tingkat harga tertentu yang menunjukkan nilai produk tersebut.”
Elliot (1993) “kualitas adalah sesuatu yang berbeda untuk orang yang berbeda dan
Goetch dan Davis (1995) “kualitas adalah suatu kondisi dinamis yang berkaitan
dengan produk, pelayanan, orang, proses, dan lingkungan yang memenuhi
atau melebihi apa yang diharapkan.”
Dari pengertian – pengertian diatas maka dapat ditarik kesimpulan
bahwa produk dan jasa yang berkualitas adalah produk dan jasa yang sesuai
dengan apa yang diinginkan konsumennya.
2.1.1. Pengendalian Kualitas
Pengendalian kualitas adalah merupakan suatu aktivitas untuk menjaga
dan mengarahkan agar kualitas produk (dan jasa) perusahaan dapat dipertahankan
sebagaimana yang telah direncanakan. Dari pengertian tersebut jelas bahwa
pengendalian kualitas adalah usaha preventif (penjagaan) dan dilaksanakan
sebelum kesalahan kualitas produk atau jasa terjadi, melainkan mengarahkan agar
kesalahan kualitas tersebut tidak terjadi didalam perusahaan yang bersangkutan.
Ada definisi lain yang menyebutkan bahwa pengendalian kualitas
merupakan yang kita gunakan untuk menentukan dan mencapai standartd mutu.
Dengan kata lain, pengendalian kualitas adalah merencanakan dan melaksanakan
cara yang paling ekonomis untuk membuat sebuah barang yang akan bermanfaat
dan memuaskan tuntutan konsumen secara maksimal.
2.2. Six Sigma
Sigma (
σ
) dalam alphabet Yunani merupakan sebuah simbol yangpetunjuk jumlah “variasi“ biasanya juga dipakai untuk menggambarkaan output
dari suatu proses. Tingkat sigma berkebalikan dengan defect, semakin tinggi
tingkat sigma maka semakin rendah toleransi yang diberikan pada defect.
2.2.1. Definisi Six Sigma
Ada banyak pengertian mengenai Six Sigma, Six Sigma diartikan sebagai
metode canggih yang digunakan oleh para insinyur dan para statistikawan dalam
memperbaiki/mengembangkan proses/produk. Six Sigma diartikan demikian
karena memiliki kunci utama perbaikan. Six Sigma menggunakan metode-metode
statistik. Pengertian Six Sigma yang lain adalah tujuan mendekati kesempurnaan
dalam mencapai tujuan pelanggan. Ada juga yang mengartikan Six Sigma sebagai
usaha mengubah budaya perusahaan untuk mencapai kepuasan, keuntungan dan
persaingan yang jauh lebih baik.
Definisi secara lengkapnya Six Sigma merupakan suatu sistem yang
komprehensif dan fleksibel untuk mencapai, memberi dukungan dan
memaksimalkan proses usaha, yang berfokus pada pemahaman akan kebutuhan
pelanggan dengan menggunakan fakta, data dan analisis statistik serta
terus-menerus memperhatikan pengaturan, perbaikan dan mengkaji ulang proses usaha.
Untuk lebih mudah dalam mengartikan Six Sigma berdasarkan ide dasar
filosofi Six Sigma yaitu mengurangi variasi dari suatu produk atau proses secara
terus-menerus. Variabilitas dapat mengakibatkan penumpukan (akumulasi)
kualitas, biaya dan jadwal berkontribusi pada cost of poor quality (COPQ),
kepuasan pelanggan dan penurunan performasi bisnis secara keseluruhan.
Sehingga bagian terpenting dari Six Sigma adalah untuk mendefinisikan dan
mengukur variasi dengan mengeksplorasi penyebab-penyebab dan untuk membuat
suatu alat operasional yang efisien untuk mengontrol dan mengurangi variasi.
Hal-hal yang diharapkan dari penerapan Six Sigma berbeda untuk setiap
perusahaan yang bersangkutan, tergantung pada usaha yang dijalankan, biasanya
ada perbaikan pada hal-hal berikut:
1. Pengurangan biaya.
2. Perbaikan produktivitas.
3. Pertumbuhan pangsa pasar.
4. Pengurangan waktu siklus.
5. Retensi pelanggan.
6. Pengurangan cacat.
7. Perubahan budaya kerja.
8. Pengembangan produk dan jasa.
Dalam metode ini, parameter yang dipakai adalah Defect Per Million
Opportunities (DPMO) yaitu kagagalan per sejuta kesempatan dan
Cost of Poor Quality (COPQ) yaitu biaya yang dikeluarkan karena kualitas yang
2.2.2. Konsep Six Sigma Motorola
Six Sigma Motorola merupakan suatu metode atau teknik pengendalian
dan peningkatan kualitas dramatik yang diterapkan oleh perusahaan Motorola
sejak tahun 1986, yang merupakan terobosan baru dalam bidang manajemen
kualitas. Karena Six Sigma mampu melakukan peningkatan kualitas secara
dramatik menuju tingkat kegagalan nol (zero defect) dan mampu memberikan
solusi yang ampuh dalam hal terobosan-terobosan yang harus dilakukan untuk
meningkatkan kualitas secara dramatik menuju kegagalan nol. Prinsip-prinsip
pengendalian dan peningkatan kualitas Six Sigma telah dilakukan oleh perusahaan
Motorola selama kurang lebih 10 tahun dan telah mampu mencapai tingkat
kualitas 3,4 DPMO (Defect Per Million Oppurtunities)/ kegagalan per sejuta
kesempatan (Gaspersz, 2002).
Sedangkan menurut Pyzdesk (2000), Six Sigma adalah suatu
implementasi yang secara ketat, terfokus dan sangat efektif dalam meningkatkan
kualitas. Six Sigma bertujuan untuk kinerja bisnis yang mampu sepenuhnya bebas
dari error atau kegagalan kinerja suatu perusahaan diukur dengan level sigma
proses bisnis mereka.
Pada saat ini masih terdapat kerancuan di banyak pihak, terutama di
kalangan dunia industri, tentang prinsip-prinsip Six Sigma Motorola, yang
seolah-olah menafsirkan merupakan pengembangan dari “3-sigma statistical quality
control”. Memang ide dasar dari prinsip-prinsip Six Sigma diambil dari 3-sigma
Beberapa keberhasilan Motorola yang patut dicatat dari aplikasi program
Six Sigma adalah sebagai berikut (gaspersz, 2002)
- Peningkatan produktivitas rata-rata : 12,3% per tahun - Penurunan COPQ (Cost Of Poor Quality) lebih dari 84% - Eliminasi kegagalan dalam proses sekitar 99,7%
- Penghematan biaya manufacturing lebih dari $11 milliar
- Peningkatan tingkat pertumbuhan tahunan rata-rata : 17% dalam
penerimaan, keuntungan, dan harga saham Motorola.
Hasil-hasil dari peningkatan kualitas dramatik yang diukur berdasarkan
persentase antara COPQ (Cost Of Poor Quality) terhadap penjualan ditunjukkan
dalam tabel 2.1.
