Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
PENENTUAN JUMLAH TENAGA KERJA BERDASARKAN PENGUKURAN WAKTU DENGAN MENGGUNAKAN METODE
STOPWATCH TIME STUDY PADA BAGIAN PACKING GLYCERINE DI
PT. SINAR OLEOCHEMICHAL INTERNATIONAL
DRAFT TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
FRANKY HARRYANTO 040423022
P R O G R A M P E N D I D I K A N S A R J A N A E K S T E N S I
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S
T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
PENENTUAN JUMLAH TENAGA KERJA BERDASARKAN PENGUKURAN WAKTU DENGAN MENGGUNAKAN METODE
STOPWATCH TIME STUDY PADA BAGIAN PACKING GLYCERINE DI
PT. SINAR OLEOCHEMICHAL INTERNATIONAL
DRAFT TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
FRANKY HARRYANTO 040423022
Disetujui Oleh :
Dosen Pembimbing I Dosen Pembimbing II
(Ir. Ukurta Tarigan, MT.) (Aulia Ishak, ST. MT.)
P R O G R A M P E N D I D I K A N S A R J A N A E K S T E N S I
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S
T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
KATA PENGANTAR
Puji syukur Penulis panjatkan kepada Tuhan Yang Maha Esa untuk berkat, rahmat dan karunia-Nya penulis dapat menyelesaikan Tugas Sarjana ini dengan baik. Tugas Sarjana ini diajukan untuk memenuhi persyaratan Ujian Sarjana Departemen Teknik Industri Fakultas Teknik Universitas Sumatera Utara.
Judul Tugas Sarjana ini yaitu “PENENTUAN JUMLAH TENAGA KERJA BERDASARKAN PENGUKURAN WAKTU DENGAN MENGGUNAKAN METODE STOPWATCH TIME STUDY PADA BAGIAN
PACKING GLYCERINE DI PT. SINAR OLEOCHEMICHAL
INTERNATIONAL”.Penelitian ini bertujuan untuk menentukan jumlah tenaga kerja yang optimal pada bagian packing Glycerine ke dalam drum.
Dari penelitian ini dihasilkan penghematan jumlah tenaga kerja dan fasilitas yang digunakan.
Penulis menyadari bahwa Tugas Sarjana ini masih jauh dari kesempurnaan, sehingga penulis sangat mengharapkan saran dan kritik dari pembaca untuk kesempurnaan dan perbaikan Tugas Sarjana ini. Akhir kata Penulis mengucapkan terima kasih. Semoga Tugas Sarjana ini bermanfaat bagi kita semua.
UNIVERSITAS SUMATERA UTARA, Medan Februari 2009
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
UCAPAN TERIMA KASIH
Dalam penulisan Tugas Sarjana ini penulis banyak mengalami hambatan dan tantangan namun berkat bimbingan, dorongan dan pengertian dari berbagai pihak akhirnya hambatan dan tantangan tersebut dapat teratasi. Untuk itu, pada kesempatan ini penulis ingin menyampaikan banyak terima kasih kepada pihak yang telah memberikan bantuan, antara lain:
1. Kedua orang tuaku, Bang Bripka. Jefri, Mak Siska, Amangboru dan Bou yang telah banyak memberikan bantuan dan dukungan baik moril maupun materil sehingga penulis dapat melaksanakan penelitian dan penulisan Tugas Sarjana ini. Semoga Tuhan selalu memberi berkat, kesehatan dan umur yang panjang pada mereka
2. Ibu Ir. Dini Wahyuni, MT. selaku Dosen Pembimbing I yang telah banyak memberikan bantuan bimbingan selama penulisan Tugas Sarjana ini 3. Bapak Ikhsan, ST, M.Eng. selaku Dosen Pembimbing II yang telah
banyak memberikan bantuan dari awal sampai akhir penelitian dan penulisan Tugas Sarjana ini
4. Ibu Ir. Rosnani Ginting, MT. selaku Ketua Departemen Teknik Industri Fakultas Teknik USU
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
Dina, Kak Ani yang telah banyak membantu penulis dalam pengurusan administrasi demi kelancaran penyelesaian Tugas Sarjana ini dari awal sampai selesai
7. Pegawai Perpustakaan Jurusan Teknik Industri Bang Kumis dan Kak Rama yang sudah banyak menolong dalam mencarikan referensi-referensi pendukung bagi penulis selama ini
8. Kakak ipar, yang sering memberi dorongan untuk menyelesaikan Tugas Sarjana ini
9. Teman-teman seperjuanganku, Don Hubart, ST., Deny Irawan, ST. (Kodok), Rhubesch, ST.dan Jubang yang telah bersama-sama bekerja keras untuk penyelesaian Tugas Sarjana ini
10. Bang Michael, B’ Manson, Lutenk, Kak Gendut, Jun, Pance, Bobby, Sarah, Novie (Jugul), Natalia, Jhon dan Leman yang memberi inspirasi dan fasilitas untuk penyelesaian Tugas Sarjana ini
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
DAFTAR ISI
BAB HALAMAN
KATA PENGANTAR ... i
UCAPAN TERIMA KASIH ... ii
DAFTAR ISI ... iv
DAFTAR TABEL ... ix
DAFTAR GAMBAR ... x
DAFTAR LAMPIRAN ... xi
ABSTRAK ... xii I. PENDAHULUAN ... I-1 1.1. Latar Belakang Permasalahan ... I-1 1.2. Perumusan Masalah ... I-2 1.3. Tujuan penelitian ... I-2 1.4. Manfaat Penelitian ... I-2 1.5. Pembatasan Masalah ... I-3 1.6. Asumsi yang Digunakan ... I-3 1.7. Sistematika Penulisan Laporan ... I-4 II. GAMBARAN UMUM PERUSAHAAN ... II-1
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
2.3. Organisasi dan Manajemen ... II-4 2.3.1. Uraian Tugas dan Tanggung jawab ... II-10 2.3.2. Jumlah Tenaga Kerja dan Jam Kerja ... II-12
DAFTAR ISI (lanjutan)
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
3.1. Sistem Kerja ... III-1 3.2. Penelitian Gerak (Motion Study) ... III-1 3.3. Produktivitas ... III-2 3.4. Penelitian Waktu ... III-3
DAFTAR ISI (lanjutan)
BAB HALAMAN 3.4.1. Langkah-langkah Sebelum Melakukan
Pengukuran Waktu ... III-4 3.4.2. Pengukuran Waktu Kerja dengan Jam Henti
(Stop Watch) ... III-6 3.4.3. Pembagian Operasi Menjadi Elemen-elemen Kerja ... III-8 3.4.4. Cara Pengukuran dan Pencatatan Waktu Kerja ... III-10 3.5. Penentukan Waktu Standar (WS) ... III-11 3.5.1. Pengujian Keseragaman Data ... III-11 3.5.2. Pengujian Jumlah Data yang Diperlukan ... III-12 3.5.3. Perhitungan Waktu Terpilih ... III-13 3.5.4. Menentukan Rating Factor ... III-14 3.5.5. Menentukan Allowance (kelonggaran) ... III-17 IV. METODOLOGI PENELITIAN ... IV-1
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
4.3. Alat Penelitian yang Digunakan ... IV-1 4.4. Rancangan Penelitian ... IV-2 4.5. Metode Pengumpulan Data ... IV-2 4.6. Pengolahan Data ... IV-2 4.7. Analisis Pemecahan Masalah ... IV-5 4.8. Kesimpulan dan saran ... IV-5
DAFTAR ISI (lanjutan)
BAB HALAMAN V. PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Metode Pengumpulan Data ... V-1 5.2. Pengumpulan Data ... V-1 5.2.1. Pembagian Elemen Kegiatan yang Diamati ... V-2 5.2.2. Fasilitas dan Posisi Fasilitas Tiap-tiap Elemen Kerja
pada Bagian Packing ... V-2 5.2.3. Pengukuran Waktu Siklus Elemen Kegiatan
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
5.3.3. Tahapan Pengolahan Data pada Elemen Kegiatan III ... V-15 5.3.4. Tahapan Pengolahan Data pada Elemen Kegiatan IV ... V-18 VI. ANALISA PEMECAHAN MASALAH ... VI-1
6.1. Penentuan Jumlah Tenaga Kerja ... VI-1 6.2. Analisa dan Evaluasi ... VI-5
DAFTAR ISI (lanjutan)
