Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
PENENTUAN JUMLAH TENAGA KERJA BERDASARKAN
WAKTU STANDAR DENGAN METODE WORK SAMPLING
DI BAGIAN PACKING PADA PT. SINAR OLEOCHEMICAL
INTERNATIONAL
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
PIQIH NURJANNAH 080423060
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
KATA PENGANTAR
Puji dan syukur penulis panjatkan ke hadirat Tuhan Yang Maha Esa atas segala rahmat dan karunia-Nya sehingaa penulis dapat menyelesaikan tugas sarjana ini dengan baik. Tugas sarjana merupakan salah satu syarat akademis yang harus dipenuhi oleh mahasiswa untuk menyelesaikan studi di Program Pendidikan Sarjana Ekstensi, Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Penulis melaksanakan penelitian tugas sarjana di PT. Sinar Oleochemichal International (PT. SOCI), yaitu perusahaan yang bergerak di bidang pembuatan fatty acid dan gliserin dengan judul tugas akhir “Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling di Bagian Packing di PT. Sinar Oleochemichal International”.
Penulis menyadari bahwa tugas sarjana ini belum sepeuhnya sempurna dan masih memiliki kekurangan karena keterbatasan kemampuan dan fasilitas yang tersedia. Oleh karena itu, penulis mengharapkan kritik dan saran yang membangun dari pembaca untuk kesempurnaan tugas sarjana ini. Akhir kata, penulis berharap semoga tugas sarjana ini bermanfaat bagi kita semua
Medan, Januari 2009
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
UCAPAN TERIMA KASIH
Penulis banyak mendapatkan bantuan dari berbagai pihak selama pelaksanaan tugas sarjana ini. Oleh karena itu, penulis merasa perlu mengucapkan terima kasih yang sebesar-besarnya kepada :
1. Ibu Ir. Rosnani Ginting, MT, selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara
2. Ibu Ir. Elisabeth Ginting, Msi. selaku Dosen Pembimbing I yang telah banyak membantu dan membimbing saya baik dari segi moril, waktu dan fikiran demi terselesaikannya tugas sarjana ini.
3. Bapak Buchari ST, M.Kes. selaku Dosen Pembimbing II yang telah banyak membantu dan membimbing saya baik dari segi moril, waktu dan fikiran demi terselesaikannya tugas sarjana ini.
4. Bapak Aulia Ishak ST, MT. selaku Koordinator Tugas Akhir 5. Bapak Ir. A. Jabbar Rambe, MEng. selaku Ketua Bidang Ergonomi
6. Segenap pimpinan PT. Sinar Oleochemichal International yang telah memberikan izin kepada penulis untuk melaksanakan penelitian di perusahaan tersebut
7. Bapak Syachbuddin, yang telah meluangkan waktu untuk memberikan penjelasan megenai perusahaan dan membantu penulis dalam mengumpulkan data yang diperlukan untuk penulisan laporan
8. Orang tua dan keluarga tercinta, yang telah memberikan dukungan moril, semangat dan materil selama pelaksanaan tugas sarjana
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
10.Segenap staf pengajar di Departemen Teknik Industri, Fakultas Teknik,. Universitas Sumatera Utara
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
DAFTAR ISI
BAB HALAMAN
LEMBAR PENGESAHAN ... i
SERTIVIKASI EVALUASI TUGAS SARJANA. ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xv
ABSTRAK ... xvi I. PENDAHULUAN
1.1. Latar Belakang Permasalahan ... I-1 1.2. Rumusan Permasalahan ... I-3 1.3. Tujuan Penelitian. ... I-3 1.4. Batasan Dan Asumsi Masalah... I-4 1.5. Sistematika Penulisan Tugas Akhir ... I-5 II. GAMBARAN UMUM PERUSAHAAN
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
III. LANDASAN TEORI
3.1. Pengukuran Waktu Kerja Dengan Metode
Pengukuran Langsung ... III-1 3.1.1. Pengukuran Kerja Dengan Jam Henti
(Stop Watch Time Study) ... III-3 3.1.2. Penyesuaian Waktu Dengan Rating Performance Kerja ... III-4 3.1.2.1. Syntetic Rating ... III-13
3.1.2.2. Performance Rating Atau Speed Rating ... III-13 3.1.3. Penetapan Kelonggaran (Allowance) III-13
3.1.3.1. Kelonggaran Untuk Kebutuhan Pribadi
(Personal Allowance ... III-14 3.1.3.2. Kelonggaran Untuk Menghilangkan
Rasa Lelah (Fatique) ... III-15 3.1.3.3. Kelonggaran Untuk Hambatan-Hambatan
Tak Terhindarkan ... III-16 3.2. Pengukuran Kerja Dengan Metode Sampling Kerja
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 3.2.3. Pengujian Keseragaman Data ... III-21 3.2.4. Menghitung Jumlah Pengamatan Yang Diperlukan ... III-22 3.2.5. Penentuan Tingkat Ketelitian Hasil Pengamatan ... III-23 3.3. Aplikasi Sampling Kerja Untuk Penetapan Waktu Standar ... III-24 3.4. Perhitungan Jumlah Kebutuhan Tenaga Kerja Standar
Berdasarkan Waktu Standar ... III-25 IV. METODOLOGI PENELITIAN
4.1. Lokasi Dan Waktu Penelitian ... . IV-1 4.2. Populasi dan Sampel... IV-1 4.3. Rancangan Penelitian ... IV-2 4.4. Variabel Penelitian ... IV-3 4.5 Metode Pengumpulan Data ... IV-3 4.5.1. Sumber Data Penelitian ... IV-4 4.6. Metode Pengolahan Data ... IV-5 4.7. Analisa Pemecahan Masalah ... IV-10 4.8. Kesimpulan Dan Saran ... IV-11 V. PENGUMPULAN DAN PENGOLHAN DATA
5.1. Pengumpulan Data ... V-1 5.1.1. Penentuan Jadwal Pengamatan ... V-1 5.1.2. Pengamatan Sampling Kerja ... V-10
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 5.1.3. Penentuan Rating Factor ... V-14 5.1.4. Penentuan Kelonggaran ( Allowance) ... V-18
5.2. Pengolahan Data ... V-23 5.2.1. Perhitungan ProduktivitasOperator ... V-23
5.2.2. Uji Keseragaman Data ... V-24 5.2.3. Uji Kecukupan Data ... V-27 5.2.4. Perhitungan Tingkat Ketelitian ... V-29 5.2.4. Perhitungan Waktu Baku/ Waktu Standar ... V-30 5.2.5. Perhitungan Jumlah Kebutuhan Tenaga Kerja Standar
Berdasarkan Waktu Standar ... V-31 VI. ANALISA DAN EVALUASI
6.1. Analisa ... VI-1 6.1.1. Analisa Pengamatan Sampling Kerja ... VI-1 6.1.2. Analisa Waktu Standar Tenaga Kerja ... VI-2 6.2. Evaluasi Jumlah Tenaga Kerja ... VI-3 VII. KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2 DAFTAR PUSTAKA
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
DAFTAR TABEL
TABEL HALAMAN
2.1. Jumlah Tenaga Kerja ... II-19 2.2. Jam Kerja Non Shift ... II-20 2.3. Jam Kerja Shift ... II-20 2.4. Nilai-Nilai Parameter FattyAcid ... II-14 2.5. Nilai-Nilai Parameter Gliserin ... II-15 2.6. Spesifikasi Bahan Baku ... II-17 3.1. Performance Ratings Dengan Sistem Westinghouse ... III-17 5.1. Waktu Pengamatan Berdasarkan Interval Waktu ... V-3
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.7. Rekapitulasi Hasil Pengamatan Sampling Kerja Operator 1 ... V-23 5.8. Rekapitulasi Hasil Pengamatan Sampling Kerja Operator 2 ... V-24 5.9. Rekapitulasi Hasil Pengamatan Sampling Kerja Operator 3. ... V-24 5.14. BKA dan BKB Setiap Operator ... V-28 5.15. Uji Kecukupan Setiap Operator ... V-30 5.18. Permintaan Produk Fatty Acid Bentuk Flacking Kemasan
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
DAFTAR GAMBAR
GAMBAR HALAMAN
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
ABSTRAK
PT. SOCI merupakan perusahaan yang bergerak dalam bidang pengolahan minyak sawit menjadi Fatty Acid dan Glyserin. Perusahaan ini berlokasi di Jl. Pulau Irian No. 2 Kawasan Industri Medan I (KIM I), Sumatera Utara. Pada PT. Sinar Oleochemichal International perlu adanya penentuan jumlah tenaga kerja yang sesuai, karena jumlah tenaga kerja yang sekarang tidak mencukupi untuk mengerjakan pekerjaan di bagian packing.
