KARYA AKHIR
PERENCANAAN MESIN PENCETAK BATAKO
DENGAN KAPASITAS 150 BUAH PER JAM
OLEH :
ASWAR AGNES BUKIT NIM : 025202018
KARYA AKHIR YANG DIAJUKAN UNTUK MEMENUHI SALAH SATU SYARAT MEMPEROLEH
IJAZAH SARJANA SAINS TERAPAN
PROGRAM STUDI TEKNOLOGI MEKANIK INDUSTRI
PROGRAM DIPLOMA-IV FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Dengan segala kerendahan hati, penulis mengucapkan puji dan syukur kepada Tuhan Yang Maha Esa yang telah memberikan berkat dan rahmat-Nya, sehingga penulis mampu menyelesaikan laporan tugas akhir ini.
Laporan ini disusun untuk menyelesaikan pendidikan Program Diploma IV pada jurusan Teknologi Mekanik Industri, Departemen Teknik Mesin USU. Judul Karya akhir ini adalah PERENCANAAN MESIN PENCETAK BATAKO DENGAN KAPASITAS 150 BUAH PER JAM.
Dalam Karya akhir ini, penulis membahas tentang prinsip kerja, hal-hal yang berhubungan dengan perencanaan cetakan, kapasitas kerja, kalkulasi bahan, dan gambar kerja. Karya akhir ini dibuat setelah melaksanakan diskusi dengan pembimbing, studi kepustakaan, dan pengamatan langsung ke lapangan untuk memperoleh data-data yang diperlukan.
Dalam penyusunan Karya akhir ini, penulis banyak menemukan kesulitan namun berkat bimbingan, petunjuk dan bantuan dari berbagai pihak penulis dapat menyelesaikan karya akhir ini. Pada kesempatan ini penulis mengucapkan terima kasih banyak kepada :
1. Bapak Dr. Ing. Ir. Ikhwansyah Isanuri, Sebagai Ketua jurusan Teknologi Mekanik Industri.
3. Para Dosen dan staf administrasi yang telah banyak membantu penulis. 4. Teristimewa dan yang terutama untuk mereka yang penulis sayangi dan
menyayangi penulis, buat Ayahku Alm R. Bukit dan Ibuku B Br Sembiring, dan untuk kakakku Deasy Mariesda Br Bukit, serta seluruh keluarga yang banyak memberikan bantuan dan dukungan berupa moril maupun material
5. Buat seseorang yang penulis sayangi dan cintai.
6. Seluruh rekan-rekan Mahasiswa Jurusan Teknologi Mekanik Industri Stmbk ’99, ’00, ’01. dan ’02 yang telah banyak membantu penulis.
Walaupun penulis sudah berupaya semaksimal mungkin, namun penulis menyadari kemungkinan terdapat kekurangan dan kesilapan. Oleh sebab itu, penulis mengharapkan saran dan kritik yang bersifat membangun dari pembaca untuk kesempurnaan Karya akhir ini dan juga sebagai masukan bagi penulis untuk masa mendatang.
Semoga Karya akhir ini dapat berguna bagi siapa pun yang membacanya.
Medan, Maret 2008 penulis,
DAFTAR ISI
Halaman
LEMBAR PERSETUJUAN ... i
LEMBAR SPESIFIKASI ... ii
LEMBAR PENGESAHAN ... iii
LEMBAR PERSEMBAHAN ... iv
KATA PENGANTAR... v
DAFTAR ISI... vii
DAFTAR GAMBAR... xii
DAFTAR NOTASI... xiv
DAFTAR LAMPIRAN ... xv
BAB I PENDAHULUAN... 1
1.1. Latar Belakang Perencanaan... 1
1.2. Tujuan Perencanaan... 1
1.3. Manfaat ... 3
1.4. Batasan Masalah ... 3
1.5. Metode Perencanaan... 3
1.6. Sistematika Penulisan ... 3
BAB II TINJAUAN PUSTAKA ... 5
2.1.Arti Perencanaan ... 5
2.2.1.Agregat Kasar ... 6
2.2.2.Agregat Halus ... 7
2.2.3.Pasir dan Kerikil... 8
2.3. Semen ... 10
2.3.1.Semen bereaksi dengan air membentuk batuan massa ... 11
2.3.2.Suatu produksi keras yang kedap air... 11
2.3.3.Semen Portland ... 12
2.3.4.Semen Portland Abu-Terbang... 13
2.4. Air ... 15
2.5. Hidraulik... 16
2.6. Pompa Sentrifugal... 17
2.7. Motor Listrik ... 17
2.8. Aquator dan Alat Keluaran ... 19
2.8.1.Silinder Kerja Tunggal... 20
2.8.2.Silinder Kerja Ganda... 22
2.9.Bantalan ... 23
2.9.1.Klarifikasi Bantalan ... 24
2.10. Poros ... 25
2.10.1.Poros Transmisi... 26
2.10.2.Spindel ... 26
2.10.3.Gandar ... 26
2.11. Pegas ... 26
2.11.1.Pegas Tekan ... 27
2.12. Baut dan Mur ... 27
2.13. Pengelasan... 28
BAB III PENENTUAN SPESIFIKASI MESIN CETAKAN BATAKO ... 31
3.1. Pendahuluan ... 31
3.2. Prinsip Kerja Mesin Pencetak Batako ... 31
3.3. Kapasitas Adukan ... 32
3.3.1.Perbandingan Volume Pasir dan Volume Semen ... 33
3.3.2.Volume Pasir dan Semen Didalam Bak Penampung ... 33
3.3.3.Volume Cetakan dan Hasil Cetakan ... 34
3.3.4.Jumlah Batako dan Pengepresan Yang Dihasilkan Dalam Satu Kali Pemakaian Bak Penampung... 36
3.3.5.Waktu Yang Diperlukan Selama Proses Pembuatan Batako Dalam Satu Kali Proses Pencampuran... 37
3.3.6.Tekanan Pengepresan... 38
3.3.7.Sambungan Baut ... 39
3.4. Komponen-komponen Mesin... 40
3.4.1.Rangka ... 40
3.4.2.Hidraulik Pressure... 41
3.4.3.Poros Pengarah... 42
3.4.4.Bak Penampung ... 42
3.4.5.Penekan Atas... 43
3.4.6.Cetakan... 44
3.4.8.Kupingan dan Bantalan Pengarah ... 47
3.4.9.Pegas ... 48
3.4.10.Talam Batako ... 48
3.5. Perhitungan Komponen Mesin Pencetak Batako ... 49
3.5.1.Volume Pasir dan Semen Didalam Bak Penampung ... 49
3.5.2.Volume Cetakan dan Hasil Cetakan ... 52
3.5.3.Jumlah Batako dan Pengepresan Yang Dihasilkan Dalam Satu Kali Pemakaian Bak Penampung ... 55
3.5.4.Waktu Yang Diperlukan Selama Proses Pembuatan Batako Dalam Satu kali Proses Pencampuran ... 55
3.5.5.Tekanan Pengepresan... 56
3.6. Perencanaan Daya Motor... 63
3.6.1. Putaran ... 64
3.6.2. Daya Pompa ... 64
3.6.3. Kapasitas Pompa ... 65
3.6.4. Diameter Pompa... 66
3.6.5. Kebutuhan Minyak Hidrolis... 67
BAB IV PROSES PEMBUATAN MESIN... 68
4.1.Rangka Mesin ... 68
4.2.Assembling dari Rumah Cetakan... 70
4.3.Batang Penekan... 71
4.4.Poros Pengarah ... 72
BAB V KESIMPULAN DAN SARAN ... 76
5.1. Kesimpulan ... 76
5.2. Saran ... 77
DAFTAR PUSTAKA ... 78
DAFTAR GAMBAR
Halaman
Gambar 2.1. Pompa Sentrifugal ... 17
Gambar 2.2. Katup Kontrol... 19
Gambar 2.3. Silinder Kerja Tunggal ... 21
Gambar 2.4. Silinder Kerja Ganda... 22
Gambar 2.5. Bagian-bagian Bantalan ... 24
Gambar 2.6. Macam-macam Bantalan... 25
Gambar 2.7. Pegas Tarik... 27
Gambar 2.8. Baut ... 28
Gambar 2.9. Mur ... 29
Gambar 2.10. Bentuk-bentuk Sambungan ... 30
Gambar 3.1. Sketsa Bak Penampung ... 34
Gambar 3.2. Cetakan Batako ... 35
Gambar 3.3. Hasil Cetakan Batako ... 36
Gambar 3.4. Besi Profil U... 40
Gambar 3.5. Rangka Mesin... 41
Gambar 3.6. Hidrolik Pressure... 42
Gambar 3.7. Poros Pengarah... 42
Gambar 3.8. Bak Penampung... 43
Gambar 3.9. Penekan Atas ... 43
Gambar 3.10. Stamping ... 44
Gambar 3.12. Pandangan Depan Cetakan ... 45
Gambar 3.13. Pandangan Samping Cetakan ... 45
Gambar 3.14. Rumah Cetakan ... 46
Gambar 3.15. Meja Cetakan ... 47
Gambar 3.16. Bushing ... 47
Gambar 3.17. Pegas ... 48
Gambar 3.18. Talam Batako ... 48
Gambar 3.19. Bak Penampung ... 49
Gambar 3.20. Cetakan Batako ... 52
Gambar 3.21. Hasil Cetakan Batako ... 54
Gambar 4.1. Rangka Mesin... 69
Gambar 4.2. Rumah Cetakan ... 70
Gambar 4.3. Meja cetakan ... 71
Gambar 4.4. Stamping/Penekan Atas... 72
Gambar 4.5. Poros Pengarah... 74
DAFTAR NOTASI
Satuan
A Luas Penampang m2
b Tebal mm
h Tinggi mm
L Panjang mm
W Beban kN
d Diameter m
E Energi Joule
F Gaya N
a Gravitasi m/s2
N Daya Watt
NT Daya Total Watt
m Massa kg
DAFTAR LAMPIRAN
Halaman
1. Rangkaian Hidrolik Bekerja... 80
2. Rangkaian Hidrolik Tidak Bekerja ... 81
3. Pompa Hidrolik ... 82
4. Profil Geologis ... 83
5. Satuan-Satuan Tekanan... 84
6. Alur Kerja Pembuatan Batako ... 85
7. Koefisien Gesek Statik (s) dan Kinetik (k) ... 86
BAB I
PENDAHULUAN
1.1. LATAR BELAKANG PERENCANAAN
Salah satu masalah di lapangan yang saat ini harus segera dijawab adalah
masalah kebutuhan batu bata sebagai bahan dinding perumahan dan efek
kerusakan lingkungan yang ditimbulkan. Sebagaimana diketahui, kebutuhan
masyarakat akan perumahan tidak pernah surut bahkan selalu meningkat dari
tahun ke tahun. Hal ini dapat terlihat dari kenyataan bahwa perumahan yang
dibuat selalu laku terjual dengan cepat.