BAB HALAMAN VII. KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-1 DAFTAR KEPUSTAKAAN
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
DAFTAR TABEL
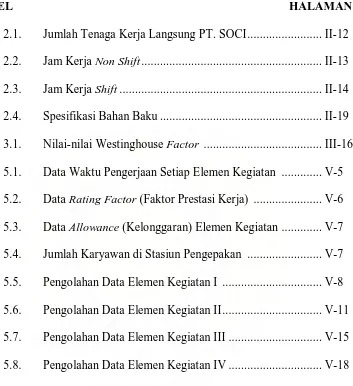
TABEL HALAMAN 2.1. Jumlah Tenaga Kerja Langsung PT. SOCI ... II-12 2.2. Jam Kerja Non Shift ... II-13 2.3. Jam Kerja Shift ... II-14 2.4. Spesifikasi Bahan Baku ... II-19 3.1. Nilai-nilai Westinghouse Factor ... III-16
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi Lini ... II-6 2.2. Struktur Organisasi Fungsional ... II-7 2.3. Bagan Organisasi dengan Hubungan Staf ... II-9 2.4. Struktur Organisasi PT. SOCI ... II-11 2.5. Diagram Aliran Proses Produksi Fatty Acid dan Glycerine ... II-23 2.6. Proses Spliting PKO menjadi PKO-FA ... II-24 2.7. Proses Spliting RBDPS menjadi PSO-FA ...II-26 2.8. Proses Spliting Campuran antara RBDPO dan RBDPS ...II-29 4.1. Blok Diagram Prosedur Penelitian ... ...IV-6 5.1. Layout dan Proses Aliran pada Bagian Packing ... .V-4 5.2. Peta Kontrol Elemen Kegiatan I ... .V-9 5.3. Peta Kontrol Elemen Kegiatan II ... V-13 5.4. Peta Kontrol Elemen Kegiatan III ... .V-16 5.5. Peta Kontrol Elemen Kegiatan IV ...V-20
LAMPIRAN
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Uraian Tugas dan Tanggung jawab ... L I-1 2. Spesifikasi Produk Fatty Acid dan Glycerine ... L II-1 3. Daftar Mesin dan Peralatan ... L III-1 4. Keterangan Kriteria-Kriteria Kelas-Kelas dari Tabel
Westinghouse ... L IV-1 5. Besarnya Kelonggaran Berdasarkan Faktor-Faktor
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
ABSTRAK
PT. Sinar Oleochemical International adalah perusahaan yang bergerak di bidang pengolahan kelapa sawit yaitu RBDPO, RBDPS dan PKO menjadi Fatty
Acid dan Glycerine. Penelitian dilakukan di bagian packing, yaitu packing Glycerine ke dalam drum. Pada bagian ini, terdapat empat pekerja yang
masing-masing mempunyai elemen kegiatan yang berbeda. Pada saat proses pekerjaan berlangsung, sering terjadi waktu menganggur yang sangat besar untuk masing-masing pekerja dalam melakukan pekerjaannya sehingga terjadi pemborosan tenaga kerja.
Dengan adanya pemborosan waktu tersebut, perlu dilakukan perhitungan ulang penentuan jumlah tenaga kerja yang optimal agar tidak terjadi waktu menganggur yang berlebihan dan pekerjaan dapat dilakukan dengan efektif dan efisien. Penelitian ini bertujuan untuk menentukan jumlah tenaga kerja yang optimal pada bagian packing Glycerine ke dalam drum.
Untuk menentukan jumlah tenaga kerja, terlebih dahulu dilakukan pengamatan dan pengambilan data untuk setiap elemen kegiatan, waktu kerja setiap elemen, jumlah tenaga kerja dan sketsa tempat kerja. Kemudian data pengamatan tersebut diolah dengan melakukan uji keseragaman data, uji kecukupan data dan menentukan waktu standard.
Dari analisa yang dilakukan, diperoleh jumlah tenaga kerja baru yaitu 2 orang tenaga kerja pada bagian packing Glycerine. Dengan adanya perolehan tenaga kerja yang baru, hal ini berarti terjadi penghematan jumlah tenaga kerja dari 4 pekerja menjadi 2 pekerja dan terjadi penghematan fasilitas/peralatan yaitu
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Perusahaan memiliki proses produksi yang teratur. Proses produksi dapat dicapai dengan baik jika didukung oleh sumber daya manusia yang bermutu dan terampil. Pengadaan tenaga kerja harus memperhatikan dua hal yang penting yaitu mutu tenaga kerja dan jumlah tenaga kerja. Mutu tenaga kerja dapat dilihat melalui analisa jabatan sedangkan dalam penentuan jumlah tenaga kerja perlu dihitung tingkat produksi yang dihasilkan perusahaan, kapasitas mesin yang ada, waktu produksi yang tersedia untuk menyelesaikan satu siklus produksi, keadaan lingkungan dan beban kerja yang dihadapi.
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
tenaga kerja agar hasil kerja yang diinginkan dapat dicapai. Penelitian ini dilakukan pada PT. Sinar Oleochemical International (SOCI), yang bergerak dalam bidang pengolahan kelapa sawit yaitu RBDPO, RBDPS dan PKO menjadi
Fatty Acid dan Glycerine. Penelitian ini dilakukan pada bagian packing khususnya
dalam proses packing Glyserine kedalam drum. Pada bagian ini terdapat 4 pekerja yang mempunyai elemen kegiatan yang berbeda. Elemen kegiatan pekerja I yaitu Membawa drum kosong dari gudang ke area packing dengan menggunakan
forklift dan menyusunnya. Setiap perpindahan membawa 2 drum kosong. Elemen
kegiatan pekerja II yaitu Menggeser drum kosong dan mengangkatnya ke tempat pengisian produk. Elemen kegiatan pekerja III yaitu Melakukan pengisian dan Elemen kegiatan pekerja IV yaitu mengangkut drum yang telah berisi dari area pengambilan ke penampungan sementara. Pada saat proses berlangsung, sering terjadi waktu menganggur yang sangat besar pada setiap pekerja.
Dengan adanya pemborosan waktu tersebut, perlu dilakukan perhitungan jumlah tenaga kerja yang optimal agar tidak terjadi waktu menganggur yang berlebihan dan pekerjaan dapat dilakukan lebih efektif dan efisien. Penentuan jumlah tenaga kerja dilakukan dengan terlebih dahulu melakukan pengamatan dan pengambilan data waktu setiap elemen, jumlah tenaga kerja dan sketsa tempat kerja. Kemudian data tersebut diolah dengan melakukan uji keseragaman data dan uji kecukupan data serta menentukan standar waktu kerja agar dapat diketahui apakah perlu pengurangan atau penambahan jumlah tenaga kerja pada bagian
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
1.2. Perumusan Permasalahan
Perlu dilakukan perhitungan waktu standar pada bagian packing drum, yang akan digunakan sebagai dasar penentuan jumlah tenaga kerja pada bagian tersebut.
1.3. Tujuan penelitian
Tujuan umum yang ingin dicapai pada penelitian ini adalah : a. Menentukan jumlah tenaga kerja pada bagian packing drum. b. Menentukan jumlah fasilitas/peralatan yang dibutuhkan.
Tujuan khusus yang ingin dicapai pada penelitian ini adalah : 1. Mengetahui metode kerja yang dilakukan di bagian Packing drum.
2. Melakukan uji normalisasi data dari uji keseragaman dan kecukupan data.
3. Menentukan waktu standar penyelesaian proses packing dan jumlah tenaga kerja yang dibutuhkan.
1.4. Manfaat Penelitian
Manfaat yang diharapkan dari hasil penelitian ini adalah :
Bagi mahasiswa : Memperoleh kesempatan untuk mengaplikasikan secara langsung teori-teori ilmiah yang sudah diperoleh di perkuliahan pada dunia kerja.
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
1.5. Pembatasan Masalah
Adapun batasan-batasan masalah dalam penelitian ini adalah : 1. Penelitian dilakukan pada bagian Packing drum.
2. Metode pengambilan data yang digunakan adalah dengan menggunakan
stop watch.
