LAMPIRAN
TABEL KRITERIA RATING FMEA
RATING SEVERITY
Efek Kriteria Rangking
Berbahaya tanpa ada peringatan
Dapat membahayakan konsumen
10 Tidak sesuai dengan peraturan pemerintah
Tidak ada peringatan
Berbahaya dan ada peringatan
Dapat membahayakan konsumen
9 Tidak sesuai dengan peraturan pemerintah
Ada peringatan
Sangat tinggi
Sebagian besar menjadi scrap, sisanya dapat disortir (apakah
sudah baik/bisa di rework) 8
Pelanggan tidak puas
Tinggi
Sedikit mengganggu kelancaran produksi
7 Sebagian besar menjadi scrap, sisanya dapat disortir (apakah
sudah baik/bisa di rework)
Pelanggan tidak puas
Sedang
Sebagian kecil menjadi scrap, sisanya dapat disortir (sudah
baik) 6
Rendah
100% produk dapat di-rework
5 Produk pasti dikembalikan oleh konsumen
Sangat Rendah
Sebagian dapat di-rework dan sisanya sudah baik
4 Kemungkinan produk dikembalikan oleh konsumen
Kecil
Hanya sebagian kecil yang dapat di-rework dan sisanya sudah
Baik 3
Rata-rata pelanggan complain
Sangat kecil Komplain hanya diberikan oleh pelanggan tertentu 2
Tidak ada Tidak ada efek buat konsumen 1
RATING OCCURANCE
Peluang Terjadinya Penyebab
Tingkat
Kemungkinan Rangking
Sangat Tinggi
1 dalam 2 10
1 dalam 3 9
Tinggi
1 dalam 8 8
1 dalam 20 7
Sedang
1 dalam 80 6
1 dalam 400 5
1 dalam 2.000 4
Rendah
1 dalam 15.000 3
1 dalam 150.000 2
RATING DETECTION
Keterangan Rangking
Selalu jelas, sangat mudah untuk diketahui 1
Jelas bagi indera manusia 2
Memerlukan inspeksi 3
Inspeksi yang hati-hati dengan indera manusia 4
Inspeksi yang sangat hati-hati dengan indera manusia 5
Memerlukan bantuan dan/atau pembongkaran sederhana 6
Diperlukan inspeksi dan/atau pembongkaran 7
Diperlukan inspeksi dan/atau pembongkaran yang kompleks 8
Kemungkinan besar tidak dapat dideteksi 9
DAFTAR PUSTAKA
Devi, Kadek Putri Trisna, Dkk. 2016. Analisis Pengendalian Mutu pada Pengolahan Ikan Pelagis Beku di PT. Perikanan Nusantara (Persero) Cabang Benoa Bali
Emi, Rusmiati. 2014. Penerapan Fuzzy Failure Mode And Effect Analysis (Fuzzy Fmea) Dalam Mengidentifikasi Kegagalan Pada Proses Produksi Di PT. Daesol Indonesia
Ginting, Rosnani. 2007. Sistem Produksi. Yogyakarta: Graha Ilmu.
Kusumadewi, Sri dan Hari Purnomo. 2002. Analisis & Desain Fuzzy Menggunakan Tool. Box Matlab. Yogyakarta: Graha Ilmu.
_______________. 2004. Aplikasi Logika Fuzzy untuk Pendukung Keputusan. Edisi 2.Yogyakarta: Graha Ilmu.
Kokasih, Wilson. 2016. Fuzzy Assessment Simulation For Classifying Production Equipment In Practice Of Total Productive Maintenance.
McDermot, E. Robin E. 2009. The Basic of FMEA. Edisi 2. USA : CRC Press.
Montgomery, C. Douglas. 2009. Introduction to Statistical Quality Control, Sixth Edition. 2009. USA: John Wiley & Sons, Inc.
Puente, Javier, Dkk. 2001. A Decision Support System For Appliying Failure Mode And Effect Analysis.
BAB III
LANDASAN TEORI
3.1. Definisi Kualitas1
1
Douglas C. Montgomery. Introduction to Statistical Quality Control, Sixth Edition. 2009. USA: John Kualitas adalah didasari dengan penglihatan kasat mata para pelanggan.
Pernyataan ini sama seperti penawaran yang sering dilakukan dalam menjawab
pertanyaan dengan sembrono. Namun, mereka lebih sering membuat sebuah tawaran
melalui pengertian arti dari kualitas yang sebenarnya daripada menanggapi
pernyataan dari orang lain. Dalam kehidupan sehari-hari, cara mengidentifikasi
kualitas adalah murni dari kata-kata orang saja. Ini didasari oleh persepsi
individu-individu atau sekelompok orang dalam membuat sebuah ketentuan.
Mutu adalah sesuatu yang diputuskan oleh pelanggan. Mutu didasarkan pada
pengalaman aktual pelanggan terhadap produk atau jasa, diukur berdasarakan
persyaratan pelanggan tersebut dan selalu mewakili sasaran yang bergerak dalam
pasar yang penuh persaingan. Mutu produk atau jasa diartikan sebagaikeseluruhan
gabungan karakteristik produk dan jasa dari pemasaran, rekayasa, pembuatan dan
pemeliharaan yang membuat produk atau jasa digunakan memenuhi harapan harapan
pelanggan. Kualitas adalah ukuran seberapa mampu suatu barang atau jasa
memenuhi kebutuhan konsumen sesuai dengan standar terntentu. Standar tersebut
mungkin berkaitan dengan waktu, bahan, kinerja, keandalan, atau karakterisrik yang
Lima dimensi servqual (service quality) oleh Parasuraman (1998), yaitu sebagai berikut:
1. Tangible meliputi fasilitas fisik yang nampak pada penyediaan jasa, peralatan dan penampilan karyawan.
2. Reliability adalah kemampuan perusahaan jasa memberikan jasa yang dijanjikan secara terpercaya dan akurat.
3. Responsiveness, yaitu keinginan para karyawan untuk membantu Customer dan memberikan pelayanan yang diharapkan.
4. Assurance menunjukkan pada pengetahuan dan keterampilan karyawan perusahaan serta kemampuan mereka untuk memberikan atau membangkitkan
kepercayaan pelanggan.
5. Empathy adalah perhatian pribadi yang diberikan perusahaan jasa kepada setiap pelanggan.
3.2. Pengendalian Kualitas dengan Seven Tools2
1. Peningkatan kemampuan berkompetisi.
Fungsi tujuh alat adalah untuk meningkatkan kemampuan perbaikan proses,
sehingga diperoleh:
2. Penurunan cost of quality dan peningkatan fleksibilitas harga. 3. Meningkatkan produktivitas sumber daya.
2
Maksud dan tujuan penggunaan seven tools adalah sebagai berikut: 1. Mengetahui masalah.
2. Mempersempit ruang lingkup masalah.
3. Mencari faktor yang diperkirakan merupakan penyebab.
4. Memastikan faktor yang diperkirakan menjadi penyebab.
5. Mencegah kesalahan akibat kurang hati-hati.
6. Melibat akibat perbaikan.
7. Mengetahui hasil yang menyimpang atau terpisah dari hasil lainnya.
Untuk penyelesaian masalah dan perbaikan kualitas dengan menggunakan
seven tools dapat membuat proses penyelesaian masalah menjadi lebih cepat dan sistematis. Seven tools dapat digunakan dengan profesional untuk memudahkan proses perbaikan kualitas.
Konsep seven tools berasal dari Kaoru Ishikawa, ahli kualitas ternama dari Jepang. Menurut Ishikawa, 955 permasalahan kualitas dapat diselesaikan dengan
seven tools. Kunci sukses untuk memecahkan masalah ini adalah kemampuan untuk mengidentifikasi masalah, menggunakan pendekatan seven tools berdasarkan masalah dasar, mengkomunikasikan solusi secara tepat kepada yang lain. Untuk
memecahkan masalah sebaiknya dimulai dengan menggunakan pareto diagram dan
Ketujuh alat pengendalian kualitas tersebut adalah:
1. Stratification (Stratifikasi atau Pengelompokan Data)
Stratification merupakan usaha pengelompokkan data ke dalam kelompok-kelompok yang mempunyai karakteristik yang sama. Kegunaan stratification
adalah:
a. Mencari faktor-faktor penyebab utama kualitas secara mudah.
b. Membantu pembuatan scatter diagram.
c. Mempelajari secara menyeluruh masalah yang dihadapi.
Tabel 3.1. Stratifikasi Kode
Cacat Kondisi Jumlah
A B C D E F
Bagian belakang kotor Bagian belakang tidak rapih Bagian depan ada getaran Bagian depan sobek Busa tidak rapih
Jahitan jaring tidak rapih
3 4 3 2 1 2
JUMLAH 15
2. Check Sheet (Lembar Pemeriksaan)
Check Sheet merupakan alat praktis yang digunakan untuk mengumpulkan, mengelompokkan, dan menganalisis data secara sederhana dan mudah. Tujuan
utama dari check sheet adalah untuk memastikan bahwa data dikumpulkan dengan hati-hati dan teliti dengan menggunakan mengoperasikan pegawai untuk
pengendalian proses dan pemecahan masalah. Data seharusnya disajikan agar
dapat digunakan dengan mudah dan cepat dan dianalisis. Format dari check
berdasarkan harian dan mingguan dan beberapa pemeriksaan seperti temperatur
juga diukur.
