LAPORAN PRAKTIKUM SISTEM OTOMASI
Disusun Oleh:
Kelompok 10
Sekar Mustika Sari 1970031140
Suwandi 1970031141
Hoirul Anam 1970031142
Revan Fikri Antio 1970031143
Gomgom Andrian 1970031147
Qoriah 1970031151
Ivan Maulana 1970031152
Muhammad Khusnan N 1970031156
Ibrahim Safri 1970031159
Kris Muhammad H 1970031165
Novianto 1970031166
Ni Luh Gede Mega A 2070034014
LABORATORIUM SISTEM OTOMASI PRODI TEKNIK INDUSTRI UNIVERSITAS KRISNADWIPAYANA JAKARTA
2021
LEMBAR PENGESAHAN
Laporan Akhir Praktikum SISTEM OTOMASI Fakultas Teknik Industri Universitas Krisnadwipayana ini, telah di teliti dan disusun oleh kami sesuai dengan proses praktikum yang kami lakukan. Praktikum ini telah dilaksanakan di Laboratorium Sistem Otomasi Universitas Krisnadwipayana yang digunakan sebagai syarat kelulusan mata kuliah Praktikum sistem otomasi.
Disusun Oleh:
Kelompok 10
Sekar Mustika Sari 1970031140
Suwandi 1970031141
Hoirul Anam 1970031142
Revan Fikri Antio 1970031143
Gomgom Andrian 1970031147
Qoriah 1970031151
Ivan Maulana 1970031152
Muhammad Khusnan N 1970031156
Ibrahim Safri 1970031159
Kris Muhammad H 1970031165
Novianto 1970031166
Ni Luh Gede Mega A 2070034014
(DITOLAK/DITERIMA)
Jakarta, 24 Desember 2021
Mengetahui, Menyetujui,
Ka. Lab Teknik Industri Asisten Laboratorium
Ir. Aries Abbas, ST., MM., MT A inul Rizqi
NIDN: 03290565505 NIM: 1970031023
KATA PENGANTAR
Puji syukur kami panjatkan kehadirat Allah SWT. Atas rahmat dan hidayahnya, sehingga kami dapat menyelesaikan laporan praktikum ”PLC (PROGRAMMABLE LOGIC CONTROLER)”.
Penulisan laporan ini ditulis sebagai salah satu syarat untuk menyelesaikan praktikum SISTEM OTOMASI Jurusan Teknik Industri Fakultas Teknik Universitas Krisnadwipayana.
Pada kesempatan ini tidak lupa juga kami mengucapkan terima kasih yang sebesar-besarnya atas kesempatan, bantuan, bimbingan, serta arahan yang diberikan oleh:
1. Ir. Florida Butarbutar, MT. Selaku Ketua Jurusan Teknik Industri Universitas Krisnadwipayana.
2. Orang tua dan keluarga yang selalu memberi motivasi serta bantuan, baik moral maupun spiritual.
3. Semua pihak yang tidak dapat saya sebutkan satu persatu yang turut membatu dalam menyelesaikan laporan ini.
4. Serta teman – teman seperjuangan yang selalu memberi semangat yang luar biasa.
Penulis menyadari bahwa laporan ini masih banyak kekurangan, untuk itu saran dan kritik dari semua pihak sangat diharapkan demi kesempurnaan laporan ini. Penulis berharap semoga laporan ini dapat bermanfaat bagi pembaca.
Jakarta, 24 Dember 2021
Penyusun Kelompok 10
MODUL 1 PLC
(PROGRAMMABLE LOGIC CONTROLER)
LABORATORIUM SISTEM OTOMASI PRODI TEKNIK INDUSTRI UNIVERSITAS KRISNADWIPAYANA JAKARTA
2021
DAFTAR ISI
DAFTAR ISI ... i
BAB I ... 1
PENDAHULUAN ... 1
1.1 Latar Belakang Masalah ... 1
1.2 Rumusan Masalah ... 2
1.3 Maksud dan Tujuan Percobaan ... 2
1.4 Peralatan yang digunakan ... 2
1.5 Sistematika Penulisan ... 3
BAB II ... 4
LANDASAN TEORI... 4
2.1 PLC ... 4
2.2 CX- Programmer ... 8
2.3 HMI ... 9
2.4 Power Supply Unit ... 10
2.5 Kabel Komunikasi (RS-232C) ... 10
2.6 Motor Induksi………11
2.7 Pompa Sentrifugal ... 11
2.8 Solenoid Valve ... 12
2.9 Mikro Switch ... 13
2.10 Relay Single Pole Double Throw ... 13
BAB III ... 14
PENGOLAHAN DATA ... 14
3.1 Step By Step Menjalankan CX - Programmer ... 14
3.2 Step By Step Membuat Diagram Ladder ... 19
BAB IV………...34
ANALISA PROGRAM DAN TUGAS………34
4.1 Analisa Program……….34
4.2 Tugas………..35
BAB V………...36
KESIMPULAN DAN SARAN... 36
5.1 Kesimpulan……….36
5.2 Saran……….37
DAFTAR PUSTAKA………38
7
BAB I
PENDAHULUAN
1.1 Latar Belakang Masalah
Kemajuan perkembangan teknologi sangatlah pesat, kebutuhan akan kemudahan pengoperasian atau perawatan suatu mesin otomasi sangat diperlukan dan dibutuhkan adanya suatu perkembangan teknologi agar tercapai pengoprasian suatu sistem yang optimal dan efisien. Kemajuan tersebut tentu disadari oleh adanya keinginan untuk mendapatkan hasil yang lebih baik dari sebelumnya. Ilmu Elektro merupakan salah satu bidang teknologi yang bergerak cepat dalam perkembangannya. Sebagian besar perkembangan jelas terlihat dalam kehidupan manusia baik dalam kebutuhan perorangan atau bidang industri.
Alat kendali untuk proses produksi sangatlah penting untuk dunia industri, masih jarangnya fasilitas yang berkaitan dengan otomasi industri ini sangat berpengaruh karena akan menunjang didunia industri yang sangat memerlukan keahlian dibidang kendali.
Banyak kelebihan penggunaan alat kendali ini dibandingkan dengan sistem kendali proses konvesional, diantaranya jumlah kabel yang dibutuhkan bisa berkurang, mengkonsumsi daya yang lebih rendah, bisa dengan cepat mendeteksi kesalahan, dan material yang dibutuhkan tidak banyak.
PLC (PROGRAMMABLE LOGIC CONTROLER) adalah komputer elektronik yang mudah digunakan (user friendly) yang memiliki fungsi kendali untuk berbagai tipe dan tingkat kesulitan yang beraneka ragam. Menurut Capiel (1982), PLC adalah sistem elektronik yang beroperasi secara digital dan didesain untuk pemakaian dilingkungan industri, dimana sistem ini menggunakan memori yang dapat diprogram untuk penyimpanan secara internal instruksi-instruksi yang mengimplemenstasikan fungsi- fungsi spesifik seperti logika, urutan, perwaktuan, pencacahan dan operasi aritmatik untuk mengontrol mesin atau proses melalui modul-modul I/O digital maupun analog.
