COMPATIBILIZED
POLIETILEN
NIKEN AYU PERMATASARI
SEKOLAH PASCASARJANA
INSTITUT PERTANIAN BOGOR
PERNYATAAN MENGENAI TESIS
DAN SUMBER INFORMASI
Dengan ini, saya menyatakan bahwa tesis yang berjudul Produksi Plastik Komposit dari Campuran Tapioka-Onggok Termoplastis dengan Compatibilized
Polietilen adalah karya saya sendiri dengan arahan Komisi Pembimbing dan belum diajukan dalam bentuk apapun kepada perguruan tinggi manapun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir tesis ini.
Bogor, November 2010
NIKEN AYU PERMATASARI
.
Production of Composite Plastics from Thermoplastic Tapioca-Casava Bagasse and Compatibilized Polyethylene Blends. Under direction of TITI CANDRA SUNARTI and INDAH YULIASIH.One of alternative solution for plastic disposal problem is by developing biodegradable plastic. The typical drawbacks of starch-based plastic is inferior of its physico-mechanical properties. In order to improve the physico-mechanical properties and compatibility of blending system, tapioca-casava bagasse was modified into thermoplastic tapioca-casava bagasse blends while polyethylene was compatibilized by addition maleic anhydride. The aim of this research was to produce composite plastic from thermoplastic tapioca-casava bagasse blends and compatibilized polyethylene (compt-HDPE, compt-LDPE and compt-LLDPE). This research investigated the effect of fiber content in formulating the tapioca-casava bagasse blends, as 5, 10, 15 and 20%; glycerol (as plasticizer) concentration, as 30, 35 and 40% to the mechanical, thermal, biodegradability and surface morphological properties of composite plastics. The result showed that fiber contents in blends tapioca-casava bagasse up to 15% can improve physico-mechanical properties (tensile stress at yield, tensile stress at break and thermal properties) but addition of glycerol more than 30% can decrease mechanical composite plastic properties especially for HDPE. Introduction of thermoplastic tapioca-casava bagasse in polyethylene composite plastic generally can decrease physico-mechanical properties plastic. Synthetic polymer that suitable with thermoplastic blends tapioca-casava bagasse was compt-HDPE. The best result gained from 40% thermoplastic blends with HDPE, 15% of fiber and 30% of glycerol contents. Biodegradability test showed that composite plastic can be degraded, but only natural component such as starch and fiber was degraded.
RINGKASAN
NIKEN AYU PERMATASARI. Produksi Plastik Komposit dari Campuran Tapioka-Onggok Termoplastis dengan Compatibilized Polietilen. Dibimbing oleh TITI CANDRA SUNARTI dan INDAH YULIASIH.
Tapioka dan onggok merupakan salah satu polimer alami yang cukup potensial di Indonesia. Aplikasi tapioka dan onggok sebagai bahan baku industri bioplastik sangat terbatas. Sifat fisik tapioka dan onggok, seperti ukuran partikel sangat menentukan sifat pembentukan filmnya. Ukuran partikel tapioka dan onggok yang jauh lebih besar dibandingkan dengan partikel plastik sintetik, menyebabkan sifat film hasil campurannya menunjukkan tidak terjadinya kopolimerisasi diantara keduanya, melainkan campuran bahan alami yang terperangkap dalam matrik plastik sintetik. Struktur yang demikian ini menyebabkan sifat fisik mekaniknya tidak optimal. Selain itu campuran polimer alami dan polimer sintetik memiliki kekurangan yaitu rendahnya kompatibilitas antar monomer penyusun, oleh karena itu dibutuhkan compatibilizer. Termoplastisasi tapioka dan onggok diharapkan dapat memperbaiki karakteristiknya, sehingga pemanfaatannya sebagai bahan plastik komposit lebih optimal.
Penelitian ini mengkaji pengaruh penambahan serat dan konsentrasi gliserol dalam campuran tapioka-onggok termoplastis terhadap karakteristik plastik komposit polietilen untuk mendapatkan plastik dengan sifat fisik mekanik dan sifat biodegradasi yang baik.
Penelitian ini dilakukan dalam 4 tahap. Tahap pertama dilakukan persiapan bahan baku yang terdiri dari persiapan tapioka dan onggok (pengeringan dan pengecilan ukuran sampai 200 mesh) serta kompatibilisasi resin polietilen (modifikasi Shujun et al., 2005). Hasil karakterisasi tapioka dan onggok menunjukkan bahwa tapioka dan onggok yang digunakan pada penelitian ini menunjukkan karakteristik yang sesuai sebagai bahan baku pembuatan campuran tapioka-onggok termoplastis, dan berpengaruh dalam proses pencampuran dengan polimer sintetik yaitu kadar air, kadar serat, kadar pati serta tingkat kehalusan produk tepung.
Tahap kedua adalah pembuatan campuran tapioka-onggok termoplastis berdasarkan metode modifikasi Zhang et al., (2007). Proses pembuatan campuran tapioka-onggok dilakukan dengan perlakuan formulasi kadar serat 5, 10, 15 dan 20%. Konsentrasi gliserol yang ditambahkan 30, 35 dan 40% (basis kering) untuk masing-masing formulasi kadar serat. Penambahan air dilakukan sampai kadar air campuran tapioka-onggok mencapai 25%. Campuran tapioka-onggok diperam selama 8 hari dan dilakukan analisa kadar air setelah pemeraman serta bentuk dan ukuran granula pati dan serat secara mikroskopik. Hasil pengujian setelah pemeramanmenunjukkan bahwa granula pati tetap utuh dan tidak kehilangan sifat
tapioka-onggok termoplastis dan compatibilized polietilen dengan memodifikasi metode Huneault dan Li (2007). Kajian pencampuran tapioka-onggok termoplastis dan compatibilized polietilen dilakukan dengan perbandingan 40:60. Polimer sintetik yang digunakan merupakan berbagai jenis resin polietilen yaitu HDPE, LDPE dan LLDPE.
Tahap keempat adalah karakterisasi plastik komposit meliputi sifat mekanik, termal, biodegradabilitas dan morfologi permukaan. Pengujian sifat mekanik menunjukkan bahwa peningkatan kadar serat sampai 15% dapat meningkatkan nilai tensile stress at yield dan tensile stress at break. Penambahan konsentrasi gliserol lebih dari 30% menyebabkan penurunan nilai tensile stress at yield dan tensile stress at break khususnya plastik komposit HDPE. Peningkatan
kadar serat dalam campuran dapat meningkatkan nilai Tg, Tm dan ∆H plastik
komposit. Hasil pengujian sifat termal menunjukkan suhu transisi gelas (Tg) 97,57 – 100,14oC, titik leleh (Tm) 121,91 – 130,04oC dan ∆H sebesar 1,78 – 107,28J/g.
Hasil pengujian biodegradabilitas secara kualitatif menunjukkan bahwa plastik komposit dengan komponen pati yang lebih dominan lebih mudah terdegradasi dan dapat ditumbuhi kapang Penicillium sp. dan Aspergillus niger
mencapai 85-100%. Jenis resin LLDPE lebih mudah terdegradasi dibandingkan resin HDPE dan LDPE karena memiliki struktur yang lebih rapuh dibandingkan resin HDPE dan LDPE. Hal ini didukung hasil pengujian biodegradabilitas melalui uji enzimatis dengan α-amilase dan selulase, yang menunjukkan bahwa persentase bagian yang terdegradasi dari plastik komposit LLDPE dengan dengan komponen pati yang dominan berkisar antara 14,55 - 48,03% dari bobot plastik awal.
Pengujian morfologi permukaan plastik memperlihatkan bahwa bentuk alami granula tapioka tidak tampak dan hal ini mengindikasikan bahwa telah terbentuk campuran tapioka-onggok termoplastis dengan sempurna. Munculnya lubang-lubang dan permukaan yang cenderung kasar pada permukaan plastik komposit setelah reaksi enzimatis menunjukkan adanya pati dan serat yang terhidrolisis oleh enzim α-amilase dan selulase yang ditambahkan.
Plastik komposit dari pencampuran 40% tapioka-onggok termoplastis dan
compatibilized HDPE dengan kadar serat 15% dan konsentrasi gliserol 30% merupakan perlakuan terbaik yang mampu menghasilkan plastik komposit dengan sifat mekanik, termal, biodegradabilitas dan morfologi permukaan yang baik.
@ Hak Cipta milik Institut Pertanian Bogor, tahun 2010 Hak Cipta dilindungi Undang-undang
1. Dilarang mengutip sebagian atau seluruh karya tulis ini tanpa mencantumkan atau menyebutkan sumber
a. Pengutipan hanya untuk kepentingan pendidikan, penelitian, penulisan karya ilmiah, penyusunan laporan, penulisan kritik atau tinjauan suatu masalah
b. Pengutipan tidak merugikan kepentingan yang wajar Institut Pertanian Bogor
COMPATIBILIZED
POLIETILEN
NIKEN AYU PERMATASARI
Tesis
sebagai salah satu syarat untuk memperoleh gelar Magister Sains pada
Program Studi Teknologi Industri Pertanian
SEKOLAH PASCASARJANA
INSTITUT PERTANIAN BOGOR
Termoplastis dengan Compatibilized Polietilen
Nama : Niken Ayu Permatasari NIM : F351080131
Disetujui
Komisi Pembimbing
Dr. Ir. Titi Candra Sunarti, M.Si Dr. Indah Yuliasih, S.TP, M.Si
Ketua Anggota
Diketahui
Ketua Program Studi Dekan Sekolah Pascasarjana Teknologi Industri Pertanian
Dr. Ir. Machfud, MS Prof. Dr. Ir. Khairil A. Notodiputro, M.S
PRAKATA
Alhamdulillah, Puji syukur penulis haturkan hanya pada Allah SWT, karena atas rahmat dan hidayahNya dapat menyelesaikan tesis ini dengan judul
“Produksi Plastik Komposit dari Campuran Tapioka-Onggok Termoplastis dengan
Compatibilized Polietilen”.
Penulisan tesis ini dilakukan sabagai salah satu syarat untuk memperoleh gelar Magister Sains pada program Studi Teknologi Industri Pertanian, Fakultas Teknologi Pertanian Institut Pertanian Bogor.