3. Perhitungan yang dilakukan adalah dengan mencari waktu terpilih, melakukan uji keseragaman dan kecukupan data serta menghitung Waktu Standar.
1.6. Asumsi yang Digunakan
Asumsi yang digunakan dalam penelitian ini adalah :
1. Pekerja yang dipilih untuk diamati adalah pekerja normal, yaitu orang-orang yang memiliki kemampuan rata-rata dan dapat diajak bekerja sama 2. Peralatan-peralatan yang digunakan dalam keadaan berfungsi dengan
baik.
3. Kondisi lingkungan kerja baik dan memenuhi persyaratan.
1.7.Sistematika Penulisan Tugas Akhir
Agar lebih mudah dipahami dan ditelusuri maka sistematika penulisan tugas akhir ini akan disajikan dalam beberapa bab sebagai berikut:
BAB I : PENDAHULUAN
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
dan asumsi serta sistematika penulisan.
BAB II : GAMBARAN UMUM PERUSAHAAN
Berisi tentang gambaran perusahaan secara umum, antara lain sejarah berdirinya perusahaan, ruang lingkup bidang usaha, proses produksi dan ketenagakerjaan.
BAB III : LANDASAN TEORI
Bab ini menguraikan teori-teori yang digunakan dalam penelitian dan yang mendukung pemecahan masalah.
BAB IV : METODOLOGI PENELITIAN
Bab ini menguraikan tahapan-tahapan dan metode yang digunakan dalam penelitian.
BAB V : PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini memuat data yang dikumpulkan selama penelitian dan pengolahan yang dilakukan terhadap data untuk mendapatkan solusi permasalahan.
BAB VI : ANALISA PEMECAHAN MASALAH
Bab ini berisi pemecahan masalah dan analisis hasil terhadap kondisi real perusahaan.
BAB VII : KESIMPULAN DAN SARAN
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Sinar Oleochemical International (PT. SOCI) didirikan pada tanggal 02 September 1993 dengan adanya Surat Persetujuan Presiden (SPP) No. 62, sedangkan peresmiannya dilakukan pada tanggal 24 Agustus 1994 oleh Menteri Perindustrian Republik Indonesia Tungki Ari Wibowo. PT. SOCI berlokasi di Jalan Pulau Irian No.2 Kawasan Industri Medan, Sumatera Utara.
Adapun pendirian PT. Sinar Oleochemical International mempunyai latar belakang sebagai berikut :
1. Faktor harga dari asam lemak (fatty acid) dan glycerine yang dianggap dapat memberi keuntungan bagi perusahaan.
2. Faktor kebutuhan asam lemak (fatty acid) dan glycerine ataupun permintaan pasar dunia international yang semakin meningkat.
3. Semakin banyaknya perusahaan menggunakan asam lemak (fatty acid) dan glycerine sebagai bahan baku, seperti : perusahaan kosmetik yang menggunakan glycerine sebagai pelembab.
Sedangkan faktor-faktor yang menyebabkan Sumatera Utara dipilih sebagai lokasi tempat berdirinya PT. Sinar Oleochemical International adalah :
1. Sumatera Utara banyak memiliki perkebunan kelapa sawit
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
baku.
2. Letak kota Medan yang dekat pelabuhan dan jalan tol sehingga akan mendukung kelancaran transportasi, seperti dalam hal pengangkutan bahan baku maupun dalam hal pengangkutan hasil produksi.
Bahan baku yang dipergunakan untuk pengolahan oleochemical pada perusahaan ini adalah Refined Bleached Deodorized Palm Oil (RBDPO), Refined Bleached
Deodorized Palm Stearin (RBDPS) dan Palm Kernel Oil (PKO) yang diperoleh
dari hasil pengolahan inti kelapa sawit.
Karena besarnya kebutuhan pasar akan oleochemical ini maka didirikanlah PT. Sinar Oleochemical International yang memproduksi fatty acid dan glycerine sebagai produk sampingan. Perusahaan memiliki kerjasama antar investor yakni Sinar Mas Group dan investor Jepang, dimana Nippon Oil & Fat (NOF) sebagai mitra utama. Dengan melihat prospek yang cerah dari usaha ini maka investor Jepang mencari mitra kerjasama yang berasal dari Jepang sendiri. Dengan demikian, diperoleh 4 investor Jepang pada perusahaan ini, yaitu :
1. NOF (Nippon Oil Fat)
Menguasai teknologi pengolahan RBDPO, RBDPS dan PKO menjadi fatty
acid dan glycerine sebagai produk sampingan, besar saham 40%.
2. Shiseido Company
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
Menguasai bidang pemasaran, besar saham 12,5%.
4. Hitachi Zosen
Menguasai bidang pemesinan, besar saham 12,5%.
Dengan tercapainya kesepakatan kerjasama ini mereka mendirikan dan
mengelola perusahaan dengan nama PT. Sinar Oleochemical International (PT. SOCI).
Dalam era perdagangan bebas, PT. Sinar Oleochemical International juga telah mendapatkan sertifikasi ISO 9002 pada tanggal 07 Oktober 1996. Sertifikat ISO yang dimiliki ini berarti perusahaan comitit terhadap kualitas yang bertujuan untuk menghasilkan produksi yang seragam kualitasnya.
ISO 9002 melakukan prosedur-prosedur yang telah digariskan yang mengatur antara lain:
1. Pembelian bahan baku.
2. Penyimpanan bahan baku ataupun produksi. 3. Pengawasan mutu.
4. Cara mengatasi keluhan pelanggan.
Dengan adanya sertifikat ISO ini maka dapat dijamin kualitas produk yang dihasilkan dan mampu bersaing di pasar internasional.
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
PT. Sinar Oleochemical International bergerak dalam bidang industri pengolahan hasil minyak sawit yaitu RBDPO, RBDPS dan PKO menjadi Fatty
Acid dan Glycerine sebagai produk sampingan dimana kedua produk ini
merupakan bahan baku untuk kosmetika, obat-obatan, deterjen, sabun dan lain-lain.
Perbandingan produk untuk fatty acid 60 % dan glycerine 40 %. Produk yang dihasilkan oleh perusahaan diproduksi sesuai dengan permintaan konsumen (make to order). Walaupun demikian perusahaan tetap membuat persediaan. Sehingga bila pelanggan tidak melakukan pesanan maka perusahaan ini tetap berproduksi. Produk fatty acid yang terdiri dari dua bentuk yakni dalam bentuk tepung (powder) dan bentuk cair yang dihasilkan dengan permintaan konsumen.
2.3. Organisasi dan Manajemen
Organisasi adalah sekumpulan orang yang mempunyai tujuan tertentu dan antara mereka dilakukan pembagian tugas untuk pencapaian tujuan tersebut. Dalam menjalankan suatu organisasi perlu dibuat struktur organisasi.
Struktur organisasi merupakan susunan yang terdiri dari fungsi-fungsi yang saling berhubungan dan menyatakan keseluruhan kegiatan untuk mencapai suatu sasaran secara baik. Struktur organisasi dapat dinyatakan dalam gambar grafik (bagan yang memperlihatkan hubungan unit-unit organisasi dan garis-garis wewenang yang ada).
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
banyak kegiatan yang dilakukan dalam suatu organisasi, maka semakin kompleks pula hubungan serta uraian yang jelas dari setiap orang atau unit organisasi yang terlibat tersebut, termasuk hubungan antara masing-masing kegiatan.
Ada empat komponen dasar yang merupakan kerangka dalam memberikan definisi struktur organisasi :
1. Struktur organisasi memberikan gambaran manfaat pembagian tugas-tugas serta tanggung jawab kepada individu maupun bagian-bagian pada suatu organisasi.
2. Struktur organisasi memberikan kelonggaran tentang hubungan yang ditetapkan secara resmi dalam suatu organisasi, tercakup dalam hubungan yang resmi ini banyaknya tingkatan hirarki serta besarnya rentang kendali dari semua pimpinan di seluruh tingkatan organisasi.
3. Struktur organisasi menetapkan pengelompok individu menjadi bagian organisasi dan pengelompok bagian-bagian organisasi menjadi suatu bagian organisasi yang utuh.
4. Struktur organisasi juga menetapkan sistem hubungan dalam organisasi yang memungkinkan tercapainya komunikasi, koordinasi dan pengintegrasian segenap kegiatan organisasi baik ke arah vertikal maupun horizontal.
