19
beberapa elemen lainnya, termasuk karbon. Kandungan unsur karbon dalam baja
berkisar antara 0.2% hingga 2.1% berat sesuai grade-nya. Elemen berikut ini
selalu ada dalam baja: karbon, mangan, fosfor, sulfur, silikon, dan sebagian kecil
oksigen, nitrogen dan aluminium. Selain itu, ada elemen lain yang ditambahkan
untuk membedakan karakteristik antara beberapa jenis baja diantaranya: mangan,
nikel, krom, molybdenum, boron, titanium, vanadium dan niobium. Dengan
memvariasikan kandungan karbon dan unsur paduan lainnya, berbagai jenis
kualitas baja bisa didapatkan. Fungsi karbon dalam baja adalah sebagai unsur
pengeras dengan mencegah dislokasi bergeser pada kisi kristal (crystal lattice)
atom besi. Baja karbon ini dikenal sebagai baja hitam karena berwarna hitam,
banyak digunakan untuk peralatan pertanian misalnya sabit dan cangkul.
Sebelum diperkenalkannya metode produksi Bessmer dan berbagai teknik
produksi modern lainnya, baja termasuk material yang mahal dan hanya
digunakan ketika tidak ada material alternatif yang lebih murah, khususnya untuk
bagian tajam dari pisau, alat pencukur, dan pedang, dan berbagai alat perkakas
yang membutuhkan bagian yang keras dan tajam. Baja pada saat itu juga
digunakan untuk pegas, termasuk pegas yang digunakan pada jam.
Dengan berkembangnya metode produksi yang lebih cepat dan ekonomis, baja
menjadi lebih mudah didapat dan menjadi jauh lebih murah. Baja telah
menggantikan penggunaan bongkah besi dalam berbagai hal. Pada abad 20
dengan ditemukannya plastik, penggunaan baja untuk beberapa aplikasi dapat
tergantikan, dikarenakan plastik lebih murah dan lebih ringan. Fiber karbon juga
menggantikan baja untuk berbagai aplikasi yang lebih memprioritaskan berat
yang ringan daripada harga ekonomis, seperti pada pesawat terbang, peralatan
20 2.1.2 Sifat-sifat Baja
Baja mempunyai sejumlah sifat yang membuatnya menjadi baqhan
bangunan yang sangat berharga. Beberapa sifat baja yang penting adalah:
1. Kekuatan.
Baja mempunyai daya tarik,lengkung, dan tekan yang sangat
besar. Pada setiap partai baja, pabrikan baja menandai beberapa besar daya
kekuatan baja itu. Pabrikan baja misalnya, memasukan satu partai baja
batangan dan mencatumkan pada baja itu Fe 360. di sini Fe menunjukan
bahwa partai itu menunjukkan daya kekuatan (minimum) tarikan atau
daya tarik baja itu. Yang dimaksud dengan istilah tersebut adalah gaya
tarik N yang dapat dilakukan baja bergaris tengah 1 mm2 sebelum baja itu
menjadi patah. Dalam hal ini daya tarik itu adalah 360 N/mm2. dahulu kita
mencantumkan daya tarik baja itu Fe 37, karena daya tariknya adalah 37
kgf/mm2. karna smengandung sedikit kadar karbon, maka semua jenis
baja mempunyai daya tarik yang kuat. Oleh karna daya tarik baja yang
kuat maka baja dapat menahan berbagai tegangan, seperti tegangan lentur.
2. Kekerasan
Baja itu sangat keras sekali sehingga sebagai bahan konstruksi,
baja mungkin saja untuk digunakan berbagai tujuan. Apabila untuk
produk-produk baja tertentu ada suatu keharusan,maka bisa saja baja itu,
dengan cara dipanaskan,dibuat luar biasa kerasnya.
3. Ketahanan terhadap korosi
Tanpa perlindungan, baja sangat cepat berkarat. Untung saja baja
21 3.1Perawatan dengan panas
Kekerasan yang lebih besar adalah sangat penting untuk
benda-benda tertentu yang dibuat dari baja. Yang dimaksud dari
kekerasan suatu bahan adalah ketahananannya terhadap bisa atau
tidak dimasuki oleh bahan lain. Untuk dapat mencapai kekerasan
yang tinggi, maka diperlukan sistim perawatan dengan panas khusus yang disebut „pengerasan‟ . sebuah benda baru dapat dikuatkan sesudah benda itu diproduksikan. Ada beberapa cara
untuk mengeraskan:
- mengeraskan secara mendalam:Benda dari baja baik bagian
luar maupun bagian dalam dibuat menjadi sangat keras.
- mengeraskan permukaan :Hanya bagian luar saja yang
keras sedangkan bagian intinya tidak.
3.2Pengerasan yang mendalam
Pada pengerasan mendalam, benda yang sudah terbentuk,
dipanaskan dengan temperature yang cukup tinggi. Kemudian
dengan cepat didinginkan; tindakan ini disebut „mengejutkan‟baja. Pendinginan ini bisa dilakukan di dalam air,minyak atau udara. Benda itu menjadi keras bukan hanya
bagian luar saja, tetapi juga intinya menjadi keras benar.
Dengan cara ini baja baja menjadi cepat rapuh; berarti baja itu
dapat cepat patah. Kita semua paham betapa mudah patahnya
ulir mata bor dari baja yang berukuran kecil.