Dalam penyusunan tesis ini, penulis mendapatkan bimbingan dan arahan dari berbagai pihak. Ucapan terima kasih dan penghargaan yang setinggi-tingginya penulis sampaikan kepada Ibu Dr. Ir. Titi Candra Sunarti, M.Si dan Ibu Dr. Indah Yuliasih, S.TP, M.Si selaku pembimbing, serta bapak Dr. Ir. Sapta Rahardja, DEA yang telah banyak memberikan saran dan masukan. Rucitra Widyasari, S.TP, M.Si selaku rekan sebimbingan, teman-teman pascasarjana TIP 2008, keluarga besar di Laboratorium Polimer Pertamina Jakarta dan di Laboratorium Teknologi Industri Pertanian IPB. Tak lupa, penulis sangat berterima kasih kepada Papa, Mama, Nita dan seluruh keluarga yang telah mengiringi dengan kekuatan doa dan ketulusan cinta.
Penulis menyadari sepenuhnya bahwa tesis ini masih jauh dari sempurna. Oleh karena itu dengan segala ketulusan dan kerendahan hati, saran, kritik dan masukan yang konstruktif sangat diharapkan untuk perbaikan dan penyempurnaan dimasa mendatang. Semoga karya tulis ini dapat bermanfaat.
DAFTAR ISI
Halaman
DAFTAR TABEL ... iii
DAFTAR GAMBAR ... iv
DAFTAR LAMPIRAN ... vi
PENDAHULUAN ... 1
Latar Belakang ... 1
Tujuan Penelitian ... 4
TINJAUAN PUSTAKA ... 5
Tapioka dan Onggok ... 5
Plastik Berbasis Pati (Starch Based Plastic) ... 7
Polietilen (PE) ... 13
Compatibilizer ... 17
Sifat Mekanik dan Kemampuan Biodegradasi Plastik ... 19
METODE PENELITIAN ... 24
Kerangka Pemikiran ... 24
Bahan dan Alat ... 25
Tempat dan Waktu Penelitian ... 25
Tahapan Penelitian ... 26
Rancangan Percobaan ... 30
HASIL DAN PEMBAHASAN ... 32
Karakterisasi Tapioka dan Onggok ... 32
Mutu Tapioka dan Onggok ... 32
Sifat Fisiko Kimia Tapioka dan Onggok ... 35
Campuran Tapioka-Onggok Termoplastis ... 38
Compatibilized Polietilen ... 48
Plastik Komposit dengan Campuran Tapioka-Onggok Termoplastis dan Compatibilized Polietilen ... 51
ii
Halaman
Sifat Mekanik Plastik Komposit ... 55
Sifat Termal Plastik Komposit ... 62
Sifat Biodegradabilitas Plastik Komposit ... 66
Pengujian Biodegradabilitas Secara Kualitatif ... 67
Pengujian Biodegradabilitas Secara Kuantitatif ... 71
Sifat Morfologi Permukaan Plastik Komposit ... 73
Potensi Aplikasi Dalam Industri ... 77
KESIMPULAN DAN SARAN ... 79
Kesimpulan ... 79
Saran ... 79
DAFTAR PUSTAKA ... 80
DAFTAR TABEL
Halaman
1. Komposisi kimia tapioka ... .. 5
2. Komposisi kimia onggok ...6
3. Karakteristik gliserol ... ..12
4. Perbandingan Sifat LLDPE, LDPE, MDPE dan HDPE ... ..15
5. Sifat mekanis campuran pati-LDPE/HDPE dengan maleat anhidrida ... ..18
6. Sifat dasar maleat anhidrida ... ..19
7. Karakteristik bahan polimer berdasarkan sifat mekanik ... ..22
8. Karakteristik mutu tapioka ... ..32
9. Sifat fisiko kimia tapioka dan onggok ... ..35
10. Hasil analisis kadar air campuran tapioka-onggok termoplastis setelah proses pemeraman selama 8 hari ... ..40
11. Hasil analisis sifat termal plastik komposit ... ..63
iv
DAFTAR GAMBAR
Halaman
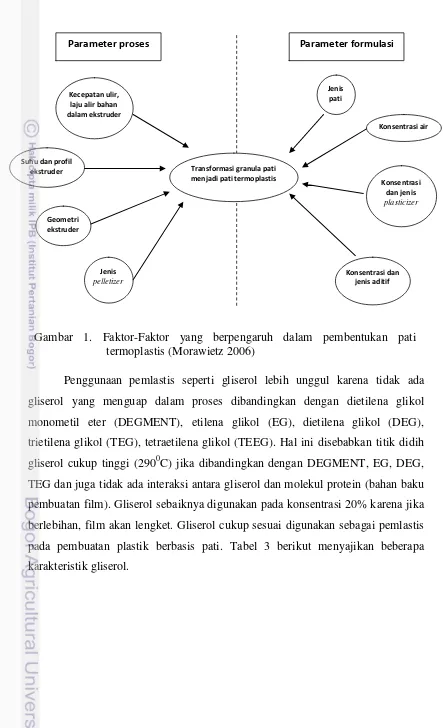
1. Faktor-Faktor yang berpengaruh dalam pembentukan pati termoplastis.. 11
2. Struktur molekul gliserol ……….. 12
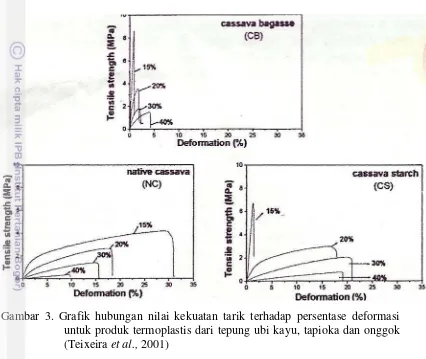
3. Grafik hubungan nilai kekuatan tarik terhadap persentase deformasi untuk produk termoplastis dari tepung ubi kayu, tapioka dan onggok … 13 4. Reaksi polimerisasi etilen ………... 14
5. (a) Pellet LLDPE komersil dan contoh aplikasi produk LLDPE (b) Pellet HDPE komersil dan contoh aplikasi produk HDPE (a) Pellet LDPE komersil dan contoh aplikasi produk LDPE ………... 15
6. Struktur molekul maleat …... 19
7. Kurva tegangan regangan... 20
8. Sifat polimer berdasarkan nilai tegangan dan regangan ... 21
9. Kerangka Pemikiran ... 24
10. Diagram alir pengkondisian awal onggok dan tapioka …...…... 26
11. Diagram alir pembuatan Compatibilized PE ... 27
12. Diagram alir proses pembuatan campuran tapioka-onggok termoplastis 28 13. Diagram alir proses pembuatan plastik dengan campuran tapioka-onggok termoplastis dan Compatibilized. PE ………... 29
14. Bentuk dan ukuran (a) granula tapioka (b) serat pada onggok (perbesaran 200 kali)………. 36
15. Pengaruh kadar air dan tingkat destrukturisasi pada pati termoplastis .... 38
16. Bentuk granula pati campuran tapioka-onggok setelah proses pemeraman selama 8 hari dengan perbesaran 200 kali ... 41
Halaman
18. Bentuk granula pati campuran tapioka-onggok termoplastis dengan perbesaran 200 kali ... 44
19. Pengaruh kadar serat dan konsentrasi gliserol terhadap sifat fisik lembaran campuran tapioka-onggok termoplastis ……… 47
20. Bentuk compatibilized polietilen ……….. 49
21. Pengaruh kadar serat dan konsentrasi gliserol terhadap nilai torque selama proses pencampuran campuran tapioka-onggok termoplastis dan
compt-PE untuk masing-masing jenis resin PE ... 51
22. Plastik komposit hasil pencampuran tapioka-onggok termoplastis dan
compt-PE ……….. 54
23. Grafik tensile stress at yieldplastik komposit ………... 57
24. Grafik nilai elongasi (elongation at yield) plastik komposit ………….... 58
25. Grafik tensile stress at breakplastik komposit ……… 59
27. Termogram DSC plastik komposit ; Tg (glass transition) dan Tm
(melting temperature) ………... 65
28. Hasil biodegradabilitas pada kontrol ……… 68
29. Morfologi permukaan plastik komposit HDPE pengamatan dengan SEM pada perbesaran 200X ...………... 74
30. Morfologi permukaan plastik komposit LDPE pengamatan dengan SEM pada perbesaran 200X ... 75
31. Morfologi permukaan plastik komposit LLDPE pengamatan dengan SEM pada perbesaran 200X ... 76
vi
DAFTAR LAMPIRAN
Halaman
1. Prosedur Analisa Karakterisasi Bahan Baku ……... 86
2. Prosedur Analisa Karakterisasi Campuran Tapioka-Onggok Termoplastis dan Plastik Komposit ……….. 91
3. Hasil analisis kadar air campuran tapioka-onggok setelah proses pemeraman 8 hari serta analisis sidik ragam ... 94
4. Bentuk granula pati campuran tapioka-onggok termoplastis dengan perbesaran 200 kali ... 95
5. Pengaruh kadar serat dan konsentrasi gliserol terhadap sifat fisik lembaran campuran tapioka-onggok termoplastis ……….... 98
6. Pengaruh kadar serat dan konsentrasi gliserol terhadap nilai torque selama proses pencampuran campuran tapioka-onggok termoplastis dan
compt-PE untuk masing-masing jenis resin Polietilen ... 99
7. Hasil pengujian kuat tarik dan elongasi serta analisis sidik ragam plastik komposit ... 102
8. Kontrol positif pengujian biodegradabilitas secara
kualitatif...………... 120
9. Plastik komposit hasil pengujian biodegradabilitas secara kualitatif…… 122
Latar Belakang
Secara umum perkembangan industri plastik sintetik telah memberikan banyak keuntungan bagi kehidupan manusia. Sebagian besar peralatan yang digunakan oleh manusia dalam kehidupan sehari-hari merupakan produk plastik sintetik, dari mulai plastik kemasan, peralatan listrik, sepatu, sampai badan kendaraan bermotor sebagian besar terbuat dari bahan plastik.
Dampak negatif kemudian muncul pada saat produk tersebut sudah tidak terpakai lagi dan kemudian dibuang begitu saja ke lingkungan. Penguraian produk polimer tersebut memerlukan waktu yang sangat lama oleh mikroba alami di tanah menjadi molekul yang lebih sederhana. Degradasi plastik pada suhu tinggi misalnya dengan proses pirolisis (pembakaran) menyebabkan terjadinya pencemaran gas beracun di lingkungan. Limbah plastik ini lambat laun menjadi masalah yang membutuhkan perhatian khusus untuk dicari jalan keluarnya.
