KARYA AKHIR
PERAWATAN SISTEM PEMBANGKIT
TENAGA PADA PABRIK KELAPA SAWIT
PT. SOCFINDO PERKEBUNAN TANAH
GAMBUS
NAMA : BUDI PARLINDUNGAN MANALU NIM : 025202036
KARYA AKHIR YANG DIAJUKAN UNTUK MEMENUHI SALAH SATU SYARAT MEMPEROLEH IJAZAH SARJANA SAINS TERAPAN
PROGRAM STUDI TEKNOLOGI MEKANIK INDUSTRI
PROGRAM DIPLOMA IV FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
DAFTAR ISI
KATA PENGANTAR --- i
DAFTAR ISI --- iii
DAFTAR GAMBAR --- vi
DAFTAR TABEL --- vii
DAFTAR NOTASI --- viii
BAB I PENDAHULUAN --- 1
1.1. Latar Belakang --- 1
1.2. Tujuan Penulisan --- 2
1.3. Batasan Masalah --- 3
1.4. Metode Penulisan--- 4
1.5. Sistematika Penulisan --- 4
BAB II TINJAUAN PUSTAKA --- 6
2.1. Pengertian dan Peranan Pemeliharaan --- 6
2.2. Jenis – jenis Pemeliharaan (maintenance) --- 8
2.2.1. Preventive Maintenance --- 8
2.2.2. Breakdown Maintenance --- 11
2.3. Organisasi Bagian Pemeliharaan --- 12
2.4. Kegiatan Pemeliharaan Pabrik --- 14
2.6. Pemeliharaan Pabrik Kelapa Sawit --- 17
2.6.1. Pemeliharaan Rutin --- 18
2.6.2. Pemeliharaan Berkala --- 19
2.7. Man Power --- 19
2.7.1. Pengertian Man Power --- 19
2.7.2. Jumlah Man Power Dalam Kaitan Dengan Keahlian --- 20
2.7.3. Staff Juru Tulis --- 21
2.8. Man Hour --- 21
BAB III METODOLOGI --- 23
3.1. Mesin Diesel (Genset) --- 23
3.1.1. Konstruksi Dan Komponen Mesin Diesel (Genset) --- 23
3.1.2. Perawatan Periodik Mesin Diesel --- 25
3.1.3. Preventive Maintenance Pada Mesin Diesel --- 25
3.2. Ketel Uap --- 26
3.2.1. Bagian – bagian Ketel Uap --- 26
3.2.2. Pengoperasian Ketel Uap --- 31
3.2.3. Perawatan Periodik Ketel Uap --- 33
3.2.4. Preventive Maintenance Pada Ketel Uap --- 34
3.3.1. Komponen – komponen Turbin Uap --- 36
3.3.2. Pengoperasian Turbin Uap --- 38
3.3.3. Perawatan Periodik Turbin Uap --- 39
3.3.4. Preventive Maintenance Pada Turbin Uap --- 39
BAB IV HASIL DAN PEMBAHASAN --- 40
4.1. Hubungan Biaya Dengan Man Power --- 40
4.2. Hubungan Biaya Dengan Man Hour --- 40
4.3. Hubungan Biaya Dengan Tool --- 41
4.4. Hubungan Biaya Dengan Equipment --- 42
4.5. Hubungan Biaya Dengan Material --- 42
4.6. Hubungan Biaya Dengan Consumable --- 43
4.7. Analisa Preventive Maintenance Pada Mesin Diesel (Genset) --- 44
4.8. Analisa Preventive Maintenance Pada Ketel Uap --- 52
4.9. Analisa Preventive Maintenance Pada Turbin Uap --- 60
BAB V KESIMPULAN DAN SARAN --- 61
5.1. Kesimpulan --- 65
DAFTAR GAMBAR
Gambar 3.1. Motor Diesel (Genset) --- 25
Gambar 3.2. Ketel Uap --- 30
DAFTAR TABEL
Tabel 4.1. Man Power Tiap Unit Perawatan --- 40
Tabel 4.2. Man Hour Tiap Unit Perawatan --- 41
Tabel 4.3. Tool Tiap Unit Perawatan --- 41
Tabel 4.4. Equipment Tiap Unit Perawatan Perbulan --- 42
Tabel 4.5. Material Tiap Unit Perawatan Perbulan --- 43
Tabel 4.6. Consumable Tiap Unit Perawatan --- 43
Tabel 4.7. Probability Mesin Diesel (Genset) Dalam 1 Tahun --- 44
Tabel 4.8. Harga Bj (Jumlah Breakdown) Diantara PM Interval --- 49
Tabel 4.9. Hasil Perhitungan Preventive Maintenance Mesin Diesel (Genset) --- 51
Tabel 4.10. Probability Ketel Uap --- 52
Tabel 4.11. Harga Bj (Jumlah Breakdown) Diantara PM Interval--- 57
Tabel 4.12. Hasil Perhitungan Preventive Maintenance Ketel Uap --- 59
Tabel 4.13. Probability Turbin Uap Dalam 6 Bulan --- 60
Tabel 4.14. Harga BJ (Breakdown) diantara PM Interval --- 63
DAFTAR NOTASI
NOTASI KETERANGAN
PM Preventive Maitenance
MP Man Hour
MH Man Hour
CR Cost Repair (Biaya Perbaikan)
TC Total Cost (Biaya Total)
Bj Jumlah Breakdown
CP Cost Preventive (Biaya Preventive
BAB I
PENDAHULUAN
Pengolahan Tandan Buah Segar (TBS) kelapa sawit di pabrik pengolahan
kelapa sawit (PKS) dimaksudkan untuk memperoleh minyak sawit (crude palm
oil) dari daging buah dan inti sawit (kernel palm oil) dari biji.