Penelitian bertujuan untuk mengetahui tingkat produktivitas, idle, waktu standar serta menetukan jumlah tenaga kerja yang seharusnya dipekerjakan di bagian packing berdasarkan waktu standar dan dapat memberikan kepuasan kepada pihak perusahaan, karena dengan penelitian ini pihak perusahaan dapat mengetahui jumlah tenaga kerja yang seharusnya dipekerjakan
Penelitian dilakukan pada operator yang bekerja dibagian pengepakan fatty acid kemasan paper bag pada kerja mulai pukul 08.00-pukul 16.00 sebagai pembatasan masalah dalam penelitian. Penelitian dilakukan dengan beberapa tahap yaitu pengamatan pendahuluan kemudian dilanjutkan dengan penentuan jumlah pengamatan, pengamatan sampling kerja, mengumpulkan data, melakukan pengolahan data, menganalisa hasil pengolahan data dan terakhir menyimpulkan hasil penelitian.
Penelitian dilakukan dengan menggunakan metode work sampling. Hal ini dilakukan dengan cara mengamati aktivitas operator dalam menyelesaikan pekerjaannya yang kemudian digunakan untuk mengukur produktivitas tenaga kerja. Dengan mengetahui produktivitas operator maka di peroleh waktu standar tenaga kerja dan jam kerja produktif dalam menyelesaikan pekerjaannya, kemudian digunakan untuk menghitung waktu total pengerjaan berdasarkan jumlah permintaan produk, sehingga dapat diketahui jumlah tenaga kerja yang seharusnya dipekerjakan.
Hasil akhir yang di peroleh pada penelitian ini adalah produktivitas rata-rata adalah waktu standar yang dibutuhkan dalam menyelesaikan proses pengepakan adalah pada bagian pengepakan fatty acid bentuk flacking kemasan paper bag 25 kg adalah pegisian fatty acid ke dalam paper bag = 1,28 orang, penimbangan fatty acid dan penjahitan paper bag = 1,25 orang, penyusunan paper bag ke palet dan penyusunan palet ke penumpukkan = 1,30 orang oleh karena itu perlu dilakukan penambahan jumlah tenaga kerja agar proses pengepakan dapat berjalan lancar. Selain waktu standar juga dapat diketahui rata- rata produkrivitas seluruh operator sebesar 88,91% dengan idle (waktu kosong atau menganggur) sebesar 11,01%.
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Setiap perusahaan dituntut setiap waktu untuk mampu memberikan pelayanan yang memuaskan terhadap pelanggannya. Baik dari segi waktu pemenuhan kebutuhan yang diminta maupun dari segi kualitas yang sesuai dengan permintaan. Jika perusahaan tidak mampu memenuhi permintaan sesuai dengan jumlah yang ditentukan dan waktu yang tepat, hal ini akan menimbulkan kekecewaan bagi pelanggan dan hal ini dapat menyebabkan pelanggan berpindah pada perusahaan lain.
Tenaga kerja merupakan faktor yang paling penting dalam menjamin kelancaran proses produksi. Ketersediaan tenaga kerja dengan tingkat keterampilan yang memadai dan dengan jumlah yang tepat selalu menjadi tujuan dari pelaksanaan produksi itu sendiri, meskipun tidak melupakan faktor penting lainnya yang berpengaruh dalam proses produksi seperti mesin, peralatan dan lain sebagainya.
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
menggunakan metode sampling kerja sehingga diketahui jumlah tenaga kerja yang diperlukan dalam proses pengepakan dan mengetahui tingkat produktivitas tenaga kerja.
Waktu standar merupakan waktu yang dibutuhkan oleh seorang pekerja dalam menyelesaikan suatu pekerjaan. Dimana pekerja tersebut dianggap mempunyai keahlian rata-rata untuk menyelesaikan suatu siklus pekerjaan dalam situasi dan kondisi yang normal dengan kata lain disesuaikan dengan keadaan normal yang ditambahkan dengan kelonggaran waktu untuk keperluan pribadi, kelelahan dan hal-hal lain yang tidak terduga.
Pengukuran kerja ini akan memberikan kemudahan bagi pihak PT. Sinar Oleochemical International untuk mengetahui waktu standar yang diperlukan oleh setiap pekerja dalam menyelesaikan pekerjannya, melakukan pengukuran produktivitas para pekerja secara objektif, pengontrolan kerja dan kemudahan-kemudahan lainnya. Selain itu pada PT. Sinar Oleochemichal International (SOCI) dilakukan pengukuran waktu standar dengan metode work sampling karena pada perusahaan ini belum pernah diterapkan metode ini untuk menentukan jumlah tenaga kerja yang optimal.
.
1.2. Rumusan Permasalahan
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009 1.3. Tujuan penelitian
Tujuan umum dari penelitian ini adalah untuk menentukan jumlah tenaga kerja berdasarkan waktu standar dengan metode work sampling di bagian packing pada PT. Sinar
Oleochemical International. Adapun tujuan khusus dari penelitian ini antara lain:
1. Dapat menentukan waktu standar pada proses pengepakan dengan metode work sampling 2. Untuk mengetahui kebutuhan tenaga kerja yang seharusnya dipekerjakan
3. Untuk mengetahui persentase/ proporsi produktivitas rata-rata operator sehingga dapat dilakukan pengukuran prestasi para pekerja secara objektif
4. Untuk mengetahui persentase/ proporsi idle (waktu kosong atau menganggur) rata-rata operator dalam melakukan pekerjaan
1.4. Batasan Dan Asumsi Masalah
Batasan-batasan pada penelitian ini adalah:
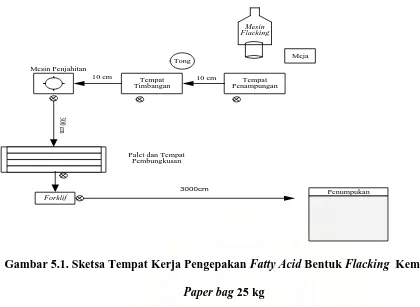
1. Pengukuran dilakukan terhadap tenaga kerja yang berada pada stasiun kerja pengepakan fatty acid bentuk flacking kemasan paper bag 25 kg pada PT. Sinar Oleochemical International
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
3. Tenaga kerja yang diamati adalah tenaga kerja dengan tingkat kemampuan dan keterampilan rata-rata dalam menyelesaikan pekerjaannya
4. Pengumpulan data dilakukan dengan cara pengamatan langsung di lapangan dan wawancara dengan supervisor produksi
5. Pengolahan data dilakukan untuk menentukan waktu standar tenaga kerja dalam menyelesaikan pekerjaannya, sehingga dapat diketahui jumlah tenaga kerja yang seharusnya dipekerjakan.
Asumsi yang digunakan dalam penelitian ini adalah :
1. Kondisi fisik dan mental pekerja serta kondisi kerja dianggap dalam keadaan baik
2. Proses produksi ataupun aktivitas-aktivitas yang dilakukan tenaga kerja yang diukur berjalan secara normal dan wajar
3. Data yang diperoleh dari perusahaan yang berhubungan dengan penelitian dianggap benar setelah diteliti kewajarannya
4. Fasilitas-fasilitas yang mendukung jalannya produksi dapat bekerja dan berjalan dengan baik
1.5. Sistematika Penulisan Tugas Akhir
Tugas akhir ini disusun secara sistematis dengan tujuan memudahkan penyampaian informasi. Sistematika yang digunakan dalam penulisan tugas akhir ini disajikan dalam bentuk bab yang dapat dilihat sebagai berikut:
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
Menguraikan latar belakang permasalahan, rumusan permasalahan, tujuan penelitian, ruang lingkup penelitian dan sistematika penulisan tugas akhir
BAB II. GAMBARAN UMUM PERUSAHAAN
Berisi tentang gambaran umum perusahaan, jenis produk dan spesifikasinya, bahan baku, proses produksi, mesin dan peralatan, serta organisasi dan manajemen.
BAB III. LANDASAN TEORI
Berisi tentang teori-teori yang dipakai sebagai landasan dalam pembahasan dan pemecahan masalah.
BAB IV. METODOLOGI PENELITIAN
Merupakan kerangka dalam pemecahan masalah, penjelasan secara garis besar bagaimana langkah pemecahan masalah dengan menggunakan metode yang digunakan.
BAB V. PENGUMPULAN DAN PENGOLAHAN DATA
Mengidentifikasi keseluruhan hasil penelitian yang meliputi data primer dan data skunder serta melakukan pengolahan data dengan menggunakan teori-teori yang membantu dalam pemecahan masalah.
BAB VI. ANALISA DAN EVALUASI
Menganalisa hasil pengolahan data yang dilakukan pada bab sebelumnya dan evaluasi untuk pemecahan masalah.