3.3.Pengerasan permukaan
Untuk peralatan-peralatan tertentu hanya bagian luarnya
saja yang harus dikeraskan. Untuk dapat menerima tekanan
yang besar, inti benda ini harus tetep lentur. Hal ini dapat
22
benda tersebut. Pengerasan permukaan dipakai pada poros
engkol (crankshaft), kopling akar,cacing,roda cacing, dan gigi
cacing.
3.3Tempering
Tempering adalah memanaskan baja yang sudah diperkeras
dengan temperature yang cukup rendah (180oC), diikuti dengan
pendinginan secara perlahan-lahan. Tempering dilakukan
dengan tujuan memberikan struktur yang lebih merata pada
bahan itu. Lewat proses ini maka baja yang telah diperkeraskan
tadi hanya sedikit saja yang diperlunak, tetapi baja itu menjadi
tidak begitu rapuh. Karena tempering, produk tersebut menjadi
terhindar dari perubahan bentuk (pertambahan isi) sebagai
kibat proses pengerasan. Hal ini, terutama ukuran akhir dan
semacamnya sangat penting untuk alat pengukur yang tepat
seperti caliber.
2.2 Pengelasan
2.2.1 Sejarah Pengelasan
Berdasarkan penemuan benda-benda sejarah dapat diketahui bahwa
teknik penyambungan logam telah diketahui sejak zaman prasejarah, misalnya
pematrian timbal-timah menurut keterangan yang didapat telah diketahui dan
dipraktekan dalam rentang waktu antara 4000 sampai 3000SM. Sumber energi
panas yang dipergunakan pada waktu itu diduga dihasilkan dari pembakaran kayu
atau arang. Berhubung suhu yang diperoleh dengan pembakaran kayu dan arang
sangat rendah maka teknik penyambungan ini pada waktu itu tidak dikembangkan
lebih lanjut.
Setelah energi listrik dapat dipergunakan dengan mudah, teknologi
pengelasan maju dengan pesat sehingga menjadi suatu teknik penyambungan
yang mutakhir. Cara-cara dan teknik pengelasan yang banyak digunakan pada
waktu ini seperti las busur,las resistansi listrik, las termit dan las gas, pada
23
Alat-alat busur dipakai secara luas setelah alat tersebut digunakan dalam
praktek oleh Benardes dalam tahun 1885. Dalam penggunaan yang pertama ini
Benardes memakai elektroda yang dibuat dari batang karbon atau grafit. Dengan
mendekatkan elektroda kelogam induk atau logam yang akan dilas sejarak
kira-kira 2 mm, maka terjadi busur listrik yang merupakan sumber panas dalam proses
pengelasan. Karena panas yang timbul, maka logam pengisi yang terbuat dari
logam yang sama dengan logam induk mencair dan mengisi tempat sambungan.
Dalam tahun 1889 Zerner mengembangkan cara pengelasan busur yang
baru dengan menggunakan busur listrik yang dihasilkan oleh dua batang karbon.
Dengan cara ini busur yang dihasilkan ditarik ke logam dasar oleh gaya
elektromagnit sehingga terjadi semburan busur yang kuat.
Slavianoff dalam tahun 1892 adalah orang pertama yang menggunakan
kawat logam elektroda yang turut mencair karena panas yang ditimbulkan oleh
busur listrik yang terjadi. Dengan penemuan ini maka elektroda di smping
berfungsi sebagai penghantar dan pembangkit busur listrik juga berfungsi sebagai
logam pengisi. Kemudian Kjellberg menemukan bahwa kualitas sambungan las
menjadi lebih baik bila kawat elektroda logam yang digunakan dibungkus dengan
terak. Penemuan ini adalah permulaan dari penggunaan las busur dengan
elektroda terbungkus yang sangat luas penggunaanya pada waktu ini.
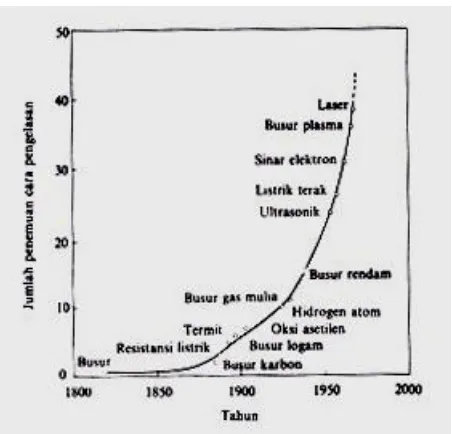
Kemajuan-kemajuan dalam ilmu pengetahuan dan teknologi yang dicapai
sampai dengan tahun 1950, telah mulai mempercepat lagi kemajuan dalam bidang
las. Karena itu, tahun 1950 dapat dianggap sebagai permulaan masa keemasan
yang ketiga yang masih terus berlangsung terus sampai sekarang. Selama masa
keemasan yang ketiga ini telah ditemukan cara-cara las baru antara lain las tekan
dingin, las listrik terak, las busur dengan perlindungan gas CO2, las gesek, las
ultrasonik, las sinar elektron, las busur plasma, las laser dan masih banyak lagi
lainnya. Jumlah penemuan pada tahun-tahun tertentu dan jenis pengelasan yang
ditemukan dipergunakan dalam praktek pada waktu ini, sebagian masih
memerlukan perbaikanyang mungkin dalam waktu yang dekat akan menjadi lebih
bermanfaat dan dapat merupakan sumbangan yang berharga kepada kemajuan
24
Gambar. 2.1 Perkembangan cara pengelasan (Wiryosumarto,2004)
2.2.2 Pengertian las
Berdasarkan definisi dari Deutche Industrie Normen (DIN) las adalah ikatan
metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam
keadaan lumer atau cair. Dari definisi tersebut dapat dijabarkan lebih lanjut bahwa
las adalah sambungan setempat dari beberapa batang logam dengan menggunakan
energi panas. Pada waktu itu telah digunakan lebih dari 40 jenis pengelasan
termasuk pengelasan yang dilaksanakan dengan hanya menekan dua logam yang
disambung sehingga terjadi ikatan antara atom-atom atau molekul-molekul dari
logam yang disambungkan.