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
satu sama lain pada dasarnya dapat digambarkan pada struktur organisasi, sehingga para pegawai dan karyawan akan mengetahui dengan jelas apa tugasnya, dari mana dia mendapat perintah dan kepada siapa dia bertanggung jawab.
Dengan adanya struktur organisasi dan uraian tugas yang telah ditetapkan akan menciptakan suasana kerja yang baik karena terhindar dari tumpang tindih dalam perintah dan tanggung jawab.
Ada beberapa bentuk dasar struktur organisasi, yaitu : 1. Hubungan Lini
Apabila pembagian tugas dilakukan dalam bidang atau area pekerjaan, maka hubungan yang timbul adalah hubungan kerja lini.
A B C
D E F
G H I
Pembagian kerja menurut bidang A, B, C, D, E, F, G, H, dan I akan menghasilkan struktur organisasi seperti pada Gambar 2.1. di bawah ini :
E F
A B C D G H I
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
Dalam hubungan garis, bawahan hanya mengenal seorang atasan. Bawahan tersebut hanya menerima tugas, tanggung jawab, wewenang serta haknya dari atasannya yang seorang itu. Dewasa ini sangat jarang dijumpai hubungan garis yang murni. Seorang atasan dalam usaha kecil biasanya pemiliknya sendiri. Dialah atasan satu-satunya yang memberi tugas, membayar upah dan lain sebagainya. Hubungan lini yang terkenal dijumpai dalam tentara Sparta di zaman Yunani Kuno. Seorang prajurit hanya berhubungan dengan atasan langsung dimana gaji, pakaian, perlengkapan perangnya diperoleh dari atasan.
2. Hubungan Fungsional
Apabila pembagian tugas dilakukan menurut fungsinya maka, akan terbentuk hubungan fungsional. Pembagian tugas menurut fungsi-fungsi P, Q, R, dan S dapat dilihat pada Gambar 2.2. di bawah ini :
PIMPINAN P Q
S R
‘’Q’’ ‘’R’’ ‘’S’’ ‘’P’’
2
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
Gambar 2.2. Struktur Organisasi Fungsional
Karyawan No. 1 akan berhubungan dengan “P” untuk fungsi P, dengan “Q” untuk fungsi Q, dengan “R” untuk fungsi R dan dengan “S” untuk fungsi “S”. Karyawan-karyawan lainnya juga akan melakukan hal yang sama.
Dalam pelaksanaannya struktur organisasi seperti itu memerlukan berbagai syarat (kondisi), diantaranya tingkat spesialisasi dan profesionalisasi yang tinggi serta uraian tugas (job description) yang jelas. Apabila syarat (kondisi) tersebut dapat dipenuhi, struktur organisasi fungsional sangat efisien, fleksibel dan mudah dimobilisasikan.
Perkembangan budaya manusia menghendaki adanya penyebaran tugas atau fungsi di dalam berhubungan dengan bawahan. Mengurusi semua kepentingan bawahan sudah diluar kemampuan atasan langsung. Dalam sejarah satu demi satu fungsi-fungsi tertentu dilepaskan dari atasan langsung agar dia lebih dapat memusatkan usaha dan perhatiannya kepada penyelesaian pekerjaan atau tugas utamanya dengan lebih baik. Diantara fungsi-fungsi yang dilepas itu, dewasa ini mudah dijumpai dalam berbagai organisasi, antara lain fungsi keuangan dan fungsi kepegawaian. Gaji diurusi oleh keuangan, pangkat diurusi oleh bagian kepegawaian dan bukan lagi diurusi oleh atasan langsung kecuali diperlukan pendapat atau tindakan atasan langsung.
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
banyaknya uraian fungsi tugasnya. Secara umum hubungan dalam organisasi sedemikian itu sangat sukar dilaksanakan dengan murni, disebabkan dengan adanya persyaratan-persyaratan berat yang harus dipenuhi, antara lain tingkat spesialisasi dan keterampilan yang tinggi, pemahaman dan kesadaran yang tinggi atas rencana kerja, jadwal serta target pekerjaan dan sebagainya. Organisasi yang demikian dapat ditemukan misalnya dalam kontraktor besar yang melakukan eksplorasi minyak dan gas bumi.
3. Hubungan Staf (Penasehat, Advisor)
[image:30.595.120.439.281.383.2]Seorang atau sekelompok ahli tugasnya hanya memberi saran atau nasehat kepada seorang atasan. Dari gambaran yang demikian itu tidak mungkin ada organisasi dimana hanya dijumpai hubungan staf secara murni. Contoh organisasinya terlihat pada Gambar 2.3. di bawah ini :
Gambar 2.3. Bagan Organisasi dengan Hubungan Staf
4. Hubungan Campuran
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
Dewasa ini secara umum dijumpai hubungan-hubungan campuran dalam suatu organisasi, campuran hubungan lini-fungsional-staf, hubungan lini-fungsional dan hubungan fungsional-staf. Dijumpai juga variasi-variasi dalam tiap jenis campuran tersebut, misalnya dalam hubungan lini dan hubungan fungsional sebagai pelengkap, ada organisasi yang lebih mengutamakan hubungan fungsional dan hubungan lini sebagai pelengkap.
Untuk mencapai tujuan dan sasaran yang telah ditetapkan, PT. SOCI membuat struktur organisasinya berbentuk hubungan lini dan fungsional yaitu :
- Dalam hubungan lini (garis) ditunjukkan dengan adanya spesialisasi tugas setiap unit organisasi (departemen) sehingga pelimpahan wewenang dari pimpinan dapat langsung dilimpahkan kepada bawahan yang menangani pekerjaan tersebut. Misalnya General Manager
Administration & Finance melimpahkan tugas sesuai dengan
spesialisasi ke Administration Department Manager.
- Dalam hubungan fungsional ditunjukkan dengan adanya pembagian tugas dilakukan menurut fungsi-fungsi. Contohnya Departemen produksi dibagi lagi menurut fungsi-fungsinya yaitu packing dan proses.
Struktur organisasi PT. SOCI dapat dilihat pada Gambar 2.4.
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
Untuk menggerakkan suatu organisasi dibutuhkan adanya personil yang memegang jabatan tertentu, seperti yang terdapat dalam struktur organisasi dimana masing-masing personil mempunyai tugas dan wewenang yang seimbang dan jelas. Tanggung jawab yang diberikan harus seimbang dengan wewenang yang diterima. Organisasi yang baik adalah organisasi yang jelas dan teratur sehingga dalam melaksanakan tugas dan tanggung jawabnya setiap pemangku jabatan memiliki gambaran dan batasan tugas dan tanggung jawab.
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
2.3.2. Jumlah Tenaga Kerja dan Jam Kerja 2.3.2.1. Jumlah Tenaga Kerja
PT. SOCI memiliki tenaga kerja yang terdiri dari tenaga kerja langsung dan tidak langsung. Tenaga kerja langsung adalah karyawan yang ditempatkan pada bagian pengolahan sedangkan tenaga kerja tidak langsung yang ditempatkan pada bagian kantor dan yang tidak langsung bekerja di pabrik.
[image:34.595.115.528.347.666.2]Jumlah karyawan PT. SOCI setiap jenjang jabatan terlihat pada Tabel 2.1.
Tabel 2.1. Jumlah Tenaga Kerja Langsung PT. SOCI
No. Departemen Manajer
Umum
Asisten Manajer
Group
Leader Staf Karyawan
1. Administration & Finance 1
- Administration 1
HRD 1 4 8
Purchasing 1 4 6
General Affair 1 4 10
- Finance and Accounting 1
Finance 1 3 2
Accounting 1 3 2
Information and Tech. 1 3 7
2. Factory 1
- PPC 1 5
- Maintenance & Eng. 1 1 4 15
- Production 1 2 7 35
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
Tabel 2.1. Jumlah Tenaga Kerja Langsung PT. SOCI (lanjutan)
No
. Departemen
Manajer Umum
Manaje r
Group
Leader Staff
Karyawa n
3. Logistic and Sales 1
- Logistic 1
Purchasing & Document 1 5 10
Load & Unload 1 5 12
Warehouse 1 6 12
- Sales 1
Export 1 4 5
Local 1 4 7
Total 3 7 16 65 151
Sumber : PT. SOCI
2.3.2.2. Jam Kerja
Agar perusahaan dapat berjalan dengan baik dalam melaksanakan tugas guna mencapai tujuan, diperlukan waktu kerja yang baik. Jam kerja di PT. SOCI terdiri dari 2 (dua) sistem jam kerja, yakni :
1. Jam Kerja Non Shift (regular), yaitu tenaga kerja yang bekerja pada pagi hari dan selesai pada sore hari, yaitu dari hari senin sampai hari jum’at dengan jam kerja mulai pukul 08.00-17.00 WIB. Yang mengikuti jam kerja ini adalah Personalia, Administrasi, Keuangan dan Akuntansi, Penjualan, PPC, Logistik dan Maintenance.