Saat ini bahan baku yang lebih ramah lingkungan mulai banyak dikembangkan untuk mengurangi masalah pencemaran yang disebabkan oleh plastik. Polimer alami dapat menggantikan kegunaan polimer sintetik dengan beberapa modifikasi kimia maupun fisik untuk memperbaiki sifat-sifatnya dan lebih dapat didegradasi bila dibuang ke lingkungan. Keuntungan lain dari bahan baku alami ini selain lebih mudah terurai di lingkungan adalah sifatnya yang merupakan sumber daya alam yang dapat terbarukan, sehingga keberadaannya di alam dapat terus dilestarikan.
Plastik biodegradable adalah plastik yang dapat digunakan seperti plastik konvensional, namun dapat terurai oleh aktivitas mikroorganisme setelah masa pakainya habis dan dibuang ke lingkungan. Beberapa contoh plastik
2
Penggunaan polisakarida dalam plastik akan sangat baik, karena tidak hanya mengurangi ketergantungan pada petrokimia yang digunakan sebagai bahan baku polimer, tetapi juga karena bagian polisakarida dapat didegradasi secara biologis, sehingga produk jadi dari bahan tersebut akan mudah dihancurkan oleh lingkungan.
Ubi kayu segar dapat diolah menjadi bentuk tepung ubi kayu melalui proses penepungan dan menjadi bentuk pati (tapioka) melalui proses ekstraksi. Di sisi lain limbah padat industri tapioka yang disebut onggok pemanfaatannya belum optimal. Onggok merupakan limbah padat industri tapioka yang berupa ampas hasil ekstraksi dari pengolahan tepung tapioka. Pemanfaatan onggok sebagai limbah padat belum optimal padahal jumlahnya cukup banyak. Oleh karena itu diperlukan usaha untuk memanfaatkan onggok dengan mengolahnya kembali menjadi suatu produk, sehingga pencemaran lingkungan dapat berkurang dan nilai guna onggok dapat meningkat.
Pemilihan campuran tapioka-onggok sebagai bahan dasar pembuatan produk biodegradable polimer disebabkan kandungan pati dalam campuran tapioka-onggok yang cukup besar. Komponen pati merupakan polimer alam yang mempunyai sifat membentuk gel sehingga dengan memanfaatkan sifat pati yang mudah mengalami proses gelatinisasi maka proses pembuatan biodegradable
polimer dapat dilakukan.
Molekul pada polimer sintetis pada dasarnya mengandung sesuatu yang dapat diuraikan oleh mikroorganisme (secara biologi), namun proses penguraian atau degradasi molekul tersebut memakan waktu yang cukup lama. Campuran polimer sintetis dan polimer alam, dimaksudkan untuk menambah komponen yang dapat terdegradasi oleh mikroba. Selain itu, proses pencampuran ini dimaksudkan agar produk yang dihasilkan memiliki sifat fisik dan mekanis yang lebih kuat.
tarik yang lebih tinggi dan persentase deformasi yang lebih rendah (< 5%) dibandingkan dengan produk termoplastis lainnya (dari tepung ubi kayu dan tapioka), sedangkan tepung ubi kayu memiliki nilai kekuatan tarik yang hampir sama dengan tapioka. Peningkatan persentase deformasi produk termoplastis dari onggok dan tapioka sejalan dengan peningkatan konsentrasi gliserol, sedangkan untuk produk termoplastis dari tepung ubi kayu, persentase deformasinya menurun.
Berdasarkan penjelasan diatas, penggunaan onggok cukup potensial untuk memperbaiki sifat produk termoplastis yang dihasilkan dari bahan berpati. Oleh karena itu dalam penelitian ini tapioka dimodifikasi dengan persentase jumlah serat tertentu melalui penambahan onggok dalam campuran.
Aplikasi bahan alami, seperti campuran tapioka-onggok sebagai bahan baku industri plastik komposit sangat terbatas. Sifat fisik campuran tapioka-onggok seperti ukuran partikel sangat besar menentukan sifat pembentukan filmnya. Ukuran partikel campuran tapioka-onggok yang jauh lebih besar dibandingkan dengan partikel plastik sintetik, menyebabkan sifat film hasil campurannya menunjukkan tidak terjadinya kopolimerisasi diantara keduanya, melainkan campuran bahan alami yang terperangkap dalam matrik plastik sintetik. Struktur yang demikian ini menyebabkan sifat fisik mekaniknya tidak optimal.
Dalam perkembangannya, pembuatan plastik dari bahan campuran tapioka-onggok termoplastis dan plastik sintetik memiliki kekurangan yakni kurangnya kompatibilitas antar bahan penyusun. Untuk meningkatkan kompatibilitas campuran tapioka-onggok termoplastis dengan resin PE perlu ditambahkan compatibilizer sehingga campuran tapioka-onggok dan resin PE dapat bercampur sempurna. Resin PE yang telah mengalami kompatibilisasi dengan penambahan compatibilizer disebut dengan compatibilized polietilen.
4
menghasilkan biodegradable plastic dengan karakteristik yang baik, khususnya pada sifat mekanik, thermal, biodegradabilitas dan morfologi.
Tujuan Penelitian
Tujuan umum penelitian ini adalah mendapatkan plastik komposit dengan bahan baku campuran tapioka-onggok yang dimodifikasi dengan resin plastik sintetik.
Tujuan khusus dari penelitian ini adalah :
1. Mengetahui pengaruh persentase serat dan konsentrasi gliserol pada produk campuran tapioka-onggok termoplastis.
2. Mendapatkan persentase serat, konsentrasi gliserol dan jenis resin PE yang tepat dalam pembuatan plastik komposit.
Tapioka dan Onggok
Tapioka merupakan hasil ekstraksi pati ubi kayu (Manihot esculenta) yang mengalami pencucian sempurna dan dilanjutkan dengan pengeringan. Pati merupakan komponen utama yang menyusun tapioka. Pati terdiri dari dua fraksi yang dapat dipisahkan dengan menggunakan air panas. Amilosa mempunyai struktur lurus dengan ikatan α-(1,4)-D-glukosa, sedangkan amilopektin mempunyai cabang pada rantai lurus dengan ikatan α-(1,6)-D-glukosa dengan banyak cabang 4-5% dari berat total. Komposisi kimia tapioka dapat dilihat pada Tabel 1.
Tabel 1. Komposisi kimia tapioka Komposisi Jumlah Serat (%)
Air (%)
Karbohidrat (%) Protein (%) Lemak (%)
0,5 15 85 0,5-0,7
0,2
Sumber : Grace (1997)
Tapioka merupakan granula berwarna putih dengan ukuran diameter yang bervariasi dari 5-35 μm dan rata-rata 17 μm. Granula ini sering berbentuk mangkuk (cup) dan sangat kompak, tetapi selama pengolahan granula tersebut akan pecah menjadi komponen-komponen yang tidak teratur bentuknya. Granula tapioka sudah terpecah sempurna dibawah suhu 800C. Tapioka tergelatinisasi pada suhu 69-700C. Nilai pH suspensi tapioka sekitar 4,5-6,5 (Brautlecht, 1993).
6
ekstraksi, penyaringan dan penghalusan, pemurnian dan penghilangan air. Sedangkan pengolahan penyelesaian meliputi pengeringan, pengayakan, pengepakan, penimbangan dan penyimpanan.
Di dalam proses ekstraksi pati selain diperoleh produk tapioka juga dihasilkan limbah berupa limbah padat dan limbah cair. Limbah padat berupa kulit umbi, potongan ubi kayu dan ampas yang sebagian besar berisi selulosa. Sedangkan limbah cair terdiri atas air dan berbagai zat yang tersuspensi dan terlarut (Tsujimura et al., 1979). Limbah padat yang berupa ampas biasanya digunakan untuk makanan ternak atau diolah menjadi tepung asia yang selanjutnya dapat digunakan untuk berbagai keperluan.
Menurut Satiawiharja (1982), pada proses pembuatan tapioka diperoleh limbah berserat (ampas) sebanyak kurang lebih 20% dari berat basah ubi kayu. Setiap 100 kg ubi kayu tanpa kulit yang diolah secara sederhana akan menghasilkan tapioka kasar sekitar 23-35 kg dan 5-10 kg onggok kering.
Komponen utama yang terdapat dalam onggok adalah serat kasar dan pati yang tidak berhasil dipisahkan sewaktu pembuatan tapioka. Komposisi kimia onggok beragam tergantung pada mutu bahan baku, efisiensi proses ekstraksi pati dan penanganan onggok itu sendiri (Tjiptadi, 1985). Komposisi kimia onggok dapat dilihat pada Tabel 2.
Tabel 2. Komposisi kimia onggok Komponen (g/100 g) Jumlah Pati
Protein Lemak Serat kasar Abu Air
60,60 0,80 0,25 21,92
Komposisi kimia onggok sangat tergantung pada varietas dan mutu ubi kayu yang diolah menjadi tapioka, efisiensi proses ekstraksi tapioka dan penanganan onggok.
Plastik Berbasis Pati (Starch-Based Plastic)
Plastik berbasis pati didefinisikan sebagai plastik berbahan baku pati dengan penggunaan berkisar 10-90%, yang dapat berasal dari sumber pati-patian seperti jagung, gandum dan kentang. Dalam pembuatan plastik berbasis pati sering dicampur dengan jenis polimer lain seperti poliester alifatik dan polivinil alkohol untuk meningkatkan performa dan kebutuhan aplikasi produk (Nolan-ITU, 2002). Beberapa kategori polimer berbasis pati diantaranya :
- Produk-produk pati termoplastis (thermoplastic starch) - Campuran pati dengan poliester alifatik sintetik
- Campuran pati dengan poliester PBS/PBSA (polibutilen suksinat/ polibutilen suksinat adipat)
- Campuran pati dengan PVOH (polivinil alkohol)
Vilpoux dan Averous (2006) melaporkan potensi penggunaan pati sebagai bahan baku plastik berkisar 80-95% dari pasar plastik biodegradabel yang ada. Sumber pati yang banyak digunakan antara lain jagung, ubi kayu, gandum, beras dan kentang.