Pada salah satu kutipan diatas mengungkapkan bahwa PLC merupakan sebuah komputer otomatis yang mudah digunakan, akan tetapi pada prinsipnya PLC ini juga 1
8
perlu dipelajari dan dipahami terlebih dahulu agar dalam aplikasinya tidak mengalami kendala. Seperti halnya dalam memahami prinsip kerjanya, struktur dasar dan simbol-
simbol ladder diagram yang berlaku pada PLC itu sendiri, kemudian bagaimana konfigurasi dari simbol-simbol tersebut agar tersusun menjadi sebuah program yang nantinya disimpan dalam memori PLC dan guna diaplikasikan pada sebuah sistem alat yang akan dikendalikan secara otomatis.
Rancang bangun kontrol mesin ini kami akan buat untuk mengatur jalanya sebuah conveyor untuk pemindahan barang secara perintah otomatis yang telah kita buat di pemrograman.
1.2 Rumusan Masalah
Berdasarkan latar belakang permasalahan yang telah dijelaskan sebelumnya, maka timbul beberapa permasalahan sebagai berikut:
1. Bagaimana merancang trainer diagram ladder menjalankan lampu indikator 1 sebagai outputnya ?
2. Bagaimana cara kerja mesin conveyor dan lampu indikator 1 sehingga mesin itu bisa berjalan dan digunakan ?
3. Bagaimana merancang diagram ladder PLC OMRON sebagai pengontrol mesin conveyor, Buzzer dan lampu indikator running secara bersamaan ?
4. Bagaimana cara mengunakan software CX Programmer untuk merancang ladder dan di hubungkan dengan PLC, lalu di hubungkan dengan mesin ?
1.3 Maksud dan Tujuan Percobaan
1. Mempelajari cara memprogam PLC dengan diagram ladder
2. Memprogram PLC dengan ladder untuk mengaktifkan button pada PLC, menjalankan conveyor dan sensor.
10 1.4 Peralatan yang digunakan
2. Laptop
3. Software CX Programmer 4. Conveyor
5. PLC OMRON
Sistematika Penulisan
Tugas ini merupakan laporan pelaksanaan praktikum. Dimana untuk mempermudah pemahaman dalam membaca dan mempermudah menyelesaikan penulisan ini, maka penulis menyusun laporan secara sistematik, singkat dan jelas.
Penulisan tugas akhir terdiri dari lima (V) BAB dengan garis besar sebagai berikut :
BAB I PENDAHULUAN
Berisi tentang latar belakang masalah, tujuan, perumusan masalah, batasan masalah, metode penelitian dan sistematika penulisan Laporan praktikum.
BAB II LANDASAN TEORI
Bagian ini berisi ulasan publikasi atau teori yang erat hubungannya dan mendukung masalah yang diteliti.
BAB III PENGOLAHAN DATA
Membahas tentang bagaimana proses perancangan PLC & Mesin conveyor yang menggunakan sebuah program untuk menyambungkan logika yang kita buat terhadap PLC dan bisa di realisasikan ke mesin. Serta merancang diagram ladder untuk mengfungsikan logika PLC agar bisa menjalankan mesin dengan tombol- tombol yang ada di PLC.
BAB IV TUGAS
Pada bab ini di berikan tugas oleh asisten dosen agar kita lebih memahami PLC yang kita buat bisa di terapkan di bidang apa
BAB V KESIMPULAN DAN SARAN
Merupakan kesimpulan yang diperoleh dari hasil analisis yang telah dilakukan serta saran untuk penelitian yang akan datang guna menyempurnakan PLC dan membuat program ladder yang complek yang nantinya akan bisa di realisasikan di suatu pabrik.
4
BAB II
LANDASAN TEORI
2.1 PLC
PLC terdiri atas CPU (Central Processing Unit), memori, modul interface input dan output program kendali disimpan dalam memori program. Program mengendalikan PLC sehingga saat sinyal input dari peralatan input on, akan timbul respon yang sesuai. Respon ini umumnya menghidupkan (ON) sinyal output pada peralatan output. CPU adalah mikroprosesor yang mengkoordinasikan kerja sistem PLC. Alat akan mengeksekusi program, memproses sinyal input/output dan mengkomunikasikan dengan peralatan luar.
Memori adalah daerah yang menyimpan sistem operasi dan data pemakai. Sistem operasi sesungguhnya software sistem yang mengkordinasikan PLC.
Program kendali disimpan dalam memori pemakai. Ada dua jenis memori yaitu ROM (Read Only Memory) dan RAM (Random Access Memory). ROM adalah memori yang hanya dapat diprogram sekali. Penyimpanan program dalam ROM bersifat permanen, karena digunakan untuk menyimpan sistem operasi. Ada beberapa sejenis ROM yang salah satunya yaitu EPROM (Erasable Programmable Read Only Memory) yang isinya dapat dihapus dengan cara menyinari menggunakan sinar ultraviolet dan kemudian diisi program ulang menggunakan PROMWriter. Interface adalah modul rangkaian yang digunakan untuk menyesuaikan sinyal pada peralatan luar. Interface input menyesuaikan sinyal dari peralatan input dengan sinyal yang dibutuhkan untuk operasi sistem.
Interface output menyesuaikan sinyal dari PLC dengan sinyal untuk mengendalikan peralatan output.
2.2 Fungsi – Fungsi PLC
1. Programmable, artinya alat ini memiliki kemampuan yang dapat di program yang tersimpan dalam memori dan dapat diubah ubah.
2. Logic, artinya alat ini mampu memproses input secara aritmatik dan logic sesuai dengan intruksi tertentu.
12
3. Controller, artinya alat ini mampu mengontrol aktuator sesuai dengan proses yang telah dihasilkan.
2.3 Bagian – Bagian PLC
Secara umum PLC tersusun dari 2 komponen utama yaitu sebagai berikut ini:
1) Model Input dan Output
Model input merupakan alat penghubung PLC dengan sensor atau sedangkan model output merupakan alat penghubung PLC dengan aktuator yang dikendalikannnya.
2) Central Processing Unit (CPU)
Bagian yang berfungsi untuk melakukan processing terhadap intruksi pada PLC Disamping itu CPU juga adalah kendali atas semua operasional kerja dalam PLC. Di dalam CPU sendiri terdapat 3 komponen pendukung diantaranya.
a. Processor
Processor merupakan bagian dari CPU yang berfungsi untuk mengontrol perintah agar tetap bekerja dari suatu bagian ke bagian lain.
b. Memory
Memory adalah sebuah alat yang ada didalam CPU yang berfungsi untuk menyimpan semua program. Terdapat elemen – elemen memori yang terdapat pada PLC seperti sebagai berikut:
1.Alterable Memory
Bagian ini berupa chip yang isinya di letakkan pada chip RAM (Random Access Memory), tetapi isinya dapat diubah dan dihapus.