Jadwal kerja Non shift dapat dilihat pada Tabel 2.2. Tabel 2.2. Jam Kerja Non Shift
Hari Jam Kerja Istirahat
[image:35.595.163.466.651.707.2]Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
Sabtu- Minggu Libur
Sumber : PT. SOCI
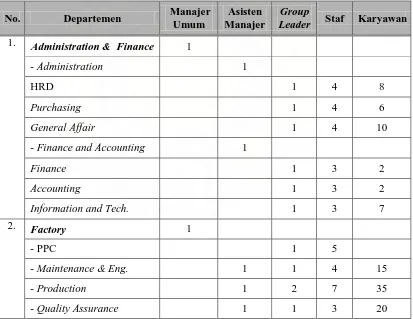
2. Jam Kerja Shift
[image:36.595.116.483.264.436.2]Dalam satu hari kerja, karyawan shift terbagi atas 3 shift. Adapun pembagian shift dapat dilihat pada Tabel 2.3.
Tabel 2.3. Jam Kerja Shift
Shift Waktu Kerja Istirahat
I 08.00 – 16.00 WIB 12.00 – 13.00 WIB II 16.00 – 00.00 WIB 20.00 – 21.00 WIB III 00.00 – 08.00 WIB 04.00 – 05.00 WIB Sumber : PT. SOCI
2.4. Sistem Pengupahan & Fasilitas Lainnya 2.4.1. Sistem Pengupahan
Karyawan perusahaan digolongkan menjadi 3 (tiga) golongan yaitu : a. Karyawan tetap
Karyawan tetap menerima gaji bulanan sesuai dengan peraturan yang berlaku. Disamping itu, juga mendapat fasilitas lainnya seperti pelayanan kesehatan dan asuransi. Pembayaran gaji dilakukan pada tanggal terakhir bulan berjalan, apabila tanggal tersebut jatuh pada hari minggu maka pembayaran gaji dimajukan pada tanggal sebelumnya. Karyawan yang bekerja melebihi jam kerja yang ditentukan undang-undang atau bekerja pada hari minggu atau hari besar terhitung sebagai
over time (lembur). Sistem upah lembur mengacu pada keputusan Menteri Tenaga
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
Upah per jam karyawan bulanan = 1/173 x gaji pokok Upah lembur 1 jam pertama = 1,5 x upah satu jam
b. Karyawan dengan sistem kontrak (honorer)
Karyawan ini merupakan tenaga kerja yang diperbantukan perusahaan dan bekerja sesuai dengan lama kontrak kerja tersebut. Kontrak kerja ini dapat diperpanjang. Karyawan kontrak berasal dari berbagai profesi misalnya dokter, supir, perawat, maupun tenaga keamanan yang bergaji secara bulanan.
c. Karyawan harian
Karyawan harian direkrut berdasarkan kebutuhan, misalnya buruh bongkar muat bahan. Gaji karyawan harian ini berdasarkan target kerja yang dicapai.
2.4.2. Insentif dan Fasilitas Tenaga Kerja
Insentif dan fasilitas yang diberikan PT. SOCI kepada karyawan berupa: a. THR (Tunjangan Hari Raya) dan bonus tergantung performansi kerja dan
lama kerja karyawan.
b. Poliklinik untuk perawatan kesehatan di pabrik. c. Fasilitas kerja
Untuk menunjang kelancaran tugasnya perusahaan juga menyediakan peralatan-peralatan yang dibutuhkan oleh karyawan untuk meningkatkan keselamatan kerja seperti kaca mata, penutup mulut, helm, sepatu pengaman dan sebagainya.
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
e. Kantin
Perusahaan juga menyediakan kantin untuk karyawan dalam lingkungan perusahaan, dimana harga yang ditawarkan tergolong murah dan bergizi sehingga membantu dalam menjaga kondisi fisik karyawan.
f. Adanya jaminan sosial tenaga kerja
Perusahaan memberikan asuransi keselamatan kerja untuk melindungi karyawan dari hal-hal yang tidak diinginkan.
g. Pemberian alat-alat keselamatan kerja (sepatu, pakaian dan sarung tangan).
h. Mushalla di lokasi pabrik.
i. Family gathering party (acara berkumpul semua karyawan dan keluarga
setiap satu tahun sekali).
2.5. Proses Produksi 2.5.1. Standar Mutu Produk
Era industrialisai dan perkembangan teknologi sekarang ini menuntut setiap perusahaan untuk mempertahankan mutu dari produk yang dihasilkan oleh perusahaan tersebut jika tetap ingin bertahan. Pengendalian mutu dilakukan mulai dari bahan baku (raw material) sampai ke tahap yang paling akhir yaitu pengepakan (packing).
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
akan dipasarkan dan juga analisis terhadap bahan yang sedang berada dalam proses.
Parameter yang digunakan untuk mutu Fatty Acid adalah:
1. Bilangan Asam (Acid Value = AV), yaitu banyaknya mg KOH yang dibutuhkan untuk menetralkan fatty acid dalam 1 gr sampel.
2. Bilangan Penyabunan (Safonofication Value = SV), yaitu banyaknya mg KOH yang dibutuhkan untuk menyabunkan 1 gr sampel.
3. Bilangan Iodine (Iodine Value = IV), yaitu jumlah gram iodine yang dapat diikat atau diabsorbsi oleh 100 gr sampel atau persentase iodium yang dapat diabsorbsi oleh sampel.
4. Titik Beku (Titer Test = TT), yaitu keadaan dimana sampel mulai membeku (solidification point).
5. Titik Lebur (Melting Point = MP), yaitu suatu penunjuk temperatur dimana lemak menjadi cair seutuhnya.
6. Penentuan warna dengan alat :
a. Lovibond, yaitu suatu metode untuk menentukan warna dari
produk yang cair sempurna dan jernih dengan membandingkan terhadap gelas standar dari alat yang terdiri dari red, yellow, blue dan netral.
b. APHA (American Public Health Association), yaitu suatu metode untuk menentukan warna dari produk cair sempurna dan jernih dengan membandingkan terhadap larutan standar APHA buatan.
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
Parameter yang digunakan untuk mutu Glyserin adalah: 1. Kandungan Glycerine 3. Chlorides
2. Spesific Gravity 4. Arsenic
5. Penentuan Warna dengan APHA
8. Logam Berat (Heavy Metals)
6. Penentuan Fatty Acid dan Ester (FAE)
9. Chlorinated Compound
7. Kandungan Abu (Ash Content)
10. Safonofication Equivalent (SE) Spesifikasi produk Fatty Acid dan Glycerine secara rinci dapat dilihat masing-masing pada Lampiran 2.
2.5.2. Bahan yang Digunakan
Bahan-bahan yang digunakan dalam proses produksi dapat dikelompokkan atas bahan baku, bahan penolong dan bahan tambahan.