Masalah selanjutnya ialah timbul penggalian tanah di areal persawahan yang
subur untuk mencari tanah liat sebagai bahan pembuat batu bata. Secara terus
menerus dirasa sudah cukup merusak lingkungan. Penggalian ini telah
menyebabkan lubang-lubang yang cukup dalam dan meluas pada areal
persawahan. Bila hal ini dibiarkan secara terus-menerus, dikhawatirkan dalam
jangka panjang tingkat kesuburan lahan persawahan akan semakin menurun yang
akhirnya jumlah produksi beras di-Indonesia akan menurun.
1.2. TUJUAN PERENCANAAN
Untuk penanganan yang serius dan untuk mencari bahan alternatif lain yang
dapat menggantikan batu bata sebagai bahan dasar pembuatan bangunan, salah
satu bahan alternatif yang saat ini juga sudah banyak digunakan sebagai bahan
Pembuatan batako juga harus dapat menghasilkan produk yang berkwalitas.
Dimana batako yang dihasilkan dapat digunakan sebagai mana mestinya. Oleh
karena itu perlu dipikirkan cara membuat batako yang lebih cepat, kuat, dan
dengan bentuk pengerjaan yang mudah
1.3. MANFAAT
Karya akhir ini, diharapkan dapat bermanfaat seperti:
1. Dalam bidang pembangunan nasional
Dengan adanya mesin ini maka sudah tercipta satu konsep cara kerja
mesin pencetak batako yang dapat dijadikan sebagai langkah awal
pengembangan mesin-mesin sederhana yang dapat bermanfaat bagi
masyarakat luas.
Mengurangi angka pengangguran.
2. Bagi Universitas
Karya akhir ini akan menambah perbendaharaan kreativitas mahasiswa
dalam bidang ilmu pengetahuan dan teknologi khususnya teknologi
mesin sederhana.
Untuk mengenalkan pada dunia luar bahwa mahasiswa Universitas
Sumatera Utara selalu berkreasi dan berinovasi dalam menciptakan
suatu mesin produksi.
3. Bagi mahasiswa lain maupun kalangan umum
Pada siapa saja yang membacanya semoga Karya akhir ini dapat menjadi
bahan perbandingan dan sumber inspirasi terciptanya mesin-mesin lain
1.4. BATASAN MASALAH
Penulisan Karya akhir ini, menitik beratkan pembahasan pada mesin pencetak
batako, adapun pokok pembahasan yang akan diuraikan dalam Karya akhir ini
adalah:
1. Cara kerja Mesin Pencetak Batako Dengan Sistem Hidraulik Berkapasitas
150 buah batako perjam;
2. Daya penekan hidraulik yang akan digunakan;
3. Perhitungan gaya-gaya yang bekerja pada mesin, volume cetakan;
4. Ukuran utama mesin dan cetakan.
1.5. METODE PERENCANAAN
Dalam metode perencanaan ini, penulis tetap berpegang pada teori dan praktek yang penulis dapatkan selama mengikuti perkuliahan di Departemen
Teknik Universitas Sumatera Utara dan melakukan survey kebeberapa tempat
pembuatan batako.
1.6. SISTEMATIKA PENULISAN
Adapun sistematika penulisan karya akhir ini adalah sebagai berikut :
1. BAB I PENDAHULUAN
Dalam bab ini berisikan latar belakang, tujuan perencanaan, manfaat, batasan
masalah, metode perencanaan dan sistematika penulisan.
2. BAB II TINJAUAN PUSTAKA
dipakai pada pembuatan batako ini, seperti agregat, semen, air, hidrolik,
pompa sentrifugal, akuator, kapasitas adukan.
3. BAB III PENETAPAN SPESIFIKASI MESIN CETAKAN BATAKO
Pada bab ini akan dibahas mengenai perencanaan mesin pencetak batako yang
akan dibuat. Perencanaan ini bertujuan untuk memperoleh dimensi-dimensi
dari mesin cetak batako yang berkapasitas 150 unit per jam.
4. BAB IV PROSES PEMBUATAN KOMPONEN MESIN
Pada bab ini akan dibahas mengenai pembuatan komponen mesin seperti
rangka mesin, rumah cetakan, batang penekan, poros pengarah, bak
penampung, analisa biaya, biaya material, biaya pembuatan, biaya listrik dan
analisa titik impas.
5. BAB VI KESIMPULAN DAN SARAN
Pada bab ini memuat mengenai kesimpulan dan saran dari hasil perencanaan
BAB II
TINJAUAN PUSTAKA
2.1. ARTI PERENCANAAN
Merencana, berarti merumuskan suatu rancangan dalam memenuhi kebutuhan
manusia. Pada mulanya suatu kebutuhan tertentu mungkin dengan mudah dapat
diutarakan secara jelas, seperti Bagaimana caranya kita mendapatkan tenaga
dalam jumlah yang besar, tetapi bersih, aman, dan ekonomis tanpa menggunakan
bahan bakar minyak dan tanpa merusak permukaan bumi ini. Di lain pihak, suatu
kebutuhan tertentu yang harus dipenuhi, mungkin samar-samar untuk diutarakan
secara jelas, sedemikian rupa sulit untuk merumuskannya sebagai suatu masaalah
yang memerlukan pemecahan. Situasi perencanaan jenis kedua ini, ditandai
dengan ketidak jelasan tentang kebutuhan apa ataupun masalah apa yang harus
dipecahkan. Perhatikan pula, bahwa situasi tersebut bisa mengandung banyak
masalah. Berbeda dengan persoalan ilmiah atau matematik, persoalan
perencanaan tidak mempunyai jawaban yang khas. Adalah mustahil untuk
mengharapkan suatu jawaban yang tepat atas suatu masaalah perencanaan, karena
jawaban seperti itu tidak pernah ada.
2.2. AGREGAT
Agregat adalah breksi batu apung yang banyak terdapat didaerah perbukitan
dan dihasilkan oleh alam. Agregat (yang tidak bereaksi) adalah bahan-bahan
Dari pemakaian spesifik, sifat-sifat agregat dapat dibagi sebagai berikut :
agregat normal (kuarsit, pasir, kerikil, basalt)
agregat halus (puing batu, terak lahar, serbuk-batu).
2.2.1. Agregat Kasar
Agregat kasar adalah agregat yang mempunyai ukuran butiran saringan uji
diatas 4,80 mm. Agregat kasar digunakan untuk campuran beton dapat berupa
kerikil atau berupa batu pecah yang diperoleh dari pemecahan batu.
Agregat kasar biasa dipakai untuk campuran beton adalah kerikil yang
memenuhi syarat menurut PBI ’71 adalah :
1. Agregat kasar harus terdiri dari butir-butir yang kesar dan berpori, sarta
bersifat kekal, yaitu tidak pecah atau hancur oleh pengaruh cuaca seperti
terik matahari dan hujan.
2. Agregat kasar tidak boleh mengandung Lumpur lebih dari 1% yang
ditentukan terhadap berat kering. Apabila kadar Lumpur lebih 1% maka
agregat harus dicuci terlebih dahulu sebelum digunakan.
3. Diameter butir dari agregat kasar lebih baik yang beraneka ragam
Batasan gradasi untuk agregat kasar menurut BS 882, dapat dilihat tabel 2.1.
Tabel 2.1. Batas – batas gradasi agregat kasar BS 882
Persentase Berat yang lolos saringan BS
Ukuran nominal agregat yang digradasi
Ukuran nominal dari agregat dengan ukuran tunggal Saringan uji BS 410 40 mm sampai 5 mm 20 mm sampai 5 mm 14 mm sampai 5 mm
63 mm 40 mm 20 mm 14 mm 10 mm
75 63 37,5 20 14 10 5 2,36 100 - 95-100 35-70 - 10-4 0-5 - - - 100 95-100 - 30-60 0-10 - - - - 100 90-100 50-85 0-10 - 100 85-100 0-30 0-5 - - - - - 100 85-100 0-25 - 0-5 - - - - 100 85-100 - 0-25 0-5 - - - - 100 85-100 0-50 0-10 - - - - - 100 85-100 0-25 0-5
Sumber : Murdock dan Brook ( 1991 )
2.2.2. Agregat Halus
Agregat halus adalah butiran – butiran karas berbentuk mendekati bulat dan
lolos saringan 5 mm. Agregat halus untuk beton dapat berupa pasir alam. Pasir
yang baik untuk membuat batako yang baik, maka agregat halus digunakan
memenuhi syarat PBI ’71 sabagai berikut :
1. Butir – butir pasir harus tajam, keras dan kekal, bersifat kekal artinya tidak
hancur oleh pengaruh cuaca.