Ada beberapa jenis check sheet yang dikenal dan umum dipergunakan untuk keperluan pengumpulan data, yaitu:
a. Production process distribution check sheet
Check sheet ini dipergunakan untuk mengumpulkan data yang berasal dari proses produksi atau proses kerja lainnya. Output kerja sesuai dengan klasifikasi yang telah ditetapkan dimasukkan dalam lembar kerja, sehingga
akhirnya secara langsung akan dapat diperoleh pola distribusi yang terjadi.
b. Defective check sheet
Untuk mengurangi jumlah kesalahan atau cacat yang ada dalam suatu proses
kerja maka terlebih dahulu harus mampu diidentifikasikan jenis kesalahan
yang ada dan persentasenya. Setiap kesalahan biasanya akan diperoleh dari
faktor-faktor penyebab yang berbeda sehingga tindakan korektif yang tepat
harus diambil sesuai dengan jenis kesalahan dan penyebabnya tersebut.
Tabel 3.2. Check Sheet
Kesalahan Jumlah Kesalahan dalam
Satu Semester Total
Cara mengajar
Pelayanan administrasi Pelayanan perpustakaan Tidak ada dukungan
IIIII IIIII III IIIII IIIII IIIII IIIII IIIII IIIII IIIII IIIII IIIII IIIII IIIII II
8 20 15 22
Histogram adalah salah satu metode statistik untuk mengatur data sehingga dapat
dianalisis dan diketahui distribusinya. Histogram merupakan tipe grafik batang
dimana sejumlah data dikelompokkan ke dalam beberapa kelas dengan interval
tertentu. Setelah jumlah data dalam setiap kelas (frekuensi) diketahui, maka dapat
dibuat histogram dari data tersebut. Dari histogram ini dapat terlihat gambaran
penyebaran data apakah sesuai dengan yang diharapkan atau tidak.
Gambar 3.1. Diagram Histogram
4. Pareto Diagram
Pareto Diagram dibuat untuk menemukan atau mengetahui masalah atau penyebab yang merupakan kunci dalam penyelesaian masalah dan perbandingan
terhadap keseluruhan. Dengan mengetahui penyebab-penyebab yang dominan
maka akan bisa ditetapkan prioritas perbaikan. Perbaikan pada faktor penyebab
yang dominan ini akan membawa pengaruh yang lebih besar dibandingkan
dengan penyelesaian penyebab yang tidak berarti.
Diagram Pareto merupakan metode untuk mencari sumber kesalahan,
pada usaha-usaha pemecahannya. Diagram Pareto didasarkan pada hasil kerja
Alfredo Pareto, seorang ahli ekonomi pada abad ke-19. Joseph M Juran
mempopulerkan akibat kerja Pareto ini saat mengemukakan bahwa 80%
masalah-masalah yang dihadapi perusahaan merupakan akibat dari hanya 20% dari
penyebabnya.
Dalam suatu kasus, diagram Pareto yang dibangun untuk frekuensi dan
dolar. Mesin 35 memiliki jumlah terbesar ketidaksesuaian, tetapi mesin 51
memiliki nilai dollar terbesar. Diagram Pareto dapat dibedakan dari histogram
oleh fakta bahwa skala horisontal diagram Pareto adalah kategoris, sedangkan
skala vertikal adalah numerik. Diagram Pareto digunakan untuk mengidentifikasi
masalah. Biasanya, 75% dari total hasil dari 25% dari item, fakta ini ditunjukkan dimana mesin 35 dan 51 menyumbang sekitar 75% dari total. Sebenarnya, hal
yang paling penting dapat diidentifikasi dengan mendaftarkannya dalam urutan.
Namun, grafik memiliki keuntungan dari memberikan dampak visual,
menunjukkan beberapa karakteristik penting yang memerlukan perhatian.
Sumber daya tersebut kemudian diarahkan untuk mengambil tindakan perbaikan
yang diperlukan.
5. Scatter Diagram (Diagram Pencar)
Scatter Diagram digunakan untuk melihat korelasi (hubungan) dari suatu faktor penyebab yang berkesinambungan terhadap suatu karakteristik kualitas hasil.
Pada umumnya apabila dibicarakan tentang hubungan antara dua jenis data,
sesungguhnya dibicarakan tentang:
a. Hubungan sebab akibat.
b. Suatu hubungan antara satu dan lain sebab.
c. Hubungan antara satu sebab dengan dua sebab lainnya.
Gambar 3.3. Diagram Scatter
6. Control Chart (Peta Kontrol / Bagan Kendali)
Control Chart merupakan suatu grafik yang digunakan untuk menentukan apakah suatu proses maupun kualitas produk berada dalam keadaan stabil atau tidak.
Apabila semua data berada dalam batas kontrol, maka proses dikatakan dalam
batas kendali (stabil).
Bagan kendali mutu untuk karakteristik yang terukur, bila suatu catatan di
buat berdasarkan karakteristik mutu yang di ukur secara sebenarnya/ dinyatakan
dalam numerik atau satuan seperti : diameter, panjang, berat, volume dan sebagainya.
1) Peta X dan R
Untuk metode yang digunakan untuk pengendalian kualitasnya, metode yang
digunakan berupa peta kendali X dan R. digunakannya jenis peta kendali ini
karena data yang ada merupakan data variable kuantitatif dan sample yang
diambil merupakan jenis sample kelompok.
Untuk membuat Peta kontrol x dapat digunakan rumus-rumus sebagai
berikut: R A x LCL R A x UCL 2 2 − = + = 10 9 8 7 6 5 4 3 2 1 9,6 9,2 8,8 8,4 8,0
Sa m ple
S a m p le M e a
n __X= 9,117U C L= 9,242 LC L= 8,991
10 9 8 7 6 5 4 3 2 1 0,48 0,36 0,24 0,12 0,00
Sa m ple
S a m p le R a n g e _ R= 0,26 U C L= 0,5210
LC L= 0
1 1 1 1 1 1
Xbar-R Chart of OP1 -1 ; ...; OP3 -2
2) Peta X dan S
Peta kendali standar deviasi digunakan untuk mengukur tingkat keakurasian
suatu proses. Adapun langkah-langkah pembuatan peta kendali X dan S
adalah sebagai berikut :
a) Tentukan ukuran contoh/subgrup (n > 10),
b) Kumpulkan banyaknya subgrup (k) sedikitnya 20–25 sub-grup,
c) Hitung nilai rata-rata dari setiap subgrup, yaitu x,
d) Hitung nilai rata-rata dari seluruh x, yaitu x yang merupakan garis tengah
(center line) dari peta kendali x,
e) Hitung simpangan baku dari setiap subgrup yaitu S,
S =
) 1 (
)
( 2
−
− −
∑
n n
X Xi
f) Hitung nilai rata-rata dari seluruh s, yaitu S yang merupakan garis tengah
dari peta kendali S,
Hitung batas kendali dari peta kendali x :
UCL = x +
LCL = x –
dimana = A3
Sehingga :
UCL = x + (A3.S)
h) Hitung batas kendali untuk peta kendali S :
UCL = S +
dimana 1 + = B4
LCL = S -
dimana 1 - = B3
Sehingga :
UCL = B4 . S
LCL = B3 . S
3) Peta I-MR
Peta Kontrol I dan MR merupakan dua peta pengendali yang saling
membantu dalam mengambil suatu keputusan mengenai kualitas proses. Peta
control I merupakan peta pengendali untuk melihat apakah proses masih
berada dalam batas pengendalian atau tidak. Kondisi tersebut dapat dilihat
dari produk yang sedang dalam proses. Pengendali ini juga akan
menunjukkan apakah rata-rata produk yang dihasilkan sesuai dengan standar
pengendalian yang digunakan perusahaan.
4) Peta Moving Average
Pihak manajemen memiliki kewajiban untuk memastikan bahwa proses yang
diramalkan seperti yang ditunjukkan control chart, tapi juga dapat menghasilkan scrap.
b. Control Chart untuk atribut
Yaitu Control Chart untuk karakteristik kualitas yang tidak mudah
dinyatakan dalam bentuk numerik. Control Chart untuk atribut ini terdiri dari p chart, np chart, u chart,dan c chart.
1) Peta p
Peta ini menggambarkan bagian yang ditolak karena tidak sesuai dengan
spesifikasi yang diinginkan. Untuk membuat peta p ini dapat digunakan
rumus-rumus sebagai berikut:
∑
∑
= = = = k i i k i i n p n p CL 1 1 1 n p p pUCL= +3 (1− )
n p p p
Gambar 3.5. Peta P
2) Peta np
Peta ini menggambarkan banyaknya unit yang ditolak dalam sampel yang
berukuran konstan. Untuk membuat peta np ini dapat digunakan
rumus-rumus sebagai berikut:
n k p p n CL k i o
∑
= == 1 1
) 1 (
3 o o
o np p
p n
UCL= + −
) 1 (
3 o o
o np p
p n
LCL= − −
3) Peta c
Peta ini menggambarkan banyaknya ketidaksesuaian atau kecacatan
dalam sampel berukuran konstan. Satu benda yang cacat memuat paling
sedikit satu ketidaksesuaian, tetapi sangat mungkin satu unit sampel
k p c CL k i
∑
= == 1 1
c c UCL= +3
c c LCL= −3
4) Peta u
Peta ini menggambarkan banyaknya ketidaksesuaian dalam satu unit
sampel dan dapat dipergunakan untuk ukuran sampel tidak konstan.