Pengelasan dapat diartikan dengan proses penyambungan dua buah
logam sampai titik rekristalisasi logam, dengan atau tanpa menggunakan
bahan tambah dan menggunakan energi panas sebagai pencair bahan yang
dilas. Pengelasan juga dapat diartikan sebagai ikatan tetap dari benda atau
logam yang dipanaskan.
Mengelas bukan hanya memanaskan dua bagian benda sampai
mencair dan membiarkan membeku kembali, tetapi membuat lasan yang utuh
dengan cara memberikan bahan tambah atau elektroda pada waktu dipanaskan
sehingga mempunyai kekuatan seperti yang dikehendaki. Kekuatan sambungan
25 elektroda dan jenis kampuh yang digunakan.
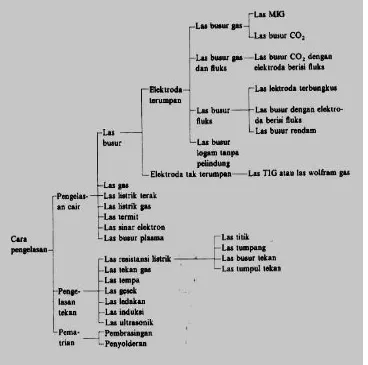
2.2.3 Klasifikasi Cara-cara Pengelasan dan Pemotongan
Sampai pada waktu ini banyak sekali cara-cara pengklasifikasian yang
digunakan dalam bidang las, ini disebabkan karena belum adanya kesepakatan
dalam hal tersebut. Secara konvesional cara-cara pengklasifikasiaan tersebut pada
waktu ini dapat dibagi dalam dua golongan, yaitu klasifikasi berdasarkan cara
kerja dan klasifikasi berdasarkan energi yang digunakan. Klasifikasi pertama
membagi las dalam kelompok las cair, las tekan, las patri dan lain-lainnya,
sedangkan klasifikasi yang kedua membedakan adanya kelompok-kelompok
seperti las listrik, las kimia, las mekanik dan seterusnya. Bila diadakan klasifikasi
yang lebih terperinci lagi, maka kedua klasifikasi tersebut di atas akan terbaur dan
akan terbentuk kelompok-kelompok yang banyak sekali.
Di antara kedua cara klasifikasi tersebut, kelihatannya klasifikasi
berdasarkan cara kerja lebih banyak digunakan, berdasarkan klasifikasi ini
pengelasan dapat dibagi dalam tiga kelas utama yaitu :
1. Pengelasan cair adalah cara pengelasan di mana sambungan dipanaskan
sampai mencair dengan sumber panas dari busur listrik atau semburan api gas
yang terbakar. Pengelasan cair dapat dibagi lagi menjadi Las Busur Plasma
2. Pengelasan tekan adalah cara pengelasan di mana sambungan dipanaskan dan
kemudian ditekan hingga menjadi satu. Pengelasan tekan dapat dibagi lagi
26
3. Pematrian adalah cara pengelasan di mana sambungan diikat dan disatukan
dengan menggunakan paduan logam yang mempunyai titik cair rendah.
Pematrian dapat di bagi lagi menjadi Pembrasingan
Penyolderan
Perincian lebih lanjut dari klasifikasi ini dapat dilihat pada tabel di bawah ini.
Tabel 2.1. Klasifikasi Cara Pengelasan
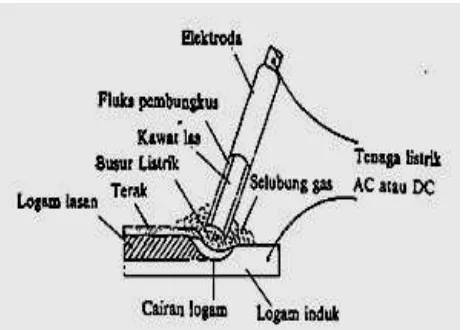
2.2.4 Las SMAW (Shielded Metal Arc Welding)
Las tistrik ini menggunakan elektroda berselaput sebagai bahan tambah.
Busur listrik yang terjadi diantara ujung elektroda dan bahan dasar akan
27
turut terbakar akan mencair dan menghasilkan gas yang melindungi ujung
elektroda, kawah Ias, busur Iistri dan daerah Ias di sekitar busur listrik terhadap
pengaruh udara luar. Cairan selaput elektroda yang membeku akan menutupi
permukaan Ias yang juga berfungsi sebagai pelindung terhadap pengaruh luar.