2. Pasir tidak mengandung Lumpur lebih dari 5% ( ditentukan terhadap berat
kering ). Yang diartikan dengan Lumpur adalah bagian-bagian yang dapat
melalui ayakan 0,063 mm. Apabila pasir mengandung Lumpur lebih dari
3. Agregat halus tidak dibenarkan mengandung bahan-bahan organic terlalu
banyak, dibuktikan dengan percobaan warna Abrahams Harder.
Batas gradasi pasir yang baik dengan susunan butiran beragam dapat dilihat
pada tabel 2.2.dibawah ini :
Tabel 2.2. Batasan Gradasi untuk Agregat halus menurut ASTM C 73 a
Ukuran Saringan ASTM E 11-7
Persentase Berat yang lolos Pada tiap
Ukuran Saringan
9,5 mm ( 3/8 inch )
4,75 mm ( No. 4 )
2,36 mm ( No. 8 )
1,18 mm ( No. 16 )
600 μ m ( No. 30 )
300 μ m ( No. 50 )
150 μ m ( No. 100 )
100
95-100
80-100
50-85
25-60
10-30
2-10
Sumber : Murdock dan Brook ( 1991 )
2.2.3. Pasir dan Kerikil
Pada umumnya pasir yang digali dari dasar sungai cocok digunakan dalam
pembuatan beton. Pasir ini terbentuk ketika batu-batu dibawa arus sungai dari
sumber air ke muara sungai. Akibat tergulung dan terkikis akhirnya membentuk
butiran-butiran halus. Arus sungai membawa pecahan, butiran-butiran yang besar
(kerikil) diendapkan pada hulu sungai sedangkan yang kecil-kecil di muara
penggalian pasir dan kerikil akan dipisah-pisahkan dengan ayakan dalam 3
kelompok yaitu :
Kerikil kasar (lebih besar dari 30 mm)
Kerikil beton (dari 5 mm sampai 30 mm)
Pasir beton (lebih kecil dari 5 mm)
Dua kelompok terakhir (kerikil beton dan pasir beton) sangat cocok untuk
pembuatan beton. Sedangkan kerikil kasar harus dipecahkan agar dapat
digunakan. Pemilihan jumlah setiap kelompok untuk campuran beton bergantung
pada bentuk butiran-butiran yang ditentukan ahli teknik beton dan sifat-sifat
spesifik beton.
Pasir dan kerikil juga dapat digali dari laut asalkan segala kotoran serta
garam-garamnya dibersihkan dan kulit kerang disisihkan. Pada prinsipnya komposisi
pasir dan kerikil dari laut tidak berbeda banyak dengan agregat galian dari sungai.
Satu-satunya perbedaan antara pasir dan kerikil adalah ukuran butir-butirnya.
Pasir terjadi melalui cara yang sama seperti kerikil. [E. Diratmadja (1999)]
menyatakan bahwa:
Batas antara pasir dan kerikil ditentukan 2 mm.
Besar butir pasir ditentukan 212 – 2000 mm.
Pasir kasar : 600 – 2000 mm.
Pasir setengah kasar : 212 – 600 mm.
Berdasarkan asal dan sifatnya, pasir dibagi dalam beberapa jenis antara lain :
Pasir Gunung
Pasir ini hampir sama dengan kerikil gunung. Pasir jenis ini banyak
ditemukan di daerah-daerah dataran tinggi. Pada pasir jenis ini sering kali
terdapat kerikil halus dan tanah napal.
Pasir Sungai
Pasir sungai memiliki butir-butir yang tidak bergesek bulat. Massa
pasir ini begitu kecil, sehingga butir-butirnya dapat terbawa air tanpa
menggelinding di dasar sungai. Dengan demikian jelas pasir ini dapat
mempertahankan sisi tajamnya. Jenis pasir ini sangat baik untuk membuat
mortar (aduk) karena unsur-unsur pengikatnya dapat melekat dengan baik
pada permukaan kasar butir-butir tersebut.
Pasir Laut
Pasir ini ditemukan di dasar dan sekitar pinggir laut atau tepi pantai.
Pasir ini mengandung banyak kapur dikarenakan sisa-sisa kulit kerang.
2.3. SEMEN
Semen atau Portland cemen adalah suatu bahan pengikat hydrolis (dapat
mengeras atau membatu jika dicampur dengan air), berupa serbuk yang sangat
halus berwarna abu-abu, maupun abu-abu kehijauan terdiri dari kristal – kristal
silika dan aluminium. Secara umum semen berfungsi untuk merekatkan
butiran-butiran agregat agar terjadi suatu massa yang kompak / padat, walaupun semen
Semen merupakan hasil produksi yang dibuat dipabrik semen. Pabrik-pabrik
semen memproduksi bermacam-macam jenis semen dengan sifat dan karakteristik
yang berlainan. Semen dipakai sebagai petunjuk sekolompok bahan ikat hidrolik
untuk pembuatan beton.
2.3.1. Semen Bereaksi Dengan Air dan Membentuk Batuan Massa.
Semen dari Bahan Klinder Semen Portland
Semen Portland
Semen Portland Putih
Semen Portland Abu Terbang
Semen Portland Berkadar Besi
Semen Portland Tras/Puzzoland
Semen Tanur Tinggi
2.3.2. Suatu produksi keras (batuan-semen) yang kedap air.
Semen-Semen lain
Aluminium Semen
Semen Bersulfat
Perbedaan diatas dikelompokkan berdasarkan karakter dari reaksi pengerasan
kimiawi. Semen-semen dari kelompok 1 yang satu dan yang lainnya saling
bereaksi (membentuk persenyawaan lain), semen kelompok 2 bila saling
dicampur atau bercampur dengan kelompok 1 tidak akan membentuk suatu
Kelebihan semen putih dibanding semen portland jenis lainnya adalah semen
putih lebih cepat mengeras karena lebih banyak mengandung silikon dioksida
( SiO
2) dan dapat diberi warna jika diinginkan.
Semen portland dan semen portland abu-abu terbang adalah semen yang
umum dipakai di Indonesia.
2.3.3. Semen Portland
Semen portland adalah semen hidrolis yang dihasilkan dengan cara
menggiling terak semen portland (klinker) yang terdiri atas kalsium silikat bersifat
hidrolis dengan gips sebagai bahan tambahan (PUBI-1982). Kandungan silikat
dan aluminat pada semen merupakan unsur utama pembentuk semen yang apabila
bereaksi dengan air akan menjadi media perekat. Media perekat ini kemudian
akan memadat dan membentuk massa yang keras. Proses hidrasi terjadi bila
semen bersentuhan dengan air. Proses ini berlangsung dalam 2 arah yakni keluar
dan kedalam, maksudnya hasil hidrasi mengendap dibagian luar dan inti semen
yang belum terhidrasi dibagian dalam secara bertahap.
Semen putih merupakan salah satu jenis dari semen portland yang tidak
mengandung kalsium oksida (CaO) sehingga tidak menimbulkan pencemaran
[Neville and Brooks (1987)]. Semen putih biasanya digunakan untuk bangunan
yang artistik dan dekoratif serta untuk pemasangan keramik.
Klinker semen portland dibuat dari batu kapur (CaCO3), tanah liat dan bahan
dasar berkadar besi. Jumlah batu kapur yang dipakai disini amat banyak, sehingga
pabrik semen biasanya dibangun disekitar gunung-kapur. Bahan dasar dari
basah, sebelum dibakar bahan dasar dicampur dengan air dan digiling sampai
halus berupa “bubur halus”. Sedangkan pada proses kering, bahan dasar dicampur
dengan bahan-bahan tambahan dan dikeringkan, kemudian digiling berupa “bubuk
kasar”. Selanjutnya kedua produksi ini dibakar dalam tanur-putar-datar pada
temperatur yang sangat tinggi sehingga diperoleh klinker semen Portland.
Semen Portland dapat dikalisifikasikan dalam 5 (lima) jenis, yaitu :
Jenis I : Semen Portland untuk penggunaan umum yang tidak memerlukan
persyaratan-persyaratan khusus seperti yang disyaratkan pada jenis
lainnya.
Jenis II : Semen Portland yang dalam penggunaannya memerlukan
ketahanan terhadap sulfat atau kalor hidrasi sedang.
Jenis III : Semen Portland yang dalam penggunaannya memerlukan kekuatan
tinggi pada tahap permulaan setelah pengikatan terjadi.
Jenis IV : Semen Portland yang dalam penggunaannya memerlukan kalor
hidrasi rendah.
Jenis V : Semen Portland yang dalam penggunaannya memerlukan
ketahanan tinggi terhadap sulfat.
2.3.4. Semen Portland Abu-Terbang
Suatu perkembangan lebih lanjut yaitu pemakaian abu terbang yang
dikombinasikan dengan semen Portland. Abu terbang adalah suatu pemanfaatan
kembali dari produksi gas pembakar, misalnya didapatkan pada pusat tenaga
Guna melindungi pencemaran lingkungan, sekarang diharuskan mengambil
tindakan untuk mengurangi pembuangan abu terbang. Hal ini sangat bermanfaat
karena bahan sisa seperti abu tebang dapat digunakan sebagai bahan pengganti
semen, asalkan dapat memenuhi persyaratan tertentu. Abu terbang dapat bereaksi
dengan ikatan kapur dan dapat membentuk suatu persenyawaan kimia dalam
semen dan air. Dengan demikian akan menambah kepadatan struktur dan
perkembangan kekuatan beton. Selanjutnya abu terbang harus juga memenuhi
persyaratan lain supaya dapat digunakan sebagai bahan pengganti semen.