Untuk membuat peta u ini dapat dipergunakan rumus-rumus sebagai
berikut:
∑
∑
= = = = k i i k i n p u CL 1 1 1 n u u UCL= +3n u u LCL= −3
7. Cause and Effect Diagram (Diagram Sebab Akibat)
Diagram ini dikenal dengan istilah diagram tulang ikan (fish bone diagram) yang diperkenalkan pertama kalinya oleh Prof. Kaoru Ishikawa (Tokyo University) pada tahun 1943. Diagram ini berguna untuk menganalisis dan menemukan
faktor-faktor yang berpengaruh secara signifikan di dalam menentukan
karakteristik kualitas output kerja. Di samping itu juga diagram ini berguna untuk mencari penyebab-penyebab yang sesungguhnya dari suatu masalah.
Dalam hal ini metode sumbang saran (brainstorming method) akan cukup efektif digunakan untuk mencari faktor-faktor penyebab terjadinya penyimpangan kerja
secara detail.
Untuk mencari faktor-faktor penyebab terjadinya penyimpangan kualitas hasil
kerja, maka orang akan selalu mendapatkan bahwa ada lima faktor penyebab
utama yang signifikan yang perlu diperhatikan, yaitu:
a. Manusia (Man)
b. Metode kerja (Work method)
c. Mesin atau peralatan kerja lainnya (Machine/Equipment) d. Bahan-bahan baku (Raw material)
e. Lingkungan kerja (Work environment) Diagram ini berguna di dalam:
a. Menganalisis kondisi aktual untuk tujuan suatu produk atau peningkatan
kualitas pelayanan, mengefisiensikan penggunaan sumber daya alam (SDA)
dan sumber daya manusia (SDM), dan pengurangan biaya-biaya yang tidak
b. Mengeliminasi kondisi-kondisi yang menyebabkan ketidakseragaman produk
atau pelayanan, dan keluhan pelanggan.
c. Standarisasi dari keberadaan dan usul-usul terhadap operasi.
d. Pendidikan dan pelatihan personel-personel yang ada di dalam pengambilan
keputusan.
MANUSIA METODE KERJA
LINGKUNGAN
KERJA BAHAN BAKU
MESIN / PERALATAN
KUALITAS
Gambar 3.7. Fish Bone Diagram
3.3. FMEA (Failure Mode and Effect Analysis)3
1. Meningkatkan reliabilitas dan kualitas produk/proses.
FMEA merupakan suatu metode yang sistematik dalam mengidentifikasi dan
mencegah masalah yang terjadi pada produk dan proses. Penggunaan efektif FMEA
dapat menghasilkan pengurangan dalam hal berikut :
2. Meningkatkan kepuasan pelanggan.
3. Cepat dalam mengidentifikasi dan mengurangi kecacatan yang terjadi pada
produk/proses.
4. Memprioritaskan pada kekurangan produk/proses.
3
5. Mendapatkan perekayasaan atau pembelajaran keorganisasian.
6. Menekankan pada pencegahan terjadinya masalah.
7. Mempunyai sistem pengulangan jenis kecacatan komponen yang sistematik
untuk meyakinkan bahwa beberapa kegagalan minimal menghasilkan kerugian
bagi produk dan proses.
8. Mengetahui efek-efek dari kegagalan pada produk atau proses yang diteliti dan
fungsi-fungsinya.
9. Menetapkan komponen-komponen dari produk atau proses yang gagal akan
memiliki efek kritis pada produk atau proses dan kecacatan-kecacatan tersebut
akan menghasilkan efek merugikan.
Tujuan dari penerapan FMEA adalah mencegah masalah terjadi pada proses
dan produk. Jika digunakan dalam desain dan proses manufaktur, FMEA dapat
mengurangi atau menekan biaya dengan mengidentifikasi dan memperbaiki produk
dan proses secara cepat pada saat proses pengembangan. Pembuatannya relatif
mudah serta tidak membutuhkan biaya yang banyak. Hasilnya adalah proses menjadi
lebih baik karena telah dilakukan tindakan koreksi dan mengurangi serta
mengeliminasi kegagalan.
Dalam industri otomotif, kebanyakan perusahaan membagi FMEA ke dalam
dua jenis yaitu sebagai berikut:
1. Design FMEA Berfokus pada pemeriksaan fungsi subsistem, komponen atau sistem utama. Fokus dari desain FMEA adalah pada desain produk yang akan
Kemudian mengurutkan kegagalan tersebut berdasarkan dampak yang diakibatkan
produk.
3. Process FMEA Berfokus pada penelitian proses yang digunakan untuk membuat komponen, subsistem, atau sistem utama. Process FMEA mengungkap masalah
yang berkaitan dengan proses pembuatan produk. Process FMEA digunakan
untuk mengidentifikasi jenis-jenis kegagalan proses dengan pengurutan tingkat
kegagalan dan membantu untuk menetapkan prioritas berdasarkan dampak yang
diakibatkan baik pada pelanggan eksternal maupun internal. Penerapan process
FMEA membantu untuk mengidentifikasi penyebab-penyebab yang potensial
pada manufaktur maupun perakitan dalam rangka menetapkan kendali untuk
mengurangi dan mendeteksi kejadian.
3.3.1. Tahapan Pembuatan FMEA (Failure Mode and Effect Analysis)
Prosedur dalam pembuatan FMEA mengikuti sepuluh tahapan berikut ini
1. Melakukan peninjauan terhadap proses.
2. Mengidentifikasi potential failure mode (mode kegagalan potensial) padaproses. 3. Membuat daftar potential effect (akibat potensial) dari masing-masing mode
kegagalan.
4. Menentukan peringkat severity untuk masing-masing cacat yang terjadi. 5. Menentukan peringkat occurance untuk masing-masing mode kegagalan.
6. Menentukan peringkat detection untuk masing-masing mode kegagalan dan/atau akibat yang terjadi.
8. Membuat prioritas mode kegagalan berdasarkan nilai RPN untuk dilakukan
tindakan perbaikan.
9. Melakukan tindakan untuk mengeliminasi atau mengurangi kegagalan yang
paling banyak terjadi.
10.Mengkalkulasi hasil RPN sebagai mode kegagalan yang dikurangi atau
dieliminasi.
Kesepuluh tahapan tersebut dituangkan ke dalam lembar kerja FMEA.
3.4. Logika Fuzzy4
1. Konsep logika fuzzy mudah dimengerti. Konsep matematis yang mendasari
penalaran fuzzy sangat sederhana dan mudah dimengerti.
Logika fuzzy adalah suatu cara yang tepat untuk memetakan suatu ruang input
ke dalam suatu ruang output. Logika fuzzy merupakan salah satu metode untuk melakukan analisa system yang mengandung ketidakpastian. Penerapan logika fuzzy
dalam FMEA adalah untuk membantu menentukan nilai Risk Priority Number dari kegagalan yang terjadi. Dengan melakukan metode fuzzy FMEA ini, perusahaan dapat menentukan proses mana yang harus diprioritaskan untuk diberikan solusinya
secara bertahap sehingga dapat meminimalkan terjadinya kegagalan dalam proses
produksi. Terdapat beberapa alasan mengapa orang menggunakan logika fuzzy antara lain :
2. Logika fuzzy sangat fleksibel.
4
Sri Kusumadewi, Hari Purnomo. 2003. Analisis & Desain FuzzyMenggunakan Tool. Box Matlab.
3. Logika fuzzy memiliki toleransi terhadap data-data yang tidak tepat.
4. Logikafuzzy mampu memodelkan fungsi-fungsi non linier yang sangat kompleks. 5. Logika fuzzy dapat membangun dan mengaplikasikan pengalaman-pengalaman
para pakar secara langsung tanpa harus melalui proses pelatihan.
6. Logikafuzzy dapat bekerjasama dengan teknik-teknik kendali secara
konvensional.
7. Logika fuzzy didasarkan pada bahasa alami.
3.5. Fungsi Keanggotaan5
Ada dua keadaan himpunan fuzzy yang linier. Pertama, kenaikan derajat
eanggotaan nol [0] bergerak ke kanan menuju ke nilai domain yang memiliki derajat
keanggotaan lebih tinggi.
Fungsi keanggotaan (membership function) adalah suatu kurva yang
menunjukkan pemetaan titik-titik input data ke dalam nilai keanggotaannya (sering
juga disebut dengan derajat keanggotaan ) yang memiliki interval antara 0 dan 1.
Salah satu cara yang dapat digunakan untuk mendapatkan nilai keanggotaan adalah
dengan melalui pendekatan fungsi.
3.5.1. Representasi Linier
Pada representasi linier, pemetaan input ke derajat keanggotaannya
digambarkan sebagai suatu garis lurus. Bentuk ini paling sederhana dan menjadi
pilihan yang baik untuk mendekati suatu konsep yang kurang jelas.
5
Gambar 3.8. Representasi Linear Naik
Fungsi keanggotaan :
µ[x] =
Kedua, merupakan kebalikan yang pertama. Garis lurus dimulai dari nilai
domain dengan derajat keanggotaan tertinggi pada sisi kiri, kemudian bergerak
menurun ke nilai domain yang memiliki derajat keanggotaan lebih rendah.
Gambar 3.9. Representasi Linear Turun
Fungsi keanggotaan :
µ[x] =
3.5.2. Representasi Kurva Segitiga
Gambar 3.10. Kurva Segitiga
Fungsi keanggotaan :
µ[x] =
3.5.3. Representasi Kurva Trapesium
Kurva segitiga pada dasarnya seperti bentuk segitiga, hanya saja ada beberapa titik yang memiliki nilai keanggotaan 1.