Perkembangan teknologi dari waktu ke waktu telah banyak membantu
para teknisi dalam memecahkan masalah-masalah yang rumit sehingga didapatkan
suatu efisiensi kerja yang tinggi. Dengan adanya penemuan-penemuan baru di
bidang teknologi merupakan suatu bukti manusia terus menerus berpikir
bagaimana cara merancang, menciptakan serta menemukan suatu hal yang baru
guna mempermudah pekerjaan yang akan dilakukan didalam suatu bidang
teknologi.
1.1Latar Belakang
Kualitas minyak yang baik bermula di lapangan karena bagaimana pun
juga baiknya proses di pabrik, kualitas minyak yang dihasilkan tidak dapat lebih
baik dari keadaannya saat diterima di pabrik. Dan pabrik juga tidak dapat
memproduksi minyak lebih banyak dari yang dikandung oleh TBS. Pabrik hanya
dapat menekan sekecil mungkin perubahan kualitas dan loses selama proses.
Namun demikian, tidak berarti pengawasan mutu serta perawatan dan
perbaikan mesin dapat diabaikan selama pengolahan karena perlakuan yang salah
selama pengolahan dapat mengakibatkan kerusakan mutu produksi dan rendahnya
Mutu dan rendemen hasil olahan sangat dipengaruhi oleh mutu tandan dan
mutu panen. Mutu tandan adalah derajat kesempurnaan buah yang ditentukan oleh
kesempurnaan penyerbukan pada tandan. Penyerbukan yang tidak sempurna,
menghasilkan banyak buah yang tidak jadi (partenokarpi) sehingga berat tandan
berkurang, hasil minyak dan inti berkurang. Sedangkan yang dimaksud dengan
mutu panen adalah derajat kematangan, kegiatan pengutipan brondolan, dan
perlakuan terhadap tandan buah kelapa sawit.
Tandan mentah mengandung minyak dan ALB yang rendah dan tandan
yang lewat matang mengandung kadar ALB yang tinggi. TBS mentah merupakan
salah satu faktor yang menyebabkan efisiensi pengutipan minyak rendah. Hal ini
disebabkan TBS di continuous settling tank akan membentuk buih yang banyak
sehingga proses pemisahan minyak menjadi tidak sempurna. Untuk mendapatkan
hasil yang bagus pada proses pengolahan minyak kelapa sawit, kita harus
memperhatikan kinerja mesin yang digunakan. Karena akan sangat berpengaruh
pada hasil yang diproduksi, oleh karena itu kita harus selalu mengecek mesin pada
saat beroperasi, agar minyak yang dihasilkan oleh pabrik dapat memenuhi standar.
1.2Tujuan Penulisan
Tujuan penulisan karya akhir ini adalah untuk mengetahui bagaimana
sistem Pemeliharaan dengan sistem Preventive Maintenance pada pabrik minyak
kelapa sawit di PT. Socfindo Perkebunan Tanah Gambus yang diterapkan untuk
mendapatkan produktivitas produksi yang tinggi dengan menggunakan
metode-metode kerja yang ada. Dan di samping itu pula dibahas tentang Man Power atau
waktu yang dibutuhkan untuk mengerjakan suatu pekerjaan dan biasanya dihitung
dalam jam. Dengan demikian diterapkan sistem pemeliharaan dan perawatan pada
pabrik dengan baik dan benar diharapkan dapat mengurangi kesalahan dan
kerugian.
1.3Batasan Masalah
Kemajuan yang cepat dapat dilihat dalam bidang industri yang
memerlukan banyak sarana penunjang guna untuk mendukung kelancaran
pekerjaan di dalam suatu pabrik, seperti halnya pada proses pengolahan kelapa
sawit, perawatan dan perbaikan mesin pabrik secara berkala, serta pemahaman
satuan operasinya adalah mutlak diperlukan demi keberlangsungan operasi suatu
pabrik pengolahan kelapa sawit.
Sehubungan dengan kompleksnya pembahasan masalah yang terdapat
pada industri pengolahan kelapa sawit, maka penulis melakukan pambatasan
terhadap pembahasan masalah dalam karya akhir ini.
Karya akhir ini hanya akan membahas seputar preventive maintenance
yang dikupas secara umum terhadap suatu pabrik pengolahan kelapa sawit,
dimana penulis telah melakukan survey lapangan yang dilaksanakn pada sebuah
perusahaan di Pt Socfindo Perkebunan Tanah Gambus di Kecamatan Lima Puluh
Kabupaten Batu Bara Sumatera Utara
1.4Metode Penulisan
Beberapa metode yang digunakan penulis dalam menyelesaikan karya
dan saling mendukung penyelesaian karya akhir ini. Berikut terdapat beberapa
metode yang telah dilaksanakan oleh penulis, antara lain :
a. Metode Survey
Penulis melaksanakan survey pada perusahaan yang dituju dan melakukan
peninjauan langsung terhadap operasi pengolahan pada pabrik kelapa sawit
b. Metode Wawancara
Penulis melakukan wawancara tanya-jawab kepada pihak yang
berkompeten pada perusahaan tersebut seputar proses pengolahan dan
perawatan maupun perbaikan mesin yang dilakukan oleh perusahaan
tersebut.
c. Studi Literatur
Untuk mendukung penyelesaian tugas akhir ini, penulis melaksanakan studi
literatur seputar industri pengolahan kelapa sawit sehingga pembahasan
pada karya akhir ini lebih sempurna.
1.5Sistematika Penulisan
Penulisan karya akhir ini dibagi atas beberapa bab yang saling melengkapi,
dimana bab dapat diringkas secara garis besar sebagai berikut
Bab I Merupakan bab pendahuluan yang membahas seputar industri
pengolahan kelapa sawit, tujuan penulisan, batasan masalah, metode
penulisan, dan sistematika penulisan.
Bab II Merupakan studi literatur pendukung mengenai industri pengolahan
Bab III merupakan sistem pemeliharaan periodik (Preventive Maintenance) di
Pabrik Kelapa Sawit. Diantaranya sistem pemeliharaan pada Mesin
Diesel (Genset), Ketel Uap, Turbin Uap.
Bab IV Merupakan analisa sistem preventive maintenance yang berlaku di
Pabrik Kelapa Sawit PT. Socfindo Tanah Gambus.