Tabel 2.1. DPMO pada sigma level
COPQ (Cost Of Poor Quality)
Tingkat Pencapaian
691.462 (sangat tidak kompetitif)
308.538 (rata-rata industri Indonesia)
66.807
6.210 (rata-rata industri USA)
233
3,4 (industri kelas dunia)
Tidak dapat dihitung
Tidak dapat dihitung
25-40% dari penjualan
15-25% dari penjualan
5-15% dari penjualan
< 1% dari penjualan
Setiap peningkatan atau pergeseran 1-sigma akan memberikan peningkatan
keuntungan 10% dari penjualan
Semakin tinggi target sigma yang dicapai, kinerja sistem industri akan
semakin baik. Six Sigma juga dapat dianggap sebagai strategi terobosan yang
memungkinkan perusahaan melakukan peningkatan luar biasa (dramatic) di
tingkat bawah. Six Sigma juga dapat dipandang sebagai pengendalian proses
industri berfokus pada pelanggan, melalui penekanan pada kemampuan proses
(process capability).
Terdapat enam aspek kunci yang perlu diperhatikan dalam aplikasi
konsep Six Sigma, yaitu (Gaspersz, 2002) :
1. Identifikasi pelanggan anda.
2. Identifikasi produk anda.
3. Identifikasi kebutuhan anda dalam memproduksi produk untuk pelanggan
anda.
4. Definisikan proses anda.
5. Hindari kesalahan dalam proses anda dan hilangkan semua pemborosan
yang ada.
6. Tingkatkan proses anda secara terus-menerus menuju target Six Sigma.
Apabila konsep Six Sigma akan diterapkan dalam bidang manufacturing,
perhatikan enam aspek berikut (Gaspersz, 2002) :
1. Identifikasi karakteristik produk yang akan memuaskan pelanggan anda.
2. Mengklasifikasikan semua karakteristik kualitas itu sebagai CTQ (Critical
To Quality) individual.
3. Menentukan apakah setiap CTQ itu dapat dikendalikan melalui
4. Menentukan batas maksimum toleransi untuk setiap CTQ sesuai yang
diinginkan pelanggan (menentukan nilai USL dan LSL dari setiap CTQ).
5. Menentukan maksimum variasi proses untuk setiap CTQ (menentukan
nilai maksimum standar deviasi untuk setiap CTQ).
6. Mengubah desain produk dan/atau proses sedimikian rupa agar mampu
mencapai target Six Sigma, yang berarti memiliki indeks kemampuan
proses, Cpm sama dengan dua (Cpm≥ 2).
2.2.3. Beberapa istilah dalam konsep Six Sigma
Sebelum membahas lebih jauh tentang konsep Six Sigma Motorola, perlu
dikemukakan beberapa istilah yang berlaku dalam metode Six Sigma agar untuk
selanjutnya dapat mudah memahaminya.
a. Black Belt
Merupakan pemimpin tim (team leader) yang bertanggung jawab untuk
pengukuran, analisis, peningkatan, dan pengendalian proses-proses kunci yang
mempengaruhi kepuasan pelanggan dan/atau pertumbuhan produktivitas.
b. Green Belt
Serupa dengan black belt, kecuali posisinya tidak penuh waktu (non full time
position).
c. Master Black Belt
Guru yang melatih black belt, sekaligus merupakan mentor dan/atau konsultan
d. Champion
Dalam struktur Six Sigma, champion merupakan individu yang berada pada
manajemen atas (top management) yang memahami Six Sigma dan
bertanggung jawab untuk keberhasilan dari Six Sigma itu.
e. Critical-to-Quality (CTQ)
Atribut-atribut yang sangat penting untuk diperhatikan karena berkaitan
langsung dengan kebutuhan dan kepuasan pelanggan. CTQ merupakan elemen
dari suatu produk, proses, atau praktek-praktek yang berdampak langsung
pada kepuasan pelanggan.
f. Defect
Kegagalan untuk memberikan apa yang diinginkan oleh pelanggan/konsumen.
g. Defect Per Opportunity (DPO)
Ukuran kegagalan yang dihitung dalam program peningkatan kualitas Six
Sigma, yang menunjukkan banyaknya cacat atau kegagalan per satu
kesempatan
h. Defect Per Million Opportunities (DPMO)
Ukuran kegagalan dalam program peningkatan kualitas Six Sigma, yang
menunjukkan kegagalan per sejuta kesempatan.
i. Process Capability
Kemampuan proses untuk memproduksi atau menyerahkan output sesuai
2.3. Penentuan Kapabilitas Proses (Process Capability)
Kapabilitas proses adalah kemampuan proses untuk memproduksi atau
menyerahkan output sesuai dengan ekspektasi dan kebutuhan pelanggan. Perlu
dipahami bahwa indeks Cpm yang digunakan mengacu pada CTQ (
Critical-To-Quality) tunggal atau item karakteristik kualitas individual. Indeks Cpm mengukur
kapabilitas potensial atau melekat dari suatu proses yang diasumsikan stabil, dan
biasanya didefinisikan sebagai :
Cpm =
USL = Upper Specification Limit (batas spesifikasi atas)
LSL = Lower Specification Limit (batas spesifikasi bawah)
T = Nilai target (nilai terbaik untuk karakteristik kualitas yang diharapkan
Pelanggan) dari produk.
Ketiga nilai USL, LSL, dan T ditentukan berdasarkan kebutuhan dan
ekspektasi rasional dari pelanggan.
μ
= Nilai rata-rata (mean) proses aktualσ
2= Nilai varian (variance) dari proses yang merupakan ukuran variasi proses
Kapabilitas proses hanya diukur untuk proses yang stabil, sehingga
apabila proses itu dianggap tidak stabil, maka proses itu harus distabilkan terlebih
dahulu. Dengan demikian nilai standar deviasi yang digunakan dalam pengukuran
kapabilitas proses (Cpm) harus berasal dari proses yang stabil, sehingga
merupakan variasi yang melekat pada proses yang stabil itu (common-cause
Keberhasilan implementasi program peningkatan kualitas Six Sigma
ditunjukkan melalui peningkatan kapabilitas proses dalam menghasilkan produk
menuju tingkat kegagalan nol (zero defect). Oleh karena itu, konsep perhitungan
kapabilitas proses menjadi sangat penting untuk dipahami dalam implementasi
program Six Sigma.
Dalam konteks pengendalian proses statistikal dikenal dua jenis data,
yaitu :
- Data Attribut (Attributes Data) merupakan data kualitatif yang dihitung
menggunakan daftar pencacahan atau tally untuk keperluan pencatatan dan
analisis. Data attribut bersifat diskrit. Contoh data attribut karakteristik kualitas
adalah : ketiadaan label pada kemasan produk, kesalahan proses administrasi
buku tabungan nasabah, banyaknya jenis cacat karena corelap, dana lain-lain.
Data attribut biasanya diperoleh dalam bentuk unit-unit
nonkonformans/ketidaksesuaian atau cacat/kegagalan terhadap spesifikasi
kualitas yang ditetapkan.
- Data Variabel (Variables Data) merupakan data kuantitatif yang diukur
menggunakan alat pengukuran tertentu untuk keperluan pencatatan dan
analisis. Data variabel bersifat kontinyu. Contoh data variabel karakteristik
kualitas adalah ; diameter pipa, ketebalan produk kayu lapis, berat semen
dalam kantong, konsentrasi elektrolit dalam persen, dll. Ukuran-ukuran berat,
2.3.1. Penentuan Kapabilitas Proses Untuk Data Attribut
Berikut ini akan dibahas tentang teknik memperkirakan kapabilitas
proses dalam ukuran pencapaian target Sigma untuk data atribut (data yang
diperoleh melalui perhitungan-bukan pengukuran langsung). Pada umumnya data
atribut hanya memiliki dua nilai yang berkaitan dengan YA atau TIDAK.