Misalnya persyaratan terhadap pengotoran, kehalusan, kadar chlorida dan karbon.
Penggunaan abu terbang yang baik menghasilkan reduksi semen sampai sekitar
25%. Semen Portland memiliki beberapa sifat yaitu :
1. Warna
Semen portland tanpa tercampur bahan-bahan lain, berwarna
abu-abu kehijau-hijauan dan setelah membatu menjadi abu-abu-abu-abu
kebiru-biruan.
2. Berat Jenis
Semen portland dalam keadaan membatu mempunyai berat jenis
yang berlainan, tergantung dari kadar kapurnya dan ketelitian dalam
pembuatannya. Umumnya antara 3,12 sampai dengan 3,25.
3. Pengikatan
Tepung semen portland yang dicampur dengan air hingga menjadi
bubur, akan menjadi keras dalam waktu tertentu. Pembatuan ini
merupakan suatu reaksi antara senyawa-senyawa semen dengan air,
yang menyebabkan adanya pengikatan dan adanya proses pengikatan
semen. Suatu perubahan semen dari lunak menjadi keras disebut
pengikatan, dan waktu yang diperlukan untuk itu disebut waktu ikat.
Biasanya waktu ikat semen 1,5-2 jam.
2.4. AIR
Kekuatan dan mutu batako umumnya sangat dipengaruhi oleh jumlah air yang
dipergunakan. Air yang digunakan harus disesuaikan pada batas memungkinkan
untuk pelaksanaan pekerjaan campuran batako dengan baik. Jumlah air yang
digunakan pada campuran batako dapat dibagi dua kategori, yaitu :
1. Air bebas, yaitu air dipergunakan untuk keperluan hidrasi semen.
2. Air serapan agregat.
Air yang dipakai untuk membuat suatu adukan, hendaklah memenuhi syarat
yang ditentukan. Umpamanya untuk plesteran yang putih, tidak boleh dipakai air
yang mengandung kotoran karena akan memberikan warna lain di dalam adukan.
Untuk membuat suatu adukan kita harus memakai air yang jernih, paling tidak
air tersebut tidak berwarna. Pemakaian air tergantung kepada jenis adukan yang
dibuat, keadaan pekerjaan, keadaan cuaca dan sebagainya. Dalam perencanaan ini
Pemakaian air laut pada adukan semen dapat mengakibatkan kerusakan pada
tembok atau bahan-bahan yang terbuat dari adukan semen. Air danau yang banyak
mengandung asam juga tidak baik dipergunakan.
Adapun perbandingan bahan - bahan yang dipakai pada pabrik pembuat
batako adalah sebagai berikut :
Komposisi campuran batako :
- Air = 50 %
- Semen = 30 %
- Pasir = 20 %
Kadar air batako siap untuk dipasarkan adalah 0 %
Kekuatan tekan batako adalah 400 kg/cm2
2.5. HIDROLIK
Hidrolik berasal dari bahasa Yunani, yang terdiri dari 2 kata Hydra dan Aulos.
Hydra berarti untuk air, dan aulos untuk pipa, gambaran umum menunjukkan
bahwa defenisi fluida adalah air walaupun minyak lebih sering digunakan. Dari
keterangan tersebut dapat disimpulkan bahwa sistem hidrolik merupakan sistem
berbasis fluida yang menggunakan minyak / oli sebagai media penggerak.
Aliran fluida pada sistem hidrolik digerakkan dengan menggunakan pompa
hidrolik, yang mana sebuah pompa hidrolik mengambil minyak dari sebuah tangki
dan mengirimkannya ke bagian-bagian lain sirkuit hidrolik. Dengan melakukan
itu, pompa menaikkan tekanan minyak ke tingkat yang dibutuhkan. Pompa
fasa pada putaran 1500 rpm. Pada sistim hidrolik ini menggunakan pompa
sentrifugal.
2.6. POMPA SENTRIFUGAL
Pompa sentrifugal bekerja dengan cara menarik fluida ke dalam sumbu pompa
dan melempar ke pinggir oleh gaya sentrifugal. Aliran fluida ke dalam beban
mempertahankan tekanan pada exit pompa namun bila pompa harus terhenti ada
suatu bukti langsung dari outlet kembali ke inlet dan tekanan hilang meluruh.
Kebocoran fuida juga akan terjadi melalui baling-baling, sehingga penghantaran
pompa akan berubah sesuai tekanan outlet.
Gambar 2.1. Pompa Sentrifugal
2.7. MOTOR LISTRIK
Penelaahan detail dari motor listrik adalah diluar cakupan karya ini.
Banyaknya jenis motor adalah sedemikian besar sehingga hanya sedikit dari jenis
Motor arus bolak-balik biasanya dari jenis fase tunggal atau induksi. Motor
seri mempunyai kumparan medan motor dan armatur dihubungkan seri.
Hubungan kepada armatur dilaksanakan melalui sikat ke segmen dari kumulator.
Kecepatan motor dikendalikan dengan tahanan seri variabel, dan mempunyai
momen puntir starter yang tinggi. Busur api di antara sikat dan kumulator serta
antara segmen kumulator sendiri adalah merupakan kerugian dari jenis motor ini,
Motor ini harus tertutup sempurna kalau digunakan disekitar bahan yang mudah
terbakar.
Motor induksi bolak-balik dapat dioperasikan dari satu, dua, atau tiga fase
arus. Gulungan pada armatur membentuk rangkaian (circuit) tertutup yang dikenal
sebagai “sangkar tupai” (squrrel cage). Momen puntir starter yang rendah adalah
merupakan kerugian dari jenis motor ini.
Motor arus searah sering digunakan dengan peralatan kendali numeris.
Meskipun instalasi jarang mempunyai suplai arus searah yang luas tetapi
pasangan motor generator dan konverter statis digunakan untuk mengadakan
dayanya. Terdapat dua jenis dasar dari motor arus searah, yaitu motor seri dan
motor cabang (shunt).
Motor gulungan (wound) seri dikendalikan dengan tekanan variabel yang
diseri dengan kumparan medan. Motor ini memiliki momen puntir starter tinggi,
tetapi kecepatannya menurun dengan naiknya beban. Motor cabang (shunt) dapat
mempertahankan kecepatan yang lebih konstan ketika beban bertambah, tetapi
momen puntir starternya rendah.
Motor dapat dihubungkan langsung melalui roda gigi kepada alat pemegang
Mesin berproduksi tinggi biasanya berkapala roda gigi, sedangkan mesin perkakas
jenis laboratorium yang kecil sering kali digerakkan sabuk. Penggerakan fluida
yang menggunakan motor hidrolik, digunakan kalau kebutuhan daya
menyebabkan lonjakan daya yang tajam.
2.8. AKUATOR DAN ALAT KELUARAN
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi energi
kerja yang dimanfaatkan. Sinyal keluaran dikontrol oleh sistem kontrol dan
aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol terakhir.
Suatu sistem hidrolik atau pneumatic umumnya berhubungan dengan gerakan,
penjepitan, atau penerapan gaya pada sebuah objek. Peralatan yang benar-benar
memenuhi sasaran ini dinamakan aktuator. Aktuator dapat dibagi menjadi tiga (3)
type dasar. Ketiga type dasar itu antara lain :
Aktuator linier digunakan untuk memindahkan objek atau menerapkan
sebuah gaya dalam saluran yang lurus.
Aktuator rotari adalah ekuivalen hidrolik dan pneumatik dari sebuah motor listrik.
Type ketiga dari aktuator digunakan untuk mengoperasikan katup kontrol
aliran untuk kontrol proses gas, cairan atau uap. Aktuator ini biasa
dioperasikan secara pneumatik.
Dari keterangan diatas diperoleh informasi bahwa aktuator hidrolik bisa
diuraikan ke dalam dua kelompok gerak yaitu gerak lurus (linier) dan gerak putar
(rotari):
1. Gerakan lurus (gerakan linier)
- silinder kerja tunggal
- silinder kerja ganda
2. Gerakan putar (gerakan rotari)
- motor
- aktuator yang berputar
Aktuator linier dasar adalah silinder atau piston. Gaya yang diberikan oleh
sebuah piston bergantung pada luas dan tekanan yang diberikan. Untuk
mengembangkan stroke, luas A dinyatakan dengan . P adalah tekanan yang
diberikan oleh pompa maka gaya yang dihasilkan adalah:
2
R
F = P x R2 ...(Andrew Parr, Hidrolik dan Pneumatik hal 124)
Dimana :
P = Tekanan [N/m2]
R = Jari-jari Piston [m]
F = Gaya [N]
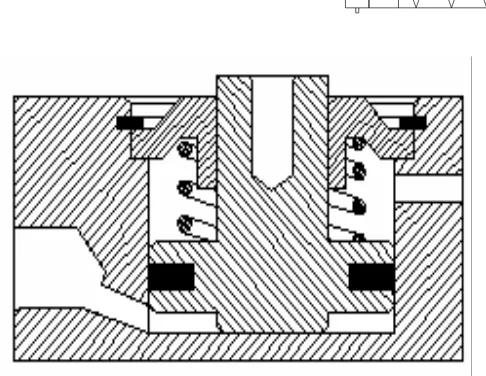
2.8.1. Silinder Kerja Tunggal
Dengan memberikan fluida cair bertekanan pada satu sisi permukaan piston,
sisi yang lain terbuka ke atmosfir. Silinder hanya bisa memberikan gaya ke satu
silinder atau memberi gaya dari luar. Gaya pegas yang ada di dalam silinder
direncanakan hanya untuk mengembalikan silinder pada posisi semula dengan
alasan agar kecepatan kembali tinggi tanpa beban.