Bila tidak ada supply listrik ke CPU maka isinya akan hilang, oleh sebab itu bagian ini disebut bersifat volatile.
2.Fixed Memory
Berisi program yang sudah diset oleh pembuat PLC, selama operasi CPU, karena itu bagian ini sering dinamakan memori non – volatile yang tidak akan terhapus isinya walaupun tidak ada listrik
yang masuk ke dalam CPU. Selain itu dapat juga ditambahkan modul EEPROM atau Electrically Erasable.
3.Programmable Read Only
Memory yang berfungsi untuk back up program utama RAM prosesor sehingga prosesor dapat diprogram untuk meload program EEPROM ke RAM jika program di RAM hilang atau rusak
c. Unit Power Supply
Power supply adalah alat pengubah suplai listrik luar menyesuaikan supply listrik yang sesuai dengan CPU PLC.
2.4 Prinsip Kerja
Prinsip kerja sebuah PLC yaitu menerima input berupa sinyal masukan lalu di proses menggunakan serangkaian logika berdasarkan intruksi tertentu setelah itu hasil outputnya dapat mengendalikan aktuator. PLC memiliki tiga bagian dasar, yaitu modul input, modul output dan Central Processing Unit.
Berikut prinsip kerjanya:
1. Pertama input masuk ke CPU melalui perangkat modul input. Input ini berasal dari output sensor. Sinyal input bisa merupakan sinyal digital maupun analog perbedaan sinyal digital dan analog adalah jika sinyal digital merupakan saklar iner dimana hanya ON atau OFF sedangkan sinyal digital memiliki prinsip rentang suatu nilai dari nol hingga skala penuh.
2. Selanjutnya sinyal yang masuk melalui perangkat modul input diproses secara logika berdasarkan intruksi yang ada pada program yang tersimpan dalam memori
3. Setelah itu hasil proses dari CPU dikeluarkan melalui perangkat model untuk mengendalikan aktuator output.
14 2.5 Kelebihan PLC
Ketika menggunakan PLC akan dapat beberapa keuntungan dibandingkan dengan menggunakan sistem yang masih konvensional.
a. PLC
Fleksibel.
Pengkoreksian dan perubahan sistem atau program lebih mudah.
Kontak – kontak lebih banyak.
Konsumsi daya lsitrik relatife lebih rendah.
Mudah dalam pelacakan gangguan.
Observasi Visual dan plot running.
b. Konvensional
Peratan relative kompleks.
Kompleks dalam pengoperasian.
Mahal dalam perawatan.
Pelacakan kesalahan system lebih sulit.
Konsumsi daya listrik relative tinggi.
Modifikasi sistem membutuhkan waktu yang lama.
2.6 Bahasa Pemrograman
Kelebihan PLC yang paing utama adalah sifatnya yang programmable dimana diprogram dengan mudah, serta jika terjadi perubahan fungsi cukup dengan merubah sedikit dari program yang sudah ada. Perubahan input/output tersebut dilakukan basanya karena terjadi perubahan pada jenis peralatan yang dikontrol.
Berdasakan fungsi dari perangkat PLC ada beberapa bahasa pemrograman yang digunakan yaitu:
1. Ladder Diagram.
2. Function Block Diagram.
3. Instruction List
2.7 CX- Programmer
CX-Programmer merupakan sebuah software permograman PLC Omron yang berfungsi untuk membuat, memonitor, memodifikasi, menjalankan, program dar beberapa Bahasa yang dimiliki oleh PLC omron. Software ini beroperasi di bawah sistem operasi Windows.
Keterangan detail untuk tampilan pada CX-Programmer;
o TitleBar, Menunjukan nama file atau data tersimpan dan dibuat pada CX- Programmer.
o Menu, Pilihan Untuk memilih Menu.
o Toolbar, Pilihan untuk memilih fungsi dengan menekan tombol. Select[view]
Toolbar, Kemudian dapat memilih toolbar yang ingin ditampilkan.
o Section, Dapat membagi program kedalam beberapa blok. Masing-masing blok dapat dibuat atau ditampilkan.
o Project WorkSpace Project Tree, Mengatur program dan data. Dapat membuat duplikat dari setiap elemen dengan melakukan Drag dan Drop diantara proyek yang berbeda atau melalui suatu proyek.
o Ladder Window, Layar sebagai tampilan atau membuat diagram tangga.
o Output Window, Menunjukan informasi error saat melakukan compile (error check). Menunjukan hasil dari pencarian kontak / koil didalam list form.
Menunjukan detail dari error yang ada pada saat loading suatu proyek.
o Status Bar, Menunjukan suatu informasi seperti nama PLC, status online/offline, lokasi dari cell yang sedang aktif.
o Information Window, Menampilkan window yang menunjukan shortcut key yang digunakan pada CX –Programmer.
o Symbol Bar, Menampilkan nama, alamat atau nilai dan comment dari simbol yang sedang dipilih cursor.
2.8 HMI
HMI (Human Machine Interface) merupakan sistem yang dapat mempertemukan manusia dengan teknologi mesin. HMI berupa pengendali dan menunjukkan status, baik dilakukan secara manual ataupun disajikan dengan
16
visualisasi komputer yang bersifat real time. HMI juga dapat disebut sebagai user interface dan sistem kontrol untuk manufaktur. Sistem HMI biasanya bekerja secara online dan real time dengan membaca data yang dikirimkan melalui I/O port yang digunakan oleh sistem controller-nya. Biasanya HMI digunakan juga untuk menunjukan status memudahkan operator untuk mengoprasikan mesin, serta memonitor beberapa produksi. HMI sangat cocok untuk digunakan pada industri, pertambangan, pabrik, gas, perminyakan, bandara, dan lain sebagainya karena HMI ini bersifat stabil dan mampu memonitor beberapa sistem mulai dari fire & gas system, emergency shutdown system, process control system, dan lain sebagainya.
2.9 Tujuan pemakaian HMI
Tujuan pemakaian HMI adalah mengumpulkan dan menampilkan informasi dari proses pada plant. Fitur-fitur yang terdapat dalam HMI biasanya adalah sebagai berikut:
1. Informasi Plant: Variabel proses, status peralatan, alarm, lup control dan database.
2. Metode Presentasi: Grafik, report, animasi.
3. Peralatan: Keyboard, mouse atau pointing device lainnya, dan touchscreen.
2.10 Struktur HMI
HMI memiliki beberapa bagian. Bagian-bagian dari Human Machine Interface (HMI) diantaranya sebagai berikut ini:
1. Tampilan Statis dan Dinamik pada tampilan HMI terdapat dua macam tampilan yaitu Obyek statis dan Obyek dinamik.
Obyek statis, yaitu obyek yang berhubungan langsung dengan peralatan Obyek dinamik, yaitu obyek yang memungkinkan operator berinteraksi dengan proses.
Obyek dinamik, yaitu obyek yang memungkinkan operator berinteraksi dengan proses.