Bab V Merupakan bagian kesimpulan dan saran atas hasil pembahasan dan
BAB II
TINJAUAN PUSTAKA
2.1 Pengertian dan Peranan Pemeliharaan
Pemeliharaan merupakan suatu fungsi dalam suatu perusahaan pabrik yang
sama pentingnya dengan fungsi-fungsi lain seperti produksi. Hal ini karena
apabila seseorang mempunyai peralatan atau fasilitas, maka biasanya dia akan
selalu berusaha untuk tetap mempergunakan peralatan atau fasilitas tersebut.
Demikianlah pula halnya dengan perusahaan pabrik, dimana pimpinan perusahaan
pabrik tersebut akan selalu berusaha agar fasilitas maupun peralatan produksinya
dapat dipergunakan sehingga produksinya berjalan lancar.
Dalam usaha untuk dapat terus menggunakan fasilitas tersebut agar
kontinuitas produksi dapat terjamin, maka dibutuhkan kegiatan-kegiatan
pemeliharaan dan perawatan yang meliputi kegiatan pemeriksaan, pelumasan
(lubrication), dan perbaikan atau reperasi atas kerusakan-kerusakan yang ada,
serta penyesuaian atau penggantian spare part atau komponen yang terdapat pada
fasilitas tersebut.
Seluruh kegiatan ini sebenarnya tugas bagian pemeliharaan. Peranan
bagian ini tidak hanya untuk menjaga agar pabrik dapat tetap bekerja dan produk
dapat diprodusir dan diserahkan kepada pelanggan tepat pada waktunya, akan
tetapi untuk menjaga agar pabrik dapat bekerja secara efisien dengan menekan
atau mengurangi kemacetan produksi sekecil mungkin. Jadi, bagian perawatan
perusahaan pabrik yang menyangkut kelancaran atau kemacetan produksi,
kelambatan, dan volume produksi serta efisiensi berproduksi. [1]
Dalam masalah pemeliharaan ini perlu diperhatikan bahwa sering terlihat
dalam suatu perusahaan bahwa kurang diperhatikannya bidang pemeliharaan atau
maintenance ini, sehingga terjadilah kegiatan pemeliharaan yang tidak teratur.
Peranan yang penting dari kegiatan baru diperhatikan setelah mesin-mesin
tersebut rusak dan tidak dapat berjalan sama sekali. Hendaknya kegiatan harus
dapat menjamin bahwa selama proses produksi berlangsung, tidak akan terjadi
kemacetan-kemacetan yang disebabkan oleh mesin maupun fasilitas produksi.
Maintenance dapat diartikan sebagai kegiatan untuk memelihara atau
menjaga fasilitas maupun peralatan pabrik dan mengadakan perbaikan atau
penyesuaian maupun penggantikan yang diperlukan agar diperoleh suatu keadaan
operasi produksi yang memuaskan sesuai apa yang telah direncanakan. Jadi,
dengan adanya kegiatan maintenance ini, maka fasilitas maupun peralatan pabrik
dapat digunakan untuk produksi sesuai dengan rencana dan tidak mengalami
kerusakan selama fasilitas atau peraltan tersebut dipergunakan untuk proses
produksi atau sebelum jangka waktu tertentu yang direncanakan tercapai sehingga
dapatlah diharapkan proses produksi berjalan lancar dan terjamin karena
kemungkinan-kemungkinan kemacetan yang disebabkan tidak berjalannya
fasilitas atau peeralatan prodiksi telah dihilangkan atau dikurangi. Tujuan utama
fungsi pemeliharaan adalah sebagai berikut :
a. Kemampuan produksi dapat memenuhi kebutuhan sesuai dengan rencana
b. Menjaga kualitas pada tingkat yang tepat untuk memenuhi apa yang
dibutuhkan oleh produk itu sendiri dan kegiatan produksi yang tidak
terganggu.
c. Untuk membantu mengurangi pemakaian dan penyimpangan yang diluar
batas dan menjaga modal yang diinvestasikan dalam perusahaan selama
waktu yang ditentukan sesuai dengan kebijaksanaan perusahaan mengenai
investasi tersebut.
d. Untuk mencapai tingkat biaya pemeliharaan serendah mungkin, dengan
melaksanakan kegiatan maintenance secara efektif dan efisien
keseluruhnya.
e. Menghindari kegiatan maintenance yang dapat membahayakan
keselamatan kerja.
f. Mengadakan suatu kerjasama yang erat dengan fungsi-fungsi utama
lainnya dari suatu perusahaan dalam rangka untuk mencapai tujuaa utama
perusahaan. Yaitu tingkat keuntungan atau return of invesment yang
sebaik mungkin dan total biaya rendah.
2.2 Jenis-jenis Pemeliharaan (Maintenace)
Kegiatan pemeliharaan yang dilakukan pada suatu pabrik dapat dibedakan
atas dua jenis, yaitu preventive maintenance dan breakdown maintenance.
2.2.1 Preventive Maintenace
Pengertian Preventive Maintenance adalah kegiatan pemeliharaan dan
tidak terduga dan menemukan kondisi atau keadaan yang dapat menyebabkan
fasilitas produksi mengalami kerusakan pada waktu digunakan dalam proses
produksi.
Dengan demikian, semua fasilitas produksi yang mendapatkan preventive
maintenance akan terjamin kelancaran kerjanya dan selalu diusahakan dalam
kondisi atau keadaan siap dipergunakan untuk setiap operasi atau proses produksi
pada setiap saat sehingga dapatlah dimungkinkan bahwa pembuatan suatu rencana
dan schedule pemeliharaan dan perawatan yang sangat cermat dan rencana
produksi yang lebih cepat. Preventive Maintenance ini sangat penting karena
kegunaannya yang sangat efektif di dalam menghadapi fasilitas-fasilitas produksi
yang termasuk pada golongan critical unit, dimana sebuah fasilitas atau peralatan
produksi akan termasuk pada golongan ini apabila:
a. Kerusakan fasilitas atau peralatan tersebut akan membahayakan kesehatan
atau keselamatan para pekerja.
b. Kerusakan fasilitas ini akan mempengaruhi kualitas produk yang
dihasilkan.
c. Kerusakan fasilitas ini akan menyebabkan kemacetan suatu proses
produksi.
d. Modal yang ditanamkan dalam fasilitas tersebut atau harga fasilitas
tersebut cukup besar atau mahal.