2.5.2.1. Bahan Baku
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
Dalam hal ini, bahan baku (raw material) yang digunakan PT. SOCI untuk memproduksi fatty acid dan glycerine adalah :
1. PKO (Palm Kernel Oil)
2. RBDPO (Refined Bleached Deodorized Palm Olein) 3. RBDPS (Refined Bleached Deodorized Palm Stearin)
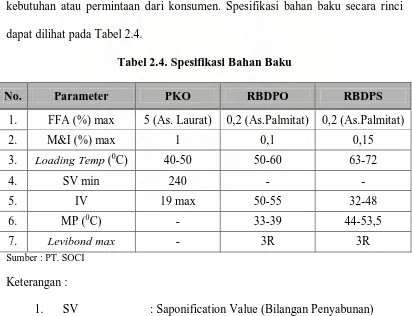
[image:41.595.107.519.362.678.2]RBDPO dan RBDPS diperoleh dari pengolahan CPO melalui proses pemucatan (bleaching) dan penghilang bau (deodorizing). Bahan baku tersebut diperoleh dari PT. Ivo Mas Tunggal (Smart Coorporation) di bawah naungan PT. Sinar Mas Group. Kualitas dan kuantitas bahan baku yang disuplai disesuaikan dengan kebutuhan atau permintaan dari konsumen. Spesifikasi bahan baku secara rinci dapat dilihat pada Tabel 2.4.
Tabel 2.4. Spesifikasi Bahan Baku
No. Parameter PKO RBDPO RBDPS
1. FFA (%) max 5 (As. Laurat) 0,2 (As.Palmitat) 0,2 (As.Palmitat)
2. M&I (%) max 1 0,1 0,15
3. Loading Temp (0C) 40-50 50-60 63-72
4. SV min 240 - -
5. IV 19 max 50-55 32-48
6. MP (0C) - 33-39 44-53,5
7. Levibond max - 3R 3R
Sumber : PT. SOCI
Keterangan :
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
3. FFA : Free Fatty Acid (Asam Lemak Bebas) 4. MP : Melting Point (Titik Leleh)
5. M & I : Moisture and Impurities (Kandungan Uap Air dan Pengotor)
2.5.2.2. Bahan Penolong
Bahan penolong merupakan bahan yang digunakan dalam proses produksi yang fungsinya untuk membantu serta memperlancar proses produksi agar produk dapat dihasilkan sesuai dengan yang ditetapkan. Dalam produksi, bahan penolong ini tidak ikut dalam produk tetapi dibutuhkan dalam proses produksi. Bahan penolong ini dibutuhkan dalam jumlah yang jauh lebih kecil dibandingkan dengan bahan baku.
Bahan penolong yang digunakan PT. SOCI untuk menghasilkan fatty acid dan
glycerine adalah :
1. Air, berfungsi untuk pemutusan ikatan rangkap pada proses splitting (# 100 & # 400) dan membantu memisahkan logam-logam yang beracun serta mengencerkan glycerine sehingga mendekati pH normal pada proses
glycerine ion exchanger (# 770).
2. BHT (Butylated Hydroxide Toluene), berfungsi untuk menstabilkan warna pada proses destilasi.
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
4. Hidrogen (H2), berfungsi untuk membantu proses pemutusan ikatan rangkap.
5. Aluminium Sulfat [Al2(SO4)3], berfungsi untuk mengikat asam lemak (fatty acid) yang berupa gumpalan dalam sweet water pada proses glycerine
pre-treatment dan menyaring kotoran yang masih terdapat pada sweet water
hasil splitting # 100 dan # 400.
6. Caustic Soda (NaOH), berfungsi untuk menetralkan pH sweet water yaitu 6,5-7 pada proses glycerine pre-treatment, karena dengan penambahan aluminium sulfat pada proses glycerine pre-treatment terjadi penurunan pH
sweet water.
7. Asam Klorida (HCl), berfungsi untuk membantu memisahkan logam-logam yang beracun pada proses ion exchanger.
8. Natrium Klorida (NaCl), berfungsi untuk membantu memisahkan logam-logam yang beracun pada proses ion exchanger.
9. Karbon Aktif, berfungsi untuk memperbaiki warna glycerine pada proses
bleaching.
2.5.2.3. Bahan Tambahan
Bahan tambahan adalah bahan yang tidak ikut dalam proses produksi tetapi ikut dalam produk, atau dengan kata lain bahan tambahan berfungsi memperbaiki mutu produk sehingga menghasilkan produk akhir yang siap untuk dipasarkan. Bahan tambahan yang digunakan PT. SOCI untuk menghasilkan fatty acid dan
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
1. Jumbo bag, yaitu kemasan yang digunakan untuk produk fatty acid yang
berbentuk bead dan flake dengan kapasitas 500-600 kg.
2. Paper bag, yaitu kemasan yang digunakan untuk produk fatty acid yang
berbentuk bead dan flake dengan kapasitas 20-25 kg.
3. Drum, yaitu kemasan yang digunakan untuk produk glycerine berwujud cair.
4. Tank lorry, yaitu kemasan yang digunakan untuk produk glycerine
berwujud cair.
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
2.5.3. Uraian Proses
Proses pengolahan yang berlangsung di PT. SOCI terdiri atas 2 (dua) bagian yaitu proses untuk menghasilkan fatty acid dan glycerine. Tahapan proses yang dilalui untuk menghasilkan fatty acid adalah :
1. Proses Hidrolisa (Splitting # 100 & # 400) 2. Proses Hidrogenasi (Hidrogenation # 200) 3. Proses Destilasi (Destilation # 300)
4. Proses Fraksinasi (Fractination # 500)
5. Proses Granulasi (Granulation # 800/ Flaking # 810, #820, #830) Tahapan proses yang dilalui untuk menghasilkan glycerine adalah : 1. Proses Pre-Treatment (Pre-Treatment # 710)
2. Proses Evaporasi (Evaporation # 720) 3. Proses Destilasi (Destilation # 750)
4. Proses Pertukaran Ion (Ion Exchange # 770) 5. Proses Pemucatan (Bleaching # 760)
6. Proses Evaporasi Akhir (Final Evaporation # 780 )
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
2.5.3.1. Proses Produksi Fatty Acid
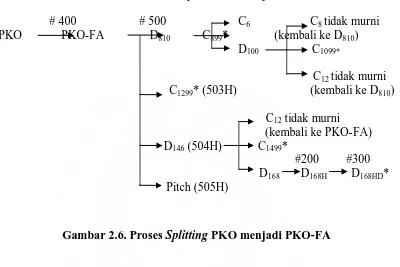
Ada 3 (tiga) pembagian dalam memproduksi fatty acid yaitu : 1. Proses Hidrolisa/Splitting PKO pada # 400 menjadi PKO-FA
# 400 # 500 C6 C8 tidak murni PKO PKO-FA D810 C899* (kembali ke D810)
D100 C1099*
C12 tidak murni C1299* (503H) (kembali ke D810)
C12 tidak murni (kembali ke PKO-FA) D146 (504H) C1499*
[image:47.595.115.515.209.476.2]#200 #300 D168 D168H D168HD* Pitch (505H)
Gambar 2.6. Proses Splitting PKO menjadi PKO-FA
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
O O
1 2 -O-C-R
CH CH2 -OH + R1-C-OH
O O
2
R -C -O
CH + 3H2O CH -OH + R2 -C-OH
O O
3 2 -O-C-R
CH CH2 -OH + R3-C-OH ... (1)
Trigliserida Air Gliserol Asam Lemak (PKO-FA)
Catatan : R menyatakan alkil (R1 ≠ R2 ≠ R3)
Proses ini berlangsung pada tekanan 48-53 bar dan temperatur 250-2680C. Setelah trigliserida mengalami hidrolisa maka gliserol yang dihasilkan akan masuk ke # 700 untuk diproses menjadi gliserin, sedangkan asam lemak yang dihasilkan akan masuk ke # 500 untuk difraksinasi.
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
keluar dari kolom fraksinasi I ke kolom fraksinasi II, demikian juga untuk atom karbon yang tinggi. Proses fraksinasi ini dilakukan secara terus menerus sampai diperoleh zat tunggal dengan konsentrasi 99%. Pada fraksi I berisi produk C12 dengan konsentrasi 99%, sedangkan fraksi II berisi produk C8 dengan konsentrasi 99% (atom karbon yang rendah) dan produk C14 dengan konsentrasi 99% (atom karbon yang tinggi) dan sisanya disebut residu (pitch).
Setelah mengalami proses fraksinasi maka produk tersebut ada yang langsung dikemas (packing) ke drum atau isotank seperti C8, C10, C12, C14 tetapi ada juga yang dilanjutkan ke proses flaking, dimana produk dari fraksinasi yang memiliki
melting point yang tinggi dipompakan melewati sistem lubang-lubang kecil
sehingga apabila lubang-lubang ini dilewati asam lemak maka akan terbentuk butiran padat yang selanjutnya ditiup oleh blower untuk dibawa ke silo dan ditampung dalam paper bag atau jumbo bag sesuai dengan pesanan konsumen.