Langkah-langkah :
1. Proses apa yang ingin anda tahu ?
2. Berapa banyak unit yang dikerjakan melalui proses?
3. Berapa banyak unit transaksi yang gagal
4. Hitung tingkat cacat berdasarkan langkah 3
(langkah 3) / (langkah 2)
5. Tentukan banyaknya CTQ potensial yang dapat mengakibatkan cacat
Banyaknya karakteristik CTQ
6. Hitung peluang tingkat cacat per karakteristik CTQ
(langkah 4) / (langkah 5)
7. Hitung kemungkinan cacat per satu juta kesempatan (DPMO)
(langkah 6) x 1.000.000
8. Konversi DPMO (langkah 7) ke dalam nilai sigma
2.3.2. Penentuan Kapabilitas Proses Untuk Data Variabel
Bayangkan bahwa kita akan menentukan kapabilitas proses industri
perpipaan jenis tertentu. Berdasarkan kebutuhan pelanggan, diketahui bahwa
diameter pipa yang diinginkan adalah : 40 mm dengan batas toleransi adalah ± 5
mm. Pelanggan akan menolak setiap pipa yang diserahkan apabila diketahui
berdiameter diatas 45 mm dan/atau dibawah 35 mm. Dalam konteks program
peningkatan kualitas Six Sigma, kita menyatakan bahwa CTQ yang perlu
dikendalikan adalah diameter pipa dengan spesifikasi sebagai berikut :
CTQ(Critical-To-Quality) : diameter pipa
Spesifikasi target (T) = 40 mm
USL = 45 mm
LSL = 35 mm
Nilai rata-rata : X-bar = 37 mm
Standar deviasi : S = 2mm
Langkah-langkah :
1. Proses apa yang ingin anda tahu ?
2. Tentukan USL
3. Tentukan LSL
4. Tentukan T
5. Tentukan nilai rata-rata
6. Berapa nilai standar deviasi
7. Hitung kemungkinan cacat yang berada diatas nilai USL per 1 juta
P {z ≥ (USL - X-bar)/S} x 1.000.000
8. Hitung kemungkinan cacat yang berada dibawah nilai LSL per 1 juta
kesempatan
P {z ≤ (LSL – X-bar)/S} x 1.000.000
9. Hitung kemungkinan cacat per 1 juta kesempatan (DPMO)
(langkah 7) + (langkah 6)
10. Konversi nilai DPMO ke Sigma
11. Hitung kemampuan proses di atas dalam ukuran nilai sigma
12. Hitung kapabilitas proses di atas dalam indeks kapabilitas proses
}
2.4. Proses DMAIC (Define, Measure,Analyze, Impove dan Control)
Merupakan proses untuk peningkatan terus-menerus untuk menuju target
Six Sigma. DMAIC dilakukan secara sistematik, berdasarkan ilmu pengetahuan
dan fakta (systematic, scientific, and fact base). Proses DMAIC ini menghilangkan
langkah-langkah proses yang tidak produktif, sering berfokus pada
pengukuran-pengukuran baru, dan menerapkan teknologi untuk peningkatan kualitas menuju
target Six Sigma. Sehingga DMAIC merupakan kunci keberhasilan Six Sigma.
2.4.1. Define
Define merupakan langkah operasional pertama dalam program
peningkatan kualitas Six Sigma. Pada tahap ini, yang paling penting untuk
dilakukan adalah identifikasi produk dan/atau proses yang akan diperbaiki. Kita
harus menetapkan prioritas utama tentang masalah-masalah yang mana akan
ditangani terlebih dahulu. Pemilihan proyek terbaik adalah berdasarkan pada
identifikasi proyek yang sesuai dengan kebutuhan, kapabilitas dan tujuan
organisasi. Selanjutnya pernyataan proyek harus ditetapkan untuk setiap proyek
Six Sigma yang terpilih. Sehingga tujuan utama adalah untuk memilih obyek
penelitian Six Sigma dan selanjutnya menentukan tujuan dari penelitian Six Sigma.
2.4.2 Measure
Pada tahap ini yang dilakukan adalah mengukur banyaknya defect yang
terjadi berkaitan dengan Critical to Quality spesifik dengan menggunakan rumus
DPMO (Defect per Million Opportunity) sebagai berikut :
000
Analyze merupakan langkah operasional ketiga dalam program
peningkatan kualitas Six Sigma. Pada tahap ini perlu dilakukan beberapa hal
a. Menganalisa kapabilitas (capability) dari proses.
b. Mengidentifikasi sumber-sumber penyebab kecacatan.
Menurut Gasperz (2002), setelah akar-akar penyebab dari masalah yang
ditemukan, dimasukkan ke dalam cause and effect diagram yang telah
mengkategorikan sumber-sumber penyebab berdasarkan prinsip 7M, antara lain
yaitu : manusia, mesin, material, metode, media dan motivasi.
2.4.4.Improve
Memberikan usulan metode perbaikan kepada perusahaan berdasarkan
analisa penyebab defect.
2.4.5. Control
Tahap ini merupakan tahap operasional terakhir dalam peningkatan
kualitas Six Sigma, dimana tujuannya adalah mengontrol usaha perbaikan agar
sesuai dengan tujuan. Menetapkan suatu mekanisme kontrol untuk menguji bahwa
variabel-variabel dibawah kontrol tetap stabil dalam batas-batas yang telah
ditetapkan.
2.5. Alat-alat Pemecahan Masalah
Dalam penyelesaian permasalahan dipergunakan beberapa alat
2.5.1. Lembar Pemeriksaan (Check Sheet)
Lembar pemeriksaan adalah alat yang terdiri dari daftar item dan
beberapa indikator dari seberapa sering setiap item pada daftar tersebut terjadi.
Dalam bentuk yang sederhana, daftar pemeriksaan adalah alat-alat yang membuat
proses pengumpulan data lebih mudah dengan menyediakan penjelasan
pra-tertulis dari kejadian yang mungkin terjadi. Lembar pemeriksaan yang dirancang
dengan baik akan menjawab pertanyaan yang diberikan oleh pemeriksa.
Walau sederhana, lembar pemeriksaan adalah alat perbaikan proses dan
alat pemecahan masalah yang sangat berguna. Kekuatan mereka ditingkatkan
dengan besar saat digunakan berhubungan dengan alat sederhana lainnya, seperti
analisis histogram dan analisis pareto.