BAB VII. KESIMPULAN DAN SARAN
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
BAB II
GAMBARAN UMUM PERUSAHAAN
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
PT. SOCI merupakan perusahaan yang bergerak dalam bidang pengolahan minyak sawit menjadi Fatty acid dan Glyserin. Bahan baku yang digunakan untuk pengolahan oleochemical pada perusahaan ini adalah Refined Bleched deodorized Palm Olein (RBDPO), Refined Bleched Deodorezid Palm Stearin (RBDPS) dan Palm Kernel Oil (PKO) yang diperoleh dari minyak sawit. Fatty acid yang dihasilkan merupakan bahan baku pembuatan deterjen, sabun, minyak wangi dan lain-lain sedangkan glyserin digunakan sebagai campuran obat-obatan, kosmetik dan lain-lain.
Pada awalnya ide pendirian pabrik ini decetuskan oleh seorang invetor Indonesia pada sebuah pertemuan antara investor Indonesia sengan investor asing di Jakarta Convention Center, Jakarta pada tahun 1991. Ide ini lahir dengan melihat besarnya peluang pasar oleochemical dan bahan baku untuk pembuatannya juga banyak terdapat di Indonesia. Investor Indonesia yang bernaung di bawah bendera Sinar Mas Grup dan investor Jepang yang diwakili oleh Nippon Oil and Ft (NOF) mengadakan pertemuan dengan investor-investor Jepang yang berminat menjadi mitra perusahaan ini di Jakarta. Dan akhirnya dari pertemuan ini diperoleh empat investor Jepang yang bersedia menjadi mitra kerja dalam menjalankan dan mengelolah perusahaan tersebut yaitu:
1. Hitachi Sozen, menguasai bidang permesinan
2. Shiseido Company, menguasai bidang pengendalian mutu
3. Nippon Oil and Fat (NOF), menguasai teknologi pengolahan RBDPO, RBDPS dan PKO 4. Merubeni Corporation, menguasai bidang perdagangan
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
1. Sinar Mas Grup sebear 40 % 2. NOF sebesar sebesar 30 %
3. Shiseido Company sebesar 12,5 % 4. Merubeni Corporation sebesar 12,5 % 5. Hitachi Sozen sebesar 5 %
Perusahaan yang mengadakan pertemuan ini sepakat kerja sama dalam mendirikan dan mengelolah perusahaan dengan nama PT. Sinar Oleochemical International (PT. SOCI) dengan investasi sebesar 48.840 miliar rupiah, yang resmi berdiri tanggal 02 September 1993 dengan Penanaman Modal Asing (PMA) dengan Surat Keputusan Presiden No. SPP 161/PMA/1992 dan berlokasi di Jl. Pulau Irian No. 2 Kawasan Industri Medan (KIM), Medan Sumatera Utara.. Perusahaan ini diresmikan oleh Menteri Perindustrian Republik Indonesia Bapak Tungki Aribowo pada tanggal 24 Agustus 1994.
Pada awal tahun 1994, dilakukan percobaan produksi dan memulai produksinya secara komersial pada pertengahan tahun 1994. Sejak perusahaan dioperasikan, PT SOCI pada tanggal 7 Oktober 1996 telah menerima sertifikat ISO 9002 yang merupakan Quality Assurance (yang menjamin kualitas produk, ketepatan waktu pengiriman dan kegiatan produksi yang efisien) dari International Management Standart. ISO 9002 ini melaksnakan prosedur-prosedur yang telah digariskan, yang mengatur antara lain:
1. Pembelian bahan baku
2. Penyimpanan bahan baku maupun produksi 3. Cara mengatasi keluhan pelanggan
4. Pengawasan mutu
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
2.2. Ruang Lingkup Bidang Usaha
Ruang lingkup bidang usaha PT. SOCI adalah pengolahan hasil minyak sawit yaitu RBDPO, RBDPS dan PKO menjadi fatty acid dan glyserin.
Perbandingan produk fatty acid 60 % dan glyserin 40 %. Produk yang dihasilkan oleh perusahaan disesuaikan dengan permintaan konsumen (make to order) walaupun demikian perusahaan tetap membuat persediaan. Jadi walaupun pelanggan tidak melakukan pesanan, perusahaan ini tetap berproduksi.
2.3. Lokasi Perusahaan
Lokasi PT. SOCI berada di KIM Jl. Pulau Irian No. 2 dengan luas areal 10 ha. Lahan produktif yang sudah dipergunakan seluas 5,8 ha. Pemilihan lokasi pabrik didasari atas pertimbangan-pertimbangan sebagai berikut:
1. Mudah dalam pengadaan bahan baku yang diperoleh dari PT. Ivomas Tunggal yang juga merupakan anak perusahaan Sinar Mas Grup yang berlokasi di Gabion Belawan. Selain itu dekat juga dengan PT. Superin yang mensuplai methanol sebagai bahan pembantu untuk pengolahan RBPDO dan RBDPS. PT. Superin ini berlokasi lebih kurang 5 km dari PT. SOCI
2. Dekat dengan pelabuhan Belawan dari jalan tol sehingga akan mendukung kelancaran transportasi, yaitu dalam hal pengangkutan bahan baku dan pengiriman barang
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
5. Tersedianya parit sebagai lokasi pembuangan limbah yang tidak mengganggu kepentingan penduduk
6. Dekat dengan fasilitas umum untuk kepentingan dalam memeperoleh kebutuhan sehari-hari dan pendidikan
7. Tersedianya sumber tenaga kerja di lokasi sekitar perusahaan
2.4. Organisasi dan Manajemen 2.4.1. Struktur Organisasi Perusahan
Struktur organisasi adalah suatu bagan yang menggambarkan hubungan kerja antara dua orang atau lebih pada tugas yang saling berkaitan untuk mencapai suatu tujuan tertentu.
Ada empat komponen dasar yang merupakan kerangka dalam memberikan definisi struktur organisasi :
1. Sturuktur organisasi memberikan gambaran mengenai pembagian tugas-tugas serta tanggung jawab kepada individu maupun bagian-bagian kepada suatu organisasi.
2. Struktur organisasi memberikan kelonggaran kepada hubungan yang tetap secara resmi dalam suatu organisasi, tercakup dalam hubungan yang resmi ini banyaknya tindakan hirarki serta besarnya rentang kendali dan semua pimpinan diseluruh tingkatan organisasi.
3. Struktur organisasi menetapkan pengelompokan individu menjadi bagian organisasi dan pengelompokan bagian-bagian organisasi menjadi suatu bagian organisasi yang utuh. 4. Struktur organisasi juga menetapkan sistem hubungan dalam organisasi, yang
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
Suatu struktur organisasi bagi suatu perusahaan mempunyai peranan yang sangat penting dalam menentukan dan memperlancar jalannya roda perusahaan. Pendistribusian tugas-tugas, wewenang dan tanggung jawab serta hubungannya satu sama lain pada dasarnya dapat digambarkan pada struktur organisasi, sehingga para pegawai dan karyawan akan mengetahui dengan jelas apa tugasnya, dari mana ia mendapatkan perintah dan kepada siapa ia bertanggung jawab.
Adanya struktur organisasi dan uraian tugas yang diterapkan akan menciptakan suasana kerja yang baik karena akan terhindar dari tumpang tindih dalam perintah dan tanggung jawab.
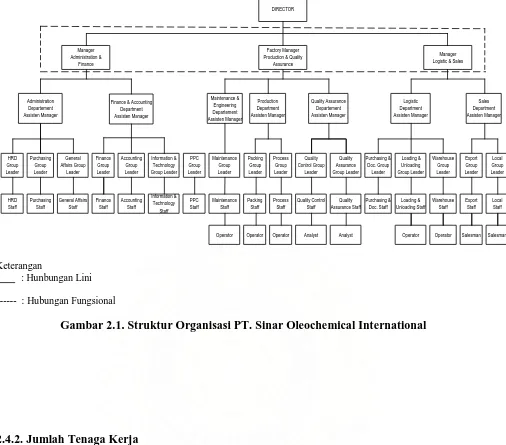
Untuk mencapai tujuan dan sasaran yang telah ditetapkan, PT. Sinar Oleochemical International membuat struktur organisasinya berbentuk hubungan lini dan fungsional, yaitu : - Dalam hubungan lini (garis) ditunjukkan dengan adanya pembagian tugas dilakukan
dalam bidang atau area pekerjaan, dari pimpinan dapat langsung dilimpahkan kepada bawahan yang menengani pekerjaan tersebut. Misalnya Director melimpahkan tugas langsung ke Administration and Finance Manager, Factory Manager, dan Logistic and Sales Manager sesuai dengan spesialisasinya masing-masing.
- Dalam hubungan fungsional ditunjukkan dengan adanya pembagian tugas menurut fungsi-fungsi oleh setiap Manager kepada asistennya dan Asissten Manager juga kepada bawahannya. Misalnya Factory Manager memberikan tugas kepada asisten sesuai dengan fungsi-fungsi yang terdiri dari Maintenance and Engineering Asisten Manager, dan Assurance Asisten Manager Quality. Production Asisten Manager juga akan membegi tugas kepada setiap bawahannya menurut fungsi-fungsinya yaitu kepada Process Group Leader dan Packing Group Leader.