Logam induk dalam pengelasan ini mengalami pencairan akibat
pemanasan dari busur listrik yang timbul antara ujung elektroda dan
permukaan benda kerja. Busur listrik dibangkitkan dari suatu mesin las.
Elektroda yang digunakan berupa kawat yang dibungkus pelindung berupa
fluks. Elektroda ini selama pengelasan akan mengalami pencairan bersama
dengan logam induk dan membeku bersama menjadi bagian kampuh las.
Proses pemindahan logam elektroda terjadi pada saat ujung elektroda
mencair dan membentuk butir-butir yang terbawa arus busur listrik yang
terjadi. Bila digunakan arus listrik besar maka butiran logam cair yang
terbawa menjadi halus dan sebaliknya bila arus kecil maka butirannya menjadi
besar.
Pola pemindahan logam cair sangat mempengaruhi sifat mampu las dari
logam. Logam mempunyai sifat mampu las yang tinggi bila pemindahan terjadi
dengan butiran yang halus. Pola pemindahan cairan dipengaruhi oleh besar
kecilnya arus dan komposisi dari bahan fluks yang digunakan. Bahan fluks
yang digunakan untuk membungkus elektroda selama pengelasan
mencair dan membentuk terak yang menutupi logam cair yang terkumpul di
tempat sambungan dan bekerja sebagai penghalang oksidas
28 2.3 Pengujian Hasil Pengelasan
2.3.1 Uji Tarik
Proses pengujian tarik bertujuan untuk mengetahui kekuatan tarik
benda uji. Pengujian tarik untuk kekuatan tarik daerah las dimaksudkan untuk
mengetahui apakan kekuatan las mempunyai nilai yang sama, lebih rendah
atau lebih tinggi dari kelompok raw materials. Pengujian tarik untuk kualitas
kekuatan tarik dimaksudkan untuk mengetahui berapa nilai kekuatannya dan
dimanakah letak putusnya suatu sambungan las. Pembebanan tarik adalah
pembebanan yang diberikan pada benda dengan memberikan gaya tarik
berlawanan arah pada salah satu ujung benda.
Penarikan gaya terhadap beban akan mengakibatkan terjadinya
perubahan bentuk (deformasi) bahan tersebut. Proses terjadinya deformasi
pada bahan uji adalah proses pergeseran butiran kristal logam yang
mengakibatkan melemahnya gaya elektromagnetik setiap atom logam hingga
terlepas ikatan tersebut oleh penarikan gaya maksimum.
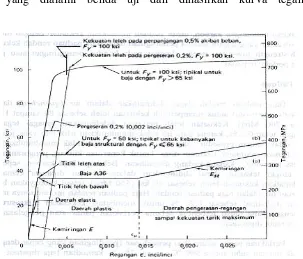
Pada pengujian tarik beban diberikan secara kontinu dan pelan–pelan
bertambah besar, bersamaan dengan itu dilakukan pengamatan mengenai
perpanjangan yang dialami benda uji dan dihasilkan kurva tegangan-
regangan
29
Tegangan di mana deformasi plastik atau batas luluh mulai teramati
tergantung pada kepekaan pengukuran regangan. Sebagian besar bahan
mengalami perubahan sifat dari elastik menjadi plastik yang berlangsung sedikit
demi sedikit, dan titik di mana deformasi plastik mulai terjadi dan sukar
ditentukan secara teliti. Telah digunakan berbagai kriteria permulaan batas luluh
yang tergantung pada ketelitian pengukuran regangan dan data-data yang akan
digunakan.
•Batas Elastis σE (Elastic Limit)
Berdasarkan pada pengukuran regangan mikro pada skala regangan 2 X 10-6
inchi/inchi. Batas elastik nilainya sangat rendah dan dikaitkan dengan gerakan
beberapa ratus dislokasi.
•Batas Proporsional σp (Proportional Limit)
Tegangan tertinggi untuk daerah hubungan proporsional antara
tegangan-regangan. Harga ini diperoleh dengan cara mengamati penyimpangan dari
berbagai garis lurus kurva tegangan-regangan. • Deformasi Plastis (Plastic Deformation)
Tegangan terbesar yang masih dapat ditahan oleh bahan tanpa terjadi regangan
sisa permanen yang terukur pada saat beban telah ditiadakan. Dengan
bertambahnya ketelitian pengukuran regangan, nilai batas elastiknya menurun
hingga suatu batas yang sama dengan batas elastik sejati yang diperoleh dengan
cara pengukuran regangan mikro.
•Tegangan Luluh Atas σuy (Upper Yield Stress)
Tegangan maksimum sebelum bahan memasuki fase daerah landing peralihan
deformasi elastis ke plastis.
•Tegangan Luluh Bawah σly (Lower Yield Stress)
Tegangan rata-rata daerah landing sebelum benar-benar memasuki fase
deformasi plastis. Bila hanya disebutkan tegangan luluh (yield stress), maka
yang dimaksud adalah tegangan ini. •Regangan Luluh εy (Yield Strain)
30
Regangan yang diakibatkan perubahan elastis bahan. Pada saat beban dilepaskan
regangan ini akan kembali ke posisi semula. •Regangan Plastis εp (Plastic Strain)
Regangan yang diakibatkan perubahan plastis. Pada saat beban dilepaskan
regangan ini tetap tinggal sebagai perubahan permanen bahan.