2. Manajemen Alarm
Manajemen alarm bertujuan untuk meminimalisir alarm. Jenis-jenis alarm yaitu:
Absolute Alarm (High dan High-High , Low dan Low-Low )
Deviation Alarm (Deviation High , Deviation Low )
Rote of Change Alarms 3. Trending
Trending merupakan perubahan variable kontinyu yang dipresentasikan menggunakan grafik berwarna dan dilaporkan secara summary atau historical.
4. Reporting
Reporting berfunngsi untuk memudahkan pembuatann laporan dengan menggunakan report generator seperti alarm summary reports.
2.10.1 Power Supply Unit
Merupakan alat yang digunakan untuk mengubah arus listrik AC menjadi arus listrik DC. Pada pembuatan rancang bangun simulator pengendali air sungai berbasis PLC CJ1M dan HMI ini memanfaatkan sumber listrik 24 VDC pada power supply untuk sumber tegangan, HMI weintek 6050i, dan input PLC CJ1M.
Pada pembuataan sistem simulator ini menggunakan sebuah power supply.
2.10.2 Kabel Komunikasi (RS-232C)
Merupakan penghubung antara PLC dengan HMI sebagai kabel komunikasi HMI dengan PLC. Pada pembuatan rancang bangun simulator pengendali air sungai sebagai penanggulangan banjir berbasis PLC CJ1M dan HMI ini menggunakan sebuah RS 232C.
2.10.3 Motor Induksi
Motor Induksi adalah motor yang memiliki arus bolak – balik karena adanya perbedaan antara perputaran rotor dengan perputaran medan putar yang dihasilkan oleh arus stator. Maka dari itu motor ini disebut sebagai motor induksi.
18
Sedangkan untuk bagian bagian motor induksi terdiri dari dua bagian penting yaitu rotor dan stator. Stator ialah bagian yang diam dalam motor sedangkan rotor adalah bagian yang berputar dalam motor. Diantara kedua yang terdapat celah kecil udara yang jaraknya sangat kecil dan celah ini berpengaruh terhadap proses penginduksian.
2.10.4 Pompa Sentrifugal
Pompa digerakkan oleh motor, daya dari motor diberikan kepada poros pompa untuk memutar impeler yang dipasangkan pada poros tersebut. Zat cair yang ada dalam impeler akan ikut berputar karena dorongan sudu – sudu. Karena timbulnya gaya sentrifugal, maka zat cair mengalir dari tengah impeler keluar melalui saluran diantara sudut dan meninggalkan impeler dengan kecepatan yang tinggi. Zat cair yang keluar dari impeler dengan kecepatan tinggi ini kemudian mengalir melalui saluran yang penampangnya makin besar (volute/diffuser), sehingga terjadi perubahan dari head kecepatan menjadi head tekanan. Maka zat cair yang keluar dari flens keluar pompa head totalnya bertambah besar. Pengisapan terjadi karena setelah zat cair dilemparkan oleh impeler, ruang diantara sudu – sudu menjadi vakum sehingga zat cair akan terhisap masuk. Selisih energi per-satuan berat atau head total dari zat cair pada flens keluar (tekan) dan flens masuk (hisap) disebut head total pompa.
Pompa sentrifugal merupakan alat pemindah fluida dengan menggunakan gaya sentrifugal yang diakibatkan gerak putar impeler. Seluruh impeler berputar dalam rumah pompa (chasing) dengan kecepatan tinggi, sehingga memberikan percepatan pada fluida yang dialirkan. Energi yang ditransfer dari motor penggerak ke impeler melalui percepatan sentrifugal. Fluida yang dialirkan dikonversikan menjadi energi kinetik dan energi tekan. Tinggi tekan (head) yang dicapai suatu pompa tergantung pada putaran
yang diameter dan bentuk lengkungan impeler. Karena tinggi tekan pompa terbatas, makan dengan menghubungkan beberapa impeler saling berurutan pada suatu poros akan didapatkan tinggi tekan yang lebih besar
2.10.5 Solenoid Valve
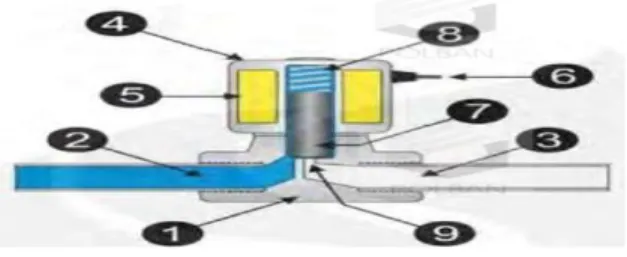
Solenoid Valve merupakan katup yang dikendalikan dengan arus listrik baik AC maupun DC melalui kumparan atau selenoida.
Prinsip kerja solenoid valve hampir sama dengan relay. Jika pada relay medan magnet pada kumparan digunakan. untuk menggerakan kontaktor, namun pada solenoid valve medan yang ditimbulkan digunakan untuk menggerakan katup atau klep sehingga berfungsi sebagai kran air.
Pada gambar media yang dikontrol solenoid valve masuk melalui port inlet. Media mengalir melalui luang orifice sebelum melanjutkan ke port outlet. Lubang ini ditutup dan dibuka oleh plunger. Model solenoid valve yang digambarkan diatas adalah tipe Normally Closed. Biasanya tipe ini menggunakan pegas untuk menekan ujung plunger agar luang orifice tertutup rapat, sampai plunger diangkat oleh medan elektromagnetik yang dipakai oleh koil.
Gambar 2. 1 Bagian – Bagian Solenoid Valve
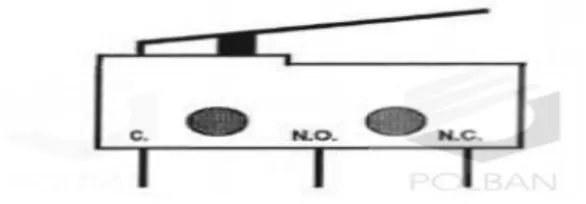
20 2.10.6 Mikro Switch
Pada simulator pengendalian air ini membutuhkan mikro switch yang di beri bandul sebagai floating switch. Mikro switch dioperasikan dengan switch yang bergeser dengan jarak perpindahan yang sangat kecil maka untuk memindahkan posisi pada saklar ini hanya butuh tekanan yang sangat kecil. Maka dari itu saklar ini dinamakan mikro switch. Mikro switch memiliki tiga pin, yaitu Common, NO (Normally Open) dan NC (Normally Closed).
Gambar 2. 2 Bentuk Mikro Switch
2.10.7 Relay Single Pole Double Throw
Relay adalah komponen yang terdiri dari sebuah kumparan berinti besi yang akan menghasilkan elektromagnetik ketika kumparan yang dialiri oleh arus listrik. Elektromagnetik ini kemudian menarik mekanisme kontak yang akan menghubungkan kontak Normally Open (NO) dan membuka kontak Normally Closed (NC).