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009 Administration Departement Assisten Manager Process Group Leader Packing Group Leader Maintenance Group Leader PPC Group Leader Information & Technology Group Leader Finance Group Leader General Affairs Group Leader Purchasing Group Leader HRD Group Leader Accounting Group Leader Local Staff Export Staff Warehouse Staff Loading & Unloading Staff Purchasing & Doc. Staff Quality Assurance Staff Quality Control Staff Process Staff Packing Staff Maintenance Staff PPC Staff Information & Technology Staff Accounting Staff Finance Staff General Affairs Staff Operator Purchasing Staff HRD Staff Maintenance & Engineering Departement Assisten Manager Logistic Department Assisten Manager Sales Department Assisten Manager Finance & Accounting
Department Assisten Manager Salesman Salesman Operator Operator Analyst Analyst Operator Operator Local Group Leader Export Group Leader Warehouse Group Leader Loading & Unloading Group Leader Quality Assurance Group Leader Quality Control Group Leader Purchasing & Doc. Group Leader Production Department Assisten Manager Quality Assurance Departement Assisten Manager Manager Administration & Finance Factory Manager Production & Quality
Assurance
Manager Logistic & Sales DIRECTOR
Keterangan
: Hunbungan Lini
||--- : Hubungan Fungsional
Gambar 2.1. Struktur Organisasi PT. Sinar Oleochemical International
2.4.2. Jumlah Tenaga Kerja
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
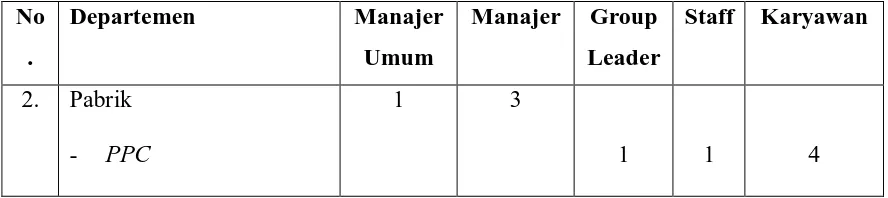
Tabel 2.1. Jumlah Tenaga Kerja No
. Departemen
Manajer Umum
Manajer
Group Leader
Staff Karyawan
1. Administrasi, keuangan, dan akuntansi
- HRD - Purchasing - General Affair - Keuangan - Akuntansi
- Informasi & Teknologi
1 2
1 1 1 1 1 1 2 2 3 2 2 3 8 6 7 (Sumber PT. SOCI)
Tabel 2.1. Jumlah Tenaga Kerja (Lanjutan) No
.
Departemen Manajer
Umum
Manajer Group
Leader
Staff Karyawan
2. Pabrik - PPC
1 3
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
- Maintenance Eng - Packing
- Proses
- Quality Control - Quality Assurance
1 1 1 1 2 4 2 6 7 6 10 30 20 4 7 3.
Logistic dan Penjualan - Purchasing & Doc - Load and Unload - Gudang
- Ekspor - Lokal
1 2
1 1 1 1 1 4 5 6 3 4 7 9 8 4 7
Total 3 7 18 62 131
(Sumber PT. SOCI)
2.4.3. Jam Kerja
Agar perusahaan dapat berjalan dengan baik dalam melaksanakan tugas guna mencapai tujuan, diperlukan pengaturan waktu kerja yang baik. Jam kerja di PT. Sinar Oleochemical International memiliki dua sistem kerja, yaitu :
Karyawan Non Shift (regular)
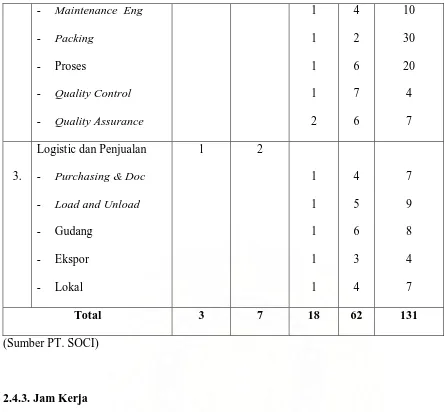
Karyawan non shift (regular) yaitu karyawan yang bekerja pada pagi hari dan selesai pada sore hari dari hari Senin sampai Jumat dengan jam Kerja mulai pukul 08.00 – 17.00 WIB. Yang termasuk regular adalah Personalia, Administrasi, Keuangan dan Akuntansi, Penjualan, PPC, Logistic and Maintenance. Jadwal kerja dapat dilihat pada Tabel 2.2. berikut ini
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
Hari Jam Kerja Istirahat
Senin – Jum’at 08.00 – 17.00 WIB 12.00 – 13.00 WIB
Sabtu dan Minggu Libur
(Sumber PT. SOCI) Karyawan Shift
[image:30.595.86.433.46.135.2]Dalam satu hari kerja, karyawan shift terbagi atas 3 shift, dengan hari kerja dari Senin sampai Jum’at, dapat dilihat pada Tabel 2.3. berikut ini
Tabel 2.3. Jam Kerja Shift
Shift Jam Kerja Istirahat
I 08.00 – 16.00WIB 12.00 – 13.00 WIB II 16.00 – 00.00 WIB 20.00 – 21.00 WIB III 00.00 – 08.00 WIB 04.00 – 05.00 WIB (Sumber PT. SOCI)
Untuk bagian keamanan (security) terdiri dari 3 shift dimana satu minggu bekerja selama 6 hari dan libur satu hari.
2.4.4. Sistem Pengupahan
Sistem pengupahan pada perusahaan digolongkan menjadi tiga golongan yaitu : a. Sistem pengupahan karyawan tetap
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
Upah per jam karyawan bulanan = 1/173 x gaji pokok Jam kerja lembur pertama = 1,5 x upah satu jam
b. Sistem pengupahan karyawan dengan sistem kontrak
Karyawan ini merupakan tenaga yang diperbantukan di perusahaan dan bekerja sesuai dengan lama kontrak kerja tersebut. Kontrak kerja ini dapat diperpanjang. Karyawan kontrak ini berasal dari berbagai profesi, misalnya dokter, sopir, perawat maupun tenaga keamanan yang bergaji secara bulanan.
c. Sistem pengupahan karyawan harian
Karyawan harian tersebut berdasarkan kebutuhan, misalnya buruh bongkar muat barang. Gaji karyawan ini berdasarkan target kerja yang dicapai.
2.4.5. Fasilitas
Selain upah resmi, perusahaan juga memberikan beberapa fasilitas kepada setiap tenaga kerja antara lain :
a. Poliklinik untuk perawatan kesehatan di pabrik. b. Fasilitas Kerja
Untuk menunjang kelancaran tugasnya perusahaan juga menyediakan peralatan-peralatan yang dibutuhkan oleh karyawan untuk meningkatkan keselamatan kerja seperti kaca mata las, penutup mulut (masker), pelindung kepala (helm), sepatu pengaman, dan sebagainya. c. Selain uang transpor, juga disediakan bus atau mini bus karyawan untuk antar jemput
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
Perusahaan juga menyediakan kantin untuk karyawan dalam lingkungan perusahaan, dimana harga yang ditawarkan tergolong murah dan bergizi sehingga membantu dalam menjaga kondisi fisik karyawan.
e. Untuk para manager diberikan kendaraan. f. Adanya jaminan sosial tenaga kerja
Perusahaan memberikan asuransi keselamatan kerja untuk melindungi karyawan dari hal-hal yang tidak diinginkan, yaitu meliputi jaminan kecelakaan, kematian, hari tua atau pensiun.
g. Mushalla di lokasi pabrik.
h. Perusahaan memberikan THR (Tunjangan Hari Raya) dan bonus tergantung performance kerja dan lama bekerja di perusahaan
i. Family Gathering Party (acara berkumpul semua karyawan dan keluarga) setiap satu tahun sekali.
2.5. Proses Produksi
2.5.1. Standar Mutu Produk
Dalam dunia industri, peranan Quality Qontrol (QC) sangat berperan, hal ini dikarenakan mutu dari barang yang dihasilkan harus dapat dijamin. Pengendalian mutu dilakukan mulai dari raw material (bahan baku) sampai ke tahap yang paling akhir yaitu pengepakan (packing).
Pengendalian ini dilakukan oleh departemen QC yang didasarkan terhadap standar spesifikasi yang sudah ditetapkan. Dalam hal ini QC tidak terlepas dari analisa barang yang akan dipasarkan dan juga analisa terhadap bahan yang sedang berada dalam proses.