2.5.2. Diagram Pareto
Diagram ini digunakan untuk menentukan yang mana dari kesempatan
potensial yang banyak harus dikerjakan terlabih dahulu. Dengan bentuknya yang
seperti batang, diagram pareto dapat membantu untuk mengidentifikasikan
kejadian-kejadian atau penyebab masalah yang paling umum. Diagram pareto
hanya digunakan pada data yang bersifat diskrit, tujuannya adalah mempermudah
pihak perbaikan kualitas untuk menentukan jenis-jenis kesalahan manakah yang
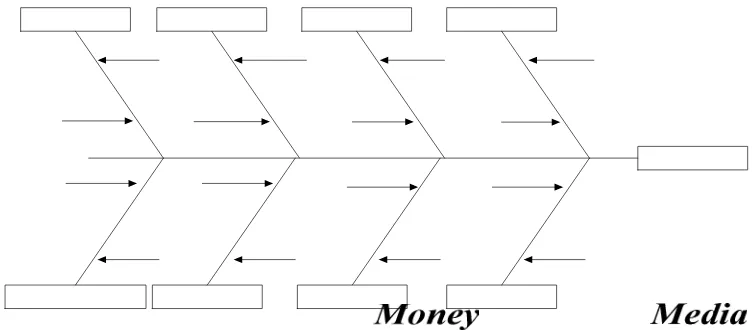
2.5.3. Diagram Sebab Akibat (Cause and Effect Diagram)
Diagram sebab dan akibat adalah alat yang digunakan untuk mengatur
dan menunjukkan secara grafik semua pengetahuan yang dimiliki oleh
sekelompok sehubungan dengan masalah tertentu. Biasanya, langkah-langkahnya
adalah :
a. Mengembangkan bagan aliran dari wilayah yang akan diperbaiki.
b. Mendefinisikan masalah yang akan diselesaikan.
c. Melakukan sumbangan saran untuk menemukan semua kemungkinan
penyebab masalah.
d. Mengatur hasil sumbang saran dalam kategori yang rasional.
e. Membuat diagram sebab dan akibat secara akurat menampilkan hubungan dari
semua data dalam setiap kategori.
Begitu langkah – langkah itu selesai, membuat diagram sebab akibat sangat
sederhana. Langkah – langkah tersebut adalah:
1. Menggambar sebuah kotak pada sudut tangan kanan jauh dari selembar
kertas yang besar dan menggambar sebuah panah horisontal yang menunjuk
pada kotak. Di dalam kotak tersebut, tulis keterangan dari masalah yang
sedang coba anda atasi.
2. Tulis kategori diatas dan dibawah garis horisontal. Bayangkan itu sebagai
cabang utama dari pohon tersebut.
3. Gambarkan rincian data penyebab dari setiap kategori. Bayangkan ini
Bentuk umum diagram sebab akibat ditunjukkan oleh gambar 2.2 di bawah ini:
Gambar 2.2 Bentuk umum diagram sebab akibat
( Pedoman Implementasi Program Six Sigma Terintegrasi dengan ISO 9001:2000, MBNQA dan HACCP, Vincent Gaspersz, 2002, Hal 243 )
2.5.4. Histogram
Histogram ialah perwakilan gambar dari satu kumpulan data. Ini
diciptakan dengan mengelompokkan pengukuran ke dalam “sel”. Histogram ini
digunakan untuk menentukan bentuk kumpulan data. Histogram juga
menampilkan angka dalam cara yang mempermudah untuk melihat penyebaran
dan kecenderungan pusat dan untuk membandingkan distribusi terhadap
persyaratan.
Diagram ini mengurutkan rangking dari variasi terbesar sampai dengan
yang terkecil. Histogram juga menunjukkan kemampuan proses, dan apabila
memungkinkan, histogram dapat menunjukkan hubungan dengan spesifikasi
2.5.5. Peta Pengendali (Control Chart)
Suatu grafik yang mengilustrasikan bagaimana suatu proses atau suatu
titik dalam suatu proses berprilaku setiap saat. Control chart dapat menunjukkan
bagaimana pengukuran spesifik diubah atau bagaimana variasi pengukuran
berubah setiap saat. Terdapat tiga kegunaan pokok dari control chart, yaitu
pemantauan atau pengawasan suatu proses, pengurangan variabilitas proses dan
penaksiran parameter produk atau proses.
2.5.6. Diagram Pencar (Scatter Plots)
Scatterplot memperlihatkan suatu hubungan atau korelasi antara dua
faktor yang bervariasi menurut angka atau pada sebuah kontinuen. Scatterplot
menunjukkan hubungan kausal yang penting antara satu faktor dan faktor lainnya.
2.5.7. Defect Concetration Diagram
Merupakan salah satu alat pengendalian kualitas yang digunakan sebagai
alat memastikan lokasi defect yang dapat memberikan informasi tentang penyebab
potensial defect. Konsep utama adalah menunjukkan secara langsung letak cacat
yang terjadi pada spesimen dengan memberi tanda khusus pada gambar specimen.
2.6. FMEA (Failure Modes and Effects Analysis)
Alat Six Sigma lain yang sering digunakan untuk mengidentifikasikan
sumber-sumber dan akar penyebab dari suatu masalah kualitas adalah Failure
2.6.1. Pengertian FMEA
FMEA adalah suatu prosedur terstruktur untuk mengidentifikasi dan
mencegah sebanyak mungkin mode kegagalan (failure mode). Suatu mode
kegagalan adalah apa saja yang termasuk dalam kecacatan/kegagalan dalam
desain, kondisi diluar batas spesifikasi yang telah ditetapkan, atau
perubahan-perubahan dalam produk yang menyebabakan terganggunya fungsi dari produk
itu. Melalui menghilangkan mode kegagalan, maka FMEA akan meningkatkan
keandalan dari produk dan pelayanan itu. FMEA dapat dapat diterapkan dalam
semua bidang, baik manufaktur maupun jasa, juga pada semua jenis produk.
2.6.2. Kegunaan FMEA
FMEA mempunyai beberapa manfaat antara lain sebagai berukut:
1. Mengenali cara-cara dimana suatu proses bisa gagal untuk memenuhi
persyaratan pelanggan.
2. Memperkirakan resiko dari sebab-sebab yang ada saat ini.
3. Menilai rencana pengawasan untuk sebab-sebab yang ada pada saat ini.
4. Memprioritaskan tindakan-tindakan untuk peningkatan yang harus segera
dilaksanakan.
2.6.3. Proses Implementasi FMEA
Berikut ini langkah-langkah dalam proses implementasi FMEA:
1. Tetapkan dan gambarkan proses yang akan dianalisa.
a) Keseriusan (severity) akibat kesalahan pada proses lokal, proses lanjutan,
dan konsumen.
b) Tingkat seringnya terjadi suatu kesalahan (occurance) karena penyebab
potensial.
c) Cara mendeteksi kesalahan akibat penyebab potensial muncul (detection),
tahapan measure dari DMAIC.
3. Brainstorming kesalahan dari tiap tahapan proses, potensial causes, dan alat
deteksi kesalahan yang ada (tahapan AnalyzeDMAIC).
4. Masukkanlah kriteria-kriteria yang sesuai untuk masing-masing akibat / efek
kesalahan penyebab potensial dari alat kontrol.
5. Dapatkan Risk Potensial Number (RPN) dengan mengalikan Severity x
Occurance x Detection. (S.O.D)
6. Pusatkan perhatian pada RPN yang lebih besar dari 125 dan lakukan perbaikan
pada potensial causes-nya atau alat kontrolnya atau bahkan pada efeknya
(langkah Improve pada DMAIC).
7. Tetapkan implementasi action plan (tahapan Improve pada DMAIC).
8. Ukur perubahan RPN yang terjadi (tahapan Control pada DMAIC).
9. Jika RPN-nya (baru) masih lebih besar dari 125, maka kembali ke langkah 3
hingga RPN-nya turun dibawah 125.
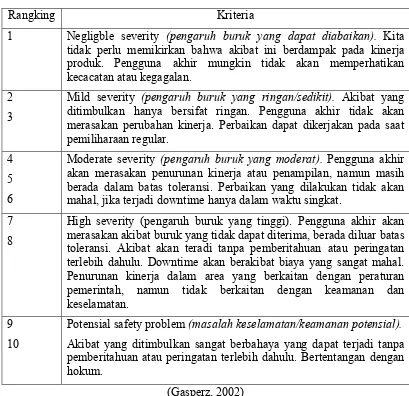
Severity merupakan suatu estimasi atau perkiraan subyektif tentang
bagaimana buruknya pengguna akhir akan merasakan akibat dari kegagalan itu.