Bilamana preventive maintenance dilaksanakan pada fasilitas-fasilitas atau
peralatan yang termasuk dalam critical unit, maka tugas-tugas maintence dapatlah
dilakukan dengan suatu perencanaan yang intensif untuk unit yang bersangkutan
besar dalam waktu yang yang relatif singkat.
Dalam praktiknya preventive maintenance yang dilakukan oleh suatu
perusahaan pabrik dapat dibedakan atas :
• Routine Maintenace • Periodic Maintenance
Routine maintenance adalah kegiatan pemeliharaan dan perawatan yang
dilakukan secara rutin, misalnya setiap hari. Sebagai contoh dari kegiatan ini
adalah pembersihan fasilitas maupun peralatan, pelumasan, serta pemeriksaan
bahan bakarnya dan mungkin termasuk pemanasan (warming-up) mesin-mesin
selama beberapa menit sebelum dipakai beroperasi sepanjang hari.
Periodic maintenance adalah kegiatan pemeliharaan dan perawatan yang
dilakukan secara periodik atau dalam jangka waktu tertentu, misalnya setiap satu
minggu sekali, lalu meningkat setiap bulan sekali, dan akhirnya setiap setahun
sekali. Periodic maintenance dapat pula dilakukan dengan memakai lamanya jam
kerja mesin atau fasilitas produksi tersebut sebagai jadual kegiatan, misalnya
setiap seratus jam kerja mesin sekali atau seterusnya. Jadi, sifat kegiatan
maintenance ini tetap secara periodik atau berkala. Kegiatan ini jauh lebih berat
daripada routine maintenance. Sebagai contoh untuk kegiatan periodic
maintenance adalah pembongkaran karburator atau pembongkaran alat-alat
dibagian sistem aliran bensin, penyetelan katup-katup pemasukan dan
pembuangan silinder mesin, dan pembongkaran mesin ataupun fasilitas tersebut
2.2.2 Breakdown Maintenace
Breakdown atau corrective maintenance adalah kegiatan pemeliharaan dan
perawatan yang dilakukan setelah terjadinya suatu kerusakan atau kelainan pada
fasilitas maupun peralatan sehingga tidak dapat berfungsi dengan baik dan benar.
Kegiatan breakdown maintenance yang dilakukan sering disebut dengan kegiatan
perbaikan atau reparasi.
Perbaikan yang dilakukan karena adanya kerusakan yang dapat terjadi
akibat tidak dilakukannnya preventive maintenance ataupun telah dilakukan tetapi
sampai pada waktu tertentu fasilitas atau peralatan tersebut tetap rusak. Jadi,
dalam hal ini, kegiatan maintenance sifatnya hanya menunggu sampai kerusakan
terjadi dahulu, baru kemudian diperbaiki. Maksud dari tindakan perbaikan ini
adalah agar fasilitas atau peralatan tersebut dapat dipergunakan kembali dalam
proses produksi sehingga proses produksinya dapat berjalan lancar kembali.
Dengan demikian, apabila perusahaan hanya mengambil kebijaksanaan
untuk melakukan breakdown maintenance saja, maka terdapatlah faktor
ketidakpastian (uncertainity) dalam kelancaran proses produksinya akibat
ketidakpastian akan kelancaran bekerjanya fasilitas atau peralatan produksi yang
ada. Oleh karena itu, kebijaksanaan untuk melaksanakan breakdown maintenance
saja tanpa preventif maintenance akan menimbulkan akibat-akibat yang dapat
menghambat ataupun memacetkan kegiatan produksi apabila terjadi suatu
kerusakan yang tiba-tiba pada fasilitas produksi yang digunakan.
Kelihatannya bahwa breakdown maintenance adalah lebih murah biayanya
dibandingkan dengan preventive maintenance. Hal ini benar adanya selama
berlangsung. Namun, bilamana kerusakan terjadi pada peralatan selama proses
produksi berlangsung, maka akibat dari kebijaksanaan dengan menerapkan
breakdown maintenance saja akan jauh lebih parah kerugiannya daripada
preventive maintenance. Disamping itu akan akan didapat suatu kenaikan yang
melonjak terhadap biaya-biaya perawatan dan pemeliharaan pada saat terjadinya
kerusakan tersebut. Oleh karena breakdown maintenance mahal, maka sedapat
mungkin harus dicegah dengan mengintensifkan preventive maintenance. Selain
itu, perlu dipertimbangkan bahwa dalam jangka panjang untuk mesin-mesin yang
mahal dan termasuk pada critical unit dari proses produksi, bahwa preventive
maintenance akan lebih menguntungkan daripada hanya menerapkan kebijakan
breakdown maintenance saja.
2.3 Oraganisasi Bagian Pemeliharaan Pabrik
Pemeliharaan merupakan fungsi yang sangat penting dalam suatu
perusahaan untuk menjamin kelancaran proses produksinya. Oleh karena itu,
adanya bagian maintenance dalam suatu pabrik merupakan sesuatu yang
diharapkan. Perlu adanya bagian pemeliharaan ini disebabkan juga oleh kegiatan
pemeliharaan yang sangat rumit yang menyangkut seluruh peralatan pabrik.
Bagian pemeliharaan tidak dapat terlepas sama sekali dari bagian produksi karena
kegagalan kegiatan pemeliharaan sangat mengganggu kelancaran proses produksi.