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
1. Bilangan Asam (Acid Value = AV), yaitu banyaknya mg KOH yang dibutuhkan untuk menetraan Fatty Acid.
2. Bilangan Penyabunan (Safonofication Value = SV), yaitu mg KOH yang dibutuhkan untuk menyabunkan 1 gr sampel.
3. Bilangan Iodin (Iodine Value = IV), yaitu jumlah gr iodin yang dapat diikat atau diabsorbsi oleh 100 gr sampel atau persentase iodium yang dapat diabsorbsi oleh sampel. 4. Titik Beku (Titer Test = TT), yaitu keadaan dimana sampel mulai membeku
(Solidfication point)
5. Titik Lebur (Melthing Point = MP), yaitu suatu penunjuk temperatur dimana lemak menjadi cair seutuhnya.
6. Penentuan warna dengan alat:
- Lovibond, yaitu suatu metode untuk menentukan warna dari produk yang cair sempurna dan jernih dengan membandingkan terhadap gelas standar dari alat yang terdiri dari merah, kuning, biru dam netral.
- APHA (American Public Health Association), yaitu suatu metode untuk menentukan warna dari produk cair sempurna dan jernih dengan membandingkan larutan standar APHA buatan.
7. Gas Kromatografi, yaitu penentuan komposisi rantai karbon
Nilai-nilai parameter fatty acid dapat dilihat pada Tabel 2.4 berikut : Tabel 2.4 Nilai-nilai Parameter Fatty Acid
Parameter Nilai
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
Warna Yellow Indeks < 1
Gas Kromatografi 5
(Sumber PT. SOCI)
Parameter-parameter yang digunakan untuk mutu gliserin 1. Kandungan gliserin
2. Spesific grafity
3. Penentuan warna dengan APHA 4. Penetuan Fatty Acid dan Ester (FAE) 5. Kandungan abu (Ash Content ) 6. Chlorides
7. Arsenic
8. Logam berat (Heavy Metals)
9. Chlorinated Compound dan Safonifaction Equivalent (SE) Nilai-nilai parameter gliserin dapat dilihat pada Tabel 2.5 berikut
Tabel 2.5 Nilai-nilai Parameter Glyserin
Parameter Nilai
Kandungan gliserin 99 %
Spesific grafity 48 %
Penentuan warna dengan APHA APHA 70
Penetuan Fatty Acid dan Ester (FAE) 152
Kandungan abu (Ash Content ) 0,001
Chlorides 10
Arsenic 0,01
Logam berat (Heavy Metals) 0,05
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
2.5.2. Bahan yang digunakan
Dalam melaksanakan suatu aktivitas pada perusahaan, tentunya tidak lepas dari bahan-bahan yang di gunakan. Oleh sebab itu, PT. SOCI menggunakan bahan baku, penolong dan tambahan untuk dapat menghasilkan fatty acid dan gliserin.
2.5.2.1. Bahan Baku
Minyak sawit dan minyak inti sawit yang dihasilkan dari buah sawit yang merupakan bahan dasar untuk memproduksi asam lemak dan gliserin alami, dimana minyak sawit (CPO) diperoleh dari lapisan serabut/ kulit buah sawit, sedangkan minyak inti sawit (PKO) dihasilkan dari inti/ biji sawit.
Adapun bahan baku (raw material) yang digunakan di PT. SOCI untuk memproduksi asam lemak dan gliserin:
1. PKO (Palm Kernel Oil)
2. RBDPO (Refined Bleached Deodorized Palm Olein) 3. RBDPS ( Refined Blesched Deodorized Palm Stearin)
[image:35.595.83.442.332.505.2]RBDPO dan RBDPS diperoleh dari pengolahan CPO melalui proses bleaching (pemucatan) dan deodorizing (penghilang bau). Bahan baku tersebut diperoleh dari PT. Ivomas Tunggal (Smart Coorporation) dibawah naungan Sinar Mas Grup. Kualitas dan kuantitas bahan baku yang disuplai disesuaikan dengan kebutuhan atau permintaan dari konsumen terhadap fatty acid dan gliserin dan spesifikasi bahan baku pada Tabel 2.6 berikut ini:
Tabel 2.6. Spesifikasi Bahan Baku
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
FFA (%) max 5 (As. Laurat) 0,2 (As. Palmitat)
0, 2 (As. Palmitat)
M & 1 (%) max 1 0.1 0,15
Loading Temp (°C) 40-50 50-60 63-72
Sofono. Value min 240 - -
Iodine Value 19 max 50-55 32-48
Melthing Value (°C) - 33-39 44-53,5
Levibond max - 3R 3R
(Sumber PT. SOCI)
2.5.2.2. Bahan Tambahan
Bahan tambahan merupakan bahan-bahan yang dibutuhkan guna menyelesikan suatu produk atau suatu bahan yang ditambahkan pada produk dimana keberadaannya tidak mengurangi nilai dari suatu produk tersebut tetapi menambah nilai dari produk serta membantu proses produksi agar produk dapat dihasilkan seperti produk yang diinginkan. Dalam produksi, bahan tambahan ini tidak ikut dalam produk tetapi dibutuhkan pada proses produksi. Bahan tambahan ini dibutuhkan jauh lebih kecil dibandingkan bahan baku. Adapun bahan tambahan yang digunakan dalam proses pembuatan fatty acid dan gliserin, yaitu : 1. Air, yaitu senyawa yang ditambahkan pada proses splitting (# 100 & # 400) yang
digunakan untuk pemutusan ikatan rangkap dan pada proses gliserin penggantian ion (# 770) yang berfungsi sebagai senyawa yang membantu memisahkan logam-logam yang beracun serta mengencerkan gliserin sehingga mendekati pH normal.
2. BHT (Buyylated Hydroxide Toluene), yaitu zat yang ditambahkan pada proses destilasi atau penyaringan, yang berguna untuk menstabilkan warna.
3. Nikel (Ni), yaitu digunakan sebagai katalisator (mempercepat reaksi) pada proses hidrogenasi.
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
5. Alumunium Sulfat [Al2(SO)3, yaitu senyawa yang digunakan untuk mengikat asam lemak
yang berupa gumpalan-gumpalan dalam sweet water.
6. Caustc Soda (NaOH), yaitu senyawa yang berguna untuk menetralkan Ph sweet water yaitu 6,5-7.
7. Asam Klorida (HCl), yaitu senyawa yang membantu memisahkan logam-logam yamg beracun.
8. Natrium Klorida (NaCl), yaitu senyawa yang membantu memisahkan logam-logam yang beracun terjadi pada proses ion exchanger
9. Karbon Aktif, yaitu zat yang bertujuan untuk memperbaiki warna dari gliserin pada proses bleaching.
2.5.2.3. Bahan Penolong
Yang dimaksud dengan bahan penolong adalah bahan yang digunakan dalam proses produksi yang fungsinya adalah untuk memperbaiki kualitas produk agar produk dapat dihasilkan seperti produk yang diinginkan. Bahan penolong pada proses pembuatan asam lemak (fatty acid) dan gliserin ini pada umumnya dibutuhkan pada proses packing, yaitu: 1. Jumbo Bag 500-600 kg yaitu kemasan yang digunakan untuk produk fatty acid yang
berbentuk bit dan flake (lempengan)
2. Paper Bag 20-25 kg yaitu kemasan yang digunakan untuk produk fatty acid yang berbentuk bit dan flake (lempengan)
3. Drum yaitu kemasan yang digunakan untuk produk gliserin yang berwujud cair
4. Tank Lorry merupakan kemasan yang digunakan untuk produk gliserin yang berwujud cair
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
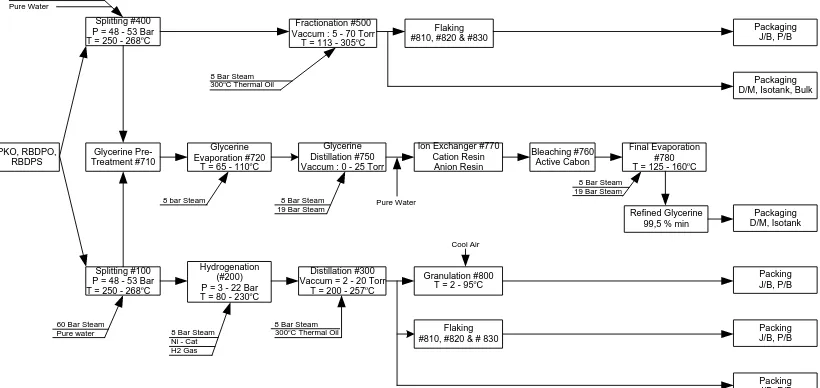
Proses pengolahan yang berlangsung di PT. Sinar Oleochemical International terdiri dari 2 bagian yaitu tahapan proses untuk memproduksi fatty acid dan gliserin. Tahapan-tahapan dalm memproduksi fatty acid adalah:
1. Proses Hidrolisa 2. Proses Hidrogenesi 3. Proses Destilasi 4. Proses Fraksinasi 5. Proses Granulasi
Sedangkan tahapan-tahapan dalam memproduksi gliserin adalah: 1. Proses Pre-Treatment
2. Proses Evaporasi 3. Proses Destilasi 4. Proses Pertukaran Ion 5. Proses Pemucatan 6. Proses Evaporasi Akhir
Catatan # (dibaca section) merupakan jalur atau tempat terjadinya suatu proses.