Menurut konstruksinya silinder kerja tunggal dapat melaksanakan berbagai
fungsi gerakan, seperti:
Menjepit benda kerja
Pemberian dan pengangkat
Pengeluaran
Pengepresan
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang pada sisi
suplai fluida cair bertekanan. Pembuangan fluida cair pada sisi batang piston
silinder dikeluarkan melalui saluran pembuangan. Seal terbuat dari bahan
fleksibel yang ditanamkan di dalam piston dari logam atau plastik. Selama
[image:33.595.195.438.533.721.2]bergerak permukaan seal bergeser dengan permukaan silinder.
2.8.2. Silinder Kerja Ganda
Prinsip konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal. Tetapi tidak memiliki pegas kembali, dan dua lubang saluran dipakai
sebagai saluran masukan dan saluran keluaran atau pembuangan. Dikatakan
bekerja ganda karena tekanan fluida digunakan untuk mengembangkan dan
menyempitkan piston. Silinder kerja ganda mempunyai keuntungan yaitu bisa
dibebani pada kedua arah gerakan batang pistonnya. Ini memungkinkan
pemasangannya lebih fleksibel.
Gaya yang diberikan pada batang piston untuk gerakan keluar selalu lebih
besar dari pada gerakan masuk. Hal ini disebabkan pada gerakan masuk besar
gaya yang diberikan dipengaruhi oleh luas permukaan batang piston dengan sisi
batang piston. Silinder aktif adalah dibawah kontrol suplai fluida cair bertekanan
pada kedua arah gerakannya. Pada prinsipnya panjang langkah silinder dibatasi,
walaupun faktor lengkungan dan bengkokan yang diterima batang piston harus
diperbolehkan. Seperti dengan silinder kerja tunggal, pada silinder kerja ganda,
piston dipasang seal jenis cincin 0 atau membran atau diafragma.
cepatan silinder ditentukan oleh volume fluida yang dihantarkan padanya:
V = A. d ...(Andrew Parr, Hidrolik dan Pneumatik hal 127)
Dimana:
V = volume fluida [m3]
A = luas piston [m2]
d = jarak yang ditempuh piston [m]
Jika piston bergerak dengan kecepatan v, maka piston menempuh jarak d
dalam waktu (t) dengan:
v d
t ...(Andrew Parr, Hidrolik dan Pneumatik hal 128)
Laju aliran Vf untuk mencapai kecepatan v adalah :
v A t Ad
Vf
Dimana :
Vf = Laju aliran [m3/menit]
A = luas piston [m2]
d = jarak yang ditempuh piston [m]
t = waktu [detik]
v = kecepatan [m/menit]
2.9. BANTALAN
Bantalan adalah elemen mesin yang menumpu poros berbeban, sehingga
putaran atau gerakan bolak-baliknya dapat berlangsung secara halus, aman, dan
mesin lainnya bekerja dengan baik. Jika bantalan tidak berfungsi dengan baik
maka prestasi seluruh sitem akan menurun atau tidak dapat bekerja secara
semestinya. Jadi, bantalan dalam permesinan dapat disamakan peranannya dengan
pondasi pada gedung.
Gambar 2.5. Bagian-bagian Bantalan
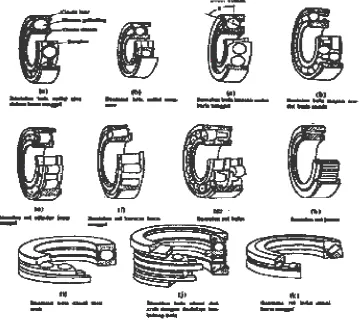
2.9.1. Klarifikasi Bantalan
Bantalan dapat diklarifikasikan sebagai berikut :
1.Atas dasar gerakan bantalan terhadap poros
a. Bantalan Luncur, Pada bantalan ini terjadi gesekan luncur antara poros dan
bantalan karena permukaan poros ditumpu oleh permukaan bantalan denga
perantaraan lapisan pelumas.
b. Bantalan Gelinding, Pada bantalan ini terjadi gesekan gelinding antara bagian
yang berputar dengan yang diam melalui elemen gelinding seperti bola, rol,
Gambar 2.6. Macam-macam Bantalan
2.10. POROS
Poros merupakan salah satu bagian yang terpenting dari setiap mesin. Hampir
semua mesin meneruskan tenaga bersama-sama denga putaran. Peranan utama
dalam transmisi seperti itu dipegang oleh poros.
Macam-macam poros
Poros untuk meneruskan daya diklasifikasikan menurut pembebanannya
2.10.1. Poros trnsmisi
Poros macam ini mendapat beban punter murni atau punter dan lentur. Daya
ditransmisikan kapada poros ini melalui elemen lain.
2.10.2. Spindel
Poros trnsmisi yang relative pendek, seperti poros utama mesin perkakas,
dimana beban utamanya berupa puntiran
2.10.3. Gandar
Poros seperti yang dipasang diantara roda-roda kereta barang, dimana tidak
mendapat beban punter, bahkan kadang-kadang tidak berputar, disebut gandar.
Menurut bentuknya poros dapat digolongkan atas poros lurus umum, poros engkol
sebagai poros utama dari mesin totak, poros luwes untuk transmisi daya kecil agar
terdapat kebebasan bagi perubahan arah, dan lain-lain.
2.11. PEGAS
Elastisitas, adalah sifat suatu bahan yang memungkinkan ia kembali
kebentuknya semula setelah mengalami perubahan bentuk. Pegas, adalah suatu
elemen mesin yang memperoleh gaya bila diberi perubahan bentuk. Pegas
mekanis dipakai pada mesin untuk mendesakkan gaya, untuk menyediakan
kelenturan, dan untukmenyimpan atau menyerap erergi. Pada umumnya, pegas
dapat gigolongkan atas pegas dawai, pegas daun, atau pegas berbentuk khusus,
dan setiap golongan ini masih terdiri dari beberapa jenis. Pegas dawai mencakup
pegas ulir dari kawat bulat atau persegi dan dibuat untuk menahan beban tarik,
2.11.1. Pegas Tekan
Suatu pegas dengan ujung polos, mempunyai suatu gulungan ulir yang tak
terganggu. Ujungnya adalah sama seperti suatu pegas yang panjang dan
dipotong-potong menjadi beberapa bagian.
2.11.2. Pegas Tarik
Pegas tarik perlu harus mempunyai beberapa alat untuk memindahkan beban
dari tumpuannya ke badan pegas.Walaupun ini dapat dilakukan dengan suatu
sumbat berulir atau suatu cantelan berputar, hal ini menambahkan biaya pada
produk akhir.
Gambar 2.7. Pegas Tarik
2.12. BAUT DAN MUR
Baut dan mur merupakan alat pengikat yang sangat penting. Untuk mencegah
kecelakaan, atau kerusakan pada mesin, pemilihan baut dan mur segabai alat
pengikat harus dilakukan dengan seksama untuk mendapat ukuran yang sesuai,
berbagai faktor harus diperhatikan seperti sifat gaya yang bekerja pada baut,
Adapun gaya-gaya yang bekerja pada baut dapat berupa :
Beban statis aksial murni.
Beban aksial, bersama dengan beban puntir.
Beban geser.
[image:40.595.163.459.227.481.2] Beban tumbukan aksial.
Gambar 2.8. Baut
Gambar 2.9. Mur
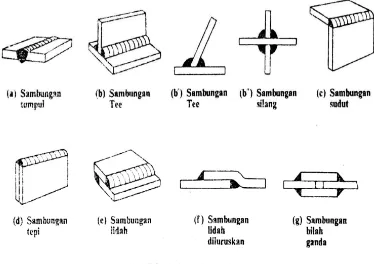
2.13. PENGELASAN
Proses-prose seperti pengelasan (welding), pengelasan dengan kuningan
(brazing), penyolderan (soldering), penyemenan (cementing), dan pengeleman
(gluing), sekarang ini dipakai secara luas dalam pembuatan mesin. Apabila
bagian-bagian harus dipasangkan atau dibuat maka adalah mungkin bahwa satu
diantara proses-proses ini perlu dipertimbangkan sewaktu awal perencanaan kerja.
Terutama bila penampang yang akan disambungkan adalah tipis, maka satu
Penghindaran atas penguncian individual dan adanya kemungkinan menggunakan
metoda pemasangan ini secara cepat adalah salah satu diantara beberapa
keuntungan yang mungkin didapat dari metoda ini.
Salah satu kesulitan yang dihadapi sarjana teknik perencanaan sehubungan
dengan masalah perencanaan sambungan adalah bahwa perlakuan yang teliti atas
perencanaan sambungan belum memberikan keuntungan yang nyata sebagaimana
telah diberikan oleh berbagai proses, bahan, dan eleman mesin lain. Tidak jelas
mengapa harus begitu. Mungkin karena geometrinya yang kecil tidak
menyediakan dirinya siap untuk mendapat perlakuan matematik. Tentu saja ini
berarti bahwa suatu elemen ketidak pastian tambahan telah diperkenalkan dan
bahwa hal ini harus diimbangi oleh pemakaian faktor-faktor keamanan yang lebih
besar pada perencanaan. Kenyataan menunjukkan bahwa begitu banyak struktur
dan alat yang aman dan terpercaya dengan menggunakan proses-proses yang
dipakai sekarang ini mendukung kenyataan bahwa para sarjana teknik telah
BAB III
PENENTUAN SPESIFIKASI MESIN CETAKAN BATAKO
3.1. PENDAHULUAN
Mesin pencetak batako ini adalah suatu mesin yang telah disederhanakan
kerjanya dan dapat menghemat tenaga kerja. Pada awalnya pencetakan batako ini
tidak mempergunakan tenaga mesin tetapi menggunakan tenaga menusia sebagai
energi untuk mengepres cetakan batako yang ada didalam bak penampung dan
rumah cetakan, dan juga untuk melepaskan hasil cetakan juga menggunakan
sistem manual (engkolan pedal yang berhubungan dengan roda-roda gigi). Tetapi
kini akan disederhanakan dengan menggunakan motor listrik sebagai energi untuk
memindahkan fluida dari tangki penampungan keselinder hidraulik melalui
pompa sentrifugal..