Sebagai contoh, apabila kegiatan maintenance tidak berjalan dengan baik dan
efektif, misalnya karena mesin-mesin yang rusak tetapi terlambat atau tidak
diperbaiki, maka keadaan ini akan mengakibatkan proses produksi akan terhenti
adanya suatu pekerjaan pemeliharaan yang baik dan efektif, maka akan dapat
dicegah timbulnya kerusakan (breakdown) sebelum waktunya kerusakan tersebut
seharusnya terjadi. Oleh karena itu, pada umumnya bagian pemeliharaan di dalam
suatu pabrik merupakan bagian yang membantu dan memberi laporan kepada
kepala pabrik atau bagian produksi mengenai keadaan peralatan produksi. Peranan
bagian pemeliharaan dalam suatu pabrik akan bertambah penting apabila
perusahaan tersebut menggunakan mesin-mesin yang serba otomatis dalam proses
produksinya.
Besar-kecilnya bagian pemeliharaan ini tergantung pada besarnya
perusahaan pabrik tersebut dan otomatis tidaknya mesin-mesin yang digunakan.
Perusahaan besar mempunyai jumlah tenaga kerja yang besar di bagian
pemeliharaan dan mempunyai struktur organisasi yang lebih kompleks
dibandingkan dengan perusahaan kecil. Jenis-jenis pekerjaan pemeliharaan yang
umumnya dilakukan oleh bagian maintenance adalah sebagai berikut:
a. Pemeliharaan bangunan
b. Pemeliharaan peralatan pabrik
c. Pemeliharaan peralatan elektris
d. Pemeliharaan tenaga pembangkit (power plant)
e. Pemeliharaan peralatan penerangan dan ventilasi pabrik
f. Pemeliharaan peralatan material handling dan transportasi
g. Pemeliharaan halaman dan taman pabrik
h. Pemeliharaan peralatan service
2.4 Kegiatan Pemeliharaan Pabrik
Kegiatan atau tugas pemeliharaan dapat digolongkan salah satu
dari keempat tugas pokok berikut:
a. Kegiatan Inspeksi (Inspection)
Kegiatan inspeksi meliputi kegiatan pengecekan atau pemeriksaan secara
berkala (routine schedule check) bangunan dan peralatan pabrik sesuai
dengan rencana serta kegiatan pengecekan atau pemeriksaan terhadap
peralatan yang mengalami kerusakan dan membuat laporan-laporan dari
hasil pengecekan atau pemeriksaan tersebut.
b. Kegiatan Teknik (Engineering)
Kegiatan teknik meliputi kegiatan percobaan (pengetesan) terhadap
peralatan yang baru dibeli dan kegiatan-kegiatan pengembangan peralatan
atau komponen peralatan yang perlu diganti, serta melakukan
penelitian-penelitian terhadap kemungkinan pengembangan tersebut.
c. Kegiatan Produksi (Production)
Kegiatan produksi merupakan kegiatan pemeliharaan yang sebenarnya,
yaitu memperbaiki dan mereparasi mesin-mesin dan peralatan. Secara
fisik, melaksanakan pekerjaan yang disarankan atau diusulkan dalam
kegiatan inspeksi dan teknik,melaksanakan kegiatan service dan lubrikasi.
Kegiatan produksi ini dimaksudkan agar kegiatan pengolahan pabrik dapat
berjalan lancar sesuai dengan rencana. Untuk itu diperlukan usaha-usaha
d. Kegiatan Administrasi (Administration)
Kegiatan administrasi ini merupakan kegiatan yang berhubungan dengan
pencatatan-pencatatan mengenai biaya-biaya yang berhubungan dengan
kegiatan pemeliharaan, komponen (spare parts) yang dibutuhkan,
progress report tentang apa yang telah dikerjakan, waktu
dilaksanakannnya inspeksi dan perbaikan, lamanya perbaikan tersebut,
serta informasi komponen suku cadang yang tersedia dibagian
pemeliharaan. Jadi, dalam kegiatan ini termasuk penyusunan planning dan
schedulling, yaitu rencana kapan suatu mesin harus diperiksa, di-service,
dan direparasi.
e. Pemeliharaan Bangunan (Housekeeping)
Kegiatan pemeliharaan bangunan merupakan kegiatan untuk menjaga agar
bangunan gedung tetap terpelihara dan terjamin kebersihannya. Jadi,
kegiatan ini merupakan kegiatan pemeliharaan yang tidak termasuk dalam
kegiatan teknik dan produksi dari bagian maintenance.
2.5 Metode Analisis Permasalahan Maintenance
Dalam masalah industri proses sering dijumpai persoalan keadaan yang
tidak pasti (uncertainity). Pasti persoalan ini harus dipecahkan untuk menentukan
keputusan apa yang akan diambil dan dijalankan. Salah satu metode untuk
memecahkan masalah ini adalah metode coba-coba dan jika salah diganti (trial
and error). Metode ini tentunya mempunyai banyak resiko, yaitu jika perusahaan
ternyata mengambil keputusan yang salah, maka perusahaan akan memperoleh
kerugiannya. Misalnya jika perusahaan salah menentukan barang yang akan
dihasilkan, dimana barang yang dihasilkan ternyata tidak laku dipasaran,
akibatnya perusahaan akan menderita kerugian.