BAB III
PENGOLAHAN DATA
3.1. Step By Step Menjalankan CX - Programmer Step By Step Membuka Aplikasi CX - Programmer
Untuk menjalankan aplikasi CX – Programmer terdapat 3 cara yang bisa digunakan:
Cara Pertama:
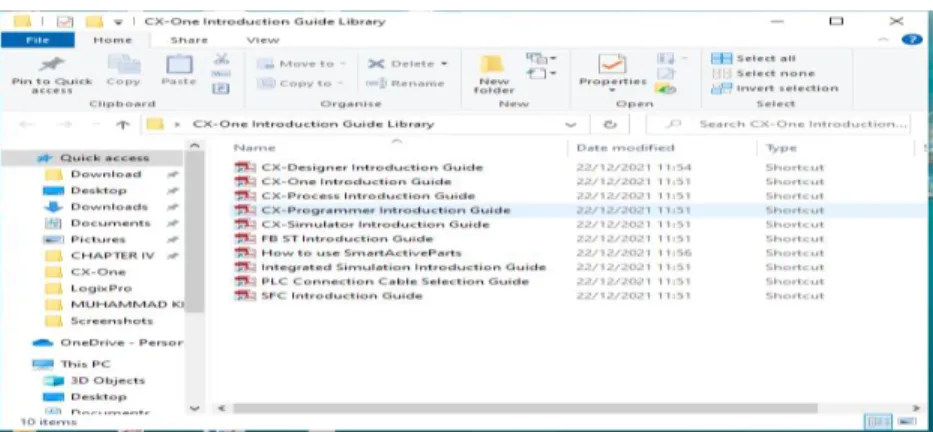
Klik start pada keyboard.
Klik All Programs.
Klik Folder Omron.
Klik Folder CX – One.
Klik CX – Programmer.
Gambar 3. 1 Step I
14
15 Cara Kedua:
Klik start pada keyboard.
Ketik kata kunci “CX – Programmer”.
Klik CX – Programmer.
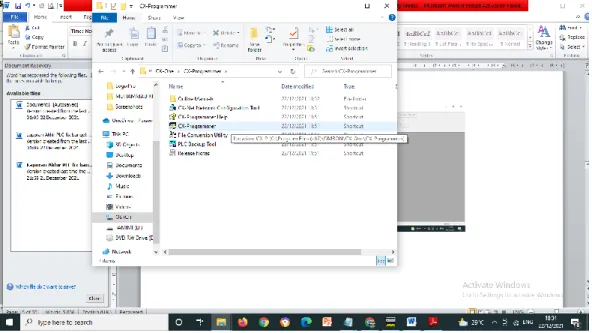
Gambar 3. 2 Step 2 Cara ketiga:
Jika pada desktop sudah terdapat ikon shortcut aplikasi CX – Programmer, maka bisa langsung double klik pada ikon shortcut aplikasi CX – Programmer.
Gambar 3. 4 step 3
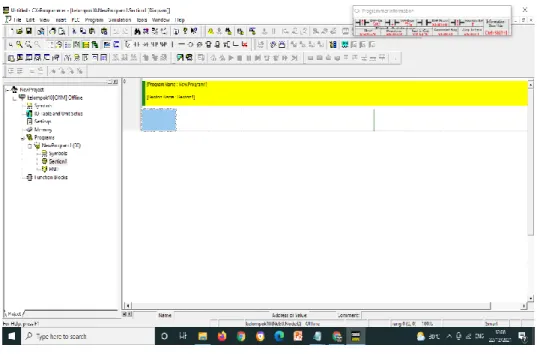
Jika aplikasi CX – Programmer sudah terbuka maka tampilannya akan seperti ini:
Gambar 3. 4 Tampilan Aplikasi CX – Progammer
17
Didalam aplikasi CX – Programmer terdapat bagian – bagian seperti gambar yang sudah diberi nomor.
Berikut keterangan berdasarkan nomor:
0. Titlebar. 4. Proyek yang sedang dikerjakan.
1. Menubar. 5. Daftar tombol shortcut.
2. Tool. 6. Bidang kerja.
3. Icon
3.2 STEP BY STEP MEMBUAT PROJEK BARU
Untuk membuat projek baru maka langkah – langkah yang untuk membuatnya seperti berikut:
Klik menu “File” kemudian pilih “New”.
Gambar 3. 6 Step 1
Lalu akan muncul kotak dialog pemilihan PLC seperti gambar dibawah.
Setelah itu kita pilih “Device Type” sesuai dengan yang terpasang pada Trainer Kit PLC. Karena pada saat praktikum menggunakan PLC Omron CP1E, maka pada “Device Type” dipilih “CP1E”. Selanjutnya klik “Setting”.
Gambar 3. 7 Step 2
19
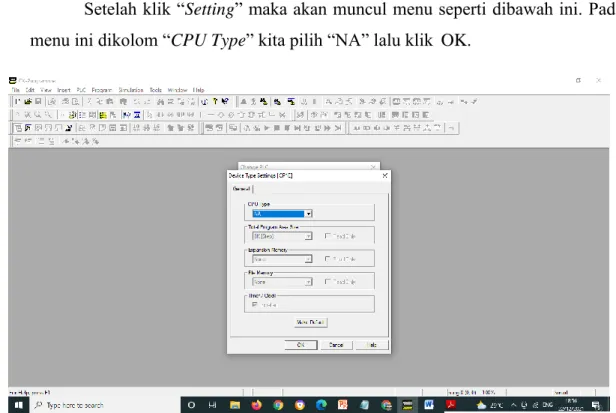
Setelah klik “Setting” maka akan muncul menu seperti dibawah ini. Pada menu ini dikolom “CPU Type” kita pilih “NA” lalu klik OK.
Gambar 3. 8 Step 3
Selanjutnya untuk “Network Type” dipilih “USB” lalu klik OK.
Gambar 3. 9 Step 4
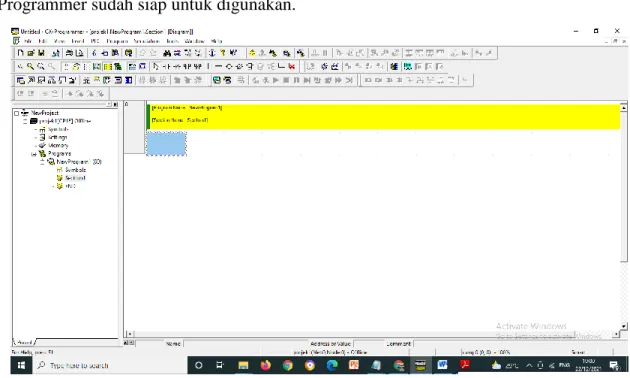
Jika semua langkah – langkah tersebut sudah dilakukan, maka aplikasi CX – Programmer sudah siap untuk digunakan.
Gambar 3. 10 Tampilan Aplikasi CX – Programmer yang siap untuk digunakan
Step By Step Membuat Diagram Ladder
Kelompok 10 akan membuat diagram ladder menyalakan lampu 1 yang rangkaiannya terhubung satu sama lain.