Gambar 3.11. Kurva Trapesium
Fungsi keanggotaan :
3.6. Metode Mamdani
Metode mamdani sering dikenal sebagai metode Max-Min. Metode ini
diperkenalkan oleh Ebrahim Mamdani pada tahun 1975. Untuk mendapatkan output, diperlukan 4 tahapan :
1. Pembentukan himpunan fuzzy
Pada metode mamdani, baik variabel input maupun variabel output dibagi menjadi satu atau lebih himpunan fuzzy.
2. Aplikasi fungsi implikasi (aturan)
Pada metode mamdani, fungsi implikasi yang digunakan adalah Min.
3. Komposisi aturan
Tidak seperti penalaran monoton, apabila sistem terdiri dari beberapa aturan,
maka inferensi diperoleh dari kumpulan dan korelasi antar aturan. Ada 3 metode
yang digunakan dalam melakukan inferensi sistem fuzzy, yaitu : max, additive, dan probabilistic OR (probor).
a. Metode Max (Maximum)
Pada metode ini, solusi himpunan fuzzy diperoleh dengan cara mengambil
nilai maksimum aturan, kemudian menggunakannya untuk memodifikasi
daerah fuzzy, dan mengaplikasikannya ke output dengan menggunakan
operator OR (union). Secara umum dapat dituliskan :
µsf[Xi] = max(µsf[Xi],µkf[Xi])
dengan :
µsf[Xi] = nilai keanggotaan solusi fuzzy sampai aturan ke-i;
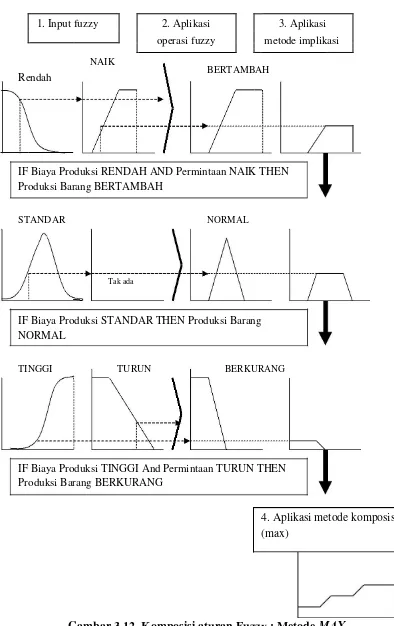
Misalkan ada tiga aturan (proposisi) sebagai berikut :
[R1] IF Biaya Produksi RENDAH And Permintaan NAIK
THEN Produksi Barang BERTAMBAH ;
[R2] IF Biaya Produksi STANDAR
THEN Produksi Barang NORMAL ;
[R3] IF Biaya Produksi TINGGI And Permintaan TURUN
THEN Produksi Barang BERKURANG ;
Proses inferensi dengan menggunakan metode Max dalam melakukan
1. Input fuzzy 2. Aplikasi 3. Aplikasi operasi fuzzy metode implikasi
NAIK
BERTAMBAH
Rendah
IF Biaya Produksi RENDAH AND Permintaan NAIK THEN Produksi Barang BERTAMBAH
STANDAR NORMAL
Tak ada
IF Biaya Produksi STANDAR THEN Produksi Barang NORMAL
TINGGI TURUN BERKURANG
IF Biaya Produksi TINGGI And Permintaan TURUN THEN Produksi Barang BERKURANG
[image:39.595.98.492.100.726.2]4. Aplikasi metode komposisi (max)
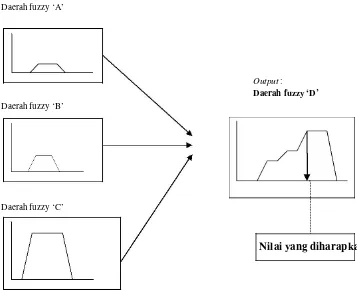
4. Penegasan (defuzzy)
Input dari proses defuzzy adalah suatu himpunan fuzzy yang diperoleh dari
komposisi aturan-aturan fuzzy, sedangkan output yang dihasilkan merupakan suatu bilangan pada domain himpunan fuzzy tersebut. Sehingga jika diberikan
suatu himpunan fuzzy dalam range tertentu, maka harus dapat diambil suatu nilai
crisp tertentu sebagai output seperti terlihat pada gambar 3.13.
Daerah fuzzy ‘A’
Output :
Daerah fuzzy ‘D’
Daerah fuzzy ‘B’
Daerah fuzzy ‘C’
[image:40.595.134.491.277.575.2]Nilai yang diharapkan
Gambar 3.13. Proses Defuzzy
Ada beberapa metode defuzzy yang bisa dipakai pada komposisi aturan
Mamdani, antara lain:
a. Metode Centroid (Composite Moment)
daerah fuzzy. Secara umum dirumuskan :
Untuk variabel kontinu, atau
Untuk variabel diskret
b. Metode Bisektor
Pada metode ini, solusi crisp diperoleh dengan cara mengambil nilai keanggotaan setengah dari jumlah total nilai keanggotaan pada daerah fuzzy. Secara umum
dituliskan :
z p sedemikian hingga∫Rp1µ( z ) dz =∫pRnµ( z )dz
c. Metode Mean of Maximum (MOM)
Pada metode ini, solusi crisp diperoleh dengan cara mengambil nilai rata-rata domain yang memiliki nilai keanggotaan maksimum.
d. Metode Largest of Maximum (LOM)
Pada metode ini, solusi crisp diperoleh dengan cara mengambil nilai terbesar dari domain yang memiliki nilai keanggotaan maksimum.
e. Metode Smallest of Maximum (SOM)
3.7. Fuzzy FMEA (Failure Mode and Effect Analysis)
Fuzzy FMEA (Failure Mode and Effect Analysis) merupakan metodologi yang memakai logika fuzzy dalam mengindentifikasi permasalahan atau penyebab kegagalan yang terjadi melalui pertimbangan kriteria Severity (S),
Occurance (O), dan Detectability (D). Logika fuzzy pada metode FMEA ini dapat dikombinasikan antara severity, occurance, dan detectability untuk struktur hasil yang lebih fleksibel.
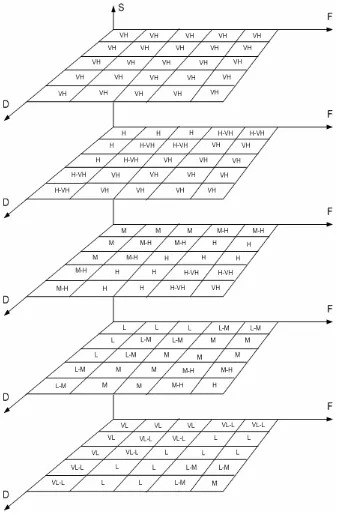
Fuzzy FMEA memakai aturan-aturan fuzzy yang didapatkan dari formulasi linguistic kedalam bentuk “If – Then” rules melalui variable linguistic dari kriteria
Severity (S), Occurance (O), dan Detectability (D) sebagai input numeriknya dengan range rating antara 1 -10 untuk kemudian diterjemahkan kedalam bentuk
linguistik Very Low (VL), Low (L), Moderate (M), High (H), dan Very High (VH). Untuk output FRPN (Fuzzy Risk Priority Number) yang memiliki range dari 1 – 1000 merupakan hasil perkalian matematis input-input numeric (S,O,dan D)
BAB IV
METODOLOGI PENELITIAN
4.1. Jenis Penelitian6
6
Sukaria Sinullingga. Metode Penelitian. (Medan :USU press, 2013) h.34-35.
Jenis penelitian ini termasuk penelitian deskriptif, karena penelitian ini
dilakukan untuk mendeskripsikan secara sistematik, faktual dan akurat tentang
fakta-fakta dan sifat-sifat suatu objek atau populasi tertentu.
4.2. Objek Penelitian
Objek penelitian pada penelitian ini adalah jumlah produk crumb rubber yang di rework.
4.3. Variabel Penelitian
Variabel adalah sesuatu yang memiliki nilai yang berbeda-beda atau
bervariasi. Nilai dari variabel dapat bersifat kuantitatif atau kualitatif (Sinulinggga,
2015). Variabel-variabel yang terdapat dalam penelitian ini adalah:
1. Variabel Independen
a. Bahan baku karet
b. Proses produksi
2. Variabel Dependen
Variabel dependen merupakan variabel yang dipengaruhi. Variabel tersebut yaitu
kualitas produk crumb rubber.
4.4. Kerangka Konseptual Penelitian
Kerangka berpikir menunjukan hubungan logis antara faktor / variabel yang
telah diidentifikasi penting untuk menganalisis masalah penelitian (Sinulingga,
2015). Kerangka berpikir dapat dilihat pada Gambar 4.1.
Bahan Baku Proses
Produksi
Crumb Rubber
Variabel independen Variabel dependen
Rework
Gambar 4.1. Kerangka Berpikir
4.5. Blok Diagram Prosedur Penelitian
Prosedur penelitian adalah tahapan-tahapan dalam melaksanakan suatu
penelitian. Blok diagram prosedur dalam penelitian ini dapat dilihat pada Gambar
Identifikasi Masalah
Banyaknya terjadi rework yang disebabkan kecacatan atribut
Studi Pendahuluan
- Kondisi Perusahaan - Proses Produksi Crumb Rubber
- Informasi Pendukung
Pengumpulan Data
Pengumpulan Data Sekunder
- Sejarah Perusahaan - Struktur Organisasi
- Data jumlah produk yang di rework Juni 2015 – Mei 2016
- Data jumlah produksi Juni 2015 – Mei 2016
Pengolahan Data
Pengolahan Data SQC
- Pembuatan Check Sheet - Pembuatan stratifikasi
- Pembuatan histogram
- Pembuatan pareto diagram
- Pembuatan scatter diagram
- Pembuatan control chart
- Pembuatan cause effect diagram
- Perhitungan FMEA
Pengolahan Data Fuzzy FMEA
-Peninjauan terhadap proses.