8
Produksi plastik biodegradabel berbasiskan pati dapat dilakukan dengan tiga cara, yaitu :
- Mencampur pati dengan plastik konvensional (polietilen atau polipropilen) dalam jumlah kecil (10-20%)
- Mencampur pati dengan turunan hasil samping minyak bumi seperti polikaprolakton, dalam komposisi yang sama (50%)
- Menggunakan proses ekstrusi untuk mencampur pati dengan bahan-bahan seperti protein kedelai, gliserol, alginat, lignin dan sebagainya sebagai bahan pemlastis (plasticizer) (Flieger et al., 2003).
Referensi lain yang turut mendukung bahwa plastik yang dihasilkan dari campuran pati dan polimer sintetis diungkapkan oleh Latief (2001), dimana kelompok biopolimer yang menjadi bahan dasar dalam pembuatan plastik biodegradabel, yaitu :
1. Campuran biopolimer dengan polimer sintetis.
2. Poliester yang dihasilkan secara bioteknologi atau fermentasi dan dapat terdegradasi secara penuh oleh bakteri, jamur dan alga.
3. Polimer pertanian, diantaranya pati, cellophan, selulosa, khitin dan pullulan. Pati merupakan biopolimer alami dengan komponen utama kelompok glukosa yakni amilosa an amilopektin. Pati memiliki tingkat kristalinitas 15-45%. Pemanfaatan pati dalam pembuatan plastik dikarenakan keunggulan-keunggulan yang dimiliki pati, yakni sifatnya yang dapat diperbarui, penahan yang baik untuk oksigen, ketersediaan yang melimpah, harga murah dan mampu terdegradasi. Pati memiliki stabilitas termal dan minimum interference dengan sifat pencairan yang cukup untuk membentuk produk dengan kualitas yang baik.
Penelitian tentang pati sebagai bahan baku plastik telah dilakukan mulai dari penggunaan granula pati alami, pati termodifikasi dan pati termoplastis untuk ditambahkan baik pada plastik biodegradabel dan plastik non biodegradabel. Hal ini ditujukan untuk meminimasi biaya produksi (Fabunmi et al., 2007).
Komposit atau campuran plastik berbasiskan pati memiliki sifat mekanis yang lemah seperti kekuatan tarik, kekuatan mulur, kekakuan, perpanjangan putus, stabilitas kelembaban yang rendah serta melepaskan molekul pemlastis dalam jumlah kecil dari matriks pati (Zhang et al., 2007). Modifikasi pati, penggunaan compatibilizer dan reinforcement (baik untuk bahan organik dan non-organik) dan perbaikan kondisi proses, diharapkan mampu menjadikan pati sebagai material substitusi plastik konvesional.
Pemanfaatan pati sebagai bahan baku plastik, dapat diproses dalam bentuk pati alami, pati modifikasi maupun pati termoplastis. Pemilihan proses atas pati didasarkan pada bentuk akhir yang ingin dicapai. Hasil penelitian Ishiaku et al.,
(2002) menunjukkan bahwa pati termoplastis lebih sesuai untuk produk yang memiliki sifat elastis, sedangkan pati alami diaplikasikan pada produk-produk yang bersifat plastis. Hal ini mendukung penelitian sebelumnya oleh Averous et al., (2000) dimana pati termoplastis cenderung memiliki rubbery behaviour, sedangkan pati alami lebih bersifat glassy behaviour.
Pati termoplastis dihasilkan melalui pemrosesan pada suhu dan gesekan tinggi sehingga pati bersifat termoplastik dan bisa dicetak. Selama proses termoplastis, air akan masuk dalam pati dan bahan pemlastis akan berperan sangat signifikan. Bahan pemlastis akan membentuk ikatan hidrogen dengan pati, sehingga terjadi reaksi antara gugus hidroksi dan molekul pati yang membuat pati menjadi lebih plastis. Dalam kondisi normal, air yang ditambahkan 10-20% dan secara opsional dapat ditambahkan pelarut dan bahan aditif yang lain. Bahan pemlastis berupa gliserol digunakan pada proses ekstrusi dengan suhu 120oC akan menurunkan transisi gelas pati (Kalambur dan Rizvi, 2006).
10
Namun demikian, memungkinkan terjadinya migrasi bahan pemlastis dan rekristalisasi berlebih akan memberikan sifat rapuh (Huneault dan Li, 2007).
Bahan pemlastis memegang peranan penting dalam pembuatan pati termoplastis. Pemlastis adalah bahan organik dengan bobot molekul rendah yang ditambahkan untuk memperlemah kekuatan dari polimer sekaligus meningkatkan fleksibiltas dan ekstensibilitas polimer (Julianti dan Nurmiah, 2006). Pada umumnya bahan yang bersifat kaku disebabkan karena suhu transisi gelasnya (Tg) diatas suhu ruang dan struktur molekul bahan yang sangat kristalin (Wade, 1991). Efek penambahan pemlastis dapat mengurangi kristalinitas polimer dan menurunkan suhu transisi gelas. Namun demikian adanya bahan pemlastis dapat berpengaruh negatif terhadap sifat mekanis plastik, yakni memberikan sifat soft
dan weak (Kalambur et al., 2006).
Bahan pemlastis memegang peranan penting dalam pembuatan pati termoplastis. Pemlastis adalah bahan organik dengan bobot molekul rendah yang ditambahkan untuk memperlemah kekuatan dari polimer sekaligus meningkatkan fleksibiltas dan ekstensibilitas polimer (Julianti dan Nurmiah, 2006). Pada umumnya bahan yang bersifat kaku disebabkan karena suhu transisi gelasnya (Tg) diatas suhu ruang dan struktur molekul bahan yang sangat kristalin (Wade, 1991). Efek penambahan pemlastis dapat mengurangi kristalinitas polimer dan menurunkan suhu transisi gelas. Namun demikian adanya bahan pemlastis dapat berpengaruh negatif terhadap sifat mekanis plastik, yakni memberikan sifat soft
dan weak (Kalambur et al., 2006).
Faktor yang berpengaruh dalam pemilihan bahan pemlastis diantaranya struktur molekul, polaritas, kualitas produk yang diinginkan, sifat dan biaya. Pertimbangan pemilihan pemlastis yang lain adalah faktor penguapan bahan yang berdampak pada keamanan proses dan stabilitas film selama penguapan.
Penggunaan pemlastis seperti gliserol lebih unggul karena tidak ada gliserol yang menguap dalam proses dibandingkan dengan dietilena glikol monometil eter (DEGMENT), etilena glikol (EG), dietilena glikol (DEG), trietilena glikol (TEG), tetraetilena glikol (TEEG). Hal ini disebabkan titik didih gliserol cukup tinggi (2900C) jika dibandingkan dengan DEGMENT, EG, DEG, TEG dan juga tidak ada interaksi antara gliserol dan molekul protein (bahan baku pembuatan film). Gliserol sebaiknya digunakan pada konsentrasi 20% karena jika berlebihan, film akan lengket. Gliserol cukup sesuai digunakan sebagai pemlastis pada pembuatan plastik berbasis pati. Tabel 3 berikut menyajikan beberapa karakteristik gliserol.
Kecepatan ulir, laju alir bahan dalam ekstruder
Suhu dan profil ekstruder
Geometri ekstruder
Jenis
pelletizer
Jenis pati
Konsentrasi air
Konsentrasi dan jenis
plasticizer
Konsentrasi dan jenis aditif Transformasi granula pati
menjadi pati termoplastis
Parameter proses Parameter formulasi
12
Tabel 3. Karakteristik gliserol Sifat
Rumus Molekul Massa Molar Density Titik Cair Titik Didih Viskositas
C3H5(OH)3
92,09382 g/mol 1,261 g/cm3 180C (64.40F0 2900C (5540F) 1,5 cP
Sumber : Anonim (2010a)
Penelitian penggunaan bahan pemlastis gliserol dalam pembuatan plastik campuran bahan berpati dan polimer sintetis, diantaranya :
- LDPE/LLDPE dicampur dengan pati gandum dengan bahan pemlastis gliserol dan air (Pierre et al., 1997)
- PCL dicampur dengan pati gandum dengan bahan pemlastis gliserol dan air (Averous et al., 2000)
- PCL dicampur dengan pati sagu dengan bahan pemlastis gliserol (Ishiaku et al., 2002)
- LLDPE dicampur dengan pati sagu dengan bahan pemlastis gliserol dan air (Christianti, 2009)
Teixeira et al. (2001) melakukan penelitian pembuatan produk termoplastis dari turunan ubi kayu, yaitu tepung tepung ubi kayu yang mengandung serat sekitar 2.3 % (bb), onggok yang mengandung serat sekitar 16 % (bb), dan tapioka yang mengadung pati 70-80% (bb). Hasil penelitian menunjukkan bahwa produk termoplastis dari onggok memiliki nilai kekuatan tarik yang lebih tinggi dan persentase deformasi yang lebih rendah (< 5%) dibandingkan dengan produk termoplastis lainnya (dari tepung ubi kayu dan tapioka), sedangkan tepung ubi kayu memiliki nilai kekuatan tarik yang hampir
sama dengan tapioka. Peningkatan persentase deformasi produk termoplastis dari onggok dan tapioka sejalan dengan peningkatan konsentrasi gliserol, sedangkan untuk produk termoplastis dari tepung ubi kayu, persentase deformasinya menurun (Gambar 3).
Polietilen (PE)
Perkembangan industri polimer yang begitu pesat telah memberikan berbagai dampak bagi kehidupan manusia. Karet vulkanisasi merupakan awal dari perkembangan industri polimer dunia, ditemukan oleh Charles Goodyear pada tahun 1839. Alexander Parkes menemukan plastik berbahan dasar selulosa pada tahun 1860-an. Bahan baku plastik sintetik pertama kali ditemukan oleh Leo Hendrik Baekeland pada tahun 1907, polimer sintetik ini dikenal dengan nama Bakelite (Anonim, 2009a).
Plastik dibagi menjadi dua klasifikasi utama berdasarkan pertimbangan ekonomis dan kegunaannya, yakni plastik komoditi dan plastik teknik. Plastik Gambar 3. Grafik hubungan nilai kekuatan tarik terhadap persentase deformasi
14
komoditi pada prinsipnya terdiri dari empat jenis polimer yakni polipropilena (PP), polietilena (PE), polivinil klorida (PVC) dan polistirena (PS). Plastik teknik dalam aplikasinya bersaing dengan logam, keramik dan gelas (Stevens, 2007).