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
PKO, RBDPO, RBDPS Bleaching #760 Active Cabon Glycerine Evaporation #720 T = 65 - 110oC
Glycerine Pre-Treatment #710
Glycerine Distillation #750 Vaccum : 0 - 25 Torr
Ion Exchanger #770 Cation Resin Anion Resin
Final Evaporation #780 T = 125 - 160oC
Refined Glycerine 99,5 % min
Packaging D/M, Isotank
8 bar Steam 8 Bar Steam
19 Bar Steam Pure Water
8 Bar Steam 19 Bar Steam
Packing J/B, P/B Granulation #800
T = 2 - 95oC
Distillation #300 Vaccum = 2 - 20 Torr
T = 200 - 257oC
Hydrogenation (#200) P = 3 - 22 Bar T = 80 - 230oC
Splitting #100 P = 48 - 53 Bar T = 250 - 268oC
60 Bar Steam
Pure water 8 Bar Steam Ni - Cat H2 Gas
300oC Thermal Oil
8 Bar Steam
Cool Air
Flaking #810, #820 & # 830
Packing J/B, P/B Packing J/B, P/B Splitting #400
P = 48 - 53 Bar T = 250 - 268o
C
Fractionation #500 Vaccum : 5 - 70 Torr
T = 113 - 305oC
Flaking #810, #820 & #830
Packaging J/B, P/B
Packaging D/M, Isotank, Bulk
300oC Thermal Oil
8 Bar Steam Pure Water
[image:39.595.64.474.52.246.2]60 Bar Sat steam
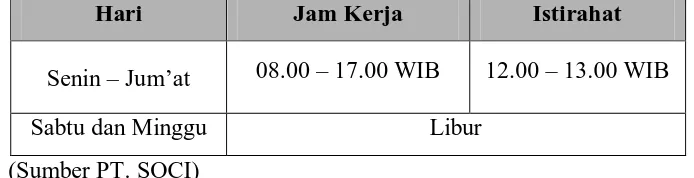
Gambar 2.2. Proses Pembuatan Fatty Acid dan Glyserin Pada PT. Sinar Oleochemical International
1. Proses Produksi Fatty Acid
Ada tiga pembagian dalam memproduksi fatty acid yaitu: 1. Proses Hidrolisa/ Splitting PKO menjadi PKO-FA
Pada bagian ini PKO sebagai raw material dimasukkan ke # 400 untuk dihidrolisa. Pada proses hidrolisa ini maka akan terjadi pemecahan trigliserida menjadi asam lemak (PKO-FA) dan gliserin.
Proses ini terjadi pada tekanan 48 - 53 bar dan temperatur 250 - 268°C. Setelah trigleserida mengalami hidrolisa maka gliserol yang dihasilkan akan masuk ke # 700 untuk diproses menjadi gliserin, sedangkan asam lemak yang dihasilkan akan masuk ke # 500 untuk difraksinasi.
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
pendinginan kondensor di bagian atas kolom, maka atom yang rendah akan keluar dari kolom fraksinasi I ke fraksinasi II, demikian juga untuk karbon yang tinggi. Proses fraksinasi ini dilakukan secara terus menerus sampai diperoleh zat tunggal dengan konsentrasi 99 %, sedangkan fraksi II untuk karbon yang rendah dan karbon yang tinggi dengn konsentrasi sebesar 99 % dan sisanya adalah residu.
2. Proses Hidrogenasi / Spitting RBDPS pada # 100 menjadi PSO-FA
Pada proses ini RBDPS dimasukkan sebagai raw material ke # 100 (hidrolisa). Selanjutnya dilakukan proses hidrogenasi. Proses hidrogenasi merupakan proses penambahan gas hydrogen pada fatty acid yang tidak jenuh ataupun pada ikatan rangkap fatty acid dengan menggunakan nikel sebagai katalisatornya. Pemutusan ikatan rangkap pada proses hidrogenasi ini bersifat eksotermik yaitu melepaskan kalor sebesar 121 Kj/mol.
PSO-FA yang terhidrogenasi ini akan terdestilasi untuk memperbaiki warna fatty acid, menghilangkan bau tengik dan mengurangi kadar air. Dalam proses ini ditambahkan BHT (Butylated Hydrokside Toluene) sebagai zat aditif tang berguna untuk menstabilkan warna fatty acid. Prinsip destilasi ini adalah penguapan sebab memakai termal oil sebagai media pemanas.pada destilasi I digunakan tekanan vakum 5 - 15 torr, sedangkan destilasi II digunakan 5 - 7 torr. Fatty acid yang belum murni dimurnikan dengan cara destilasi yaitu menguapkan zat-zat pengotor dengan cara pemanasan fatty acid sampai temperatur 214 - 245°C dengan menggunakan termal oil sebagai media pemanas. Fatty acid dari tangki ini dipompakan melalui alat penukar panas melaui pemanas awal lalu diteruskan ke destilasi I. Pada proses ini terjadi penguapan sebagian zat pengotor pada temperatur kolom bawah 213-220°C dan tekanan vakum 5-15 torr.
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
melalui preheater dan dipompakan lalu didinginkan lagi melalui cooler untuk selanjutnya disebut sebagai hasil destilasi. Hasil dari proses penguapan diperoleh hasil bawah yang ditampung kedalam heavy end. Adapun sisa fatty acid yang tidak teruapkan disebut dengan residu atau sisa.
3. Proses Splitting campuran antara RBPDO dan RBDPS
Proses ini sama dengan proses pada poin kedua dimana raw material akan melalui hidrolisa yaitu pemecahan trigliserida menjadi asam lemak dan gliserol. Selanjutnya akan dilanjutkan ke # 200 yaitu proses hidrogenesi. Dalam proses campuran RBPDO dan RBDPS dengan perbandingan 70 % dan 30 % maka akan pada # 200 terjadi hidrogenasi sebagian, sedangkan pada campuran RBDPO dan RBDPS dengan perbandingan 40 % - 60 % terjadi hidrogenasi penuh.
Hidrogenasi penuh adalah proses pemutusan ikatan rangkap yang ada dalam fatty acid tak jenuh sehingga menjadi fatty acid jenuh, proses hidrogenasi penuh ini memerlukan hydrogen yang sangat banyak dibandingkan dengan hidrogenasi sebagian.
Adapun nilai iodine value (IV) dari hydrogen fatty acid jenuh yang diharapkan akan mencapai target maksikum 0,7, sedangkan hidrogenasi sebagian adalah suatu proses pemutusan hanya sebagian ikatan rangkap yang ada pada fatty acid tak jenuh menjadi fatty acid jenuh.
Selanjutnya fatty acid yang telah dihasilkan kemudian digranulasi ataupun diflaking. Proses granulasi sama seperti flaking, hanya saja bentuknya yang berbeda. Kalau flaking berbentuk lempengan sedangkan granulasi berbetuk bulat-bulat kecil, hasil dari granulasi dan flaking yang berwujud padat akan dikemas ke jumbo bag atau paper bag sesuai dengan permintaan konsumen.
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
Gliserin yang berasal dari proses splitting akan dialirkan ke proses Glycerine Pre-Teratment #710. Pada proses ini ditambahkan Alumunium Sulfat [Al2 (SO4)3] untuk
mengikat asam lemak yang berupa gumpalan-gumpalan dan juga untuk menyaring kotoran-kotoran yang masih terdapat pada sweet paper sampai diperoleh kandungan gliserin 12 %.
Gliserin dari #710 dievaporasi (diuapkan) dengan temperatur 65-110°C dan dengan system 8 bar pada #720 Glyserin Evaoration sampai diperoleh kadar gliserin yang lebih tinggi yaitu 88 %. Hal ini dilakukan dengan cara menguapkan air yang terdapat pada gliserin hasil proses gliserin pre-treatment.
Hasil dari #720 didestilasi pada #750 (Glyserin Destilation) dengan vakum 0 - 25 torr sehingga akan diperoleh hasilnya berupa gliserin yang lebih murni lagi yaitu konsentrasi 99 %. Proses ini juga bertujuan untuk menghilangkan impuirities serta memperbaiki warna dari gliserin.
Pada #770 (Ion Exchanger) dilakukan pemisahan logam-logam yang beracun yang terdapat pada gliserin seperti SiO2, Ca2, HCO3 dan Cl2 dengan menggunakan resin. Ada dua
macam resin yang dipakai yaitu anion resin dan kation resin. Pada saat gliserin mengalami ion exchanger maka akan terjadi penurunan konsentrasi gliserin karena gliserin yang masuk ke proses ini akan mengalami pengenceran disebabakan adanya penambahan air pada proses ini.