Dapat menggunakan skala 1 sampai 10. Ranking dan kriteria dari severity dapat
Tabel 2.2. Severity Table
Rangking Kriteria
1 Negligble severity (pengaruh buruk yang dapat diabaikan). Kita
tidak perlu memikirkan bahwa akibat ini berdampak pada kinerja produk. Pengguna akhir mungkin tidak akan memperhatikan kecacatan atau kegagalan.
2
3
Mild severity (pengaruh buruk yang ringan/sedikit). Akibat yang ditimbulkan hanya bersifat ringan. Pengguna akhir tidak akan merasakan perubahan kinerja. Perbaikan dapat dikerjakan pada saat pemiliharaan regular.
4
5
6
Moderate severity (pengaruh buruk yang moderat). Pengguna akhir akan merasakan penurunan kinerja atau penampilan, namun masih berada dalam batas toleransi. Perbaikan yang dilakukan tidak akan mahal, jika terjadi downtime hanya dalam waktu singkat.
7
8
High severity (pengaruh buruk yang tinggi). Pengguna akhir akan merasakan akibat buruk yang tidak dapat diterima, berada diluar batas toleransi. Akibat akan teradi tanpa pemberitahuan atau peringatan terlebih dahulu. Downtime akan berakibat biaya yang sangat mahal. Penurunan kinerja dalam area yang berkaitan dengan peraturan pemerintah, namun tidak berkaitan dengan keamanan dan keselamatan.
9
10
Potensial safety problem (masalah keselamatan/keamanan potensial).
Akibat yang ditimbulkan sangat berbahaya yang dapat terjadi tanpa pemberitahuan atau peringatan terlebih dahulu. Bertentangan dengan hokum.
(Gasperz, 2002)
Occurance adalah suatu perkiraan subyektif tentang probabilitas atau
peluang bahwa penyebab itu akan terjadi, akan menghasilkan mode kegagalan
yang akan memberikan akibat tertentu. Kita dapat menggunakan skala 1 sampai
Tabel 2.3. Occurance Table
Rangking Kriteria Tingkat
Kegagalan/Kecacatan
1 Adalah bahwa tidak mungkin penyebab
ini yang mengakibatkan mode kegagalan.
1 dalam 1.000.000
2
3
Kegagalan akan terjadi 1 dalam 20.000
1 dalam 4.000
4
5
6
Kegagalan agak mungkin terjadi 1 dalam 1.000
1 dalam 400
1 dalam 80
7
8
Kegagalan adalah sangat mungkin terjadi
1 dalam 40
1 dalam 20
9
10
Hampir dapat dipastikan bahwa kegagalan akan terjadi
1 dalam 8
1 dalam 2
(Gasperz, 2002)
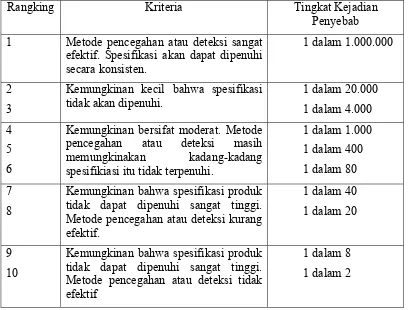
Detection merupakan suatu perkiraan subyektif tentang bagaimana
efektifitas dari metode deteksi pencegahan untuk menghilangkan mode kegagalan
potensial. Kita menggunakan skala dari 1 sampai 10. Rangking dan criteria dari
Tabel 2.4. Detection Table
Rangking Kriteria Tingkat Kejadian
Penyebab
1 Metode pencegahan atau deteksi sangat
efektif. Spesifikasi akan dapat dipenuhi secara konsisten.
1 dalam 1.000.000
2
3
Kemungkinan kecil bahwa spesifikasi tidak akan dipenuhi.
1 dalam 20.000
1 dalam 4.000
4
5
6
Kemungkinan bersifat moderat. Metode pencegahan atau deteksi masih memungkinakan kadang-kadang spesifikiasi itu tidak terpenuhi.
1 dalam 1.000
1 dalam 400
1 dalam 80
7
8
Kemungkinan bahwa spesifikasi produk tidak dapat dipenuhi sangat tinggi. Metode pencegahan atau deteksi kurang efektif.
1 dalam 40
1 dalam 20
9
10
Kemungkinan bahwa spesifikasi produk tidak dapat dipenuhi sangat tinggi. Metode pencegahan atau deteksi tidak efektif
1 dalam 8
1 dalam 2
(Gasperz, 2002)
2.7. Proses Produksi
Untuk memperoleh suatu gambaran secara umum, maka proses produksi
benang di PT. Segoro Ecomulyo Textil dapat diuraikan berikut ini.
2.7.1. Raw Material
Proses produksi di PT. Segoro Ecomulyo Textil menggunakan raw
material atau bahan baku yang berupa serat buatan atau polyester. Digunakan
serat buatan karena serat buatan mempunyai serat yang lebih baik dilihat dari
panjang serat dan ukurannya yang seragam dibandingkan dengan serat alami. Raw
disediakan dan disesuaikan oleh storage raw material. Disini, raw material
dipesan dan disimpan di storage minimal sesuai dengan kebutuhan produksi
selama satu minggu untuk Spinning I dan II.
Untuk memenuhi kebutuhan akan bahan baku, PT. Segoro Ecomulyo
Textil menggunakan dua bahan baku yaitu Indorama dan Tifico. Kualitas serat
ditunjukkan dengan denier. Dimana Indorama mempunyai kualitas serat 1.4d dan
Tifico dengan 1.3d. Kedua serat ini banyak digunakan karena memiliki serat yang
lebih halus dan mudah untuk diproses.
Jumlah minimum bahan baku yang dipesan minimum sebanyak
kebutuhan untuk berlangsungnya proses produksi selama satu minggu untuk
departemen Spinning I dan II. Dari data yang kami dapatkan, diketahui bahwa
kebutuhan standart material yang dibutuhkan perhari adalah sebanyak 180-185
bale.
Material keluar dari storage berdasarkan metode First In First Out
(FIFO), ini berarti bahwa material diurutkan berdasarkan kedatangan material.
Pemberian tanda atau penomoran pada material merupakan salah satu cara untuk
mengontrol dan memudahkan material.
Dalam prosesnya sendiri, dua material yang berbeda tidak dapat dan
tidak boleh digabungkan karena spesifikasi tiap perusahaan produsen tidaklah
sama. Sehingga apabila dipaksakan dua material bercampur maka dikhawatirkan
akan menghasilkan produk dengan warna yang belang sehingga menjadi tidak
2.7.2. Mesin dan Peralatan
Mesin dan peralatan yang diperlukan didalam proses pemintalan benang
dari bahan serat menjadi benang pada perusahaan textile adalah mixer atau mesin
pencampur pada awal proses pengolahan bahan baku sebelum diproses lebih
lanjut, dan mesin-mesin yang terdapat pada masing-masing departemen baik
Spinning I maupun II akan dijelaskan sebagai berikut :
2.7.3. Mixing
Setelah raw material dipesan maka raw material tersebut dibawa dalam
proses berikutnya, yaitu mixing atau pencampur dengan menggunakan mesin
pencampur. Sebelumnya, bungkus atau cover material dibuka dan dibiarkan
selama 24 jam. Hal ini dilakukan agar sifat-sifat serat kembali ke sifat semula.