-Pengidentifikasi potential failure mode (mode kegagalan potensial) pada proses.
-Pembuatan daftar potential effect (akibat potensial) -Penentuan peringkat severity untuk masing-masing cacat yang terjadi.
-Penentuan peringkat occurance untuk masing-masing mode kegagalan.
-Penentuan peringkat detection untuk masing-masing mode kegagalan dan/atau akibat yang terjadi.
-Dihitung nilai Risk Priority Number (RPN) untuk masing-masing cacat.
-Dibuat prioritas mode kegagalan berdasarkan nilai RPN untuk dilakukan tindakan perbaikan.
-Dilakukan tindakan untuk mengeliminasi atau mengurangi kegagalan yang paling banyak terjadi.
-Dikalkulasi hasil RPN sebagai mode kegagalan yang dikurangi atau
dieliminasi.
-Perhitungan Proses Fuzzifikasi
-Penentuan Kategori yang perlu menjadi perhatian untuk perbaikan dari nilai FRPN
Analisis Pemecahan Masalah
Kesimpulan dan Saran Mulai
Selesai
Studi Literatur
- Teori Pengendalian Kualitas - SQC
[image:46.595.208.403.101.720.2]- Fuzzy FMEA
4.6. Pengumpulan Data
Berdasarkan cara pengumpulannya, data yang digunakan dalam penelitian
ini adalah:
1. Data sekunder diperoleh berdasarkan data dokumentasi perusahaan. Data yang
termasuk kategori ini adalah:
a. Sejarah perusahaan.
b. Struktur organisasi.
c. Data jumlah produk rework.
d. Data jumlah produksi.
4.7. Pengolahan Data
Pengolahan data dilakukan setelah keseluruhan data yang dibutuhkan baik
data primer maupun data sekunder terkumpul, maka dilakukan pengolahan data.
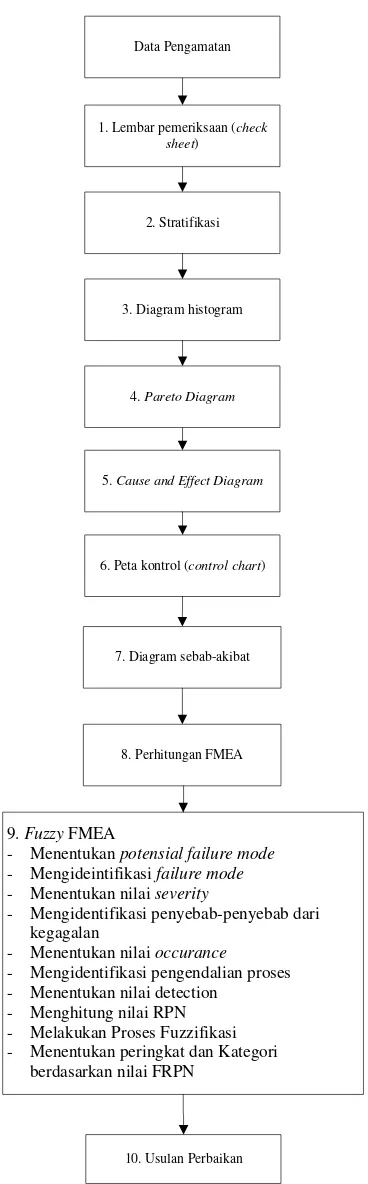
1. Lembar pemeriksaan (check sheet)
2. Stratifikasi
3. Diagram histogram
5. Cause and Effect Diagram
6. Peta kontrol (control chart) 4. Pareto Diagram
Data Pengamatan
8. Perhitungan FMEA
9. Fuzzy FMEA
- Menentukan potensial failure mode
- Mengideintifikasi failure mode
- Menentukan nilai severity
- Mengidentifikasi penyebab-penyebab dari kegagalan
- Menentukan nilai occurance
- Mengidentifikasi pengendalian proses - Menentukan nilai detection
- Menghitung nilai RPN - Melakukan Proses Fuzzifikasi - Menentukan peringkat dan Kategori
berdasarkan nilai FRPN
[image:48.595.202.386.122.714.2]10. Usulan Perbaikan 7. Diagram sebab-akibat
4.8. Analisis Pemecahan Masalah
Analisis pemecahan masalah berawal dari perbaikan terhadap penyebab dari
jenis kecacatan yang terbanyak yang terjadi di perusahaan tersebut. Metode yang
digunakan untuk menganalisis pemecahan masalah penelitian ini dapat dilakukan
dengan metode SQC dan metode fuzzy FMEA untuk mengetahui dan mencegah
masalah yang terjadi pada proses secara cepat.
4.9. Kesimpulan Dan Saran
Kesimpulan dan saran dalam penelitian ini adalah butir-butir pernyataan tegas
dan jelas terkait dengan tujuan dan analisis penelitian untuk menyelesaikan
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
Pengumpulan data yang diambil yaitu data sekunder. Data sekunder yang
diperoleh dari bagian dokumentasi perusahaan berupa jumlah produksi dan data
jumlah produk crumb rubber yang di rework.
5.1.1. Data Produksi
Data produksi crumb rubber yang dikumpulkan dari hasil dokumentasi
perusahaan selama bulan Juni 2015 sampai Mei 2016 dapat dilihat pada Tabel 5.1.
Tabel 5.1. Data Produksi Produk Crumb rubber Bulan Total Produksi (Kg)
Juni 2015 413.261
Juli 2015 382.595
Agustus2015 498.073
September 2015 489.695
Oktober 2015 539.192
November 2015 494.931
Desember 2015 495.204
Januari 2016 412.714
Februari 2016 202.170
Maret 2016 97.294
April 2016 192.985
5.1.2. Data Kecacatan
Data kecacatan produk crumb rubber yang dikumpulkan dari hasil
dokumentasi kecacatan perusahaan selama bulan Juni 2015 sampai Mei 2016 dapat
dilihat pada Tabel 5.2.
Tabel 5.2. Data Kecacatan Produk yang di Rework
Periode Jenis Kecacatan yang di Rework (Kg) Total (Kg) Keras Lembek Mata Ikan
Juni 2015 34301 23969 29755 88025
Juli 2015 24486 29460 22573 76519
Agustus2015 60267 29884 40842 130993
September 2015 37217 54846 27913 119975
Oktober 2015 67399 33969 49606 150974
November 2015 50483 28211 37615 116309
Desember 2015 76261 15847 33179 125287
Januari 2016 23937 34255 21048 79241
Februari 2016 13141 9704 9300 32145
Maret 2016 3405 3113 4767 11286
April 2016 4246 10807 4632 19684
Mei 2016 53600 8338 17073 79010
5.2. Pengolahan Data
Pengolahan data yang dilakukan pada laporan ini adalah menggunakan
metode seven tools dan metode Fuzzy FMEA. Tahapan dalam melakukan metode
seven tools adalah sebagai berikut: 1. Check Sheet
2. Stratifikasi
3. Histogram
4. Pareto Diagram
5. Scatter Diagram
5.2.1. Check Sheet
Check sheet adalah lembaran pemeriksaan yang berisi untuk menjamin bahwa data dikumpulkan secara hati-hati dan akurat oleh personel operasi untuk mengontrol
proses. Data mengenai jumlah dan jenis kecacatan crumb rubber dapat dilihat pada Tabel 5.3.
Tabel 5.3. Jumlah Total Kecacatan Crumb rubber
Periode Produk si (Kg)
Jenis Kecacatan yang di Rework (Kg)
Total (Kg)
Keras % Lemb
ek %
Mata
Ikan %
Juni 413.261 34301 8,30% 23969 5,80% 29755 7,20% 88025
Juli 382.595 24486 6,40% 29460 7,70% 22573 5,90% 76519
Agustus 498.073 60267 12,10% 29884 6,00% 40842 8,20% 130993
September 489.695 37217 7,60% 54846 11,20% 27913 5,70% 119975
Oktober 539.192 67399 12,50% 33969 6,30% 49606 9,20% 150974
November 494.931 50483 10,20% 28211 5,70% 37615 7,60% 116309
Desember 495.204 76261 15,40% 15847 3,20% 33179 6,70% 125287
Januari 412.714 23937 5,80% 34255 8,30% 21048 5,10% 79241
Februari 202.170 13141 6,50% 9704 4,80% 9300 4,60% 32145
Maret 97.294 3405 3,50% 3113 3,20% 4767 4,90% 11286
April 192.985 4246 2,20% 10807 5,60% 4632 2,40% 19684
Mei 397.037 53600 13,50% 8338 2,10% 17073 4,30% 79010
5.2.2. Stratifikasi
Stratifikasi adalah usaha pengelompokkan data ke dalam
kelompok-kelompok yang mempunyai karakteristik yang sama. Berdasarkan data yang
didapatkan dari pengumpulan data maka dalam stratifikasi ini kriteria yang
5.2.3. Histogram
Histogram jenis kecacatan produk crumb rubber dapat dilihat pada Gambar 5.1.