Dengan adanya penambahan air pada proses #770 menyebabkan konsentrasi gliserin yang tadinya berkisar antara 99 % akan turun menjadi 60 % dan juga terjadinya perubahan warna. Oleh karena itu dilakukan proses bleaching (pemucatan) pada #760 yang bertujuan untuk memperbaiki warna gliserin dengan menggunakan karbon aktif sehingga diperoleh warna yang lebih jernih
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
vakum 2 - 25 torr yang bertujuan untuk memperoleh konsentrasi gliserin yang tinggi yaitu sebesar 99,5 %. Hal ini dilakukan dengan cara menguapkan air yang terdapat pada gliserin yaitu hasil dari proses ion exchanger.
2.5.4. Utilitas
Utilitas adalah alat perlengkapan yang mendukung pelaksanaan produksi dalam kegiatan perusahaan. Sarana utilitas digunakan untuk meningkatkan mutu, memelihara peralatan, menjaga keseimbangan dalam proses pengolahan di samping kegunaan pokoknya sebagai penggerak peralatan.
1. Air
Air memegang peranan penting dalam proses produksi fatty acid dan gliserin. Pada PT. SOCI air digunakan untuk kebutuhan air pendingin, air boiler, air proses. Air untuk kebutuhan ini berasal dari sumur bor sebanyak 4 buah dengan menggunakan pompa dan pipa dengan kedalaman 200 m ke dalam tanah. Untuk memenuhi persyaratan sesuai dengan kebutuhan-kebutuhan yang ada, maka air sumur bor ini harus diproses terlebih dahulu dengan beberapa tahapan proses sehingga tidak merusak instalasi pabrik. Air hasil proses ini hanya digunakan untuk industrial water dan boiler sebagai pemanas sistem. Sementara itu air untuk kantor, kantin dan WC (kamar mandi) berasal dari PDAM (Perusahaan Daerah Air Minum).
2. Steam Generation Unit (SGU)
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
- Steam Low Pressure merupakan system bertekanan rendah (3 kg/cm2G) yang dihasilkan beberapa boiler dalam satu kesatuan operasional. Steam ini dipergunakan untuk memanaskan berbagai alat penukar panas seperti heat exchanger, pemanas di dalam tangki untuk menghasilkan vacuum.
- Steam High Pressure adalah steam bertekanan tinggi (19 kg/cm2G-60 kg/cm2G), dimana steam ini dipergunakan untuk memanaskan liquid fatty acid pada reaktor tekanan tinggi yang dihasilkan oleh boiler water tube tekanan tinggi.
3. Power Generator Unit (PGU)
PGU merupakan alat penghasil tenaga listrik (power suplay) berkekuatan 1,2 MW yang membangkitkan sebuah generator yang digerakkan oleh turbin gas. Tenaga yang dibangkitkan generator ini terlebih dahulu didistribusikan ke beberapa pengubah yaitu utilitas, proses pengolahan peralatan dan ke kantor. Sistem ini juga dilengkapi dengan synchronizing system untuk menggunakan tenaga masukan dari PLN.
4. Air Process Unit (APU)
APU yaitu unit yang menghasilkan udara tekan melalui compressor screw. Menurut penggunaan jenis udara yang dihasilkan dapat dibagi dua:
- Udara Instrumen
Yaitu udara bertekanan 4 kg/m2G, dipakai untuk menggerakkan pneumatic system dengan udara sebagai aktivatornya.
- Udara proses
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
5. Hydrogen Generation Unit (HGU)
HGU yaitu unit yang berfungsi menghasilkan gas hidrogen untuk mengubah ikatan struktur fatty acid yaitu dari ikatan tak jenuh menjadi ikatan jenuh.
6. Thermal Oil (Minyak Panas)
Minyak panas (thermal oil) berasal dari thermal oil boiler sebanyak 2 unit yang berguna untuk media pemanas reboiler dalam proses destilasi dan proses fraksinasi pada #310 dan #500. Suhu yang dihasilkan oleh minyak panas ini sanggup menggerakan reboiler sehingga dapat menciptakan kondisi vakum dalam kolom fraksinasi dan kolom destilasi untuk memudahkan proses pemisahan FFA dari zat pengotor. Minyak panas ini dihasilkan dari siklus yang terjadi di dalam reboiler sehingga dapat dipergunakan kembali jika sudah diolah.
7. Gas Nitrogen
Gas nitrogen ini dipergunakan sebagai katalis dalam hydrogen generation unit untuk menghasilkan tekanan 5 kg pada #200 (hidrogenasi). Gas nitrogen yang digunakan oleh PT.SOCI ada dua macam yaitu berasal dari:
- PT. Aneka Gas yang disalurkan melalui pipa bawah tanah
- Tangki nitrogen cair yang dibuat oleh PT. SOCI dan digunakan apabila PT. Aneka Gas tidak dapat menyalurkan gas nitrogen cair ini akan diubah menjadi wujud gas dengan suhu pemanasan yang tinggi oleh evaporator.
2.5.5. Safety dan Fire Protection
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
tersebut, perlu ditinjau cara pengendalian keselamatan kerja dan keamanan pabrik pada rancangan dn setelah pabrik beroperasi.
Untuk menghindari bahaya kecelakaan kerja dalam pabrik, maka harus diperhatikan beberapa hal berikut, yaitu:
- Bahaya panas
Untuk menghindari kemungkinan bahaya akibat panas, maka pada instalasi yang bekerja pada suhu tinggi dipasang isolasi panas.
- Bahaya bahan kimia
Bahaya disebabkan bahan kimia merupakan bahaya yang serius yang dapat mempengaruhi kesehatan. Untuk itu diperlukan ketelitian pada waktu penanganan bahan-bahan kimia. Untuk menangani bila terjadi kecelakaan akibat bahan kimia adalah dengan menyediakan sebuah poliklinik yang terletak dalam komplek pabrik.
- Bahaya konstruksi
Konstruksi bangunan dan alat-alat produksi harus kuat dan menggunakan bahan-bahan yang sesuai dengan spesifikasi teknik. Pada tempat yang berbahaya dan bisa terjadi kecelakaan, diberi tanda peringatan dan penerangan yang baik.
- Sikap karyawan
Seluruh karyawan deberi penjelasan akan bahaya yang dapat terjadi dan bagaimana pencegahannya. Karyawan harus mematuhi semua peraturan keamanan kerja dengan memakai alat alat pengaman seperti sarung tangan, helm, pakaian kerja dan sepatu kerja. Sikap karyawan yang bertanggung jawab dan berdisiplin tinggi sangat mempengaruhi keselamatan kerja.
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
kecelakaan kerja, maka dilakukan tindakan penyelamatan melalui unit Pertolongan Pertama Pada Kecelakaan Kerja (P3K) pada poliklinik sebelum dibawa ke rumah sakit.
Sedangkan untuk mencegah dan mengatasi terjadinya kebakaran di pabrik dilakukan melalui usaha-usaha sebagai berikut :
1. Penempatan alat pemadam kebakaran
2. Membuat tanda larangan merokok pada daerah yang mudah terbakar
3. Penyediaan alat deteksi kebakaran seperti alarm yang digunakan untuk pemberitahuan keadaan darurat
2.5.6. Pengolahan Limbah (Waste Treatment)
Proses produksi pada PT. Sinar Oleochemical International menghasilkan dua jenis limbah yaitu :
1. Limbah Padat
Limbah padat yang dihasilkan oleh PT.SOCI ada beberapa jenis, yaitu jenis filter cake, filter aid, bleaching earth waste spent Ni-catalis, pitch fatty acid . Limbah padat yaitu filter cake, filter aid di buang sedangkan bleaching earth waste spent Ni-catalis, pitch fatty acid dijual.
2. Limbah Cair
Limbah cair yang dihasilkan oleh PT.SOCI ada dua jenis, yaitu waste water dan limbah domestik
Secara umum pengolahan limbah pada PT. SOCI dilakukan dengan 3 tahap yaitu:
1. Tahap I (Primary Treatment)
Pada tahap ini dilakukan proses penambahan TCC dan Irgasan berbentuk cairan putih, kedua larutan ini berfungsi sebagai anti bakteri.
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
Tahap ini adalah proses kelanjutan dari tahap I, dalam tahap ini terjadi proses kontak dengan udara yang dilakukan oleh kincir untuk proses penyegaran
3. Tahap III (Third Treatment)
Tahap ini merupakan tahap akhir. Dalam bak ini ada yang menuju kesebuah kolam dan ada langsung ke saluran air yang akan menuju ke sungai. Sebagian air yang menuju kolam mini terdapat ikan-ikan. Ikan-ikan ini merupakan patokan apakah air tersebut sudah tercemar atau tidak dan apabila ikan tersebut masih hidup berarti air tidak tercemar
2.6. Daerah Pemasaran
Sasaran dari segmen pasar PT. SOCI didasarkan pada produk yang dihasilkan yaitu fatty acid dan gliserin yang merupakan bahan yang dapat diolah menjadi produk yang lain, yang mempunyai nilai tambah yang lebih. Dengan demikian konsumen yang menjadi sasaran menjadi sasaran perusahaan adalah industri-industri yang menggunakan fatty acid dan gliserin sebagai bahan baku deterjen, sabun, minyak wangi dan lain-lain.