Secara umum proses mixing memiliki kegiatan untuk mencampur material yaitu
antara usable waste dengan fresh material. Fungsi dari proses ini secara
keseluruhan adalah:
Membuka gumpalan fibre untuk memperoleh standart fibre.
Mencampur raw material antara usable waste dengan fresh material dengan
perbandingan 25 % dan 75 %.
2.7.4. Mesin Pada Departemen Spinning I
Mesin-mesin yang digunakan pada Spinning I merupakan mesin yang
sudah cukup tua usianya yaitu kurang lebih 30 tahun (1975). Akan tetapi masih
2.7.4.1. Blowing
Raw material yang sudah tercampur dalam proses mixing selanjutnya
akan diproses pada mesin blowing. Fungsi mesin ini antara lain:
Menguraikan bahan
Membersihkan bahan dari kotoran
Mengubah bahan menjadi bentuk gulungan
Hasil dari proses ini adalah dalam bentuk Lap yang merupakan lembaran
yang tersusun atas fibre-fibre polyester yang telah diuraikan menjadi individual
fibre sepanjang 40 meter yang digulung dan mempunyai ukuran untuk per Lap
sebesar 19.605 Kg.
Mesin blowing yang terdapat pada Spinning I berjumlah 5 buah. Mesin
ini terdiri dari 2 jenis mesin, yaitu:
Mesin secara chetpeed: pendistribusian lap ke mesin carding nonmanual
(mesin nomor 1 dan 5).
Mesin secara manual : pendistribusian lap ke mesin carding secara manual
( mesin nomor 2 , 3 , 4 ).
2.7.4.2. Carding
Proses dalam mesin Carding mengubah bentuk lap menjadi bentuk
sliver. Adapun kegunaan dari mesin carding adalah:
Pembukaan material
Memisahkan serat yang pendek dengan derat yang panjang
Mengatur sliver pada can (semacam pipa plastik) sehingga berbentuk
kumparan. Tujuannya adalah agar mudah diukur dan tidak putus.
Menghasilkan sliver ( lap yang telah disejajarkan seratnya )
Ada tiga jenis mesin carding yang terdapat di Spinning I yaitu Laksmi
Rieter dengan jumlah mesin sebanyak 16 mesin , MMC (Machinery Manufactures
Corporation) dengan jumlah mesin sebanyak 7 mesin dan Cross Roll dengan
jumlah mesin sebanyak 14 mesin. Kapasitas output maksimal yang dikeluarkan
mesin Carding sebanyak 102 kilo ton sliver.
2.7.4.3. Drawing
Proses ini bertujuan untuk meratakan serat sampai pada batas yang
diinginkan , maka proses nya dilakukan dalam 2 tahap yaitu breaker and finisher.
Prinsip kerja mesin ini adalah:
Perangkapan
Adalah proses dimana sliver dirangkap. Tujuan perangkapan adalah untuk
mendapatkan sliver yang rata selain itu juga untuk mendapatkan campuran
yang homogen.
Peregangan (Drafting)
Peregangan terjadi karena adanya rol-rol peregang yang berbeda kecepatan
putarannya, sehingga sliver masuk dengan 6 helai keluar menjadi 1 helai.
Penataan sliver pada can
Adapun mesin-mesin yang digunakan pada Spinning I adalah sebagai berikut:
Rieter RSB dengan jumlah 6 mesin yang digunakan untuk mesin RSB2,
RSB4, RSB5, RSB8, RSB10, RSB 11.
Cherry DK - 600 dengan jumlah 8 mesin yang digunakan untuk mesin Nomor
1, 3, 6, 7, 9, 12, 13, dan 14.
Semua mesin pada proses drawing terpasang secara berurutan dalam
satu garis lurus, dengan pembagian mesin untuk setiap tahapnya adalah sebagai
berikut:
Breaker memakai mesin Cherry DK-600.
Finisher memakai mesin Rieter RSB.
Kapasitas maksimal output yang dihasilkan sebanyak 603 kilo ton sliver.
2.7.4.4. Simplex
Bahan input dari proses Simpleks adalah sliver dari proses Drawing yang
kemudian diubah menjadi bentuk roving. Fungsi mesin Simplex antara lain:
Penguluran sliver
Tujuannya adalah untuk mensejajarkan serat agar tidak saling silang dan tidak
ada sliver yang saling bergesekansaling bergesekan.
Peregangan (Drafting)
Prinsip ini sama pada mesin Drawing, tetapi bila pada mesin Drawing
rangkapan bias 6-7 helai maka pada mesin Simplex tidak ada rangkapan
artinya hanya 1 helai saja.
Tujuannya agar roving pada saat diubah menjadi benang pada proses Ring
Frame tidak akan sampai putus.
Mesin-mesin yang digunakan dalam proses simplex adalah:
Toyoda FL 16 dengan 108 spindel per mesin. Jumlah mesin 3 buah.
Howa RME dengan 96 spindel per mesin. Jumlah mesin 4 buah.
Lakshmi-Rieter dengan 96 spindel per mesin.Jumlah mesin 1 buah.
Kapasitas maksimal output yang dihasilkan pada mesin ini sebanyak
1115 kilo ton.
2.7.4.5. Ring Frame
Dalam proses Ring Frame ini, inputnya adalah roving dan output sudah
berupa benang berbentuk cops. Fungsi mesin Ring Frame adalah:
Penguluran Roving
Perenggangan (Drafting)
Memberi draft (regangan) pada roving untuk pada akhirnya diperoleh nomor
benang sesuai dengan yang diinginkan.
Pemberian Twist
Twist / plintiran terhadap benang, dimana dalam hal ini, banyak twist biasanya
disesuaikan dengan keinginan pelanggan. Seperti pada proses simplex, proses
draft yang terjadi pada proses ring frame ini juga terjadi akibat roving yang
dilewatkan beberapa roll yang berbeda kecepatannya, sedangkan twist
disebabkan oleh pemegang bobbin yang berputar yang menimbulkan twist
Mesin-mesin yang digunakan pada proses ring flame adalah sebagai
berikut:
Texmaco sebanyak 34 mesin, dimana setiap mesin terdiri dari 440 spindel.
Lakshmi-Rieter sebanyak 14 mesin, dimana setiap mesin terdiri dari 428
spindel.
Kapasitas output yang dihasilkan pada mesin ini antara 165 - 1062 kilo ton.
2.7.5. Mesin Pada Departemen Spinning II
Pada Spinning II atau yang biasa dikenal sebagai Expantion ini memiliki
proses yang secara umum sama dengan proses produksi di Spinning I.
Perbedaannya terletak pada bahan dan mesin yang digunakan. Mesin-mesin yang
digunakan pada Spinning II didatangkan dari luar negeri tepatnya pada tahun
1990. Kapasitas output yang dihasilkan sama seperti pada Spinning I.
2.7.5.1. Back Process
Pada back process (tahap persiapan yang menyangkut kegiatan
pembukaan, pensejajaran, penghilangan serat pendek, perataan serat) di expantion
ini terdiri dari 3 tahap yaitu blowing , carding , drawing .