• Regangan Total (Total Strain)
Merupakan gabungan regangan plastis dan regangan elastis, εT = εe+εp. • Tegangan Tarik Maksimum TTM (UTS, Ultimate Tensile Strength)
Merupakan besar tegangan maksimum yang didapatkan dalam uji tarik. • Kekuatan Patah (Breaking Strength)
Merupakan besar tegangan dimana bahan yang diuji putus atau patah.
2.3.2 Uji Kekerasan
Proses pengujian logam kekerasan logam dapat diartikan sebagai
kemampuan suatu bahan terhadap pembebanan dalam perubahan yang tetap.
Harga kekerasan bahan tersebut dapat dianalisis dari besarnya pembebanan
yang diberikan terhadap luasan bidang yang menerima pembebanan.
Pengujian kekerasan logam ini secara garis besar ada 3 jenis yaitu cara
goresan, penekanan, cara dinamik. Proses pengujian yang mudah dan cepat
dalam memperoleh angka kekerasan yaitu penekanan. Penentuan kekerasan
penekanan ada 3 cara yaitu Brinell, Vickers, dan Rockwell. Pada penelitian ini
digunakan cara kekerasan Brinell
Kekerasan Brinell
Uji kekerasan lekukan yang pertama kali banyak digunakan serta disusun
pembakuannya adalah metode yang diajukan oleh J.A Brinell pada tahun 1900.
Uji kekerasan Brinell berupa pembentukan lekukan pada permukaan logam
dengan memakai bola baja berdiameter 10 mm dan diberi beban 3000 kg. Untuk
logam lunak, beban dikurangi hingga tinggal 500 kg, untuk menghindarkan jejak
yang dalam, dan untuk bahan yang sangat keras, digunakan paduan karbida
tungsten, untuk memperkecil terjadinya distorsi indentor. Beban diterapkan
31
mikroskop daya rendah, setelah beban tersebut dihilangkan. Kemudian dicari
harga rata-rata dari 2 buah pengukuran diameter pada jejak yang berarah tegak
lurus. Permukaan di mana lekukan akan dibuat harus relatif halus, bebas dari debu
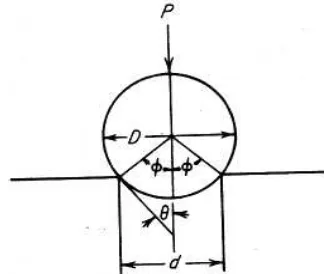
atau kerak. Angka kekerasan Brinell (BHN) dinyatakan sebagai beban Pdibagi
luas permukaan lekukan. Rumus untuk angka kekerasan tersebut adalah,
𝐵𝐻𝑁= P
(πD 2)(D− D2+d2 = P
лDt ...(2-1)
Di mana
P = beban yang diterapkan, kg
D = diameter bola, mm
d = diameter lekukan, mm
t = kedalaman ejak, mm
Satuan dari BHN adalah kilogram per milimeter kuadrat. Akan tetapi,
BHN tidak memenuhi konsep fisika, karena persamaan di atas tidak melibatkan
tekanan rata-rata pada permukaan lekukan.
Gambar 2.4. Parameter-parameter dasar pada pengujian Brinell
(Sriati Djaprie, 1996)
Dari gambar 2.4 dapat dilihat bahwa d = D sin ⌀. Dengan memasukkan
harga ini ke persamaan (2-1), akan dihasilkan bentuk persamaan kekerasan
Brinell yang lain, yaitu
𝐵𝐻𝑁= P
32
Untuk mendapatkan BHN yang sama dengan beban atau diameter bola
yang tidak standart, diperlukan keserupaan lekukan secara geometris. Keserupaan
geometris akan diperoleh, sejauh besar sudut 2⌀ tidak berubah. Persamaan (2-2)
menunjukkan, bahwa agar ⌀ dan BHN tetap konstan, beban dan diameter bola
harus divariasikan memenuhi perbandingan
...(2-3)
Tanpa menjaga P/D2 konstan, yang dalam percobaan sering sangat
merepotkan, maka BHN akan bervariasi terhadap beban. Pada daerah dengan
beban yang beragam, BHN akan mencapai harga maksimum pada beban
menengah. Oleh karena itu, tidak mungkin menggunakan beban tunggal untuk
mencakup seluruh daerah harga kekerasan yang terdapat pada logam-logam
komersial. Jejak yang relatif besar daripada kekerasan Brinell memberikan
keuntungan dalam membagikan secara pukul rata ketidakseragaman lokal. Selain
itu, uji Brinell tidak begitu dipengaruhi oleh goresan dan kekasaran permukaan
dibandingkan uji kekerasan yang lain. Di lain pihak, jejak Brinell yang besar
ukurannya, dapat menghalangi pemakaian uji tersebut untuk benda uji yang kecil,
atau pada bagian yang kritis terhadap tegangan, di mana lekukan yang terjadi
dapat menyebabkan kegagalan (failure).
2.3.3 Uji Impact
Ketangguhan adalah tahanan bahan terhadap beban tumbukan atau kejutan
(takikan yang tajam secara drastis menurunkan ketangguhan). Tujuan utama dari
pengujian impak adalah untuk mengukur kegetasan atau keuletan bahan terhadap
beban tiba-tiba dengan cara mengukur energi potensial sebuah palu godam yang
dijatuhkan pada ketinggian tertentu. Pengujian impak adalah pengujian dengan
33
digunakan sebuah mesin dimana sebuah batang dapat berayun dengan bebas.