Oleh karena itu, maka dibutuhkan cara yang lebih baik, dimana beberapa
alternatif solusi diperbandingkan untuk beberapa kriteria yang ada dan solusi yang
terbaiklah yng dipilih. Untuk memperoleh cara yang lebih baik, maka sering
digunakan perhitungan-perhitungan untuk perbandingan yang bersifat matematis,
statistik atau probabilitas, dan linear programming. Dalam hal ini Monte Carlo
menggunakan cara yang bersifat statistik maupun probability dalam analisis
persoalan uncertainity yang sering disebut “Monte Carlo Analysis” yang sering
digunakan dalam permasalahan maintenance. [1]
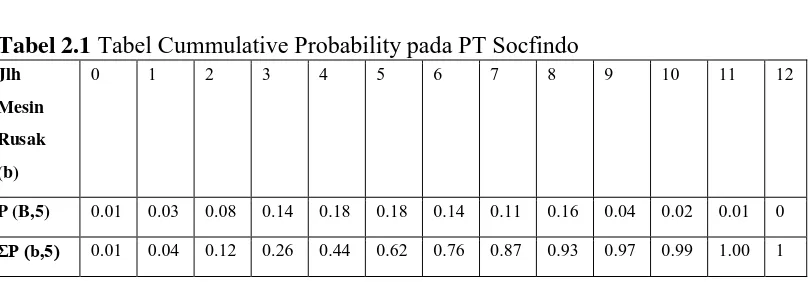
Teknik Monte Carlo menggunakan sisyem random number dan poisson
distribution. Misalnya suatu perusahaan memiliki 12 unit, maka cumulative
probability bahwa rata-rata mesin rusak 5 dalam satu hari tabel cumulative
probability-nya adalah sebagai berikut:
∑
=Tabel 2.1 Tabel Cummulative Probability pada PT Socfindo
Jlh
Dengan mengetahui besarnya probabilitas mesin yang rusak dalam perusahaan,
maka dapatlah ditentukan banyaknya tenaga maintenance, alat-alat pemeliharaan,
dan persediaan spare parts, serta ruangan bengkel yang perlu disediakan untuk
2.6 Pemeliharaan Pabrik Kelapa Sawit
Pengolahan Buah kelapa sawit yang umumnya disebut dengan tandan
buah segar dimaksudkan untuk memperoleh minyak sawit dari daging buah dan
inti sawit dari biji. Perlakuan terhadap TBS mulai dari panen, transportasi dan
proses pengolahan di pabrik akan menentukan kuantitas dan kualitas minyak yang
akan dihasilkan. Pada Prinsipnya proses pengolahan TBS menjadi minyak dan inti
sawit dapat dibagi dalam beberapa stasiun, antara lain :
• Stasiun Penerimaan Buah
• Stasiun Perebusan • Thressing Machine
• Stasiun Pengempaan
• Stasiun Klarifikasi • Stasiun Kernel
Pemeliharaan adalah kegiatan untuk memelihara atau menjaga fasilitas
maupun peralatan pabrik dan mengadakan perbaikan atau penyesuaian atau
penggantian yang diperlukan agar diperoleh suatu keadaan operasi produksi yang
memuaskan sesuai dengan yang telah direncanakan. Berikut ini merupakan tujuan
utama dari fungsi pemeliharaan, antara lain :
a. Kemampuan berproduksi dapat memenuhi kebutuhan sesuai dengan rencana
produksi.
b. Menjaga kualitas pada tingkat yang tepat untuk memenuhi apa yang dibutuhkan
c. Untuk membantu mengurangi pemakaian dan penyimpangan di luar batas dan
menjaga modal yang diinvestasikan dalam perusahaan selama waktu yang
ditentukan sesuai dengan kebijaksanaan perusahaan mengenai investasi
tersebut.
d. Untuk mencapai tingkat biaya pemeliharaan serendah mungkin dengan
melaksanakan kegiatan pemeliharaan secara efektif dan efisien
keseluruhannya.
e. Menghindari kegiatn pemeliharaan yang dapat membahayakan keselamatan
para pekerja.
f. Mengadakan suatu kerjasama yang erat hubungannya dengan fungsi-fungsi
utama dari suatu perusahaan dalam rangka untuk mencapai tujuan utama
perusahaan yaitu tingkat keuntungan atau return of investment yang sebaik
mungkin dan total biaya yang terendah.
Sasaran-sasaran tersebut di atas dapat dicapai dengan jalan melaksanakan
pemeliharaan pencegahan (preventive maintenance). Pemeliharaan dengan
pencegahan dapat dibedakan atas pemeliharaan rutin dan pemeliharaan berkala.
2.6.1 Pemeliharaan Rutin
Pemeliharaan rutin adalah kegiatan pemeliharaan dan perawatan yang
dilakukan secara rutin, misalnya setiap hari seperti: pembersihan peralatan,
pelumasan, dan pemeriksaan bahan bakar sebelum mesin dioperasikan.
2.6.2 Pemeliharaan Berkala
Pemeliharaan berkala adalah kegiatan pemeliharaan dan perawatan yang
minggu sekali, lalu meningkat 1 (satu) bulan sekali, dan akhirnya setiap satu tahun
sekali.
Pemeliharaan berkala dapat pula dilakukan dengan menggunakan lamanya
jam kerja mesin atau fasilitas produksi tersebut sebagai jadwal kegiatan, misalnya
setiap 100 jam kerja mesin. Pada umumnya, sebuah pabrik memisahkan jadwal
pemeliharaannya, yaitu:
• Pelumasan untuk mesin-mesin pengolahan • Pemeliharaan alat-alat listrik
• Mesin-mesin maupun alat-alat pengolahan
• Mesin-mesin pembangkit tenaga
2.7 MAN POWER
2.7.1 Pengertian Man Power
Man power adalah tenaga kerja manusia dalam suatu perusahaan untuk
melakukan perawatan pada mesin – mesin yang ada dipabrik tersebut.
Masing-masing pabrik akan mempunyai persoalannya sendiri-sendiri dan berbeda satu
sama lain.
Hubungan antara banyaknya orang dengan jumlah waktu operasi personal,
kaitan antara pegawai-pegawai perawatan yang bisa diperoleh, merupakan kajian
yang sangat penting bagi direksi. Sedikit jumlah tenaga kerja dengan kapasitas
dan kualitas hasil kerja yang memuaskan adalah tujuan manajemen.