PE dibuat melalui polimerisasi gas etilen, yang dapat diperoleh dengan memberi hidrogen gas petroleum pada pemecahan minyak, gas alam atau asetilen. Gambar 4 menunjukkan reaksi polimerisasi etilen.
Gambar 4. Reaksi polimerisasi etilen (Anonim, 2010a)
Proses polimerisasi PE digolongkan dalam tekanan tinggi, medium dan rendah, yang akan menghasilkan tiga jenis produk yang berbeda, yaitu :
- PE massa jenis rendah (LDPE-Low Density Polyethylene) dengan massa jenis 0.910-0.926 g/cm3, dihasilkan melalui proses tekanan tinggi. Paling banyak digunakan sebagai kantong, mudah dikelim dan murah.
- PE massa jenis medium (MDPE-Medium Density Polyethylene) dengan massa jenis 0.926-0.940 g/cm3, lebih kaku dari LDPE dan memiliki suhu leleh lebih tinggi daripada LDPE.
- PE massa jenis tinggi (HDPE-High Density Polyethylene) dengan massa jenis 0.940-0.965 g/cm3, paling kaku diantara ketiganya, tahan terhadap suhu tinggi (1200C) sehingga dapat digunakan untuk pengemasan produk yang harus mengalami sterilisasi. Dihasilkan pada proses dengan suhu dan tekanan rendah. Pada polietilen jenis low density terdapat sedikit cabang pada rantai antara molekulnya yang menyebabkan plastik ini memiliki densitas yang rendah, sedangkan high density mempunyai jumlah rantai cabang yang lebih sedikit dibandingkan dengan jenis low density. Dengan demikian, high density memiliki sifat bahan yang lebih kuat, keras, buram dan lebih tahan terhadap suhu tinggi. Ikatan hidrogen antar molekul juga berperan dalam menentukan titik leleh plastik (Harper, 1975). Berat molekul dan struktur polimer, bercabang atau linier turut berpengaruh terhadap titik leleh. Plastik LDPE dan HDPE memiliki titik leleh yang berbeda selisih ± 250F (Sidney dan Dubois, 1977).
Selain LDPE, MDPE dan HDPE, juga dikenal LLDPE atau Linear Low Density Polyethylene yaitu kopolimer etilen dengan sejumlah kecil butana, heksana atau oktana, sehingga mempunyai cabang pada rantai utama dengan interval (jarak) yang teratur. LLDPE lebih kuat daripada LDPE dengan sifat heat sealing yang juga lebih baik (Julianti dan Nurminah 2006). LLDPE memiliki kekuatan tarik, kekuatan impak dan kuat tusuk yang lebih tinggi dibandingkan LDPE. LLDPE digunakan sebagai bahan kemasan, khususnya film untuk kantong dan dalam bentuk lembaran karena kekerasan, fleksibilitas dan sifatnya yang transparan. Selain itu, digunakan pula sebagai penutup kabel, mainan, kontainer, ember dan pipa.
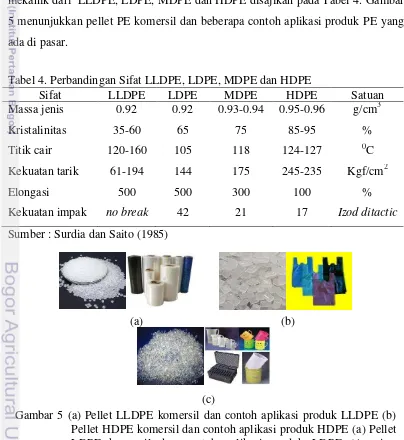
Beberapa sifat dasar seperti massa jenis, kristalinitas, titik leleh dan sifat mekanik dari LLDPE, LDPE, MDPE dan HDPE disajikan pada Tabel 4. Gambar 5 menunjukkan pellet PE komersil dan beberapa contoh aplikasi produk PE yang ada di pasar.
Tabel 4. Perbandingan Sifat LLDPE, LDPE, MDPE dan HDPE
Sifat LLDPE LDPE MDPE HDPE Satuan
Massa jenis 0.92 0.92 0.93-0.94 0.95-0.96 g/cm3
Kristalinitas 35-60 65 75 85-95 %
Titik cair 120-160 105 118 124-127 0C
Kekuatan tarik 61-194 144 175 245-235 Kgf/cm2
Elongasi 500 500 300 100 %
Kekuatan impak no break 42 21 17 Izod ditactic
Sumber : Surdia dan Saito (1985)
(a) (b)
(c)
16
Sifat-sifat PE secara umum dapat disajikan sebagai berikut : - Hubungan dengan massa jenis
Polimerisasi PE yang berbeda akan menghasilkan struktur molekul yang berbeda pula. HDPE memiliki cabang yang sedikit dan merupakan rantai lurus, sehingga massa jenisnya besar, mampu mengkristal dengan baik dan memiliki kristalinitas yang tinggi. Kristalinitas yang baik akan mempunyai gaya antar molekul kuat, sehingga memiliki kekuatan mekanik dan titik lunak yang tinggi.
- Hubungan dengan berat molekul
Material dengan sifat kristalinitas yang sama, karakteristik mekanik dan kemampuan proses yang berbeda. Kondisi ini dipengaruhi oleh berat molekul. Berat molekul kecil akan memiliki sifat mencair lebih baik, namun ketahanan akan zat pelarut dan kekuatannya menurun.
- Sifat-sifat listrik
PE` merupakan senyawa non polar dengan sifat listrik yang baik, sehingga dimanfaatkan sebagai bahan isolasi untuk radar, TV dan berbagai alat komunikasi.
- Sifat-sifat kimia
PE stabil terhadap beberapa sifat kimia kecuali dengan kalida dan oksida kuat. PE larut dalam hidrokarbon aromatik dan larutan hidrokarbon terklorinasi diatas suhu 700C, tetapi tidak ada pelarut yang bisa melarutkan PE secara sempurna pada suhu biasa.
- Permeabilitas gas
PE sangat sukar ditembus air, tetapi mempunyai permeabilitas cukup tinggi terhadap CO2, pelarut organik, parfum dan sebagainya. HDPE bersifat kurang
permeabel dibandingkan LDPE. - Kemampuan olah
Compatibilizer
Pencampuran polimer merupakan pencampuran yang kompatibel dari dua atau lebih polimer, baik campuran homogen atau heterogen dalam skala mikroskopis. Kompatibilitas merupakan tingkat keterpaduan dari sebuah campuran. Compatibilizer merupakan senyawa spesifik yang dapat digunakan untuk memadukan polimer yang tidak kompatibel menjadi campuran yang stabil melalui ikatan intramolekuler (Mehta dan Jain, 2007). Cara lain yang digunakan untuk meningkatkan kompatibilitas adalah dengan meningkatkan perbandingan campuran polimer sehingga menghasilkan fasa kontinyu yang lebih luas (Fayt et al., 1985).
Pati dan polimer hidrokarbon merupakan dua bahan yang tidak dapat bercampur sempurna (immiscible). Proses kompatibilisasi diperlukan untuk campuran pati dan polimer hidrokarbon, khususnya pada pencampuran pati dalam jumlah yang tinggi. Penambahan fase minor lebih dari 20% (b/b) menyebabkan matriks mengalami deformasi menjadi material yang rapuh (Rosa, 2004). Dalam proses ini, gugus fungsi yang sudah ada maupun yang baru terbentuk pada pati dan polimer hidrokarbon akan direaksikan untuk membentuk ikatan kovalen antara kedua bahan tersebut. Reaksi ini dapat terjadi dengan penambahan
compatibilizer dalam jumlah yang sedikit untuk membentuk sifat yang kompatibel dan membentuk matriks yang kamba (Kalambur dan Rizvi, 2006).
Compatibilizer berperan melalui sebuah proses reaktif, misalnya teknik
grafting atau melalui ikatan hidrogen berbasiskan polaritas material.
Compatibilizer juga berfungsi sebagai surfaktan yang mampu menstabilkan campuran air dan minyak dalam satu atau dua komponen utama dalam campuran. Fungsi lain dari compatibilizer dalam campuran polimer adalah memperbaiki adhesivitas antar fasa (Stevens, 2007).
18
polimer B. Kondisi ini diduga akan terjadi penetrasi segmen A terhadap polimer A dan segmen B terhadap polimer B. Setelah stabil akan terbentuk daerah penyebaran yang lebih merata karena adanya penurunan energi permukaan. Selain itu, ikatan permukaan akan semakin kuat dengan membentuk ikatan kovalen pada fase-fase yang terpisah (Mehta dan Jain 2007).
Penggunaan campuran tapioka-onggok termoplastis dan PE sebagai bahan baku plastik berbasis pati membutuhkan compatibilizer untuk menghindari terjadinya tarikan fisik yang lemah pada batas fasa yang akan menyebabkan sifat fisik polimer yang dihasilkan buruk. Compatibilizer yang pernah diaplikasikan untuk campuran pati dan PE adalah Acrylic Acid (AA) dan maleat anhidrat (MA). Penambahan MA banyak diaplikasikan secara luas karena harga yang lebih murah, toksisitias rendah dan kemudahan anhidrida dicangkok pada polimer dengan suhu pencairan normal tanpa homopolimerisasi yang signifikan. Penambahan MA bisa dilakukan pada larutan atau saat kondisi pencairan. Reaksi diawali dengan inisiator seperti benzoyl peroxide (BPO) atau dicumyl peroxide
(DCP). MA-functionalized polymer komersial bisa disintesis dengan penambahan MA secara langsung pada rantai polimer. Reaksi ini umumnya dilakukan pada kondisi pencairan selama ekstrusi. Maleated polymer bisa bereaksi dengan pati melalui penambahan gugus anhidrida bebas. Reaksi anhidrida dengan pati hidroksil membentuk ester yang tidak menghasilkan air selama reaksi (Kalambur dan Rizvi, 2006). Campuran pati LDPE/HDPE dengan compatibilizer MA mampu meningkatkan kekuatan tarik hingga 2 kali lipat, seperti ditunjukkan pada Tabel 5.