2. Proses Splitting RBDPS pada # 100 menjadi PSO-FA
Proses splitting pada # 100 menjadi PSO-FA ditunjukkan pada Gambar 2.7.
# 100 # 200 # 300
RBDPS PSO-FA FA-HH/FAB-H FAH / FAB H2 / Ni
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
Pada proses ini, bahan baku RBDPS dimasukkan ke # 100 maka akan terjadi reaksi seperti ditunjukkan oleh Persamaan 2.
O O
1 2 -O-C-R
CH CH2 -OH + R1-C-OH
O O
2
R -C -O
CH + 3H2O CH -OH + R2 -C-OH
O O
3 2 -O-C-R
CH CH2 -OH + R3-C-OH ... (2)
Trigliserida Air Gliserol Asam Lemak (PKO-FA)
Catatan : R menyatakan alkil (R1 ≠ R2 ≠ R3)
Selanjutnya dilakukan proses hidrogenasi yang ditandai dengan penambahan gas hidrogen pada fatty acid yang tidak jenuh ataupun pada ikatan rangkap fatty acid dengan menggunakan nikel sebagai katalisatornya. Pemutusan ikatan rangkap pada proses hidrogenasi ini bersifat eksotermik dengan mengeluarkan kalor sebesar 121 kJ/mol. Setelah reaksi tersebut selesai maka nilai Iodine Value (IV)
fatty acid jenuh akan lebih rendah dari fatty acid tak jenuh. Proses hidrogenasi
dapat dilihat pada Persamaan 3.
Ni
CH2(CH2)7=CH(CH2)7CHCOOH + H2 CH2(CH2)7CH2(CH2)7CHCOOH .... ...(3)
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
PSO-FA atau FA-HH/FAB-H yang terhidrogenasi ini kemudian didestilasi untuk memperbaiki warna fatty acid, menghilangkan bau tengik dan mengurangi kadar air. Dalam proses ini, ditambahkan BHT (Butylated Hydroxide Toluene) sebagai zat aditif yang berguna untuk menstabilkan warna. Prinsip destilasi adalah pengupan dengan menggunakan thermal oil sebagai media pemanas. Pada kolom destilasi I digunakan tekanan vakum 5-15 torr, sedangkan pada kolom destilasi II digunakan tekanan 5-7 torr. Fatty acid yang belum murni dimurnikan dengan proses destilasi yaitu menguapkan zat-zat tak murni (impurities) dengan cara pemanasan fatty acid pada temperatur 215-2450C menggunakan thermal oil sebagai media pemanas.
Selanjutnya fatty acid dipompakan ke kolom destilasi I dengan alat penukar panas. Pada kolom I terjadi penguapan sebagian zat tak murni pada temperatur kolom bawah 213-2200C dan tekanan 5-15 torr. Proses destilasi ini akan menghasilkan produk atas yang ditampung drum Light End Receiver dan sebagian lagi dikembalikan sebagai re-flux (diuapkan lagi). Hasil tampungan akan dipompakan lalu didinginkan melalui cooler yang disebut Light End.
Kemudian fatty acid diteruskan ke kolom destilasi II, dimana pada kolom ini terjadi penguapan pada temperatur 230-2450C dan tekanan vakum 5-7 torr. Proses penguapan ini akan menghasilkan produk tengah yang ditampung product
receiver melalui pre-heater. Hasil tampungan dipompakan lalu didinginkan
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
FAS
kondenser. Hasil tampungan dipompakan ke tangki dan inilah yang disebut heavy
end. Sisa fatty acid yang tidak teruapkan ditampung drum pitch receiver dan
dipompa ke tangki, inilah yang disebut residu (pitch).
Dengan demikian, produk yang diperoleh pada proses destilasi (# 300) adalah: 1. Kolom I, dihasilkan Light End (LE), yaitu material-material yang mudah
menguap (volatile) seperti C10, C12, C14, C16. 2. Kolom II, dihasilkan :
a. Produk seperti C16, C18.
b. Heavy End (HE), yaitu material-material yang lebih berat seperti :
C14, C16, C18, C18:1, C18:2.
c. Residu (pitch), yaitu material-material yang tidak teruapkan dalam jumlah yang sedikit.
Setelah proses destilasi selesai, produk tersebut sebagian langsung dikemas (packing) ke isotank atau drum dan sebagian lainnya digranulasi atau di-flaking. Pada dasarnya, proses granulasi sama seperti flaking, perbedaanya terletak pada bentuk fisik. Flaking berbentuk serpihan, sedangkan granulasi bentuknya butiran bulat dan kecil. Hasil granulasi dan flaking yang berwujud padat dikemas dengan
jumbo bag atau paper bag tergantung pada permintaan konsumen.
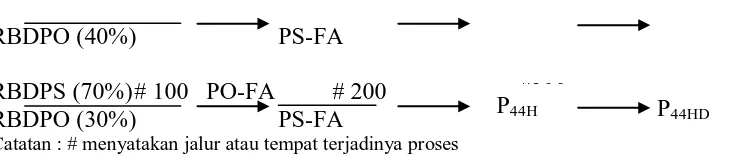
3. Proses Splitting Campuran antara RBDPO dan RBDPS
[image:52.595.113.518.237.438.2]Proses splitting campuran antara RBDPO dan RBDPS ditunjukkan pada Gambar 2.8.
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
P44HD
RBDPO (40%) PS-FA
RBDPS (70%) # 100 PO-FA # 200 #300
RBDPO (30%) PS-FA
[image:53.595.118.486.102.180.2]Catatan : # menyatakan jalur atau tempat terjadinya proses
Gambar 2.8. Proses Splitting Campuran antara RBDPO dan RBDPS Proses ini sama seperti proses yang terjadi pada poin 2, dimana raw material akan mengalami hidrolisa yang ditandai dengan pemecahan trigliserida menjadi asam lemak dan gliserol. Kemudian diteruskan ke # 200 untuk dilakukan proses hidrogenasi. Pada campuran RBDPS dan RBDPO dengan perbandingan 70% dan 30% terjadi hidrogenasi sebagian (partially hidrogenation) pada # 200, sedangkan pada campuran RBDPS dan RBDPO dengan perbandingan 60% dan 40% terjadi hidrogenasi penuh (fully hidrogenation).
Hidrogenasi penuh merupakan proses pemutusan semua ikatan rangkap yang ada dalam fatty acid tak jenuh sehingga menjadi fatty acid jenuh. Proses hidrogenasi penuh ini memerlukan hidrogen dalam jumlah yang banyak dan menggunakan katalis dalam jumlah yang lebih sedikit dibanding dengan hidrogenasi sebagian.
Iodine value pada hidrogen fatty acid jenuh diharapkan mencapai target
maksimum 0,7. Pada proses ini, kolom hidrogenasi memiliki tekanan 20,5 kg/cm2 dan temperatur 190-2200C.
Produk yang dihasilkan proses hidrogenasi adalah : a. FA-HH
b. FA-168H c. FA-BH
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
d. FA-SH
Hidrogenasi sebagian merupakan suatu proses pemutusan hanya sebagian ikatan rangkap yang ada pada fatty acid tak jenuh sehingga akan menjadi fatty acid jenuh. Iodine value yang diharapkan pada hidrogen fatty acid mencapai 42 ± 2,5. Pada operasi ini, kolom hidrogenasi memiliki tekanan 4 kg/cm2 dan temperatur 137-1500C. Produk yang dihasilkan pada hidrogenasi sebagian adalah PH44-FA, lalu didestilasi sehingga diperoleh P44-HD. Apabila P44-HD ditambahkan dengan C12 70% (Lauric Acid) maka akan diperoleh bahan pembuatan TSFA (Toilet Soap Fatty Acid).
2.5.3.2. Proses Produksi Glyserin
Glycerine yang berasal dari proses splitting akan dialirkan ke proses glycerine
pre-treatment # 710. Pada proses ini, ditambahkan aluminium sulfat yang
berfungsi untuk mengikat asam lemak berupa gumpalan dan menyaring kotoran yang masih terdapat pada sweet water sampai diperoleh kandungan glycerine 12%.