Gambar 5.1. Histogram Jenis Kecacatan Crumb rubber
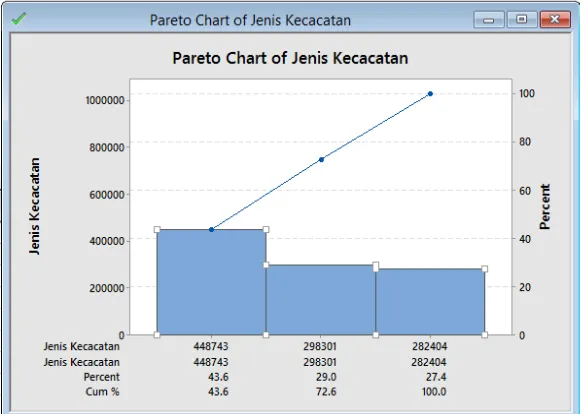
5.2.4. Pareto Diagram
Pareto diagram digunakan untuk mengetahui jenis-jenis kecacatan yang
memberikan kontribusi terhadap kecacatan dalam suatu perusahaan. Langkah awal
yang dilakukan adalah mengurutkan setiap jenis kecacatan dari jumlah kecacatan
terbesar hingga yang terkecil. Kemudian dilakukan perhitungan persentase kecacatan
dan persentase kumulatif dari setiap jenis kecacatan. Pengurutan jenis kecacatan
crumb rubber dapat dilihat pada Tabel 5.4.
Tabel 5.4. Pengurutan Jenis Kecacatan Crumb rubber
No Jenis Kecacatan Jumlah Persentase (%) Persentase Kumulatif (%)
Keras 448743 43,6 43,6
Mata Ikan 298301 29 72,6
Lembek 282404 27,4 100
Dari tabel diatas, maka dapat dibuat pareto diagram untuk kecacatan Produk
crumb rubber yang dapat dilihat pada Gambar 5.2.
[image:54.595.160.452.169.376.2]Sumber: Program Minitab
Gambar 5.2. Pareto Diagram Jenis Kecacatan
Pareto diagram bermanfaat dalam melakukan prioritas terhadap masalah-masalah yang harus ditangani dengan aturan pengelompokan 80-20, artinya 80%
masalah yang timbul dari produk yang dihasilkan berasal dari 20% penyebab
kecacatan. Hasil diagram pareto menunjukkan bahwa jenis kecacatan yang harus
dianalisis lebih lanjut penyebab terjadinya permasalahan adalah crumb rubber yang keras dan terdapat mata ikan.
5.2.5. Scatter Diagram
Scatter Diagram dibuat untuk mengidentifikasi korelasi yang mungkin ada karakteristik kualitas dan faktor yang mungkin mempengaruhinya. Berdasarkan
pareto diagram dapat dilihat bahwa karakteristik kualitas yang paling banyak cacat
Gambar 5.3. Scatter Diagram Keras vs Jumlah Produksi
Perhitungan korelasi dilakukan untuk mengetahui hubungan antara kecacatan
[image:55.595.96.514.449.710.2]keras dengan jumlah cacat. Adapun perhitungan korelasi dapat ditunjukkan pada
Tabel 5.5.
Tabel 5.5. Perhitungan Korelasi Antara Keras dan Jumlah Cacat
No. Keras (X)
Jumlah Cacat
(Y) X
2
Y2 XY
1 34301 88025 1176558601 7748400625 3019345525
2 24486 76519 599564196 5855157361 1873644234
3 60267 130993 3632111289 1,7159E+10 7894555131
4 37217 119975 1385105089 1,4394E+10 4465109575
5 67399 150974 4542625201 2,2793E+10 10175496626
6 50483 116309 2548533289 1,3528E+10 5871627247
7 76261 125287 5815740121 1,5697E+10 9554511907
8 23937 79241 572979969 6279136081 1896791817
9 13141 32145 172685881 1033301025 422417445
10 3405 11286 11594025 127373796 38428830
11 4246 19684 18028516 387459856 83578264
12 53600 79010 2872960000 6242580100 4234936000
Perhitungan korelasi pada Tabel 5.5.dapat ditunjukkan sebagai berikut
Nilai korelasi yang diperoleh adalah positif kuat yang berarti terdapat
[image:56.595.122.487.399.620.2]hubungan antara keras dengan jumlah cacat pada produk.
Gambar scatter diagram antara kecacatan mata ikan dan jumlah kecacatan dapat dilihat pada Gambar 5.4.
Gambar 5.4. Scatter Diagram Mata Ikan vs Jumlah Produksi
Perhitungan korelasi dilakukan untuk mengetahui hubungan antara kecacatan
keras dengan jumlah cacat. Perhitungan korelasi dapat ditunjukkan pada Tabel 5.6.
Tabel 5.6. Perhitungan Korelasi Antara Mata Ikan dan Jumlah Cacat
No. Mata Ikan(X)
Jumlah Cacat
(Y) X
2
Y2 XY
1 29755 88025 885360025 7748400625 2619183875
2 22573 76519 509540329 5855157361 1727263387
3 40842 130993 1668068964 1,7159E+10 5350016106
4 27913 119975 779135569 1,4394E+10 3348862175
5 49606 150974 2460755236 2,2793E+10 7489216244
6 37615 116309 1414888225 1,3528E+10 4374963035
7 33179 125287 1100846041 1,5697E+10 4156897373
8 21048 79241 443018304 6279136081 1667864568
9 9300 32145 86490000 1033301025 298948500
10 4767 11286 22724289 127373796 53800362
11 4632 19684 21455424 387459856 91176288
12 17073 79010 291487329 6242580100 1348937730
Total 298303 1029448 9683769735 1,1124E+11 32527129643
Perhitungan korelasi pada Tabel 5.5.dapat ditunjukkan sebagai berikut
Nilai korelasi yang diperoleh adalah positif kuat yang berarti terdapat
hubungan antara mata ikan dengan jumlah cacat pada produk.
5.2.6. Peta Kontrol Atribut
Peta kontrol dibuat untuk mengetahui apakah proses dalam kendali dan untuk
memonitor variasi proses secara terus-menerus. Peta p menggambarkan bagian yang
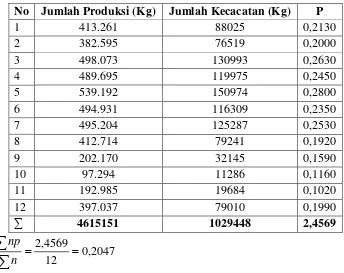
ditolak karena tidak sesuai dengan spesifikasi yang diinginkan. Perhitungan untuk 12
bulan jenis kecacatan crumb rubber keras dapat dilihat pada tabel 5.7. Berdasarkan data jenis kecacatan crumb rubber keras , didapat nilai mean p (CL) sebagai berikut:
Tabel 5.7. Perhitungan Nilai Mean P Jumlah Kecacatan No Jumlah Produksi (Kg) Jumlah Kecacatan (Kg) P
1 413.261 88025 0,2130
2 382.595 76519 0,2000
3 498.073 130993 0,2630
4 489.695 119975 0,2450
5 539.192 150974 0,2800
6 494.931 116309 0,2350
7 495.204 125287 0,2530
8 412.714 79241 0,1920
9 202.170 32145 0,1590
10 97.294 11286 0,1160
11 192.985 19684 0,1020
12 397.037 79010 0,1990
∑ 4615151 1029448 2,4569
2047 , 0 12 4569 , 2 = = =
∑
∑
n np pBatas kelas Atas (UCL) dan Batas Kelas Bawah (LCL) dapat dihitung seperti
dibawah ini :
n ) p 1 ( p 3 p
UCL= + −
n ) p 1 ( p 3 p
Perhitungan UCL adalah sebagai berikut :
(
)
5541 , 0 12 2047 , 0 1 2047 , 0 3 2047 , 0 ) 1 ( 3 1 1 1 = − + = − + = UCL UCL n p p p UCLPerhitungan LCL adalah sebagai berikut:
(
)
1447 , 0 12 2047 , 0 1 2047 , 0 3 2047 , 0 ) 1 ( 3 1 1 1 − = − − = − − = UCL UCL n p p p UCL 0 ≈Nilai pada LCL yang minus dibuat menjadi 0 karena tidak ada kecacatan per
produk unit yang minus jumlahnya. Minimal jumlah kecacatan per unit adalah 0
[image:59.595.68.546.511.728.2]sehingga angka minus diganti dengan 0.
Tabel 5.8. Perhitungan Peta p
No Jumlah Produksi (Kg) Jumlah Kecacatan (Kg) P CL UCL LCL
1 413.261 88025 0,2130 0,5541 0,2047 0
2 382.595 76519 0,2000 0,5541 0,2047 0
3 498.073 130993 0,2630 0,5541 0,2047 0
4 489.695 119975 0,2450 0,5541 0,2047 0
5 539.192 150974 0,2800 0,5541 0,2047 0
6 494.931 116309 0,2350 0,5541 0,2047 0
7 495.204 125287 0,2530 0,5541 0,2047 0
8 412.714 79241 0,1920 0,5541 0,2047 0
9 202.170 32145 0,1590 0,5541 0,2047 0
10 97.294 11286 0,1160 0,5541 0,2047 0
11 192.985 19684 0,1020 0,5541 0,2047 0
Peta kontrol untuk produk crumb rubber dapat dilihat pada gambar 5.5.