Proses membuat diagram ladder.
Membuat ladder tombol emergency stop:
Pada menu tool diklik untuk simbol kontak NC (Normally Close), lalu klik pada bagian “Bidang Kerja”.
Lalu akan muncul kotak dialog “New Closed Contact” dan ketikan kode input untuk “Emergency Stop” yaitu “00.00” lalu klik OK.
Selanjutnya akan muncul kotak dialog “Edit Comment” lalu ketikan
“SAKLAR1” yaitu “100.01” untuk menamai laddernya dan klik OK.
Outputnya Klik New coil (O) ketikan kode output “100.02” Lampu 1.
21
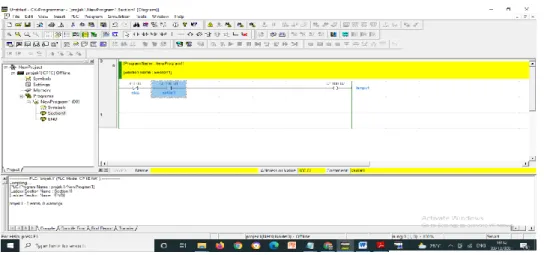
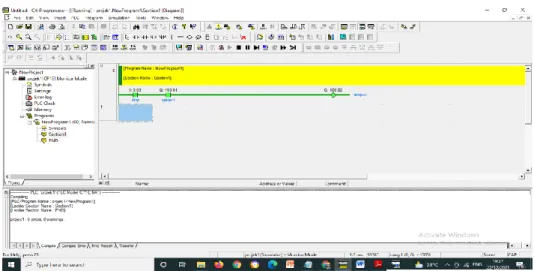
Gambar 3. 11 Tampilan diagram ladder
Ket:
Dipilih kontak NC karena saat rangkaian dialirkan listrik maka tombol EMERGENCY STOP tidak memutus aliran listrik saat tombol tidak digunakan.
Setelah diagram ladder tersedia, sekarang kita akan mensimulasikan diagram ladder tersebut. Cara masuk program PLC klik PLC→Work Online klik OK, klik Yes maka tampilan diagram ladder akan seperti di bawah.
Gambar 3. 12 Tampilan diagram ladder
Ket: Dipilih kontak NC karena saat rangkaian dialirkan listrik maka tombol EMERGENCY STOP tidak memutus aliran listrik saat tombol tidak digunakan.
Setelah diagram ladder tersedia, sekarang kita akan mensimulasikan diagram ladder tersebut. Cara masuk program PLC klik PLC→Work Online klik OK, klik Yes maka tampilan diagram ladder akan seperti di bawah.
Gambar 3. 13 Tampilan diagram ladder
Dari gambar tersebut terihat warna hijau berhenti di SAKLAR1 menandakan bahwa arus listrik sudah tersambung masuk ke SAKLAR 1.
Selanjutnya Klik PLC pilih Transfer klik OK, Klik OK maka tampilan seperti gambar diatas artinya arus listrik telah masuk apabila menekan SAKLAR1 maka lampu 1 akan menyala dan untuk memutuskan arus tersebut tekan tombol EMERGENCY STOP maka lampu akan mati.
Ket:
Dipilih kontak NC karena saat rangkaian dialirkan listrik maka tombol SWITCH tidak memutus aliran listrik saat tombol tidak digunakan.
23
Membuat ladder rangkaian AND menjalankan LAMPU 1 dan CONVEYOR:
Membuat ladder tombol emergency stop cukup menambahkan baris baru:
Pada menu tool diklik untuk simbol kontak NC (Normally Close), lalu klik pada bagian “Bidang Kerja”.
Lalu akan muncul kotak dialog “New Closed Contact” dan ketikan kode input untuk “Emergency Stop” yaitu “00.00” lalu klik OK.
Selanjutnya akan muncul kotak dialog “Edit Comment” lalu ketikan
“SAKLAR1” yaitu “100.01” untuk menamai laddernya dan klik OK. Outputnya Klik New coil (O) ketikan kode output “100.02” Lampu 1 dan CONVEYOR
Membuat ladder lampu indikasi switch:
Pada menu tool diklik untuk simbol kontak NO (Normally Open), lalu klik pada bagian “Bidang Kerja”.
Lalu akan muncul kotak dialog “New Contact” dan ketikan kode input untuk “Switch” yaitu “00.01” lalu klik OK.
Selanjutnya akan muncul kotak dialog “Edit Comment” lalu ketikan
“SWITCH” untuk menamai laddernya dan klik OK.
Gambar 3. 14 Tampilan diagram ladder
Setelah diagram ladder tersedia, sekarang kita akan mensimulasikan diagram ladder tersebut. Cara masuk program PLC klik PLC→Work Online klik OK, klik Yes maka tampilan diagram ladder akan seperti di bawah ini :
Gambar 3. 15 Tampilan diagram ladder
Selanjutnya Klik PLC pilih Transfer klik OK, Klik OK maka tampilan seperti gambar diatas artinya arus listrik telah masuk apabila menekan SAKLAR1 maka lampu 1 dan CONVEYOR akan menyala dan untuk memutuskan arus tersebut tekan tombol EMERGENCY STOP maka LAMPU1 dan CONVEYOR akan mati.
Ket:
Dipilih kontak NC karena saat rangkaian dialirkan listrik maka tombol SWITCH tidak memutus aliran listrik saat tombol tidak digunakan.
25
Gambar 3. 16 Tampilan diagram ladder
Membuat ladder output conveyor:
Pada menu tool diklik untuk simbol New Horizontal, lalu klik disamping bagian ladder “START”.
Lalu pada menu tool diklik untuk simbol kontak New Coil, lalu klik pada bagian “Bidang Kerja”.
Lalu akan muncul kotak dialog “New Coil” dan ketikan kode output untuk
“Conveyor” yaitu “100.01” lalu klik OK.
Selanjutnya akan muncul kotak dialog “Edit Comment” lalu ketikan
“CONVEYOR” untuk menamai laddernya dan klik OK.
Membuat ladder rangkaian AND menjalankan LAMPU 1, CONVEYOR dan BUZZER
Membuat ladder tombol emergency stop cukup menambahkan baris baru kolom 3:
• Pada menu tool diklik untuk simbol kontak NC (Normally Close), lalu klik pada bagian “Bidang Kerja”.
• Lalu akan muncul kotak dialog “New Closed Contact” dan ketikan kode input untuk “Emergency Stop” yaitu “00.00” lalu klik OK.
• Selanjutnya akan muncul kotak dialog “Edit Comment” lalu ketikan
“SAKLAR1” yaitu “100.01” untuk menamai laddernya dan klik OK.
Membuat ladder lampu indikasi switch:
Pada menu tool diklik untuk simbol kontak NO (Normally Open), lalu klik pada bagian “Bidang Kerja”.