Kemudian diteruskan ke Glycerine Evaporation yang terdapat pada # 720, diuapkan pada temperatur 65-1100C dan tekanan steam 8 bar sampai diperoleh kadar glycerine yang lebih tinggi yaitu konsentrasi 88%. Hal ini dilakukan dengan cara menguapkan air yang terdapat pada glycerine hasil dari proses sebelumnya (glycerine pre-treatment).
Glyserin yang dihasilkan # 720 diteruskan ke # 750, lalu dilakukan proses
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
yang lebih murni lagi dengan konsentrasi 99%. Proses ini bertujuan untuk menghilangkan zat-zat tak murni dan memperbaiki warna glycerine.
Pada # 770, ion exchanger, dilakukan proses pemisahan logam-logam beracun yang terdapat pada glycerine seperti SiO2, Ca2+, HCO3, Cl2- dengan menggunakan resin. Proses ion exchanger ditandai dengan terjadinya penurunan konsentrasi glycerine karena mengalami pengenceran dengan penambahan air. Dalam hal ini, penambahan air pada # 770 membuat konsentrasi glycerine yang semula 99% turun menjadi 60% dan timbul perubahan warna.
Glycerine yang berasal dari # 770 akan diteruskan ke # 760 untuk dilakukan
proses bleaching. Proses ini bertujuan untuk memperbaiki warna glycerine dengan menggunakan karbon aktif agar diperoleh warna yang lebih jernih.
Setelah melewati # 760 maka glycerine memasuki proses yang paling akhir yaitu glycerine final evaporation terdapat di # 780. Proses ini memiliki temperatur 25-1600C dan tekanan vakum 2-25 torr. Proses ini bertujuan untuk memperoleh konsentrasi glycerine yang tinggi sebesar 99,5% dengan cara menguapkan air yang terdapat pada glycerine hasil dari proses ion exchanger.
2.6. Mesin dan Peralatan
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
BAB III LANDASAN TEORI
3.1. Sistem Kerja
Sistem kerja adalah suatu sistem dimana komponen-komponen kerja seperti manusia (operator), mesin dan/atau fasilitas kerja lainnya, material serta lingkungan kerja fisik akan berinteraksi.
Mendapatkan sistem kerja yang lebih baik dari sistem kerja yang telah ada atau memiliki suatu sistem kerja yang diajukan merupakan salah satu hal yang ingin dicapai dengan mempelajari teknik tata cara kerja. Kemampuan untuk membentuk atau menciptakan cara-cara kerja yang baik merupakan kebutuhan utama dalam kegiatan di atas, yaitu mencari satu sistem kerja yang baik dari yang lainnya, karena dari alternatif-alternatif cara-cara kerja yang baiklah diadakan pemilihan tersebut dan bukan dari cara kerja yang dibentuk dari sembarangan.
3.2. Penelitian Gerak ( Motion Study )
Motion Study merupakan studi gerakan yang dilakukan pekerja dalam menyelesaikan pekerjaannya dengan cara menganalisa gerakan tubuh manusia (umumnya gerakan tangan). Dengan Motion Study ini diharapkan dapat memberikan keuntungan pada pabrik dalam hal :
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
dalam menyelesaikan pekerjaan.
2. Memperbaiki metode kerja dengan menciptakan situasi atau kondisi kerja yang baik dan alat kerja yang baik.
3.3. Produktivitas
Produktivitas merupakan perbandingan (rasio) antara keluaran (output) dengan masukan (input). Produktivitas dapat dipakai untuk mendeteksi usaha yang dilakukan oleh manusia. Sebagai ukuran efisiensi atau produktivitas kerja manusia, maka rasio tersebut dapat berbentuk keluaran yang dihasilkan oleh aktivitas kerja dibagi jam kerja yang digunakan.
Dalam usaha untuk meningkatkan produktivitas faktor manusia adalah satu-satunya faktor yang harus diamati, diteliti, dianalisa, dan diperbaiki. Signifikansi dari faktor-faktor lain kemungkinan berpengaruh tehadap usaha peningkatan produktivitas.
Faktor-faktor yang mempengaruhi usaha peningkatan produktivitas, yaitu: 1. Faktor Teknis : yaitu faktor yang berhubungan dengan pemakaian dan
penerapan fasilitas produksi secara lebih baik, penerapan metode/fasilitas kerja yang lebih baik, penerapan metode/fasilitas kerja yang lebih efisien dan efektif dan penggunaan bahan baku yang lebih ekonomis.
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
3.4. Penelitian Waktu1)
1. Teknik pengukuran waktu kerja secara langsung
Penelitian waktu didefenisikan sebagai analisa tentang penentuan unsur kerja beserta urutan-urutan, serta waktu yang dibutuhkan untuk menyelesaikan pekerjaan tersebut secara efektif.
Penelitian waktu sebaiknya digunakan untuk menentukan upah atau sering dikaitkan dengan persoalan upah standar buruh langsung, buruh tidak langsung dan sebagainya. Tetapi di samping itu dapat juga digunakan sebagai cara untuk menentukan efektivitas mesin, jumlah mesin yang dapat dilayani oleh seorang operator, jumlah tenaga kerja yang dibutuhkan dalam suatu kelompok kerja dan sebagai pembantu dalam penyeimbangan lintasan assembly.
Waktu yang diambil sebagai dasar pertimbangan adalah waktu yang secara normal diperlukan oleh seorang pekerja untuk menyelesaikan satu siklus pekerjaan dengan metode kerja terbaik. Waktu ini biasanya disebut dengan waktu baku. Secara garis besar, teknik pengukuran waktu dibagi dalam dua bagian, yaitu:
Pengukuran dilakukan secara langsung di tempat dimana pekerjaan yang bersangkutan dilakukan. Ada dua cara yang termasuk ke dalam teknik ini, yaitu jam henti (stop watch time study) dan sampling kerja (work
sampling).
1)
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
2. Teknik pengukuran waktu kerja secara tidak langsung
Pengukuran waktu kerja dilakukan tanpa si pengamat harus berada di tempat dimana pekerjaan dilaksanakan, yaitu dengan cara membaca tabel-tabel waktu yang tersedia asalkan mengetahui jalannya pekerjaan melalui eleman-eleman gerakan. Yang termasuk dalam teknik ini adalah data waktu baku dan data waktu gerakan.
3.4.1. Langkah-langkah Sebelum Melakukan Pengukuran Waktu
Ada beberapa aturan pengukuran yang perlu dijalankan untuk mendapatkan hasil yang baik. Aturan-aturan tersebut akan dijelaskan dalam langkah-langkah berikut:2)
1. Penetapan tujuan pengukuran
Dalam melakukan pengukuran waktu, hal-hal penting yang harus diketahui dan ditetapkan adalah untuk apa hasil pengukuran digunakan, berapa tingkat ketelitian dan tingkat keyakinan yang diinginkan dari hasil pengukuran tersebut. Misalnya jika waktu standard yang akan diperoleh dimaksudkan untuk dipakai sebagai dasar upah perangsang, maka ketelitian dan keyakinan tentang hasil pengukuran harus tinggi karena menyangkut prestasi dan pendapatan buruh disamping keuntungan bagi perusahaan itu sendiri.
2. Melakukan penelitian pendahuluan
2)
Franky Harryanto : Penentuan Jumlah Tenaga Kerja Berdasarkan Pengukuran Waktu Dengan Menggunakan Metode Stopwatch Time Study Pada Bagian Packing Glycerine di PT. Sinar Oleochemichal International, 2008. USU Repository © 2009
Penelitian pendahuluan dimaksudkan untuk memperoleh waktu yang wajar dan memenuhi tingkat ketelitian dan tingkat keyakinan yang diinginkan yang selanjutnya menjadi dasar bagi perhitungan berikutnya.
3. Memilih operator
Operator yang melakukan pekerjaan harus memenuhi persyaratan tertentu agar
pengukuran dapat berjalan baik. Syarat-syarat tersebut adalah berkemampuan
normal dan dapat diajak bekerja sama. Operator yang dipilih adalah pekerja
yang pada saat pengukuran dilakukan dapat bekerja secara wajar dan operator
mampu bekerja sama dengan pengamat. Hal ini dimaksud karena operator
mungkin akan me