Gambar 5.5. Peta Kontrol
5.2.7. Cause and Effect Diagram
Cause and Effect Diagram berguna untuk menganalisis dan menemukan faktor-faktor yang berpengaruh secara signifikan didalam menentukan karakteristik
kualitas output kerja. Sebelum dilakukan langkah-langkah perbaikan, maka terlebih
dahulu harus dianalisa penyebab kecacatan produk crumb rubber dengan
V-83
KERAS
MATERIAL MANUSIA
MESIN
Operator tidak memeriksa mesin secara berkala
Pencampuran bahan baku tidak sesuai aturan
Operator kurang teliti
Operator kurang teliti
Kualitas bahan baku kurang baik
Umur mesin sudah tua
[image:61.595.58.549.117.362.2]Suhu mesin terlalu tinggi
Gambar 5.6. Diagram Sebab-akibat Kecacatan Produk Crumb Rubber Keras
MATA IKAN
MATERIAL MANUSIA
MESIN
Operator tidak tanggap dalam mengoperasikan mesin
Operator menekan pecahan latex
Operator mengalami kelelahan
Terdapat air pada bahan baku
Suhu mesin tidak stabil
Mesin tidak bekerja secara optimal Umur mesin sudah tua
Operator kurang teliti
[image:61.595.66.526.425.648.2]5.2.8. Failure Mode and Effect Analysis (FMEA)
FMEA merupakan suatu metode yang sistematik dalam
mengidentifikasi dan mencegah masalah yang terjadi pada produk dan proses.
Tujuan dari penerapan FMEA adalah mencegah masalah terjadi pada proses dan
produk. Tahapan pembuatan FMEA yaitu sebagai berikut:
5.2.8.1. Penentuan Jenis Kegagalan yang Potensial Pada Setiap Proses
Dari diagram pareto pada gambar 5.2. diperoleh dua jenis kecacatan
yang berpotensial besar terjadi selama proses produksi di lantai produksi yaitu
keras dan mata ikan. Dilakukan analisis penyebab kecacatan dengan
menggunakan diagram sebab-akibat yang dapat dilihat pada gambar 5.6. dan
gambar 5.7.
5.2.8.2. Penentuan Dampak/Efek yang Ditimbulkan oleh Kegagalan
Berdasarkan dua jenis kecacatan yang ada, maka dapat ditentukan efek
yang dapat ditimbulkan jika kecacatan ini ditemukan, yaitu sebagai berikut :
1. Produk keras, sehingga produk tidak dapat diolah menjadi produk jadi dan
produk tidak diterima oleh konsumen. Produk keras dapat diproduksi ulang
2. Tampilan produk tidak menarik, produk pasti dikembalikan oleh konsumen
dan produk yang terdapat mata ikan 100 % dapat diproduksi ulang (rework) untuk jenis kecacatan “mata ikan”.
5.2.8.3. Penentuan Nilai Efek Kegagalan (Severity, S)
Berdasarkan hasil wawancara dengan pihak perusahaan, dapat
ditentukan nilai efek kegagalan (severity) dari kedua jenis kecacatan tersebut. Kriteria pemberian rating dapat dilihat pada lampiran. Alasan pemberian rating
berdasarkan pada lampiran adalah sebagai berikut :
1. Keras, memiliki efek yang ditimbulkan yaitu :
Produk tidak dapat diolah, sehingga mengganggu fungsi produk secara
keseluruhan, produk tidak diterima oleh konsumen dan produk keras dapat
diproduksi ulang (rework). Maka, diberikan nilai 5. 2. Mata ikan, memiliki efek yang ditimbulkan yaitu :
Tampilan produk tidak menarik, produk pasti dikembalikan oleh konsumen
dan produk terdapat mata ikan 100 % dapat diproduksi ulang (rework). Maka, diberikan nilai 5.
5.2.8.4. Identifikasi Penyebab Kecacatan dari Kegagalan
Berdasarkan diagram sebab-akibat pada gambar 5.6. dan 5.7. diperoleh
1. Produk tidak dapat diolah, sehingga mengganggu fungsi produk secara
keseluruhan, produk tidak diterima oleh konsumen dan produk keras dapat
diproduksi ulang (rework). Disebabkan oleh : a. Suhu mesin dryer tinggi
b. Operator tidak memeriksa mesin dryer secara berkala
2. Untuk efek “Tampilan produk tidak menarik, produk pasti dikembalikan oleh
konsumen dan produk terdapat mata ikan 100 % dapat diproduksi ulang
(rework)”. Disebabkan oleh :
a. Operator menekan pecahan latex saat dimasukkan kedalam box
b. Mesin tidak bekerja optimal
5.2.8.5. Penentuan Nilai Peluang Kegagalan (Occurance, O)
Berdasarkan hasil wawancara dengan pihak perusahaan, dapat
ditentukan nilai peluang kegagalan (Occurance) dari jenis kegagalan tersebut. Pedoman pemberian nilai dapat dilihat di lampiran. Adapun alasan pemberian
nilai peluang kegagalan (occurance) adalah sebagai berikut :
1. Suhu mesin dryer tinggi diberikan nilai 7, dikarenakan penyebab ini dapat ditemukan terjadi sekali dalam kurang lebih 20 pengamatan. Berdasarkan
tabel pada lampiran, termasuk dalam kategori sedang dengan nilai 7.
400 pengamatan. Berdasarkan tabel pada lampiran, termasuk dalam kategori
sedang dengan nilai 5.
3. Operator menekan pecahan latex saat dimasukkan kedalam box diberikan nilai 7, dikarenakan penyebab ini dapat ditemukan terjadi sekali dalam kurang lebih
20 pengamatan. Berdasarkan tabel pada lampiran, termasuk dalam kategori
sedang dengan nilai 7.
4. Mesin tidak bekerja optimal diberikan nilai 6, dikarenakan penyebab ini dapat
ditemukan terjadi sekali dalam kurang lebih 80 pengamatan. Berdasarkan
tabel pada lampiran, termasuk dalam kategori sedang dengan nilai 6.
5.2.8.6. Identifikasi Metode Pengendalian Kegagalan
Dengan memperhatikan penyebab kegagalan dari diagram sebab-akibat
pada gambar 5.6. dan gambar 5.7, maka dapat dilakukan pengendalian (kontrol
penyebab) terjadinya kegagalan yang dapat dilakukan oleh operator ataupun pihak
perusahaan yang bertujuan untuk meminimumkan resiko kegagalan tersebut yang
Tabel 5.9. Identifikasi Metode Deteksi Kegagalan Mode
Kegagalan Efek Kegagalan
Penyebab
Kegagalan Metode Deteksi
Keras
Produk tidak dapat diolah, sehingga mengganggu fungsi produk secara keseluruhan, produk tidak diterima oleh konsumen dan produk keras dapat diproduksi
ulang (rework)
Suhu mesin
dryer tinggi
Memeriksa mesin saat dilakukannya proses
produksi Operator
tidak memeriksa mesin dryer
secara berkala Operator memperhatikan suhu mesin Mata ikan
Tampilan produk tidak menarik, produk pasti dikembalikan oleh konsumen dan produk terdapat mata ikan 100 % dapat diproduksi
ulang (rework)
Operator menekan pecahan
latex saat dimasukkan kedalam box
Memperhatikan pecahan latex saat dimasukkan kedalam
box
Mesin tidak bekerja optimal
Periksa apakah mesin dalam kondisi yang
5.2.8.7. Penentuan Nilai Deteksi Kegagalan (Detection, D)
Berdasarkan hasil wawancara dengan pihak perusahaan, dapat
ditentukan nilai deteksi kegagalan (Detection) dari kedua jenis kegagalan tersebut. Kriteria pemberian rating dapat dilihat pada lampiran, pemberian nilai rating
Tabel 5.10. Penilaian Deteksi Kegagalan (Detection, D) Mode
Kegagalan Efek Kegagalan
Penyebab
Kegagalan Metode Deteksi D
Keras
Produk tidak dapat diolah, sehingga mengganggu fungsi produk secara keseluruhan, produk tidak diterima oleh konsumen dan produk keras dapat diproduksi
ulang (rework)
Suhu mesin
dryer tinggi
Memeriksa mesin saat dilakukannya proses produksi 4 Operator tidak memeriksa mesin dryer
secara berkala Operator memperhatikan suhu mesin 3 Mata ikan
Tampilan produk tidak menarik, produk pasti dikembalikan oleh konsumen dan produk terdapat mata ikan 100 % dapat diproduksi
ulang (rework)
Operator menekan pecahan
latex saat dimasukkan kedalam box
Memperhatikan pecahan latex saat dimasukkan kedalam box 7 Mesin tidak bekerja optimal
Periksa apakah mesin dalam kondisi yang
baik atau tidak
Alasan penilaian yang diberikan untuk 4 kendali (deteksi) seperti diatas yaitu
sebagai berikut :
1. Memeriksa mesin saat dilakukannya proses produksi diberikan nilai 4.
Dikarenakan kendali yang dilakukan memerlukan inspeksi yang sangat
hati-hati dengan indra manusia.
2. Operator memperhatikan suhu mesin diberikan nilai 3. Dikarenakan kendali
yang yang dilakukan dapat dengan mudah dilakukan dengan pengamatan
langsung.
3. Memperhatikan pecahan latex saat dimasukkan kedalam box diberikan nilai 7. Dikarenakan kendali yang dilakukan memerlukan inspeksi dan/ atau
pembongkaran.
4. Periksa apakah mesin dalam kondisi yang baik atau tidak diberikan nilai 3.
Dikarenakan kendali yang dilakukan dapat dengan mudah dilakukan dengan
pengamatan langsung.