Lalu akan muncul kotak dialog “New Contact” dan ketikan kode input untuk “Switch” yaitu “00.01” lalu klik OK.
Selanjutnya akan muncul kotak dialog “Edit Comment” lalu ketikan
“SWITCH” untuk menamai laddernya dan klik OK.
Gambar 3. 17 Tampilan diagram ladder
27
Setelah diagram ladder tersedia, sekarang kita akan mensimulasikan diagram ladder tersebut. Cara masuk program PLC klik PLC→Work Online klik OK, klik Yes maka tampilan diagram ladder akan seperti di bawah ini.
Gambar 3. 18 Tampilan diagram ladder
Selanjutnya Klik PLC pilih Transfer klik OK, Klik OK maka tampilan seperti gambar diatas artinya arus listrik telah masuk apabila menekan SAKLAR1 maka LAMPU 1, CONVEYOR, BUZZER akan menyala dan untuk memutuskan arus tersebut tekan tombol EMERGENCY STOP maka LAMPU 1, CONVEYOR dan BUZZER akan mati.
Ket:
Dipilih kontak NC karena saat rangkaian dialirkan listrik maka tombol SWITCH tidak memutus aliran listrik saat tombol tidak digunakan.
Gambar 3. 19 Tampilan diagram ladder Membuat ladder output lampu buzzer:
Pada menu tool diklik untuk simbol New Coil, lalu klik pada bagian
“Bidang Kerja”.
Lalu akan muncul kotak dialog “New Coil” dan ketikan kode output untuk
“Buzzer” yaitu “100.07” lalu klik OK.
Membuat ladder rangkaian AND menjalankan LAMPU 1, LAMPU 2, LAMPU 3, LAMPU 4, LAMPU 5, CONVEYOR dan BUZZER secara bersamaan.
Membuat ladder tombol emergency stop cukup menambahkan baris baru kolom 5:
Pada menu tool diklik untuk simbol kontak NC (Normally Close), lalu klik pada bagian “Bidang Kerja”.
Lalu akan muncul kotak dialog “New Closed Contact” dan ketikan kode input untuk “Emergency Stop” yaitu “00.00” lalu klik OK.
Selanjutnya akan muncul kotak dialog “Edit Comment” lalu ketikan
“SAKLAR1” yaitu “100.01” untuk menamai laddernya dan klik OK.
29
Membuat ladder lampu indikasi switch :
Pada menu tool diklik untuk simbol kontak NO (Normally Open), lalu klik pada bagian “Bidang Kerja”.
Lalu akan muncul kotak dialog “New Contact” dan ketikan kode input untuk “Switch” yaitu “00.01” lalu klik OK.
Selanjutnya akan muncul kotak dialog “Edit Comment” lalu ketikan
“SWITCH” untuk menamai laddernya dan klik OK.
Membuat ladder output lampu indikasi switch:
Pada menu tool diklik untuk simbol New Coil, lalu klik pada bagian
“Bidang Kerja”.
Lalu akan muncul kotak dialog “New Coil” dan ketikan kode output untuk
“Lampu Indikasi” yaitu “100.03, 100.04, 100.05, 100.06” lalu klik OK.
Selanjutnya akan muncul kotak dialog “Edit Comment” lalu ketikan
“LAMPU” untuk menamai laddernya dan klik OK.
Gambar 3. 20. Tampilan diagram ladder
Setelah diagram ladder tersedia, sekarang kita akan mensimulasikan diagram ladder tersebut. Cara masuk program PLC klik PLC→Work Online klik OK, klik Yes maka tampilan diagram ladder akan seperti di bawah ini.
Gambar 3. 21 Tampilan diagram ladder
Selanjutnya Klik PLC pilih Transfer klik OK, Klik OK maka tampilan seperti gambar diatas artinya arus listrik telah masuk apabila menekan SAKLAR/PUSH BUTTON maka LAMPU 1, LAMPU 2, LAMPU 3, LAMPU 4, LAMPU 5, CONVEYOR, dan BUZZER akan menyala secara bersamaan dan untuk memutuskan arus tersebut cukup tekan tombol EMERGENCY STOP maka LAMPU 1, LAMPU 2, LAMPU 3, LAMPU 4, LAMPU 5, CONVEYOR dan BUZZER akan mati.
31
Gambar 3. 22 Tampilan diagram ladder
Selanjutnya Klik PLC pilih Transfer klik OK, Klik OK maka tampilan seperti gambar diatas artinya arus listrik telah masuk apabila menekan SAKLAR/PUSH BUTTON maka LAMPU 1, LAMPU 2, LAMPU 3, LAMPU 4, LAMPU 5, CONVEYOR, dan BUZZER akan menyala secara bersamaan dan untuk memutuskan arus tersebut cukup tekan tombol EMERGENCY STOP maka LAMPU 1, LAMPU 2, LAMPU 3, LAMPU 4, LAMPU 5, CONVEYOR dan BUZZER akan mati.
Ket:
Dipilih kontak NC karena saat rangkaian dialirkan listrik maka tombol SWITCH tidak memutus aliran listrik saat tombol tidak digunakan.
Proses Transfer Program ke PLC.
Jika diagram ladder sudah diyakini benar, maka untuk langkah selanjutnya adalah transfer program ke PLC. Sebelum transfer program ke PLC dilakukan pastikan bahwa:
• Program sudah benar dan disimpan ke komputer.
• Kabel dari komputer ke PLC sudah terpasang.
• PLC sudah terhubung ke power supply (sudah aktif).
• CX Simulator sedang tidak aktif.
Jika persiapan tersebut sudah dipastikan maka transfer program ke PLC bisa dilakukan. Berikut step by step transfer program ke PLC:
• Pada menubar klik “PLC” lalu klik “Work Online”, atau bisa juga dengan tekan tombol pada keyboard “CTRL+W”.
• Jika muncul kotak dialog, maka klik tombol OK.
• Selanjutnya klik kembali “PLC” pada menubar dan klik “Transfer” lalu klik
“To PLC…”.
• Jika kotak dialog muncul kembali, maka klik tombol OK.
• Dan program siap dijalankan pada PLC.
Gambar 3. 23 Step by step transfer program ke PLC
33
BAB IV
ANALISA PROGRAM DAN TUGAS
4.1 Analisa Program
Untuk cara kerja rangkaiannya sebagai berikut:
• Jika tombol push button NO (0.02) ditekan maka lampu indikator 1, 2, 3, 4, 5 conveyor (100.01), Buzzer akan nyala.
• Lalu jika tombol switch Emegency Stop (0.00) ditekan maka conveyor (100.01) akan berhenti dan lampu indikasi (100.02-100.06) akan mati yang menandakan conveyor (100.01) sedang berhenti.
• Tapi jika tombol emergency stop (0.00) ditekan maka conveyor (100.01) , buzzer (100.07) dan Lampu indikator ( 100.02-100.06) masih tetap menyala berarti menandakan tombol emergency stop (00.00) tidak berfungsi penyebabnya bisa dikarenakan rusak/rangkaian kabel ada yang terputus, maka perlu perbaikan instalasi maupun ganti push button emergency stop (00.00) nya .