Pada ujung batang dipasang pemukul yang diberi pemberat. Batang uji diletakkan
di bagian bawah mesin dan takikan tepat pada bidang lintasan pemukul.
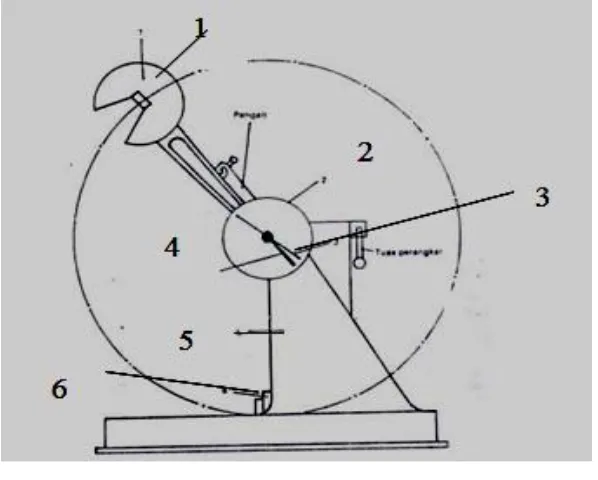
Gambar 2.5 Pengujian ketangguhan Charpy (Supardi, 1996)
Keterangan :
1. Pendulum 4. Batang pembawa
2. Piring busur derajat 5. Badan mesin uji
3. Jarum penunjuk sudut 6. Tempat benda uji dipasang
Kerja yang dilakukan untuk mematahkan bnnda kerja adalah
W= G . L (cos β - cos α) ..………..(2-4)
Dimana
W = kerja patah dalam Joule
G = beban yang digunakan dalam kg
L = panjang lengan ayun dalam m β = sudut jatuh dalam derajat α = sudut awal dalam derajat
Bila diketahui luas penampang di bawah takikan (A).... mm2, dapat
disimpulkan perolehan nilai ketangguhan batang uji dihitung sebagai berikut:
Nilai Ketangguhan = 𝑊
𝐴 joule/mm
2
34 2.4Cacat Pada las
2.4.1 Jenis Cacat Permukaan Las a) Lubang Jarum (Pin Hole)
Sebab : Terbentuk gas di dalam bahan las sewaktu pengelasan akibat
kandungan belerang dalam bahan
Akibat : Kemungkinan bocor di lokasi cacat
Penanggulangan : Gouging 100% di lokasi cacat dan perbaiki sesuai
WPS asli
Gambar 2.6 Lubang jarum (Sri Widharto, 2007)
b) Percikan Las (Spatter)
Sebab : Elektrode lembab, kampuh kotor, angin kencang, lapisan
galvanisir, ampere capping terlalu tinggi
Akibat : Tampak jelek, mengalami karat permukaan.
Penanggulangan : Cukup dibersihkan dengan pahat. Pembersih
dengan gerinda tidak boleh mengingat akan memakan bahan induk.
Gambar 2.7 Percikan Las (Sri Widharto, 2007)
c) Retak (Crack)
Sebab : Tegangan di dalam material, penggetasan pada bahan dan
35
kawat las, pengelasan tanpa perlakuan panas yang benar.
Akibat : Fatal
Penanggulangan :Diselidiki dulu sebabnya, setelah diketahui baru
ujung-ujung retak dibor dan bagian retak digouging (dikikis) 100%
kemudian diisi dengan bahan yang cocok sesuai dengan WPS. Jika
sebabnya adalah ketidakcocokan materil atau retak berada di luar
kampuh, maka seluruh sambungan las berikut bahannya diganti.
Gambar 2.8Retak (Sri Widharto, 2007)
d) Keropos (Porosity)
Sebab : Lingkungan las lembab atau basah, kampuh kotor, angin
berhembus dipermukaan las, lapisan galvanis, salah jenis arus, salah
jenis polaritas, ampere capping terlalu besar.
Akibat : Melemahkan sambungan, tampak buruk, mengawali karat
permukaan.
Penanggulangan : Cacat digerinda hingga hilang kemudian dilas isi
sesuai WPS.
Gambar 2.9 Keropos (Sri Widharto, 2007)
e) Muka Cekung (Concavity)
Sebab : Tukang las terlalu cepat selesai, amper capping terlalu tinggi,
kecepatan las capping terlalu tinggi, elektrode terlalu kecil, bukaan
sudut kampuh terlalu besar.
Akibat : Melemahkan sambungan, mengawali karat permukaan, dapat
36
Penanggulangan : Cukup di sempurnakan bentuk capping dan sedikit
penguat (reinforcement)
Gambar 2.10 Muka Cekung (Sri Widharto, 2007)
f) Longsor Pinggir (Undercut)
Sebab : Suhu metal terlalu tinggi, ampere capping terlalu tinggi.
Akibat : Melemahkan sambungan, mengawali karat permukaan.
Penanggulangan : Cukup diisi dengan stringer saja.
Undercut yang tajam seperti takik, dilarang (harus segera diperbaiki)
karena dapat menyebabkan keretakan notch.