Hasil produk PT. SOCI menurut kebijaksanaan perusahaan 90 % dipasarkan di luar negeri dan 10 % dipasarkan di dalam negeri. Daerah pemasaran di luar negeri yaitu Jepang, Korea, Belgia, Thailand dan lain-lain, sedangkan daerah pemasaran di dalam negeri misalnya PT. Bridgestone Indonesia.
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
langsung kepada konsumen dan juga dilakukan dengan cara pendistribusian. Pendistribusian produk dilakukan melalui agen di Jepang yaitu PT. Merubeni.
2.7. Dampak Sosial Ekonomi Terhadap Lingkungan
Pertumbuhan industri pada suatu daerah tentunya akan memberikan berbagai dampak pada lingkungan sekitarnya, demikian juga halnya dengan perusahaan ini. Dengan adanya perusahaan akan mengurangi tingkat pengangguran karena perusahaan ini menyerap tenaga kerja sekitar perusahaan. Tenaga kerja yang terdapat di PT SOCI untuk level menengah ke bawah banyak diisi oleh penduduk setempat. Sedangkan level menengah ke atas yang lebih membutuhkan keahlian dan keterampilan sebahagian besar didominasi oleh pihak asing yaitu Jepang. Keberadaan perusahaan ini juga memberikan dampak positif terhadap tingkat perekonomian masyarakat sekitar dengan cara membuka tempat-tempat usaha di luar KIM (Kawasan Industri Medan) seperti warung, pemondokan dan lain-lain.
BAB III
LANDASAN TEORI
3.1. Pengukuran Waktu Kerja dengan Metode Pengukuran Langsung
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
memberikan hasil yang paling efektif dan efisien. Suatu pekerjaan akan dikatakan diselesaikan secara efisien apabila waktu penyelaiannya berlangsung paling singkat. 1
1. Man power planning (perencanaan kebutuhan tenaga kerja)
Untuk menghitung waktu baku/ waktu standar penyelesaian suatu pekerjaan guna memilih alternatif metoda kerja yang terbaik, maka perlu diterapkan prinsip-prinsip dan teknik-teknik pengukuran kerja (work measurement). Pengukuran waktu kerja ini akan berhubungan dengan usaha-usaha untuk menetapkan waktu standar yang digunakan guna menyelesaikan suatu pekerjaan. Secara singkat pengukuran kerja adalah metode penetapan keseimbangan antara kegiatan manusia yang dikontribusikan dengan unit output yang dihasilkan. Waktu baku/ waktu standar ini sangat diperlukan terutama sekali untuk:
2. Estimasi biaya-biaya untuk upah karyawan/ pekerja 3. Penjadwalan produksi dan penganggaran
4. Perencanaan sistem pemberian bonus dan insentif bagi karyawan/ pekerja yang berprestasi
5. Indikasi keluaran (output) yang mampu dihasilkan oleh seorang pekerja.
Waktu baku/ waktu standar ini merupakan waktu yang dibutuhkan oleh seorang pekerja yang memiliki tingkat kemampuan rata-rata untuk menyelesaikan suatu pekerjaan. Disini sudah meliputi kelonggaran waktu yang diberikan dengan memperhatikan situasi dan kondisi pekerjaan yang harus diselesaikan tersebut. Dengan demikian waktu baku/ waktu standar yang dihasilkan dalam aktivitas pengukuran kerja ini akan dapat digunakan sebagai alat untuk membuat rencana penjadwalan kerja yang dinyatakan berapa lama suatu kegiatan itu berlangsung dan berapa output yang akan dihasilkan serta berapa pula jumlah tenaga kerja yang dibutuhkan untuk menyelesaikan pekerjaan tersebut.
1
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
Pada garis besarnya teknik-teknik pengukuran waktu kerja ini dapat dibagi atau dikelompokkan ke dalam dua bagian, yaitu:
a. Pengukuran kerja secara langsung
Pengukuran kerja secara langsung adalah pengukuran kerja yang pengukurannnya dilaksanakan secara langsung yaitu ditempat dimana pekerjaan yang diukur dijalankan. Dua cara termasuk didalamnya adalah:
1. Pengukuran kerja dengan menggunakan jam henti (stop watch time study) 2. Pengukuran kerja dengan sampling kerja (work sampling)
b. Pengukuran kerja secara tidak langsung
Pengukuran kerja secara tidak langsung adalah pengukuran kerja yang melakukan penghitungan waktu kerja tanpa si pengamat harus ditempat pekerjaan yang diukur. Disini aktivitas yang dilakukan hanya melakukan perhitungan waktu kerja dengan membaca tabel-tabel waktu yang tersedia.
3.1.1. Pengukuran Waktu Kerja dengan Jam Henti (Stop Watch Time Study)
Pengukuran kerja dengan jam henti (stop watch time study) pertama kali diperkenalkan oleh Frederick W. Taylor sekitar abad 19 yang lalu. Metode ini terutama sekali baik diaplikasikan untuk pekerjaan-pekerjaan yang berlangsung singkat. Dari hasil pengukuran maka akan diperoleh waktu baku untuk menyelesaikan suatu siklus pekerjaan, yang mana waktu baku ini akan dipergunakan sebagai standar penyelesaian pekerjaan bagi semua pekerja yang akan melaksanakan pekerjaan yang sama seperti itu.2
2
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
Pengukuran kerja dengan jam henti ini merupakan cara pengukuran yang objektif karena disini waktu ditetapkan berdasarkan fakta yang terjadi dan tidak cuma sekedar diestimasi secara subjektif. Disini juga akan berlaku asumsi-asumsi dasar sebagai berikut: 1. Metoda dan fasilitas untuk menyelesaikan pekerjaan harus sama dan dibakukan terlebih
dahulu sebelum kita mengaplikasikan waktu baku ini untuk pekerjaan yang sama
2. Operator harus memahami benar prosedur dan metode pelaksanaan kerja sebelum dilakukan pengukuran kerja. Operator–opertor yang akan dibebani dengan waktu baku ini diasumsikan memiliki tingkat keterampilan dan kemampuan yang sama dan sesuai untuk pekerjaan tersebut
3. Kondisi lingkungan fisik pekerjaan juga relatif tidak jauh berbeda dengan kondisi fisik pada saat pengukuran kerja dilakukan
4. Performance kerja mampu dikendalikan pada tingkat yang sesuai untuk seluruh periode kerja yang ada.
3.1.2. Penyesuaian Waktu dengan Rating Performance Kerja
Bagian yang paling penting didalam pelaksanaan pengukuran kerja adalah kegiatan evaluasi kecepatan atau tempo kerja operator pada saat pengukuran kerja berlangsung. Kecepatan, usaha, tempo ataupun permormance kerja semuanya akan menunjukkan kecepatan gerakan operator pada saat bekerja. Aktivitas untuk menilai atau mengevaluasi kecepatan kerja operator ini dikenal sebagai rating performance.3
3
Wignjosoebroto, Sritomo, Ergonomi Studi Gerak dan Waktu, Penerbit PT Guna Widya, Jakarta, 1995, hal 202
Piqih Nurjannah : Penentuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian
Packing Pada PT. Sinar Oleochemical International, 2009.
USU Repository © 2009
Untuk menormalkan waktu kerja yang diperoleh dari hasil pengamatan, maka hal ini dilakukan dengan mengadakan penyesuaian yaitu dengan cara mengalikan waktupengamatan rata-rata dengan faktor penyesuaian/ rating factor. Faktor ini adalah sebagai berikut:
1. Apabila operator dinyatakan terlalu cepat yaitu bekerja diatas batas kewajaran (normal) maka rating faktor ini akan lebih besar dari satu (p> 1 atau p >100%)
2. Apabila operator bekerja terlalu lambat yaitu bekerja dengan kecepatan dibawah kewajaran (normal) maka rating faktor ini akan lebih kecil dari satu (p < 1 atau p < 100%)
3. Apabila operator bekerja secara normal atau wajar maka rating faktor ini diambil sama dengan satu (p = 1 atau p = 100%).
Guna melaksanakan pekerjaan secara normal maka dianggap bahwa operator tersebut cukup berpengalaman pada saat bekerja melaksanakannya tanpa usaha-usaha yng berlebihan sepanjang hari kerja, menguasai cara kerja yang ditetapkan dan menunjukkan kesungguhan dalam menjalankan pekerjaannya. Berikut ini akan diuraikan beberapa sistem untuk memberikan rating yang umumnya diaplikasikan di dalam aktivitas pengukuran kerja.
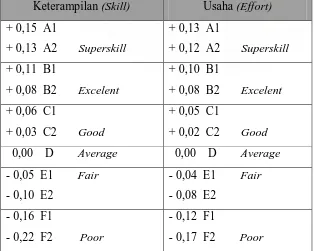
3.1.2.1. Skill dan Effort Rating