Dalam manajemen produksi khususnya bagian perawatan pabrik, tenaga
kerja (man power) merupakan bidang keputusan yang sangat penting. Hal ini
disebabkan bahwa tidak akan terjadi suatu proses produksi dan operasi tanpa
Penggunaan mesin dan tenaga kerja dapat digunakan untuk mengukur hubungan
antara tenaga kerja dan mesin guna melihat kemungkinan-kemungkinan untuk
memperbaiki penggunaan tenaga kerja dan mesin dan bertujuan untuk membuat
kedua unsur ini dapat dipergunakan seefektif mungkin. Perbaikan dalam
penggunaaan tenaga kerja dan mesin dilakukan dengan mengadakan analisis yang
menggunakan persentase penggunaan orang dan mesin dan analisis siklus kerja
serta siklus waktu yang realistis. Jika kegiatan kerja manusia diperlihatkan pada
gambar (chart) yang sama kegiatan kerjanya seperti kegiatan kerja mesin-mesin,
maka kedua unsur tersebut harus digambarkan suatu skala waktu yang sama.
2.7.2 Jumlah Man Power Dalam Kaitan Dengan Keahlian
Sulit untuk dipresentasikan sebagai dasar penentuan dari masing-masing
keahlian yang berbeda di pabrik secara praktis dalam hubungan-hubungan seperti
ini, maka pengkajian secara terus-menerus menjadi sangat penting untuk
mendapatkan kondisi yang optimal, apakah perlu adanya penambahan pada
bagian yang satu atau pengurangan pada bagian yang lain guna mencapai alokasi
tenaga yang seimbang dalam kaitannya dengan beban pekerjaan.
Pencatatan setiap saat dari suatu bagian dan keahlian merupakan alat
perencanaan yang efektif. Suatu keadaan yang baik adalah bila beban kerja
diimbangi dengan tenaga yang cukup. Dalam kondisi seperti ini, dimana beban
terlampau besar dan terbatasnya tenaga, maka sebaiknya bisa dipakai pemborong
luar.
Kegunaan juru tulis dalam perawatan
1. Pekerjaan-pekerjaan penulisan laporan secara konsisten lebih bisa dihemat
dengan operasi dan pengawasan yang lebih akurat. Staff juru tulis bisa
merencanakan kemungkinan-kemungkinan tambah atau tidaknya jumlah
pengawas secara tersusun, baik hitam di atas putih secara terus menerus.
2. Lebih baik lagi bila disana juga dapat direkam perhitungan-perhitungan
pembiayaan dan neraca serta arus keluar masuknya uang. Dan demikian
juga informasi dari manajemen yang lebih tinggi pula cetakan-cetakan
utama untuk meningkatkan efisiensi administrasi dari bagian perawatan
mesin.
3. Staff-staff yang terlibat di sini diharapkan bisa menyimpan dan mencatat
informasi keluar maupun masuk guna mendukung pengawasan unit-unit
personal dan biaya untuk meningkatkan profit perusahaan.
4. Kebutuhan tenaga administrasi atau juru tulis ini berfariasi. Kelompok
administrasi secara praktis melaporkan hasil kerjanya kepada atasannya
langsung.
2.8 MAN HOUR
Dalam praktik pemeliharaan dan perawatan pabrik, man hour adalah
waktu yang dibutuhkan untuk mengerjakan suatu pekerjaan dan biasanya dihitung
dalam satuan jam. Untuk mengestimasi waktu yang diperlukan oleh suatu
pekerjaan sangat bergantung pada pengalaman yang ada. Menyadari akan hal
tersebut, dimana pengalaman memerlukan waktu yang lama, maka terdapat dua
a. Waktu untuk pekerjaan-pekerjaan yang khusus.
b. Menggunakan data standart yang bersala dari konsultan maupun
jurnal-jurnal pendukung yang relevan.
Indikator yang biasa ditemukan adalah persentase jam kerja yang
terjadual. Tenaga kerja bagian pemeliharaan biasanya tersedia untuk
pekerjaan-pekerjaan yang sudah terjadwal. Perbedaan antara jam-jam rutin yang tersedia dan
jam kerja yang terjadual disebut sebagai persentase jam-jam rutin yang ada.
Seorang perencana harus mengetahui jumlah man hour yang hadir dan siapa saja
pekerja yang absen. Perencana harus mengantisipasi pekerja yang tidah hadir,
seperti: liburan dan waktu permintaan cuti.
Indikator pengawasan adalah jam kerja yang sebenarnya yang dilaporkan
oleh workshop dan supervisor perbaikan dan jam kerja yang dibayarkan untuk
pekerja tersebut. Hal ini merupakan informasi yang penting sebab semua
laporan-laporan pengawasan berdasarkan jam-jam kerja yang dilaporkan.
Supervisor harus mengawasi setiap jam kerja para pekerja termasuk
overtime. Jam kerja yang hilang adalah perbedaan jam kerja yang dilaporkan
dengan jam kerja yang dibayar. Indikator pengawasannya adalah jam-jam kerja
BAB III
METODOLOGI
Dalam Pabrik Kelapa Sawit khususnya PT.Socfindo Perkebunan Tanah
Gambus penggerak mula yang dipakai adalah turbin uap. Disamping itu
disediakan juga mesin diesel (genset) sebagai pembangkit pertama untuk
menghidupkan blower pada ketel uap sampai ketel uap dapat menghasilkan uap
masuk turbin.
3.1 MESIN DIESEL (GENSET)
Disamping pembangkit listrik tenaga uap (Turbin).dibutuhkan juga
pembangkit listrik tenaga diesel (Genset) genset tersebut memiliki daya 180kw.