3.2. PRINSIP KERJA MESIN PENCETAK BATAKO
Adukan semen atau yang sering disebut juga dengan mortar (terdiri dari
campuran semen, pasir dan air) diaduk, kemudian dimasukkan ke dalam bak
penampung mortar hingga merata (penuh). Setelah itu mortar dituangkan kedalam
masing-masing cetakan berdasarkan takaran adukan batako yang telah ditentukan
(dilakukan secara manual). Ratakan adukan mortar yang berada didalam cetakan
untuk memudahkan proses pencetakannya. Setelah mortar pada lubang cetakan
Tekan tombol pada katup 3/2, maka batang piston pada silinder A akan keluar.
Batang piston yang keluar tersebut akan menekan mortar yang terdapat pada
lubang cetakan. Pada saat batang piston sampai TMA (titik mati atas), diamkan
beberapa menit untuk. Setelah itu, tekan tombol katup 3/2 pada silinder B dan
silinder C. Batang piston pada silinder B dan silinder C akan mendorong meja
cetakan ke atas.
Pada saat meja berada diatas, maka mortar yang sudah dipres akan tertinggal
pada talam batako karena masih tertahan oleh penekan (Stamping). Selanjunya
hasil dari pengepresan mortar ini dinamakan batako. Setelah itu, talam batako
dikeluarkan dari mesin kemudian batako diangkat dan diletakkan pada tempat
penjemuran. Pasang kembali talam batako pada meja mesin untuk proses
pencetakan selanjutnya.
Langkah selanjutnya kembalikan semua posisi peralatan cetakan pada
posisinya semula dengan cara menggerakkan piston silinder B dan silinder C
ditarik oleh pegas. Selanjutnya naikkan stamping ke posisi awal. Untuk proses
pencetakan selanjutnya, lakukan langkah-langkah seperti hal yang diatas
3.3. KAPASITAS ADUKAN
Kapasitas adukan ditentukan dari banyaknya jumlah batako yang akan
dihasilkan dalam waktu satu jam. Dimana dalam satu kali pencetakan
3.3.1. Perbandingan Volume Pasir Dan Volume Semen
Berdasarkan hasil penelitian dan evaliasi dilapangan bahwa perbandingan
pasir dan semen secara umum banyak digunakan oleh para pengrajin dan pembuat
batako adalah 1 : 3 artinya setiap satu kali berat semen, dan pasir yang dipakai
tiga kali banyaknya dari berat semen tersebut. Berat semen meliputi sak, kg ton.
Sehingga volume semen adalah:
m
V ...( Bambang triatmojo, Hidraulika hal 14 )
Dimana:
assa 1 sak semen [kg] m = m
= massa jenis semen [kg/m3]
Maka
pasir : V semen = r
r adalah rasio perbandingan pasir dan semen.
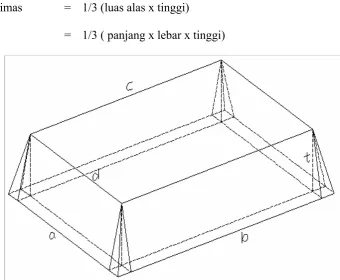
3.3.2. Volume Pasir Dan Volume Semen Didalam Bak Penampung
entuk
dar
diperoleh:
3 kali volume
V PS : V Sm = r
Dalam proses pengerjaannya, bentuk dari bak penampung merupakan b
i limas terpancung. Volume yang diisi adalah sesuai dengan volume bak
penampung campuran semen. Sehingga volume bak penampung dapat dijabarkan
dengan persamaan volume beberapa bangun ruang diantaranya :
Balok
Prisma
Volume balok = p (panjang ) x l (lebar) x t (tinggi)
i)
inggi) Prisma = luas alas x t (tinggi)
Limas = 1/3 (luas alas x tingg
[image:46.595.139.480.140.420.2]= 1/3 ( panjang x lebar x t
Gambar 3.1.Sketsa bak penampung
3.3.3. Volume Cetakan Dan Hasil Cetakan
hat pada gambar 3.2 Untuk
x t )
uah cetakan maka volume total cetakan
men
Cetakan batako berbentuk seperti yang teli
menghitung volumenya digunakan rumus:
Vcet = Vbalok 1 – 2 (Vbalok 2 )
= ( p x l x t ) – 2 ( p x l
Karena pada mesin digunakan 4 b
Vctot = 4 x Vcet
anjang cetakan, l adalah lebar cetakan dan t adalah tinggi cetakan.
Dimana :
p adalah p
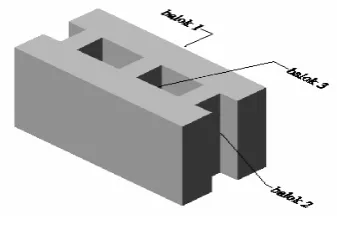
Gambar 3.2. Cetakan batako
Hasil cetakan batako berbentuk balok berongga (gambar 3.3.) Yang
l x t )
Dim
anjang batako, l adalah lebar batako dan t adalah tinggi batako.
atako
mak
faktor koreksi dari volume cetakan digunakan rumus: volumenya dapat dihitung dengan rumus:
Vb = Vbalok 1 – 2 (Vbalok 2)– 2 (Vbalok 3)
Vb = ( p x l x t ) – 2 ( p x l x t ) – 2 ( p x
ana:
p adalah p
Karena dalam satu kali pengepresan pada mesin akan dihasilkan 4 buah b
a volume total batako menjadi:
Vbtot = 4 Vb
Untuk menghitung
tot
Dimana:
Volume cetakan sebelum dicetak Vctot =
[image:48.595.227.396.170.285.2]Vbtot = Volume batako [mm3]
Gambar 3.3. hasil cetakan batako
Volume mortar yang akan dimasukkan kedalam cetakan bukanlah volume
ceta
3.3.4. Jumlah Batako Dan Pengepresan Yang Dihasilkan Dalam Satu
Jumlah pengepresan yang terjadi dalam satu kali pengadukan mortar dapat
dite
kan yang sesungguhnya, melainkan volume batako ditambah 10%. Maka
volume mortar yang akan dimasukkan kedalam tiap cetakan adalah:
Vmortar = Vbatako + (10% x Vbatako)
Kali Pemakaian Bak Penampung
ntukan dengan persamaan:
Z =
btot camp V
V
Didapat jumlah pengepresan yang dilakukan dalam satu kali pencampuran:
Dim
= volume campuran mortar dalam bak penampung [mm3] ana:
Vcamp
n = Z x jumlah cetakan
Z = jumlah pengepresan yang terjadi
.3.5. Waktu Yang Diperlukan Selama Proses Pembuatan Batako Dalam
Waktu yang diperlukan selama pembuatan batako dalam satu kali
pen
g diperlukan untuk pengadukan mortar (manual). [menit]
l).
t3 = ng diperlukan untuk proses pencetakan. [menit]
ari data diatas, maka dapat diperkirakan kapasitas batako dalam satu kali
pro
n = jumlah batako yang dihasilkan.
3
Satu Kali Proses Pencampuran
campuran adalah:
ttot = t1 + t2 + t3
t1 = waktu yan
t2 = waktu yang diperlukan untuk menuang mortar ke cetakan (manua
[menit]
waktu ya
D
ses pengadukan adalah :
total t
n q
Dimana:
jumlah batako dalam satu kali proses pengadukan
al batako dalam satu
Maka di ng akan dihasilkan dalam waktu satu jam
adalah : n =
ttot = waktu yang diperlukan selama proses pembuatan
kali proses pengadukan.
apasitas batako dalam satu jam
Tekanan yang diperlukan untuk pengepresan dilakukan dengan menggunakan
k n aulic. Dengan adanya tekanan, minyak yang
dia
aya yang dihasilkan dari single acting cylinder tersebut dapat dihitung Q = q . satu jam
Q = k
3.3.6. Tekanan Pengepresan
te anan si gle acting cylinder hydr
lirkan oleh power unit ini akan mengalir ke cylinder dan mendorong piston
keluar yang akan menekan mortar yang telah berada pada cetakan.