2.7.5.1.1. Blowing
Raw material yang sudah tercampur dalam proses mixing selanjutnya
akan diproses di mesin blowing. Fungsi mesin ini antara lain:
Membersihkan bahan dari kotoran dan serat yang tidak teratur
Mengubah bahan menjadi bentuk gulungan
Mesin blowing yang terdapat pada Spinning II berjumlah 2 buah mesin
chetpeed yang dinamakan Blendomat.
2.7.5.1.2. Carding
Fungsi mesin carding adalah:
Menghasilkan sliver (lap yang telah disejajarkan seratnya).
Membuka gumpalan.
Memisahkan serat yang panjang dengan serat yang pendek.
Mensejajarkan individual fibre.
Mengatur sliver pada can (semacam pipa plastik) sehingga berbentuk
kumparan. Tujuannya adalah agar mudah diukur dan tidak putus.
Jenis mesin carding yang terdapat di Spinning II yaitu Trutzcrushler
sebanyak 12 mesin.
2.7.5.1.3. Drawing
Pada proses ini, expansion melalui 2 tahapan satu breaker dan langsung
ke finiser. Hasil dari breaker expansion ini sering dialihkan ke Spinning I untuk
memperlancar jalannya proses agar tidak terjadi bottle neck. Semua mesin untuk
proses drawing terpasang secara urut dalam satu garis lurus, dengan pembagian
mesin untuk setiap tahapnya adalah sebagai berikut:
Breaker memakai mesin Zinser dengan jumlah mesin sebanyak 4 buah mesin.
2.7.5.2. Simplex
Bahan input dari proses Simpleks adalah sliver dari proses Drawing yang
kemudian diubah menjadi bentuk roving. Fungsi mesin Simplex antara lain:
Penguluran sliver
Tujuannya adalah untuk mensejajarkan serat agar tidak saling silang dan tidak
ada sliver yang saling bergesekansaling bergesekan.
Peregangan (Drafting)
Prinsip ini sama pada mesin Drawing, tetapi bila pada mesin Drawing
rangkapan bias 6-7 helai maka pada mesin Simplex tidak ada rangkapan
artinya hanya 1 helai saja.
Pemberian Twist (Puntiran)
Tujuannya agar roving pada saat diubah menjadi benang pada proses Ring
Frame tidak akan sampai putus.
Mesin-mesin yang digunakan dalam proses simplex adalah:
Toyoda FL 16 dengan 108 spindel per mesin. Jumlah mesin 1 buah.
Zinser dengan 120 spindel per mesin. Jumlah mesin 3 buah.
2.7.5.3. Ring Frame
Perbedaan mesin Ring Frame yang ada di Spinning I dan Expansion adalah:
Mesin Ring Frame di Spinning I merupakan mesin tahun 1975 sedangkan
Kenaikan speed perputaran spindel di spinning I dibagi menjadi 2 bagian yaitu
low speed dan high speed. Namun kenaikan speed ini lebih tiba-tiba
sedangkan pada Expansion kenaikan speed lebih kontinu atau sedikit demi
sedikit.
Fungsi mesin Ring Frame adalah:
Penguluran Roving
Perenggangan (Drafting)
Memberi draft (regangan) pada roving untuk pada akhirnya diperoleh nomor
benang sesuai dengan yang diinginkan.
Pemberian Twist
Twist / plintiran terhadap benang, dimana dalam hal ini, banyak twist biasanya
disesuaikan dengan keinginan pelanggan. Seperti pada proses simplex, proses
draft yang terjadi pada proses ring frame ini juga terjadi akibat roving yang
dilewatkan beberapa roll yang berbeda kecepatannya, sedangkan twist
disebabkan oleh pemegang bobbin yang berputar yang menimbulkan twist
pada benang yang keluar dari roll yang terakhir.
Mesin-mesin yang digunakan pada proses ring flame di Spinning II
2.7.5.4. Winding
Winding merupakan proses penggulungan ulang benang yang telah
dihasilkan di Ring Frame, sehingga pada dasarnya proses mesin winding
bertujuan untuk merubah benang dari bentuk bobbin ke bentuk cone.
Fungsi mesin winding yaitu:
Melakukan penguluran / penarikan benang
Penggulungan benang
Melakukan Quality Control
Selain itu mesin Winding juga bertujuan untuk memberi wax apabila
konsumen menghendaki. Adapun mesin-mesin yang digunakan pada proses
Winding adalah sebagai berikut:
Savio RAS sebanyak 2 mesin
Savio Espero sebanyak 14 mesin
Savio Orion sebanyak 4 mesin
Dalam proses Winding, semua mesinnya bekerja secara otomatis,
dimana mesin dapat mendeteksi adanya bagian benang yang lebih tebal atau tipis
dari normal pada saat penggulungan, dan secara otomatis dapat langsung
memotongnya. Setelah dipotong, mesin secara otomatis menyambung kembali
dengan ujung benang dari bobbin. Kemampuan mendeteksi dari mesin Winding
ini disebabkan karena benang terlebih dahulu dilewatkan pada suatu sensor,
dimana dalam hal ini sensor mampu menciptakan suatu tegangan dari benang
2.7.5.5. Doubling dan Twisting
Doubling atau yang bisa dikenal dengan proses TFO (Two for One)
adalah proses perangkapan dari benang single atau tunggal menjadi rangkap dua
dan juga memberikan puntiran pada benang.
Mesin-mesin yang digunakan pada proses iniantara lain:
Mesin TFO sebanyak 21 buah
Mesin Kamimat sebanyak 4 buah
Mesin Cheese 5 mesin
Hasil dari proses Doubling ini akan digulung lagi (rewinding) dengan
menggunakan mesin Kamimat. Tujuannya adalah hanya untuk mengubah bentuk
PETA PROSES OPERASI Pembuatan Benang
Gambar 2.3 peta proses operasi 0-11
0-1 Penyimpanan Bahan Baku
METODE PENELITIAN
Metode penelitian dalam bab ini menjelaskan langkah – langkah metode yang
digunakan untuk pengambilan dan pengolahan data di PT. SEGORO ECOMULYO
TEXTILE dalam rangka meningkatkan kualitas produk dengan metode Six Sigma.
Untuk menyelesaikan secara keseluruhan dapat dilihat pada urutan berikut:
3.1 Tempat dan Waktu Penelitian
Penelitian ini dilakukan di PT. SEGORO ECOMULYO TEXTILE, yang
berlokasi di Desa Krikilan, Km 28, Driyorejo-Gresik. Waktu penelitian
dilaksanakan pada bulan Juni 2009 sampai data yang diperlukan sudah
memenuhi.
3.2 Identifikasi Variabel
Identifikasi variabel masuk ke dalam tahap define, dimana pada tahap ini
merupakan tahap awal dari siklus DMAIC pada pola berpikir Six Sigma.
Dimana variabel yang ditentukan adalah sebagai berikut:
1. Variabel terikat
Yaitu variabel yang nilainya tergantung dari variasi perubahan variabel
bebas. Adapun variabel terikat dalam penelitian ini adalah:
sejuta kesempatan yang kemudian dikonversikan dengan ukuran Sigma
dimana nilai itu berada.