Tabel 5. Sifat mekanis campuran pati-LDPE/HDPE dengan maleat anhidrida
Material Kekuatan tarik (MPa) Elongasi (%) Fleksibilitas (MPa) Dengan
Maleat anhidrida memiliki rumus molekul C4H2O3 berbentuk kristal putih.
Tabel 6. Sifat dasar maleat anhidrida Sifat
Rumus molekul C4H2O3
Massa molar 98.06 g/mol
Wujud Kristal putih
Kerapatan 1.314 g/cm3
Titik cair 600C, 333 K, 1400F Titik didih 2020C, 475 K, 3960F Kelarutan dalam air 40 g/100 ml
Penelitian penggunaan compatibilizer dalam pembuatan plastik campuran pati dan polimer sintetis, diantaranya :
- HDPE dicampur dengan tapioka dengan compatibilizer PE-graft-maleat anhidrida (MA) (Sailaja dan Chanda, 2001).
- Campuran LDPE dan tapioka dengan compatibilizer MA dan AA (Huang et al., 2005).
- LDPE dicampur pati jagung dengan compatibilizer maleat anhidrida (Wang et al., 2003 ; Kalambur dan Rizvi, 2006)
- PLA dicampur pati gandum dengan compatibilizer maleat anhidrida dan bahan pemlastis gliserol dan air (Huneault dan Li, 2007).
Sifat Mekanik dan Kemampuan Biodegradasi Plastik
Sifat mekanik didefinisikan sebagai respon sampel terhadap pembebanan dan deformasi. Sifat ini merupakan salah satu sifat yang penting untuk mengetahui kegunaan suatu plastik. Sifat mekanik polimer ditentukan oleh proses polimerisasi, ikatan molekul, kristalinitas, kerapatan, keadaan polimer dan adanya ikatan silang antar molekul (Latief 2001).
20
Sifat mekanik plastik diantaranya tensile strength (kuat tarik), puncture strength (kuat tusuk), elongation (perpanjangan), elongation of break
(perpanjangan putus) dan elastic atau young modulus (elastisitas). Parameter-parameter tersebut dapat menunjukkan indikasi integrasi plastik pada kondisi
stress (tekanan) yang terjadi selama proses pembentukan plastik. Menurut Surdia dan Saito (1985), kuat tarik dan perpanjangan putus merupakan sifat mekanik dasar dari suatu bahan yang berhubungan dengan struktur kimia plastik.
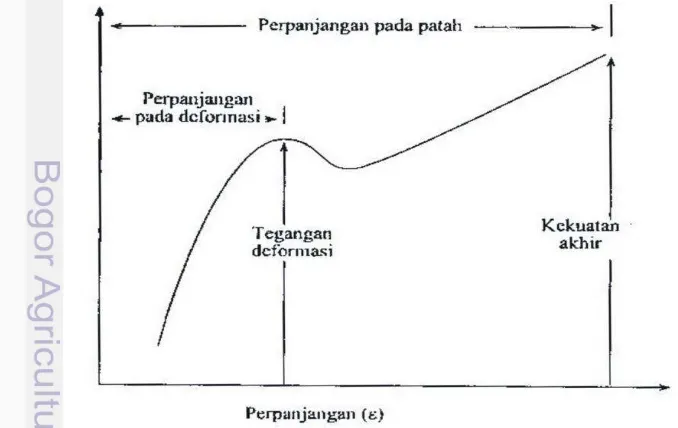
Stevens (2007) menyatakan bahwa kuat tarik merupakan ukuran besarnya beban atau gaya yang dapat ditahan sebelum suatu sampel rusak atau putus. Kuat tarik diukur dengan menarik polimer pada dimensi yang seragam. Tegangan tarik (σ) adalah gaya yang diaplikasikan (F) dibagi dengan luas penampang (A). Persen pemanjangan (elongation, ε), adalah perubahan panjang spesimen akibat gaya yang diberikan. Pengujian kuat tarik akan menghasilkan kurva tegangan–regangan
(stress-strain curve) (Surdia dan Saito 1985).
Kurva tegangan regangan ditunjukkan pada Gambar 7. Dalam sebuah kurva tegangan regangan, pada mulanya elastisitas tinggi sampai mencapai suatu titik hingga plastik mengalami deformasi. Sebelum titik deformasi, plastik akan memiliki sifat perpanjangan yang masih dapat balik, namun setelah pada titik
yield (maksimum) perpanjangan tidak dapat balik (deformasi) hingga pada akhirnya plastik akan patah pada titik break.
Gambar 5. Kurva tegangan regangan (Stevens 2007)
Kuat tarik dipengaruhi oleh bahan pemlastis yang ditambahkan dalam proses pembuatan plastik (Latief 2001). Kekuatan tarik suatu bahan timbul sebagai reaksi dari ikatan polimer antara atom-atom atau ikatan sekunder antara rantai polimer terhadap gaya luar yang diberikan (Vlack 1991). Kuat tarik merupakan kemampuan suatu bahan dalam menahan tekanan yang diberikan saat bahan tersebut berada dalam regangan maksimal. Kekuatan peregangan menggambarkan tekanan maksimal yang dapat diterima oleh bahan atau sampel. Nilai kuat tarik yang diukur merupakan puncak grafik tekanan-regangan (Gontard
et al. 1993).
Pemberian peregangan secara terus menerus akan menekan bahan sehingga terjadi perubahan peregangan. Pada saat tidak mampu lagi menahan gaya tekan, maka akan terjadi cracking, yaitu titik dimana deformasi permanen terjadi. Bahan yang sanggup menahan regangan besar sebelum pecah termasuk sebagai bahan ulet dan liat (Popov 1996).
Berdasarkan kekuatan tekanan dan peregangan, suatu bahan polimer menentukan tipe atau jenis bahan tersebut. Pada Gambar 8 disajikan kurva tegangan-regangan bahan polimer yang dikelompokkan dalam empat tipe, yaitu
hard and brittle, hard and strong, hard and tough, dan soft and tough. Karakteristik mekanik bahan polimer tersebut secara rinci disajikan pada Tabel 7.
Gambar 8. Sifat polimer berdasarkan nilai tegangan dan regangan (Billmeyer, 1971)
Tegangan
R
ega
nga
n
Keras dan rapuh
Keras dan kuat
Keras dan liat
22
Tabel 7. Karakteristik bahan polimer berdasarkan sifat mekanik
Karaketeristik Bahan Polimer
Tipe Bahan Polimer
Keras dan rapuh Keras dan kuat Keras dan liat
Lunak dan liat
Selain sifat mekanik, faktor lain yang harus dipertimbangkan dalam pembuatan plastik adalah kemampuan degradasi. Alasan utama membuat plastik berbahan dasar biopolimer adalah sifat alamiahnya yang dapat hancur atau dapat terdegradasi dengan mudah. Pada umumnya setelah sampah plastik dibuang ke tanah, akan mengalami proses penghancuran alami baik melalui proses fotodegradasi (cahaya matahari, katalisa), degradasi kimiawi (air, oksigen), biodegradasi (bakteri, jamur, alga, enzim) atau degradasi mekanik (angin, abrasi). Proses-proses tersebut dapat berlangsung secara tunggal maupun kombinasi (Latief 2001).
Kemampuan biodegradasi diartikan sebagai laju kehilangan berat (Rohaeti
et al. 2002). Sifat biodegradabilitas dari plastik berbasiskan pati sangat tergantung dari rasio kandungan pati. Semakin besar kandungan pati, maka semakin tinggi tingkat biodegradabilitasnya (Pranamuda 2001). Biodegradasi juga didefinisikan sebagai penurunan sifat-sifat dikarenakan aksi organisme alam seperti bakteri dan fungi yang karena adanya serangan kimia oleh enzim yang dihasilkan oleh organisme sehingga dapat menyebabkan pemutusan rantai polimer. Biodegradasi merupakan strategi yang penting dalam mengatasi pencemaran lingkungan oleh senyawa kimia berbahaya. Proses biodegradasi akan merubah polutan berbahaya menjadi produk yang tidak berbahaya melalui reaksi enzimatik dengan perantara mikroorganisme, terutama bakteri (Djasmasari 2004).
terhadap biodegradabilitas. Bentuk film memiliki tingkat biodegradabilitas yang paling rendah (Pranamuda 2001). Proses terjadinya biodegradasi plastik pada lingkungan alam dimulai dengan tahap degradasi kimia yaitu dengan proses oksidasi molekul, menghasilkan polimer dengan berat molekul yang rendah. Proses berikutnya adalah serangan mikroorganisme dan aktivitas enzim
METODE PENELITIAN
Kerangka Pemikiran
Tapioka dan onggok merupakan polimer alami yang cukup potensial untuk dijadikan bahan baku pembuatan plastik komposit. Adanya pencampuran polimer alami dengan polimer sintetik diharapkan dapat menghasilkan plastik
biodegradable dengan sifat mekanik yang baik dan mempermudah plastik tersebut untuk terdegradasi secara alami setelah masa pakainya habis dan dibuang ke lingkungan. Tapioka sebagai bahan baku pembuatan plastik komposit, akan dimodifikasi dengan memperkaya kandungan seratnya melalui penambahan onggok dan proses termoplastisasi. Penambahan komponen serat dalam tapioka akan meningkatkan sifat mekanik plastik komposit yang dihasilkan. Dengan adanya proses termoplastisasi, campuran tapioka-onggok akan bersifat plastis dan mudah dicetak. Penambahan gliserol sebagai bahan pemlastis dengan jumlah yang cukup besar dalam campuran tapioka-onggok dikarenakan adanya penambahan komponen serat akan memiliki tingkat penyerapan yang berbeda dibanding jika digunakan tapioka saja sebagai bahan baku.
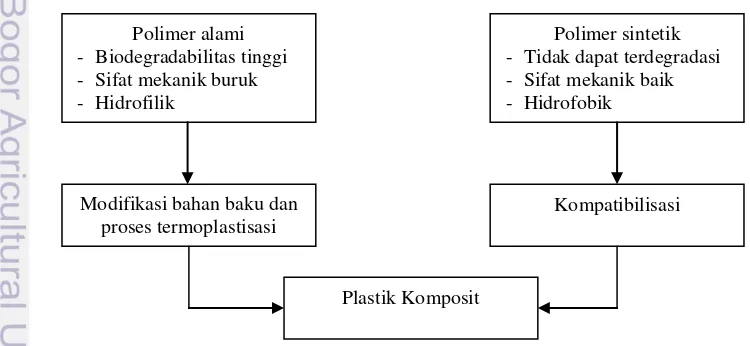
Penambahan compatibilizer pada polimer sintetik akan meningkatkan kompatibilitas campuran yang berbeda polaritas yaitu polimer alami yang bersifat hidrofilik dan polimer sintetik yang bersifat hidrofobik. Penggunaan polimer sintetik dari berbagai jenis resin polietilen digunakan untuk melihat kesesuaian berbagai jenis resin polietilen dengan plastik komposit berbahan baku campuran tapioka-onggok. Dasar pemikiran pada penelitian ini disajikan pada Gambar 9.