5.2.8.8. Menghitung Nilai RPN (Risk Priority Number)
Dihitung nilai RPN (risk priority number) melalu hasil perkalian antara
RPN = S x O x D
= 5 x 7 x 4
= 140
Tabel 5.11. FMEA Produk Crumb Rubber Mode
Kegagalan Efek Kegagalan S
Penyebab
Kegagalan O Metode Deteksi D RPN
Keras
Produk tidak dapat diolah, sehingga mengganggu fungsi produk secara keseluruhan, produk tidak diterima oleh konsumen dan produk keras
dapat diproduksi ulang (rework) 5
Suhu mesin
dryer tinggi 7
Memeriksa mesin saat dilakukannya proses produksi
4 140
Operator tidak memeriksa mesin dryer
secara berkala 5
Operator memperhatikan
suhu mesin
3 75
Mata ikan
Tampilan produk tidak menarik, produk pasti dikembalikan oleh
konsumen dan produk terdapat mata ikan 100 % dapat diproduksi
ulang (rework)
5
Operator menekan pecahan latex
saat dimasukkan kedalam box
7
Memperhatikan pecahan latex saat
dimasukkan kedalam box
7 245
Mesin tidak bekerja optimal 6
Periksa apakah mesindalam kondisi yang baik
atau tidak
3 90
Keterangan :
5.2.8.9. Fuzzy Failure Mode and Effect Analysis (Fuzzy FMEA)
Logika fuzzy pada FMEA merupakan suatu cara yang tepat untuk
menentukan suatu ruang input ke dalam suatu ruang output. Input dalam pendekatan logika fuzzy ini diperoleh atas nilai efek kegagalan (severity), peluang kegagalan (occurance) dan deteksi kegagalan (detection) dari tahap FMEA.
5.2.8.9.1. Proses Fuzzifikasi
Proses Fuzzifikasi yang dilakukan menggunakan metode Mamdani
sering dikenal sebagai metode Maximum-Minimum. Dikarenakan variabel
inputnya dibagi atas 3 himpunan fuzzy, yaitu untuk variabel S (severity), O (occurance) dan D (detection) dimana varibel outputnya memiliki satu himpunan
fuzzy, yaitu Fuzzy Risk Priority Number (FRPN). Pada metode ini digunakan fungsi implikasi minimum.
5.2.8.9.2. Pembuatan Himpunan Input Fuzzy
Terdapat tiga variabel fuzzy yang akan dimodelkan, yaitu S (severity), O (occurance) dan D (detection). Ketiga variabel ini merupakan variabel input
dengan nilai masing-masing antara 1 sampai dengan 10. Nilai tersebut akan dibagi
atas lima kategori, yaitu :
1. Very Low (VL) atau Sangat Rendah 2. Low (L) atau Rendah
5. Vey High (VH) atau Sangat Tinggi
Penilaian untuk setiap kategori indeks bilangan crisp S (severity), O (occurance) dan D (detection) dapat dilihat pada tabel 5.12. dibawah ini. Sebagai contoh untuk rangking S (severity) adalah 1, rangking O (occurance) adalah 1 dan rangking D (detection) adalah 1 diperoleh kategorinya adalah Very Low (VL) atau Sangat Rendah.
Tabel 5.12. Kategori Variabel Input Rangking
Kategori Severity (S) Occurance (O) Detection (D)
1 1 1 VL
2,3 2,3 2,3 L
4,5,6 4,5,6 4,5,6 M
7,8 7,8 7,8 H
9,10 9,10 9,10 VH
Parameter untuk fungsi keanggotaan variabel input dapat dilihat pada tabel 5.13.
Tabel 5.13. Parameter Fungsi Keanggotaan Variabel Input
Kategori Tipe Kurva Parameter
VL Bahu/Trapesium [0; 0; 1; 2,5]
L Segitiga [1; 2,5; 4,5]
M Trapesium [2,5; 4,5; 5,5; 7,5]
H Segitiga [5,5; 7,5; 9]
VH Bahu/Trapesium [7,5; 9; 10; 10]
Perhitungan fungsi keanggotaan input dibuat berdasarkan tipe kurva yang ditunjukkan pada tabel 5.14. untuk setiap kategori sebagai berikut :
a. Very Low (VL)
f (x; 0, 0, 1, 2.5) =
Nilai keanggotaan input 1 = 1
Nilai keanggotaan input 2 = (2,5-2) / (2,5-1) = 0,33 Nilai keanggotaan input 3 = 0
Nilai keanggotaan input 4 = 0 Nilai keanggotaan input 5 = 0 Nilai keanggotaan input 6 = 0 Nilai keanggotaan input 7 = 0 Nilai keanggotaan input 8 = 0 Nilai keanggotaan input 9 = 0 Nilai keanggotaan input 10 = 0
b. Low (L)
Nilai keanggotaan input 1 = 0
Nilai keanggotaan input 2 = (2-1) / (2,5-1) = 0,67 Nilai keanggotaan input 3 = (4,5-3) / (4,5-2,5) = 0,75 Nilai keanggotaan input 4 = (4,5-4) / (4,5-2,5) = 0,25 Nilai keanggotaan input 5 = 0
Nilai keanggotaan input 6 = 0 Nilai keanggotaan input 7 = 0 Nilai keanggotaan input 8 = 0 Nilai keanggotaan input 9 = 0 Nilai keanggotaan input 10 = 0
c. Moderate (M)
f (x; 2.5, 4.5, 5.5, 7.5) =
Nilai keanggotaan input 1 = 0 Nilai keanggotaan input 2 = 0
Nilai keanggotaan input 6 = (7,5-6) / (7,5-5,5) = 0,75 Nilai keanggotaan input 7 = (7,5-7) / (7,5-5,5) = 0,25 Nilai keanggotaan input 8 = 0
Nilai keanggotaan input 9 = 0 Nilai keanggotaan input 10 = 0
d. High (H)
f (x; 5.5, 7.5, 9) =
Nilai keanggotaan input 1 = 0 Nilai keanggotaan input 2 = 0 Nilai keanggotaan input 3 = 0 Nilai keanggotaan input 4 = 0 Nilai keanggotaan input 5 = 0
Nilai keanggotaan input 6 = (6-5,5) / (7,5-5,5) = 0,25 Nilai keanggotaan input 7 = (7-5,5) / (7,5-5,5) = 0,75 Nilai keanggotaan input 8 = (9-8) / (9-7,5) = 0,67 Nilai keanggotaan input 9 = 0
e. Very High (VH)
f (x; 7.5, 9, 10, 10) =
Nilai keanggotaan input 1 = 1 Nilai keanggotaan input 2 = 0 Nilai keanggotaan input 3 = 0 Nilai keanggotaan input 4 = 0 Nilai keanggotaan input 5 = 0 Nilai keanggotaan input 6 = 0 Nilai keanggotaan input 7 = 0
Nilai keanggotaan input 8 = (8-7,5) / (9-7,5) = 0,33 Nilai keanggotaan input 9 = 1
Nilai keanggotaan input 10 = 1
5.2.8.9.4. Pembuatan Himpunan Output Fuzzy
Nilai tertinggi untuk masing-masing input S (severity), O (occurance) dan D (detection) adalah 10, maka batas nilai output (FRPN) yang tertinggi adalah 1000. Rentang nilai output FRPN adalah 1-1000. Nilai output FRPN dibagi atas Sembilan kategori, yaitu :
2. Very Low-Low (VLL)
3. Low (L)
4. Low-Moderate (L-M) 5. Moderate (M)
6. Moderate-High (M-H) 7. High (H)
8. High-Very High (H-VH) 9. Very-High (VH)
Parameter untuk fungsi keanggotaan variabel output dapat dilihat pada tabel 5.14.
Tabel 5.14. Parameter Fungsi Keanggotaan Variabel Output
Kategori Tipe Kurva Parameter
VL Bahu/Trapesium [0, 0, 25, 75]
VL-L Segitiga [25, 75, 125]
L Segitiga [75, 125, 200]
L-M Segitiga [125, 200, 300]
M Segitiga [200, 300, 400]
M-H Segitiga [300, 400, 500]
H Segitiga [400, 500, 700]
H-VH Segitiga [500, 700, 900]
VH Bahu/Trapesium [700, 900, 1000, 1000]
Perhitungan fungsi keanggotaan output dibuat berdasarkan tipe kurva yang ditunjukkan pada tabel 5.13. untuk setiap kategori sebagai berikut :
a. Very Low (VL)
f (x; 0, 0, 25, 75) =
b. Very Low-Low (VL-L)
f (x; 25, 75, 125) =
c. Low (L)
f (x; 75, 125, 200) =
d. Low-Moderate (L-M)
f (x; 125, 200, 300) =
e. Moderate (M)
f (x; 200, 300, 400) =
f. Moderate-High (M-H)
g. High (H)
f (x; 400, 500, 700) =
h. High-Very High (H-VH)
f (x; 500, 700, 900) =
i. Very High (VH)
f(x;700,900,1000,1000)=
Dalam merepresentasikan variabel output, digunakan representasi kurva
bentuk bangun untuk variabel Very Low (VL) dan Very High (VH) untuk
mengakhiri vaiabel suatu daerah fuzzy. Kurva segitiga digunakan untuk
merepresentasikan variabel Very Low-Low (VL-L), Low (L), Low Moderate (LM),
Moderate (M), Moderate High (M-H), High (H) dan High-Very High (H-VH). Representasi variabel output dapat dilihat pada gambar 5.8.
Gambar 5.8. Representasi Variabel Output
5.2.8.9.6. Fuzzy Rules (Aturan Fuzzy)
Fuzzy rules adalah suatu aturan yang menggambarkan tingkat kekritisan dari sebuah kegagalan untuk setiap kombinasi variabel input. Aturan-aturan ini secara konvensioanal diformulasikan dalam bentuk linguistik dan dieks