Gambar 2.11 Longsor Pinggir (Sri Widharto, 2007)
g) Penguat berlebihan (Excessive Reinforcement)
Sebab : Elektrode terlalu rapat, kecepatan capping terlalu rendah,
ampere capping terlalu rendah, suhu metal terlalu dingin.
Akibat : Diragukan fusi dan kekuatannya, perlu diuji eltrasonik proba
sudut (angle probe), jika ternyata fusi tidak ada, seluruh sambungan
diapkir.
Penanggulangan : gounging 100% dan dilas ulang esuai WPS. Welder
37
Gambar 2.12 Penguat Berlebihan (Sri Widharto, 2007)
h) Jalur Terlalu Lebar (Wide Bead)
Sebab : Mungkin telah terjadi manipulasi mutu las.
Akibat : Jika terbukti, seluruh material diapkir. Welder tidak lulus.
Gambar 2.13 Jalur Terlalu Lebar (Sri Widharto, 2007)
i) Tinggi Rendah (High Low)
Sebab : Penyetelan tidak benar.
Akibat : Sambungan diapkir.
Penanggulangan: gouging 100%, distel dan dilas ulang sesuai WPS.
Welder diperingatkan.
Gambar 2.14 Tinggi Rendah (Sri Widharto, 2007)
j) Lapis Dingin (Cold Lap)
Sebab : Suhu metel terlalu dingin, ampere capping terlalu rendah,
ayunan (sway) tidak tetap (consistent).
Akibat : Terjadi fusi tidak sempurna dipermukaan dan mungkin juga
di dalam. Karenanya mutu las dipertanyakan.
Penanggulangan : Bongkar keseluruhan jalur las untuk kemudian
38
Gambar 2.15 Lapis Dingin (Sri Widharto, 2007)
k) Penetrasi Tidak Sempurna (Incomplete Penetration)
Sebab : Celah terlalu sempit, elektrode terlalu tinggi, ampere mesin
las tidak tetap, celah tidak seragam ( sempit dan lebar tidak
beraturan), ampere akar las rendah, kampuh kotor, elektrode terlalu
besar.
Akibat : Di bagian cacat berpotensi retak.
Penanggulangan : Gouging 100% pada bagian cacat dan dilas ulang
sesuai WPS.
Gambar 2.16Penetrasi Tidak Sempurna (Sri Widharto, 2007)
l) Penetrasi Berlebihan (Excessive Penetration)
Sebab : Celah terlalu lebar, elektrode terlalu kecil, ampere akar terlalu
tinggi, kecepatan akan terlalu rendah, elektrode terlalu dalam.
Akibat : Biasa menyebabkan retak akar, karat sebelah dalam,
menghancurkan piq (bola pembersih dalam pipa)
Penanggulangan : Bongkar total, stel kembali dan dilas ulang sesuai
39
Gambar 2.17 Penetrasi Berlebihan (Sri Widharto, 2007)
m) Retak Akar (Root Crack)
Sebab : Celah terlalu lebar, elektrode terlalu kecil, ampere akar terlalu
tinggi, kecepatan akan terlalu rendah, elektrode terlalu dalam.
Akibat : Biasa menyebabkan retak akar, karat sebelah dalam,
menghancurkan piq (bola pembersih dalam pipa)
Penanggulangan : Bongkar total, stel kembali dan dilas ulang sesuai
WPS.
Jika retak keluar dari jalur las maka seluruh material diganti.
Gambar 2.18 Retak Akar (Sri Widharto, 2007)
n) Terbakar Tembus (Blow Hole)
Sebab : Celah tidak seragam, ampere mesin las tiba-tiba naik, posisi
elektrode naik turun.
Akibat : Pada lokasi cacat sambungan lemahdan terdapat
kemungkinan bocor, mengawali erosi dan karat tegangan pada lokasi
cacat.
Penanggulangan : Gouging 100% di lokasi cacat dan diisi ulang sesuai
40
Gambar 2.19 Terbakar Tembus (Sri Widharto, 2007)
o) Longsor Pinggir Akar (Root Undercut)
Sebab : Suhu metal terlalu tinggi pada saat pengelasan akar, ampere
akan terlalu besar.
Akibat : Mengawali erosi dan karat sebelah dalam, memungkinkan
terjadinya retak takik (notch).
Penanggulangan : Lokasi cacat di-gouging 100% dan dilas ulang
sesuai WPS.
Gambar 2.20 Longsor Pinggir Akar (Sri Widharto, 2007)
p) Akar Cekung (Root Concavity/ Such Up)
Sebab : Terhisapnya las akar oleh jalur las di atasnya (khususnya pada
GTAW), kecepatan las akar terlalu tinggi.
Akibat : Melemahkan sambungan,potensi terjadi erosi dan karat
tegangan.
Penanggulangan : Lokasi cacat di-gouging 100% dan dilas ulang
41
Gambar 2.21 Akar Cekung (Sri Widharto, 2007)
q) Stop Start A
Sebab : Penggantian elektrode terlalu mundur.
Akibat : Tampak buruk.
Penanggulangan : Cukup disesuaikan denagn sekitarnya.
Gambar 2.22 Stop Start A (Sri Widharto, 2007)
r) Stop Start B
Sebab ; Penggantian elektrode terlalu maju.
Akibat ; Terjadi bagian yang tidak terjadi (underfill) yang berpotensi
retak.