1. Gaya yang dihasilkan oleh single acting silinder.
G
dengan rumus:
A F
P ...(Andrew parr, Hidraulik dan Pneumatik hal. 11)
Dimana:
P = Tekanan [bar]
ya yang dihasilkan [N]
g [m2]
2. ekan atas dan bawah
Gaya yang diberikan pegas merupakan perlawanan terhadap gaya yang
a sebagai pembalik. Pegas
yan
F = Ga
A = Luas penampan
Perencanan pegas untuk pen
diberikan piston (penekan/pendorong). Pegas bergun
g digunakan pada mesin ini adalah jenis pegas tarik. Untuk mencari gaya yang
W = k . ...(Sularso, Elemen Mesin hal. 315)
F = m x g [N] ...(Andrew parr, Hidraulik dan Pneumatik hal. 11)
Dim
konstanta pegas [Kg/mm]
an panjang) [mm] ana :
W = m = massa beban [Kg]
k =
= panjang lendutan (Pertambah
g = gaya gravitasi 9,81 m 2
s
aut
Pada mesin ini digunakan baut sebagai penghubung antara poros pengarah
t yang dibebani dengan gaya geser maka akan
terj
3.3.7. Sambungan B
dengan rangka mesin. Untuk bau
adi tegangan geser pada akar ulir yang dapat ditentukan dengan persamaan:
=
A W
= 2
1
) 4 /
( d
W
...(Sularso, Elemen Mesin hal. 296)
Dimana:
= Tegangan tarik bahan baut [Kg/mm2]
iameter inti baut [mm] d1 = D
W = Beban tarik [Kg]
3.4. KOMPONEN-KOMPONEN MESIN
Adapun bagian atau komponen-komponen dari mesin pencetak batako ini
ka mesin ini berfungsi sebagai tempat dudukan komponen-komponen
diabalamnya. Rangka mesin adalah susunan batang baja
pro
[mm] adalah :
3.4.1. Rangka
Rang
mesin lain yang berada
fil U, dengan ukuran sebagai berikut:
a. 217 x 83 x 6 dengan panjang 980 [mm]
b. 120 x 50 x 6 dengan panjang 1400
c. 80 x 50 x 5 dengan panjang 1000 [mm]
Gambar 3.4. Besi Profil U
Pada rangka mesin ini dengan cara pengelasan
listrik, karena selain dalam pengerjaannya yang dianggap lebih mudah,
sam
dipilih sistem sambungan
bungan las listrik juga memiliki kekerasan yang hampir sama dengan
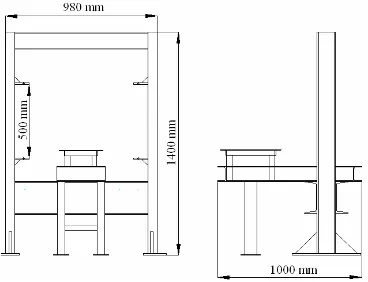
(Pandangan Depan) (Pandangan Samping)
Gambar 3.5. Rangka Mesin
3.4.2. Hidraulik Pres
Hidraulik pressure berfungsi sebagai alat untuk pengepres mortar yang
berfungsi untuk menaikkan dan menurunkan
mej
sure
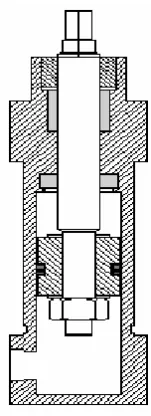
terdapat pada lubang cetakan, juga
Gambar 3.6 .Hidraulik Pressure
3.4.3. Poros Pengarah
Poros pengarah berfungsi untuk mengarahkan gerakan batang penekan
(stamping) dan meja cetakan agar gerakannya terarah dan selalu dalam posisinya
[image:54.595.283.359.83.292.2]saat terjadi proses pencetakan batako.
Gambar 3.7. Poros Pengarah
3.4.4. Bak Penampung
Bak penampung berfungsi untuk menampung campuran pasir, semen dan air
(adukan mortar) yang telah diaduk/dicampur secara manual diluar mesin yang
Gambar 3.8. Bak Penampung
3.4.5. Penekan Atas
Merupakan alat cetak batako yang terdiri dari lempengan plat yang berukuran
100 x 200 [mm] yang bertumpu pada pipa. Alat ini digunakan untuk menekan
mortar yang terdapat pada rumah cetakan (gambar 3.9).
(Pandangan Depan Penekan Atas) (Pandangan Bawah dan atas Stamping)
[image:55.595.144.479.473.686.2]Karena cetakan yang akan dihasilkan ada 4 batako dalam sekali pengepresan,
maka penekan atas dibuat 4 juga. Dari penggabungan empat penekan atas tersebut
[image:56.595.164.462.170.552.2]dan dirangkai menjadi satu bagian yang disebut cengan stamping. (Gambar 3.10)
Gambar 3.10. Stamping.
3.4.6. Cetakan
Cetakan ini nantinya akan diisi dengan mortar yang siap untuk dicetak.
Cetakan ini nantinya akan sambung dengan rumah cetakan dengan cara
Gambar 3.11. Pandangan Atas Cetakan
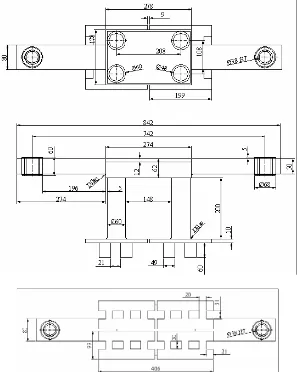
[image:57.595.255.409.499.646.2]
Gambar 3.12. Pandangan Depan Cetakan
Sama seperti penekan atas, cetakan dibuat menjadi 4 bagian dan dijadikan satu
yang disebut dengan rumah cetakan yang nantinya akan disambung dengan meja
[image:58.595.129.493.170.407.2]cetakan. (Gambar 3.14).
Gambar 3.14. Rumah Cetakan
3.4.7. Meja Cetakan
Meja cetakan merupakan tempat dudukan dari rumah cetakan, bantalan
pengarah, rel (jalur) bak penampung mortar. Maka dari itu, meja cetakan sekuat
mungkin untuk menahan beban yang di berikan dari penekanan. Oleh sebab itu
rumah cetakan dan meja cetakan disambung dengan cara pengelasan dan di beri
Gambar 3.15. Meja Cetakan
3.4.8. Kupingan dan Bantalan/Bushing Pengarah
Kupingan pengarah merupakan penyokong/tumpuan dari poros pengarah yang
melekat pada rangka mesin. Sedangkan bushing/bantalan akan melekat pada meja
cetakan dan lengan stamping yang digunakan sebagai pengarah gerakannya
(gambar 3.16).
[image:59.595.132.512.85.400.2]
3.4.9. Pegas
Pada rangkaian mesin ini, pegas digunakan adalah pegas tarik yang gunanya
untuk mengembalikan posisi piston hidrolik kembali ke posisi awal setelah
melakukan pengepresan (gambar 3.17).
Gambar 3.17. Pegas
3.4.10. Talam Batako
Talam batako berfungsi sebagai penampung sementara hasil cetakan mesin
(batako) sekaligus media untuk memindahkan hasil cetakan (batako) yang sudah
selesai dicetak dari mesin ke tempat penjemuran.
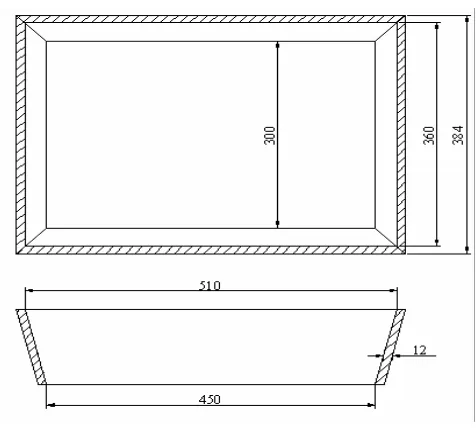
3.5. PERHITUNGAN KOMPONEN MESIN PENCETAK BATAKO 3.5.1. Volume Pasir Dan Semen Didalam Bak Penampung.
Gambar 3.19. Bak Penampung
Keterangan :
a = 360 [mm]
b = 510 [mm]
c = 450 [mm]
d = 300 [mm]
t = 100 [mm]
1. Volume balok = d x c x t
Dimana :
d = panjang;
c = lebar;
maka : Vbalok = d x c x t
= 300 [mm] x 450 [mm] x 100 [mm]
= 13.500.000 [mm3]
= 13,5 x 106 [mm3]
2. Volume Prisma = ( Luas alas x tinggi )
Dimana luas alas prisma merupakan segitiga sehingga :
Luas segitiga = Luasalasxtinggi
2
Karena pada bak penampung terdapat dua bagian yang berbentuk prisma:
Luas alas segitiga pada prisma bagian I = a d xt
2
Sedangkan luas alas segitiga pada prisma bagian II = b cxt
2
Volume prisma bagian I dapat dicari dengan persamaan:
c x t x d a 2 2 Dimana :
c adalah tinggi prisma I
Volume prisma bagian I = 450[ ]
2 ] [ 100 2 ] [ 300 ] [ 360 mm x mm x mm mm
= 450[ ]
2 ] [ 3000 2 mm x mm
= 675.000 [mm3]
Karena prisma bagian I ada 2 buah maka:
Volume prisma total di bagian I = 2 x 675.000 [mm3]
= 1.350.000 [mm3]
Volume prisma bagian II dapat dicari dengan persamaan:
d x t x c b 2 2
Dimana d adalah tinggi prisma II
Volume prisma bagian II = 300[ ]
2 ] [ 100 2 ] [ 450 ] [ 510 mm x mm x mm mm = ] [ 300 2 ] [ 3000 2 mm x mm
= 450.000 [mm3]
Karena prisma bagian II juga ada 2 buah maka:
Volume prisma total di bagian II = 2 x 450.000 [mm3]
= 900.000 [mm3].
3. Volume Limas = 1/3 (luas alas x tinggi)
Dimana luas alas limas merupakan segiempat, sehingga ditentukan dengan
rumus:
Luas = panjang x lebar.