4.2 Tugas
Sebutkan dan jelaskan contoh penerapan PLC di bidang industri!
Jawab:
a. Aplikasi PLC Untuk Industri Otomotif
• Internal Combustion Engine Monitoring
Sebuah PLC memperoleh data yang direkam dari sensor yang terletak di internal combustion engine. Pengukuran yang dilakukan meliputi suhu air, suhu oli, RPM, torsi, suhu gas buang, oil pressure, manifold pressure, dan timing.
• Pengujian Produksi Karburator
PLC menyediakan analisis on-line karburator otomotif dalam jalur perakitan produksi. Sistem secara signifikan mengurangi waktu pengujian, sambil memberikan hasil yang lebih besar dan karburator berkualitas lebih baik. Tekanan, vakum dan aliran bahan bakar dan udara adalah beberapa 33
variabel yang diuji.
• Monitoring Mesin Produksi Otomotif.
Sistem memonitor setiap part, part yang ditolak, part yang diproduksi, waktu siklus alat berat, dan efisiensi alat berat. Data statistik tersedia untuk operator kapan saja atau setelah pergantian shift.
• Perakitan dan Pengujian Power Steering Valve
Sistem PLC mengontrol mesin untuk memastikan keseimbangan valve (katup) yang tepat dan untuk memaksimalkan rasio belok kiri dan kanan.
b. Aplikasi PLC Untuk Industri Kertas
• Pulp Batch Blending
PLC mengontrol operasi secara berurutan, pengukuran bahan, dan penyimpanan resep untuk proses pencampuran. Sistem ini memungkinkan operator untuk memodifikasi entri batch dari setiap kuantitas, jika perlu, dan menyediakan cetakan cetak untuk kontrol inventaris dan untuk akuntansi bahan yang digunakan.
• Persiapan Batch untuk Pemrosesan Pembuatan Kertas
Aplikasi termasuk kontrol dari sistem persiapan stok lengkap untuk pembuatan kertas. Resep untuk setiap tangki batch dipilih dan disesuaikan melalui entri operator. PLC dapat mengontrol logika umpan balik untuk penambahan bahan kimia berdasarkan sinyal pengukuran level tangki.
Persiapan Batch Pada penyelesaian setiap shift, sistem PLC memberikan laporan manajemen tentang penggunaan material.
• Paper Mill Digester
PLC mengendalikan proses pembuatan bubur kertas dari serpihan kayu.
Sistem menghitung dan mengontrol jumlah chip berdasarkan kepadatan dan digester volume. Kemudian, persen dari cairan pemasakan yang dibutuhkan dihitung dan jumlah ini ditambahkan ke dalam urutan. PLC menurunkan dan menahan suhu pemasakan sampai pemasakan selesai.
35
• Produksi Pabrik Kertas
Controller mengatur berat dasar rata – rata dan variabel kelembaban untuk kualitas kertas. Sistem memanipulasi steam flow valve (valve aliran uap), menyesuaikan valve stok untuk mengatur berat, dan memonitor dan mengontrol aliran total.
Dan masih banyak lagi aplikasi dan manfaat PLC untuk industri. PLC memiliki kelebihan di bandingkan controller lainnya. Oleh karena itu PLC banyak sekali di gunakan di segala segmen industry.
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Sebelum kita merangkai dan membuat diagram ladder pada software PLC Omron kita harus tau dulu bagaimana caranya menggunakan software PLC Omron.
Setelah mengetahui cara menggunakan software PLC Omron kita harus mengetahui juga bagaimana caranya menghubungkan hasil rangkaian sistem operasi diagram ladder yang kita buat di software dengan CPU dan Panel PLC. Kemudian saat kita membuat rangkaian sistem operasi diagram ladder pada software PLC, sebelumnya kita sudah belajar dan mengetahui dasar – dasar jenis rangkaian input dan output, komponen apa saja yg ada pada rangkaian input dan output dan bagaimana membuat rangkaian output itu bisa berjalan dengan baik yaitu kita coba simulasikan dengan menggunakan aplikasi logixpro. Karena apabila kita belum pernah membuat diagram ladder dan mensimulasikannya pada aplikasi logixpro akan lebih sulit dan membutuhkan proses yang lama untuk memahami dan membuat diagram ladder pada software PLC Omron. Dari praktikum pemrograman dengan menggunakan software PLC Omron dan Panel diagram sistem operasi PLC Omron yang dilakukan oleh kelompok 10 maka dapat disimpulkan untuk pemrograman kita pada software PLC Omron sebelum ditransfer ke CPU PLC Panel harus dipastikan terlebih dahulu pemrograman diagram ladder pada software PLC Omron di laptop itu sudah benar, tidak ada garis merah pada sisi kiri rangkaian sistem operasi diagram ladder pada software PLC Omron di laptop.
Apabila masih terdapat garis merah pada rangkaian diagram ladder di laptop maka rangkaian diagram ladder sistem operasi yang kita buat pada software PLC Omron di laptop masih ada yang salah. Dan ketika ada yang salah maka kita harus perbaiki terlebih dahulu sampai rangkaian diagram ladder sistem operasi pada software PLC Omron di laptop sudah benar dan ada tanda bergaris warna hijau.
Setelah sudah benar rangkaian diagram ladder sistem operasi pada software PLC Omron di laptop selanjutnya kita transfer ke CPU PLC Panel yang kemudian kita coba rangkaian diagram ladder yg kita buat di laptop dengan tombol dan aktuator 36
37
yang sebenarnya di Panel, apakah sesuai bisa berjalan dengan tujuan dan keinginan kita apa belumdiagram ladder yg kita buat di laptop dengan tombol dan aktuator yang sebenarnya di Panel, apakah sesuai bisa berjalan dengan tujuan dan keinginan kita apa belum.
5.2 Saran
Pada saat praktikum dengan menggunakan Panel PLC Omron yang sebenarnya, agar dapat menambahkan komponen-komponen sensor dan aktuator lainnya agar lebih menarik dan variatif dalam mencoba pemrograman rangkaian sistem PLC. Seperti contohnya ada aktuator yang menggunakan sistem hidrolik atau pneumatic, dengan menggunakan silinder atau solenoid.
Bagaimana cara merawat dan mengatasi trouble yang ada pada komponen- komponen PLC.
DAFTAR PUSTAKA
https://abdulelektro.blogspot.com/2019/04/teori-dasar-plc- omron.html http://catatanabangwahyu.blogspot.com/2016/07/pengertian-plc- o mron- cpm1a.html
https://kitamenulis.id/2020/05/08/belajar-plc-menggunakan- c x- programmer-9- 1-dan-zelio-soft2/
https://elmecon-mk.com/article/omron-hmi-nb-series/
https://www.musbikhin.com/pengantar-cx-programmer-seri-belajar-plc
38