Penanggulangan : Bersihkan bagian yang underfill.
42
Cacat las dapat dibagi dalam tiga kelompok, yakni :
1. Kelompok cacat visual
Yakni cacat yang tampak di permukaan las, seperti : spatters
(percikan las), pin hole (lubang jarum), porosity (gelembung
gas/keropos), convacity (cekung), crack (retak) memanjang atau
melintang, cold lap (lapis dingin), undercut (longsor pinggir) baik yang
bertegangan rendah maupun tinggi (notch), excessive reinforcement
(terlalu menonjol), wide bead (terlalu lebar), high low (tinggi rendah/salah
penyetelan), stop start (salah sewaktu mengganti elektrode).
2. Kelompok cacat non visual
Yakni cacat yang terdapat di permukaan namun tidak tampak
karena berada pada akar las, seperti : porosity, convacity (sutc up),
undercut, crack, excessive penetration (tembusan berlebihan), incomplete
penetration (tidak ada tembusan), blow hole (terbakar tembus).
3. Kelompok cacat internal
Yakni cacat yang terdapat di dalam bahan las yang baru dapat
dideteksi dengan menggunakan teknik uji tanpa merusak seperti :
radiografi, ultrasonik maupun magnetik particle, seperti : slag inclusion
(inklusi terak), porosity, slag lines (jajaran terak) atau wagon track (jejak
gerobak), crack, worm metal (inklusi tungsten/ logam berat), incomplete
fussion (fusi tidak sempurna), cold lap.
2.4.2 Retak las
Sebagian besar retak las yang terjadi pada paduan aluminium adalah retak
panas yang termasuk dalam kelompok retak karena pemisahan. Retak las ini dapat
terjadi pada proses pembekuan dan proses pencairan. Retak las yang terjadi pada
proses pembekuan disebabkan karena adanya penyusutan logam yang membeku
dan dapat membentuk retak manik membujur, retak manik melintang dan retak
kawah. Sedangkan retak yang terjadi pada proses pencairan disebabkan karena
adanya pengendapan dari senyawa bertitik cair rendah seperti Mg, Si Cu, Zn dan
lain-lainnya.
Beberapa hal yang diperkirakan menjadi penyebab terjadinya retak las
43
lapis las, tegangan penahan dan juru las yang kurang terampil. Sebagai contoh
terbentuknya retak manik membujur yang disebabkan oleh tidak sesuainya logam
las dan logam induk adalah bila paduan Al-Mg-Si dilas dengan menggunakan
logam las yang sama. Retak melintang terjadi karena adanya tegangan penahan
arah memanjang yang besar. Sedangkan retak halus yang sukar untuk diperiksa
walaupun dengan pemeriksaan radiografi biasanya disebabkan oleh terlalu
tingginya suhu antar lapis.
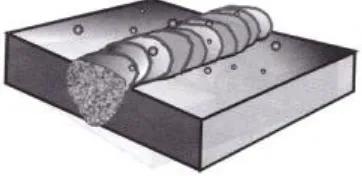
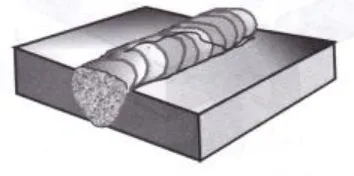
2.4.3 Lubang-lubang halus pada pengelasan
Lubang halus yang terjadi pada proses pengelasan aluminium disebabkan
oleh gas hidrogen yang larut ke dalam aluminium cair. Karena batas kelarutan
turun pada waktu pendinginan maka gas hidrogen keluar dari larutan dan karena
proses pembekuan yang cepat menyebabkan gas ini terperangkap dan membentuk
gelembuing halus seperti pada gambar dibawah. Usaha yang paling baik untuk
menghindarinya adalah menghilangkan sumber hidrogen baik yang berbentuk
zat-zat organik seperti minyak maupun yang berbentuk uap.
Gambar 2.24 Terjadinya Lubang Halus dalam Pengelasan Aluminium
44 2.4.4 Pengaruh Panas Pengelasan
Panas pengelasan pada paduan aluminium akan menyebabkan terjadinya
pencairan sebagian, rekristalisasi, peralutan padat atau pengendapan, tergantung
pada tingginya suhu pada daerah las. Karena perubahan struktur ini biasanya
terjadi penurunan kekuatan dan ketahanan korosi dan kadang-kadang daerah las
menjadi getas, Struktur mikro daerah HAZ dari paduan yang dapat
diperlaku-panaskan ditunjukkan pada gambar dibawah
Gambar 2.25 Struktur Mikro Daerah Las dari Paduan Aluminium yang dapat
diperlaku-panaskan (Wiryosumarto, 2004)
Pada paduan yang dapat dikeras-endapkan, akan terjadi butir-butir
endapan yang kasar sehingga pada daerah ini terjadi penurunan kekuatan dan
ketahanan korosi yang paling besar. Dari uraian di atas dapat disimpulkan bahwa
45
Mulai Pembentukan kampuh
Sudut 45° Sudut 50°
Pola Pengelasan Zig-zag
Pengelasa n Pola C
Pengelasa n Pola C
Pola Pengelasan Zig-zag
Arus 110 A
Pembuatan Material
Melakukan Pengujian
Analisa Data
Hasil Pembahasan