Polimer alami
- Biodegradabilitas tinggi
- Sifat mekanik buruk
- Hidrofilik
Polimer sintetik
- Tidak dapat terdegradasi
- Sifat mekanik baik
- Hidrofobik
Modifikasi bahan baku dan proses termoplastisasi
Kompatibilisasi
Plastik Komposit
Bahan dan Alat
Bahan-bahan yang digunakan dalam penelitian ini terdiri dari bahan baku pembuatan bioplastik, yaitu tapioka dan onggok hasil olahan industri tapioka rakyat di Bogor, Linier Low Density Polyethylene (LLDPE), Low Density Polyethylene (LDPE), High Density Polyethylene (HDPE), bahan compatibilizer
maleat anhidrida (MA) serta gliserol dan air (akuades) sebagai bahan pemlastis. Bahan tambahan lain adalah inisiator dikumil peroksida (DCP) yang digunakan pada saat proses penambahan compatibilizer serta bahan-bahan kimia untuk analisa.
Alat utama yang digunakan dalam penelitian ini berupa ekstruder simulator dan rheocord mixer (rheomix) 3000 HAAKE dengan kapasitas sampel 200-250 g. Penambahan compatibilizer dalam LLDPE menggunakan alat ekstruder dua ulir, dengan spesifikasi rasio L/D 26, diameter ulir 30 mm dan kecepatan rotor 150 rpm. Rheomix digunakan pada saat pembuatan serta pencampuran antara tapioka-onggok termoplastis dan resin PE. Pembuatan spesimen untuk uji kuat tarik dan elongasi menggunakan hydraulic heat press.
Berbagai macam alat gelas dan peralatan lain digunakan dalam analisa dan karakterisasi onggok dan tapioka. Analisa pengujian plastik campuran menggunakan alat Scanning Electrone Microscopy (SEM) untuk analisa morfologi permukaan, Differential Scanning Calorimeter (DSC) untuk analisa termal, Universal Testing Machine (UTM) untuk pengujian sifat mekanik dan perangkat pengujian biodegradabilitas secara kualitatif dan kuantitatif.
Tempat dan Waktu Penelitian
26
Tahapan Penelitian
Penelitian dilakukan dalam 4 tahap yaitu 1. Tahap Persiapan Bahan Baku
a. Persiapan tapioka dan onggok
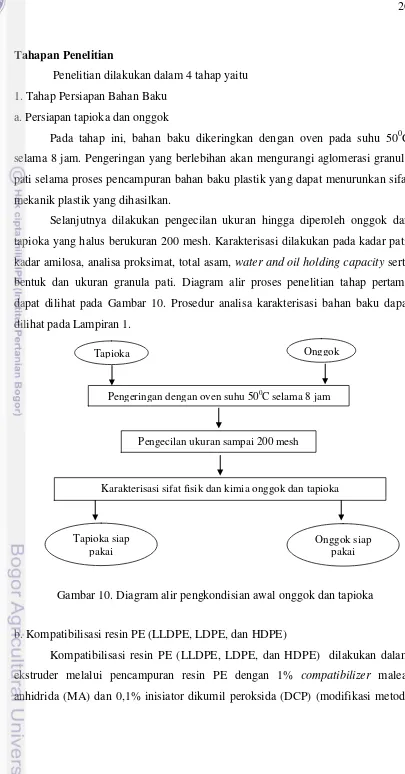
Pada tahap ini, bahan baku dikeringkan dengan oven pada suhu 500C selama 8 jam. Pengeringan yang berlebihan akan mengurangi aglomerasi granula pati selama proses pencampuran bahan baku plastik yang dapat menurunkan sifat mekanik plastik yang dihasilkan.
Selanjutnya dilakukan pengecilan ukuran hingga diperoleh onggok dan tapioka yang halus berukuran 200 mesh. Karakterisasi dilakukan pada kadar pati, kadar amilosa, analisa proksimat, total asam, water and oil holding capacity serta bentuk dan ukuran granula pati. Diagram alir proses penelitian tahap pertama dapat dilihat pada Gambar 10. Prosedur analisa karakterisasi bahan baku dapat dilihat pada Lampiran 1.
b. Kompatibilisasi resin PE (LLDPE, LDPE, dan HDPE)
Kompatibilisasi resin PE (LLDPE, LDPE, dan HDPE) dilakukan dalam ekstruder melalui pencampuran resin PE dengan 1% compatibilizer maleat anhidrida (MA) dan 0,1% inisiator dikumil peroksida (DCP) (modifikasi metode
Gambar 10. Diagram alir pengkondisian awal onggok dan tapioka Pengeringan dengan oven suhu 500C selama 8 jam
Pengecilan ukuran sampai 200 mesh
Karakterisasi sifat fisik dan kimia onggok dan tapioka
Tapioka Onggok
Tapioka siap pakai
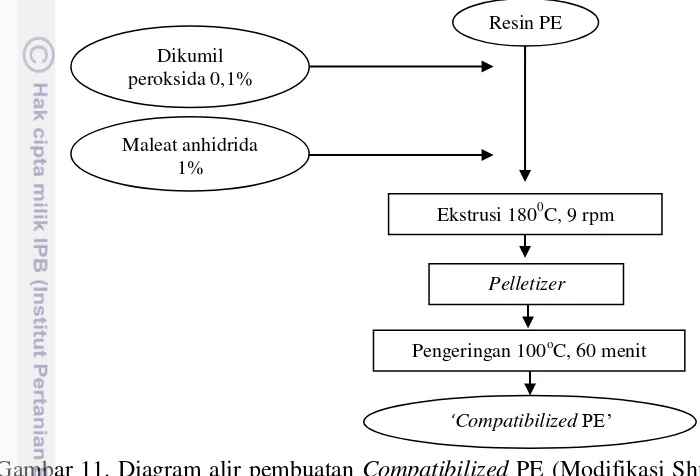
Shujun et al. 2005). Kondisi proses meliputi suhu 180oC, yakni suhu dimana reaksi maleat terjadi dengan kecepatan rotor 9 rpm. Setelah melalui pemrosesan dalam ekstruder, LLDPE yang dihasilkan dibentuk menjadi pellet melalui alat
pelletizer dan dikeringkan pada suhu 100oC selama 60 menit. Proses ini tersaji pada Gambar 11.
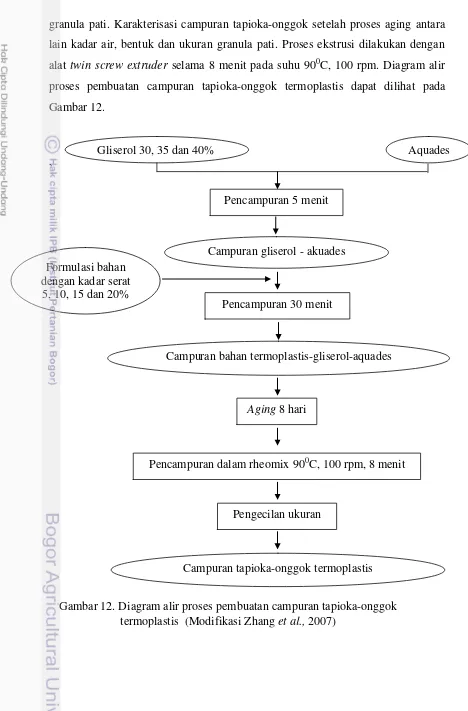
2. Tahap Pembuatan Campuran Tapioka-Onggok Termoplastis
Pada tahap ini dilakukan pembuatan produk termoplastis dengan bahan baku campuran tapioka dan onggok. Kandungan serat dalam bahan campuran dilakukan dengan formulasi kadar serat 5, 10, 15 dan 20 %. Konsentrasi gliserol yang ditambahkan 30, 35 dan 40 % (basis kering) untuk masing-masing formulasi kadar serat. Air yang ditambahkan hingga kadar air campuran tapioka-onggok mencapai 25%.
Proses termoplastisasi campuran tapioka-onggok dilakukan dengan cara mencampurkan fraksi tepung (tapioka dan onggok) dan fraksi cairan (gliserol dan air) (modifikasi metode Zhang et al., 2007). Percampuran pertama dilakukan untuk gliserol dengan air melalui homogenisasi selama 5 menit. Kemudian campuran tapioka-onggok ditambahkan ke dalam campuran gliserol dan air dengan pengadukan selama 30 menit hingga tercampur sempurna. Proses aging
dilakukan selama 8 hari, agar gliserol dan air dapat terserap sempurna dalam
Maleat anhidrida 1% Dikumil peroksida 0,1%
Resin PE
Ekstrusi 1800C, 9 rpm
‘Compatibilized PE’
Pelletizer
Pengeringan 100oC, 60 menit
Gambar 11. Diagram alir pembuatan Compatibilized PE (Modifikasi Shujun
28
granula pati. Karakterisasi campuran tapioka-onggok setelah proses aging antara lain kadar air, bentuk dan ukuran granula pati. Proses ekstrusi dilakukan dengan alat twin screw extruder selama 8 menit pada suhu 900C, 100 rpm. Diagram alir proses pembuatan campuran tapioka-onggok termoplastis dapat dilihat pada Gambar 12.