2. Variabel Bebas
Yaitu variabel yang mempengaruhi variasi perubahan nilai variabel terikat,
Adapun variabel bebas dalam penelitian ini meliputi data keluhan pelanggan
selama bulan April – September 2009, data yang di dapat dari penelitian
Jumlah Produk = 10147500 Cone, Jumlah Banyak Kecacatan = 252 yang
terdiri sebagai berikut:
a. Benang kusut.
b. Benang kotor.
c. Gulungan benang tidak rapi.
d. Panjang benang yang tercantum dalam bobbin sama dengan panjang
Agar lebih sistematis, maka langkah – langkah yang harus dilakukan dalam
mengadakan penelitian adalah sebagai berikut:
Perumusan Masalah
Tujuan Penelitian
Identifikasi Variabel
Studi Pustaka Mulai
Survey Perusahaan
DEFINE
- Mengidentifikasi kecacatan produk benang
MEASURE
Menghitung defect (dengan menghitung DPMO yang dikonversikan dalam sigma),
б
,
kapabilitas prosesA
Pengumpulan data: - Jumlah Produk - Jumlah Kecacatan - Jenis Kecacatan yang
A
Tidak Ya
Gambar 3.1 Langkah – langkah penelitian
ANALYZE
- Kemampuan (kapabilitas) proses (diagram pareto)
- Menganalisa penyebab terjadinya cacat (kegagalan) dengan analisa fishbone diagram
IMPROVE
Menetapkan usulan perbaikan dengan menggunakan FMEA
6σ?
Analisa hasil dan pembahasan
Kesimpulan dan Saran
1. Mulai
Mulai adalah langkah awal suatu penelitian yang meliputi kegiatan seperti
mencari judul dan menetapkan topik dari penelitian.
2a. Survey Perusahaan
Langkah ini merupakan merupakan studi pengenalan di perusahaan yang akan
dijadikan tempat penelitian. Dengan melakukan survey, diharapkan dapat
diketahui beberapa permasalahan dari perusahaan tempat penelitian,
perusahaan yang diteliti adalah PT. SEGORO ECOMULYO TEXTILE.
b. Studi Pustaka
Studi pustaka bermanfaat untuk meningkatkan pemahamanlandasan teori dari
permasalahan yang akan diteliti, serta menunjang dan mempermudah bagi
peneliti untuk mendalami masalah penelitian.
3. Perumusan Masalah
Perumusan masalah disusun berdasarkan studi lapangan dan latar belakang
topik penelitian, yaitu bagaimana mengukur kualitas produk. Kemudian
tentukan metode yang tepat untuk dalam permasalahan tersebut.
4. Tujuan Penelitian
Tujuan penelitian merupakan hal – hal yang ingin dicapai dalam pemecahan
suatu masalah yaitu mengetahui nilai sigma kualitas produk sehingga dapat
diketahui kualitas kinerjanya salama ini.
5. Identifikasi Variabel
Pengumpulan data di perusahaan diperoleh dengan cara seperti mencatat data
yang diperlukan seperti jumlah kecacatan produk dan jenis kecacatan produk
yang sering dikeluhkan serta observasi, dan wawancara dengan pihak
perusahaan.
7. Define
Menentukan jenis produk yang akan diteliti dan mendeskripsikan masalah
dalam ruang lingkup yang jelas dalam menentukan produk yang menjadi
obyek penelitian.
8. Measure
Menentukan data yang dibutuhkan untuk melakukan pengukuran terhadap
banyaknya kegagalan yang berkaitan dengan karakteristik kualitas, dimana
CTQ yaitu waktu yang diperlukan untuk proses produksi. Kegagalan atau
defect diartikan suatu proses yang memakan waktu melebihi dari waktu
maksimal yang ditetapkan. Adapun data yang diperoleh berupa jumlah
kecacatan produk dan jenis kecacatan produk kemudian dihitung baseline
awal kinerja dengan menggunakan satuan DPMO dan tingkat kapabilitas
sigma menggunakan tabel konversi.
Keterangan :
Defect : Semua contoh atau kejadian dimana barang atau jasa gagal
menentukan jumlah defect per peluang.
DPMO : Kalkulasi yang digunakan dalam inisiatif perbaikan proses Six
Sigma yang mengindifikasikan jumlah defect dalam sebuah proses per
satu juta peluang.
2002)
Produksi x BanyakCTQx
Jumlah
ecacat BanyaknyaK
DPMO
Jika nilai sigma telah 6 sigma setelah itu menuju ke analisa dan pembahasan,
namun jika nilai sigma belum mencapai 6 sigma maka perlu dilakukan analisa
terjadinya kegagalan tersebut.
9. Analyze
Menganalisa dan meneliti penyebab terjadinya kegagalan dengan data yang
telah dimiliki menggunakan diagram pareto dengan demikian diketahui
penyebab kegagalan terbesar dan ditetapkan bagian mana yang akan
ditingkatkan, serta merangkum secara garis besar sumber penyebab kegagalan
dalam sebuah diagram sebab akibat. Diagram ini dibuat dengan jalan secara
brainstorming dengan pegawai perusahaan.
10. Improve
Pada tahap ini dibuat usulan perbaikan yang dapat memberikan beberapa
masukan sehingga jumlah defect atau kegagalan dapat dikurangi. Usulan
Mode Effect Analyze). Berdasarkan analisa FMEA diperoleh prioritas rencana
tindakan berdasarkan nilai RPN (Risk Priority Number), yaitu nilai RPN yang
tertinggi hingga nilai yang terendah. Nilai RPN yang tertinggi
mengindikasikan bahwa kita mampu untuk menentukan mode kegagalan
mana yang paling kritis sehingga perlu mendahulukan tindakan korektif pada
mode kegagalan tersebut. RPN = Severity (S) x Occurance (O) x Detection
(D).
11. Pembahasan
Pada tahap ini akan dilakukan analisa dan membahas tentang hasil yang
didapat dari penerapan siklus DMAIC dari Six Sigma.
12. Kesimpulan dan Saran
Dari kesimpulan didapatkan usulan serta pemberian saran penelitian
selanjutnya dan kepada perusahaan tentang upaya peningkatan kualitas
produk.
13. Selesai
Langkah akhir atau penyelesaian dari suatu penelitian yang meliputi
Dalam pengumpulan data selama penelitian, data yang dikumpulkan terbagi
menjadi 2, yaitu:
1. Data Primer
Yaitu melakukan studi lapangan untuk mendapatkan data – data yang
dibutuhkan dalam penelitian ini. Dimana aktifitas yang dilakukan adalah:
Mencatat data yang dibutuhkan untuk memecahkan masalah yang
ada.
Mencatat arsip – arsip lain yang dibutuhkan.
Metode pengambilan data yang dilakukan atau digunakan adalah:
a. Observasi langsung
Pengambilan data dengan cara melakukan pengamatan langsung
dilapangan.
b. Interview
Dengan melakukan tanya jawab langsung pada pihak yang memiliki
hubungan dengan permasalahan yang diteliti.
2. Data Sekunder
Yaitu dengan mempelajari studi kepustakaan guna mempelajari buku – buku
atau literatur – literatur menyangkut tentang teori yang dapat membantu
Data yang telah dikumpulkan berasal dari pengamatan yang tersaji dalam
bentuk tabel, diagram dan lain – lain. Pengelompokan data – data tersebut
berfungsi untuk memudahkan pembuatan laporan dan perhitungannya.
Macam – macam tabel, grafik, diagram yang tersaji sebagai berikut:
Tabel konversi Six Sigma Tabel data – data pengamatan
Diagram sebab akibat (fishbone diagram)
Dan lain – lain
Dalam tahap analisis menggunakan metode FMEA (Failure Mode and
Effect Analysis) yang dipergunakan setelah mendapatkan faktor yang
mempengaruhi cacat penyebab keluhan dengan tujuan didapatkan faktor mana