Panjang = 2
d a
dan, Lebar = 2
c b
Volume limas = (1/3 x Panjang x Lebar x tinggi)
Volume limas = 1/3 x (
=
mm mm mm mm 100mm
2 450 510
2 300 360
3 1
= 3
1 x (15 x 15 x 100) [mm3
]
= 7.500 [mm3]
Karena limas pada gambar ada 4 buah maka:
Volume limas total = 4 x 7.500 [mm3]
= 30.000 [mm3]
Sehigga volume bak penampung menjadi:
Volume Bak = (V balok + V prisma I + V prisma II + V limas total)
= (13.500.000 + 1.350.000 + 900.000 + 30.000) [mm3]
= 15.780.000 [mm3]
3.5.2. Volume Cetakan Dan Hasil Cetakan
[image:64.595.205.440.515.656.2]Bentuk dari cetakan batako berbentuk balok seperti terlihat pada gambar :
Adapun volumenya adalah :
Vcet = Vbalok 1 – 2 (Vbalok 2 )
= ( p x l x t ) – 2 ( p x l x t )
= 200 x 100 x 100 [mm3] – 2 (20 x 30 x 100) [mm3]
= 1.880.000 [mm3]
Karena cetakan ada 4 buah maka :
Vtot cet = 4 x Vcet
= 4 x 1.880.000 [mm3]
= 7.520.000 [mm3]
Batako yang akan dihasilkan berbentuk balok berongga yang volumenya dapat
dihitung dengan rumus:
Vbatako = Vbalok 1 – 2 (Vbalok 2)– 2 (Vbalok 3)
= ( p x l x t ) – 2 ( p x l x t ) – 2 ( p x l x t )
= 200 x 100 x 90 – 2 (20 x 30 x 90) – 2 (50 x 30 x 60)
Vbatako = 1.512.000 [mm3]
Karena cetakan ada 4 buah maka volume total cetakan menjadi:
V tot bat = 4 x Vsatu cetakan
= 4 x 1.512.000 [mm3]
Tetapi volume mortar yang akan dimasukkan kedalam cetakan bukanlah
volume cetakan yang sesungguhnya, melainkan volume batako ditambah 10%
agar mortar dapat dipres pada cetakan. Maka volume mortar yang akan
dimasukkan kedalam tiap cetakan adalah:
Vmortar = Vbatako + (10% x Vbatako)
= 1.512.000 + 151.200 [mm3]
[image:66.595.132.489.185.528.2]= 1.663.200 [mm3]
Gambar 3.21. Hasil cetakan batako
Untuk faktor penyusutan dari volume mortar sebelum dan sesudah dicetak
3.5.3. Jumlah Batako Dan Pengepresan Yang Dihasilkan Dalam Satu Kali Pemakaian Bak Penampung
Jumlah pengepresan yang terjadi dalam satu kali proses penampungan adalah:
Z =
cet tot bak V V 2 10 52 , 7 10 78 , 15 6 6 Z x x Z Dimana:
Vcamp = Volume campuran semen dan pasir dalam bak penampung [mm3]
V tot cet = Volume batako total [mm3]
Didapat jumlah batako yang dilakukan dalam satu kali pencampuran adalah:
n = Z xjumlah cetakan
Sehingga jumlah batako yang dihasilkan dalam satu bak penampung adalah:
n = 2 x 4 = 8 buah
3.5.4. Waktu Yang Diperlukan Selama Proses Pembuatan Batako Dalam Satu Kali Proses Pencampuran
Waktu yang diperlukan selama pembuatan batako dalam satu kali
pencampuran adalah :
ttot = t1 + t2 + t3
t1 = 25 [detik] (Pengadukan mortar)
t3 = 50 [detik] (Proses pencetakan)
ttot = 25 [detik] + 25 [detik] + 50 [detik]
= 100 [detik]
= 1.6 [menit]
Maka diperoleh kapasitas batako dalam satu kali proses pengadukan adalah:
total t
n q
menit batako
buah q
q
/ 5
, 2
[menit] 1,6
4
Sehingga jumlah batako yang dihasilkan dalam waktu satu jam adalah:
Q = q . satu jam
Q = 2,5 buah batako / menit x 60 [menit]
Q = 150 [batako/jam]
3.5.5. Tekanan Pengepresan
Tekanan yang diperlukan untuk pengepresan dilakukan dengan menggunakan
tekanan single acting cylinder hydraulic. Dengan tekanan minyak yang dialirkan
melalui power unit ini akan memasuki cylinder dan mendorong piston keluar yang
1. Gaya yang dihasilkan oleh piston Single Acting Silinder. Tekanan maximum pada power unit = 65 bar = 65 x 105 [N/m2]
Diameter piston hidrolik (D1) = 40 [mm]
Diameter piston hidrolik (D2) = 30 [mm]
Luas penampang piston hidrolik satu adalah:
A1 =
4 2 1 D = 4 ) 04 , 0 ( 14 ,
3 x 2
= 1,256 x 10-3 [m2]
Luas penampang piston hidrolik dua adalah:
A2 =
4 2 2 D = 4 ) 03 , 0 ( 14 ,
3 x 2
= 7,065 x 10-4 [m2]
Gaya tekan piston untuk penampang A1 adalah:
[N] 8164 ] [m 10 x 1,256 x ] [N/m 10 x 65 1 2 3 -2 5 1 1 F A x P F
Gaya dorong piston untuk penampang A2 adalah:
Karena ada 2 buah piston, maka :
= 4592,25 [N] x 2 piston
= 9184,5 N
Efesiensi 0,95, maka gaya tekan kedua buah piston adalah:
F1’ =
95 , 0 5 , 9184
F1’ = 9667,8 N
2. Perencanaan pegas
W = k . ...(Sularso, Elemen Mesin hal. 315)
c c
c
k 0,615
4 4 1 4
...(Sularso, Elemen Mesin hal. 316)
Dimana:
d D
c ...(Joseph E.Shigley, Perancangan Teknik Mesin, hal.3 )
Sehingga dapat diketahui tegangan geser pegas adalah:
2 . . 8 d W d D k
....(Sularso, Elemen Mesin hal. 315)
Diperoleh gaya pegas:
Pegas untuk penekan atas (stamping):
Pegas tarik untuk mengembalikan dongkrak/piston atas ke posisi semula
memiliki panjang lendutan () = 135 [mm], diameter kawat (d) = 5,5 [mm], dan
diameter lilitan pegas (D) = 36 [mm]. Maka konstanta yang dimiliki pegas atas
adalah:
c c
c
k 0,615
4 4 1 4
6,55 615 , 0 4 55 , 6 4 1 55 , 6 4 5 , 5 36 615 , 0 4 5 , 5 36 4 1 5 , 5 36 4 k kgmm
k 1,229
Maka dapat diketahui beban maximum pegas adalah:
W = k .
W = 1,229
mm kg
.135
mmW = 165,9
kg
atau nilai ini sama juga dengan m (massa) Dari hasil diatas maka gaya yang diberikan pegas adalah sebesar:
F = m x g
F = 165,9 [kg] x 9,81 [m/s2]
F = 1627,48 [kg.m/s2] = [N]
Karena pegas ada 2 buah, maka :
Fpegas x 2 = 1627,48 x 2
Sedangkan tegangan geser maximum pegas adalah: 2 . . 8 d W d D k 2 48 , 112 25 , 30 9 , 165 . 55 , 6 . 14 , 3 8 . 229 , 1 mm kg
Pegas untuk pendorong (meja cetakan) :
Pegas tarik untuk mengembalikan dongkrak/piston bawah ke posisi semula
memiliki panjang lendutan () = 130 [mm], diameter kawat (d) = 4,5 [mm], dan
diameter lilitan pegas (D) = 36 [mm]. Maka konstanta yang dimiliki pegas bawah
adalah:
c c
c
k 0,615
4 4 1 4
8615 , 0 4 8 4 1 8 4 5 , 4 36 615 , 0 4 5 , 4 36 4 1 5 , 4 36 4 k k kgmm k 1,184
Maka dapat diketahui beban maximum pegas adalah:
W = k .
W = 1,184
mm
kg . 130
mm Dari hasil diatas maka gaya yang diberikan pegas adalah sebesar:
F = m x g
F = 153,9 [Kg] x 9,81 [m/s2] = 1509,76 [N]
Karena pegas juga ada 2 buah, maka :
1509,76 [N] x 2 pegas
=3019,5 [N]
Sedangkan tegangan geser maximum pegas adalah:
2 . . 8 d W d D k
2 41 , 183 25 , 20 9 , 153 . 8 . 14 , 3 8 . 184 , 1 mm Kg Beban yang diberikan penekan atas (W) = 25 [kg] x 9,81 [m/s2] = 245,25 [N]
FBD (Free Body Diagram) gaya tekan piston atas:
Gaya gesek yang terjadi: fs s xN,
dimana N = 245,25 [N] dengan s = 0,74
Maka : fs 0,74x245,25[N]
s
Gambar Free Body Diagram Gaya Tekan Piston Atas
Maka total gaya tekan yang diberikan adalah :
pegas s
total F F f
F 1
= 8164 [N] + 3254, 96 [N]+181, 49 [N]
=11600, 45 [N]
Efisiensi gaya tekan pada piston atas :
% 100
1
x F Ftot
tot
% 100 8164
4791,31
x tot
% 69 , 58
tot
Beban yang diterima penekan bawah (W)= 55 [Kg] x 9,81 [m/s2] = 539,55 [N]
Gaya gesek yang terjadi: fs s xN
dimana N = 539,55 [N] dan s = 0,74
Maka : fs 0,74x539,55[N]
[image:75.595.118.511.86.380.2]] [ 27 , 399 N fs
Gambar Free Body Diagram Gaya Piston Bawah
Maka gaya dorong yang diberikan adalah :
F Fpegas fs
F 2
9184, 5 [N] + 3019, 5 [N] + 399, 27 [N]
=12603, 27 [N]
Efisiensi gaya dorong pada piston bawah :
% 100 2xF2 x
3.6. PERENCANAAN DAYA MOTOR
Dalam perencanaan pencetak batako ini, menggunakan Motor listrik sebagai
alat untuk mengerakkan pompa dan mengalirkan fluida (minyak) dari tangki ke
cylinder pressure untuk menekan cetakan melalui stamping.
Maka untuk me