`
Gambar 12. Diagram alir proses pembuatan campuran tapioka-onggok termoplastis (Modifikasi Zhang et al., 2007)
Formulasi bahan dengan kadar serat
5, 10, 15 dan 20%
Gliserol 30, 35 dan 40% Aquades
Campuran gliserol - akuades
Campuran bahan termoplastis-gliserol-aquades
Campuran tapioka-onggok termoplastis Pencampuran 5 menit
Pencampuran 30 menit
Pencampuran dalam rheomix 900C, 100 rpm, 8 menit
Aging 8 hari
3. Tahap Pembuatan Plastik komposit dengan Campuran Tapioka-Onggok Termoplastis dan Compatibilized PE
Proses pembuatan plastik komposit dilakukan dengan cara mencampurkan tepung ubi kayu termoplastis dan Compt.-PE dengan komposisi 40:60. Proses pencampuran dilakukan dalam ekstruder dengan suhu 2100C, 100 rpm selama 3 menit (modifikasi metode Huneault dan Li 2007). Proses berikutnya dilakukan
cooling pada RH 65% dalam rentang waktu 24 jam. Diagram alir proses pembuatan plastik dengan campuran tapioka dan onggok termoplastis dan compt.- PE disajikan pada Gambar 13.
4. Tahap Karakterisasi Plastik Komposit
Pada tahap ini dilakukan karakterisasi produk plastik komposit yang meliputi sifat termal, mekanik dan morfologi. Sebelum dilakukan pengujian mekanik, plastik yang dihasilkan berupa bongkahan tersebut akan dibuat slab
Pencampuran dalam rheomix
2100C, 100 rpm, 3 menit Produk campuran
tapioka-onggok termoplastis ‘Compatibilized PE’
Plastik komposit Bongkahan Plastik
Pengecilan ukuran
30
(lembaran) dengan teknik hydraulic heat press pada suhu 2100C. Slab tersebut kemudian dipotong untuk mendapatkan specimen dumb bell tipe IV sesuai ASTM D 638 untuk uji kuat tarik dan elongasi. Spesimen plastik selanjutnya dikondisikan dalam ruang dengan suhu 230C dengan kelembaban relatif (RH) 45-50% selama 24 jam untuk kemudian dilakukan pengujian kuat tarik dan elongasi. Karakterisasi produk plastik komposit yang meliputi sifat termal, mekanik, morfologi dan biodegradabilitas. Prosedur analisa karakterisasi campuran tapioka-onggok termoplastis dan plastik komposit dapat dilihat pada Lampiran 2. Analisa yang dilakukan meliputi :
- Analisa Termal (ASTM D 3418) dengan menggunakan DSC (Differential Scanning Calorimeter) untuk mengetahui :
a. Suhu transisi gelas (Glass Transition Temperature, Tg)
b.Titik leleh (Melting Point, Tm)
- Analisa sifat mekanik (ASTM D 638) dengan menggunakan Universal Testing Machine untuk mengetahui :
a.Kuat tarik (tensile strength) b.Elongasi (elongation)
- Pengujian morfologi permukaan plastik komposit dilakukan dengan menggunakan alat Scanning Electrone Microscope (SEM)
- Pengujian biodegradabilitas dilakukan secara kualitatif dan kuantitatif.
Rancangan Percobaan
Rancangan percobaan yang digunakan dalam penelitian ini yaitu rancangan acak kelompok dengan dua perlakuan yaitu kadar serat dalam campuran tapioka-onggok (S) dan konsentrasi gliserol (G). Masing-masing perlakuan dilakukan dalam 2 kali ulangan.
Perlakuan kadar serat dalam campuran tapioka-onggok yaitu : S1 = kadar serat 5%
S2 = kadar serat 10%
S3 = kadar serat 15%
S4 = kadar serat 20%
G1 = konsentrasi gliserol 30%
G2 = konsentrasi gliserol 35%
G3 = konsentrasi gliserol 40%
Model umum rancangan percobaan sebagai berikut: Yijk = μ + Si + Gj + SGij + εijk
Yijk = Nilai pengamatan pada perlakuan kadar serat taraf ke-i dalam
campuran tapioka-onggok dan konsentrasi gliserol taraf ke-j, pada ulangan ke-k
= Rataan umum
Si = Pengaruh perlakuan kadar serat taraf ke-i dalam campuran
tapioka-onggok
Gj = Pengaruh konsentrasi gliserol taraf ke-j
SGij = Interaksi pengaruh perlakuan kadar serat taraf ke-i dalam campuran
tapioka-onggok dan konsentrasi gliserol taraf ke-j
εijk = Galat percobaan
i = Kadar serat dalam campuran tapioka-onggok (i = 5, 10, 15 dan 20%)
j = Konsentrasi gliserol (j = 30, 35 dan 40%) k = Ulangan 1 dan ulangan 2
HASIL DAN PEMBAHASAN
Karakteristik Tapioka dan Onggok
Karakterisasi tapioka dan onggok dilakukan untuk mengetahui kondisi awal tapioka dan onggok sebelum dilakukan proses pencampuran dengan
compatibilized polyethylene (compt-PE). Karakterisasi tapioka dan onggok meliputi analisis mutu dan sifat fisiko kimia.
Mutu Tapioka dan Onggok
Tapioka adalah pati yang diekstrak dari bagian umbi ubi kayu. Pati merupakan bahan cadangan karbohidrat alami dalam bentuk granula. Pati tersusun oleh molekul polisakarida yang linier (amilosa) dan bercabang (amilopektin). Pati merupakan polimer alami yang dapat diperbarui dan harganya relatif murah. Hal inilah yang menyebabkan pati banyak ditambahkan ke dalam polimer sintetik untuk menjadikan polimer tersebut lebih mudah terdegradasi. Adanya perbedaan sifat antara pati dan polimer sintetis memerlukan adanya perlakuan khusus agar kedua bahan tersebut dapat bercampur sempurna.
Di dalam proses ekstraksi pati dari ubi kayu, selain diperoleh tapioka juga dihasilkan limbah padat yang berupa ampas dan dikenal dengan sebutan tepung asia atau onggok. Komponen utama yang terdapat dalam onggok adalah serat kasar dan pati yang tidak berhasil dipisahkan sewaktu pembuatan tapioka.
Analisis mutu tapioka dan onggok yang dilakukan pada penelitian ini, meliputi kadar air, abu, serat kasar, total asam dan lolos saringan 80 mesh. Hasil analisis mutu tapioka dan onggok dapat dilihat pada Tabel 8.
Tabel 8. Karakteristik mutu tapioka
Standar Mutu Tapioka1) DataHasil Penelitian
2)
Tapioka Onggok Kadar air (% bb)
Kadar abu (% bk) Kadar serat kasar (% bk)
Total asam (ml NaOH 0,1 N/g bahan) Kehalusan/lolos saringan 80 mesh (%)
Hasil analisis mutu tapioka dan onggok secara umum menunjukkan bahwa tapioka dan onggok yang digunakan dalam penelitian ini dalam kondisi yang memenuhi standar mutu yang ditetapkan yakni kadar air, abu, total asam dan kehalusan. Pengendalian mutu bahan baku dilakukan melalui pengkondisian awal terhadap kadar air dan tingkat kehalusan, dimana kedua faktor ini akan berpengaruh signifikan terhadap sifat mekanik plastik yang dihasilkan.
Kadar air tapioka ditentukan oleh proses pengolahannya. Pada umumnya pengolahan tapioka dilakukan oleh industri kecil dengan menggunakan peralatan yang sederhana. Proses pengeringan dibawah matahari merupakan salah satu tahapan proses pengolahan tapioka yang sangat menentukan mutunya. Kadar air tapioka sangat penting berkenaan dengan stabilitasnya selama penyimpanan. Penurunan kualitas tapioka karena tumbuhnya jamur dan terbentuknya bau asam dapat terjadi selama penyimpanan dalam keadaan basah. Adanya air yang berlebih dalam suatu produk kering dapat mempercepat kerusakan produk tersebut terutama kerusakan oleh mikroorganisme.
Hasil analisis kadar air menunjukkan bahwa tapioka dan onggok yang digunakan dalam penelitian memiliki nilai yang cukup rendah yaitu kurang dari 10% (bb). Dalam penelitian ini, pengeringan dilakukan dengan oven untuk lebih mengontrol kadar air yang ada dalam tapioka dan onggok. Jika dikaitkan dengan bahan baku yang akan ditambahkan pada polimer plastik, kadar air yang berlebihan akan menyebabkan pati mengalami aglomerasi dan memberikan efek negatif terhadap interaksi interfasial antara pati dengan polimer. Demikian pula dengan kadar air yang rendah dalam bahan akan mengurangi aglomerasi granula pati selama proses pencampuran plastik yang dapat menurunkan sifat mekanik plastik yang dihasilkan. Selain itu, pada pembuatan pati termoplastis, air yang berlebih akan memunculkan gelembung dalam campuran polimer yang dihasilkan. Gelembung ini tidak hanya mempengaruhi estetika tapi juga mengurangi sifat mekanis (Favis, 2005).
34
Kadar serat tapioka dalam penelitian ini adalah 0,26% (bk) dan kadar serat onggok adalah 22,21% (bk). Tingginya kadar serat pada onggok dipengaruhi oleh proses ekstraksi pati, khususnya pada saat pemarutan ubi kayu dan penyaringan ampas ubi kayu. Serat kasar dalam tapioka berasal dari proses ekstraksi pati yang kurang sempurna. Serat dalam pati tidak memberikan pengaruh negatif dan justru dapat meningkatkan sifat mekanik pada plastik komposit yang dihasilkan. Serat merupakan polimer linier dengan struktur yang teratur, panjang dan tidak bercabang sehingga memiliki gaya dispersi yang maksimum. Hal ini akan berpengaruh terhadap sifat mekaniknya. Salah satu usaha yang dapat dilakukan untuk mengatasi kelemahan pati termoplastis karena sifatnya yang rapuh adalah dengan penambahan komponen serat dan material organik lainnya (Corradini et al., 2007).
Total asam tapioka sesuai dengan standar SNI kurang dari 3 ml NaOH 0,1 N/ g bahan yaitu 0,57 ml NaOH 0,1 N/ g bahan, sedangkan total asam onggok lebih tinggi dari total asam tapioka yaitu 4,21 ml NaOH 0,1 N/ g bahan. Nilai total asam merupakan parameter mutu yang menunjukkan tingkat kerusakannya. Penurunan kualitas dan terjadinya kerusakan dapat terjadi akibat adanya air yang berlebihan selama penyimpanan sehingga memicu tumbuhnya mikroorganisme. Adanya air yang berlebihan akan menyebabkan terjadinya hidrolisis pati menjadi molekul-molekul gula. Hidrolisis gula lebih lanjut akan menghasilkan senyawa asam organik.