Penggunaan mesin ini terutama dipakai pada waktu turbin uap belum / tidak
beroprasi atau pada waktu pemutaran blower untuk mensuplay udara pembakaran,
sampai ketel uap tersebut dapat menghasilkan listrik sendiri dan selanjutnya
genset dapat dimatikan tanpa mengganggu operasi turbin
3.1.1 Konstruksi Dan Komponen Mesin Diesel
A. Sistem Suplay Bahan Bakar
Bahan bakar mesin diesel adalah solar, dan sistem suplay bahan
bakarnya secara injeksi, dimana clearancenya sangat halus, sehingga perlu
Suplay bahan bakar dikendalikan oleh governoor yang mengatur ke nozzle
dimana solar akan di injeksikan. Sedangkan jumlah solar yang akan di injeksikan
di atur oleh rack yang mengatur bukan plunger
B.Sistem Pendingin
Sistem pendingin terdiri dari peralatan :
•
Peralatan ini berpungsi sebagai heat exchanger, dimana panas yang di
ambil air pendingin dari mesin dilepaskan disini. Radiator
•
Pompa ini berfungsi untuk mensirkulasi air pendingin. Water Pump
•
Merupakan alat untuk mendinginkan minyak pelumas, sistim kerjanya
mirip radiator, tetapi fluida pendinginnya bukan udara tetapi air
pendingin. Oil Cooler
•
Alat ini merupakan sensor, untuk menghidupkan / mematikan aliran air
pendingin (water pump) atau kipas pendingin. Prinsip kerjanya dengan
mekanisme bimetal untuk buka / tutup valve.
c. Turbocharging / Supercharging
Untuk Diesel Engine yang berkapasitas besar biasanya dilengkapi
dengan Turbocharger / Supercharger, peralatan ini untuk meningkatkan
effisiensi mesin, dimana gunanya untuk mengkompresikan umpan udara panas
keruang bakar.
Gambar 3.1 Genset / Diesel
3.1.2 Perawatan Periodik Mesin Diesel
- Membersihkan mesin, peralatan-peralatan bantu serta lantai lokasi mesin
dari debu, tumpahan minyak dan benda cair lainnnya.
- Buang air kondensat dan kotoran dari tangki : udara, fuel oil (bahan
bakar), tangki penampungan kebocoran.
- Periksa level oli pada sump tank dan lakukan penambahan bila
kekurangan oli.
- Periksa minyak pelumas dari kecampuran bahan bakar (solar)
- Periksa dan perbaiki kebocoran minyak pelumas
- Periksa dan perbaiki kebocoran sistem bahan bakar
- Periksa dan perbaiki kebocoran sistem air pendingin
- Periksa dan perbaiki kebocoran sistem udara start
- Periksa dan perbaiki glen packing, spinder coupling pompa jacket water
3.1.3 Preventive Maintenanace pada Mesin Diesel
• Man Power : 4 orang
• Man Hour : 6 jam
- kunci shock 5/8, 9/16
- obeng minus dan obeng plus
- tang 2
- box tampungan
- martil
• Material : - glen packing jacket water
• Consumable : solar, oli, kain lap, deterjen
3.2 KETEL UAP (BOILER)
Ketel uap berfungsi untuk steam dari pipa – pipa air di boiler. Pipa – pipa
air tersebut dipanaskan dengan mengalirkan udara panas dari hasil pembakaran di
refractorysehingga udara di butuhkan untuk proses pembakaran
PT Socfindo Perkebunan Tanah Gambus memilih penggunaan tenaga uap
sebagai alternatif utama untuk pembangkit tenaga listrik. Pemilihan ini dilakukan
dengan alasan:
Pabrik pengolahan minyak kelapa sawit PT. Socfindo memiliki dua ketel
uap. Ketel yang dipakai yaitu ketel pipa api jenis jenis scott merek Takuma yang
berfungsi menghasilkan uap (steam). Kebutuhan uap pada PT Socfindo
Perkebunan Tanah Gambus mencapai 20 ton/jam.
3.2.1 Bagian-Bagian Ketel Uap
Ketel uap mempunyai bagian – bagian yang akan diterangkan sebagai
a. Drum Atas (Upper Drum)
Drum atas berfungsi sebagai :
1. Tempat masuknya air umpan ke drum.
2. Tempat pembentukan uap yang dilenkapi dengan sekat – sekat penahan
butir – butir air terbawa oleh uap
b. Drum bawah (lower drum)
Drum bawah berfungsi sebagai tempat pemanasan air ketel yang di
dalamnya dipasang plat – plat pengumpul endapan endapan halus untuk
memudahkan pembuangan keluar (blow down).
c.Pipa – Pipa Air (Header)
Pipa – pipa ini berfungsi sebagai tempat pemanasan air ketel yang
dibuat sebanyak mungkin sehingga penyerapan panas lebih merata dan efisiensi
lebih tinggi .pada pipa – pipa air (Header ) perpindahan panas terjadi secara
konveksi (paksa) yang berfungsi untuk mempercepat pemanasan air ketel . pipa –
pipa ini terdiri atas :
1. Pipa – pipa air yang yang menghubungkan drum atas dengan drum bawah.
2. Pipa – pipa air yang menghubungkan drum atas dengan header belakang.
d. Pembuangan Gas Bekas
Gas bekas dari pembakaran dihisap oleh blower dihisap (induced draft
fan) kemudian dibuang keudara bebas melalui cerobong asap (chinney). Pada PKS
PT Socfindo Perkebunan Tanah Gambus ,terdapat dua buah ketel pipa air (water
e.Alat – Alat Pengaman
Mengingat tekanan kerja dan temperatur ketel tinggi, maka ketel
harus dilengkapi dengan alat – alat pengaman. Adapun alat – alat pengaman
tersebut antara lain
a. Katup Pengaman
Alat ini bekerja membuang uap pada tekanan yang telah ditentukan
sesuai dengan 21 kg/cm2 , sedangkan pada katub pengaman tekanan uap lanjut
(super heated steam) disetel pada tekanan 20,5 kg/cm2. jika tekanan kerja dalam
ketel melampaui batas setting dari katup pengaman, maka katup ini harus dapat
membuang uap, sehingga tekanan yang ada tidak lebih tinggi dari yang di ijinkan
untuk mencegah meledaknya / pecahnya ketel. Agar lebih aman setiap ketel uap
menggunakan dua buah katup pengaman.
b. Gelas Penduga (Sight Glass)
Gelas penduga ini berguna untuk menunjukkan tinggi rendahnya
permukaan air dalam ketel . prinsip kerjanya adalah menurut hukum bejana
berhubungan. Gelas penduga adalah sebuah tabung gelas dengan garis tengah kira
– kira 20 mm, panjangnya rata – rata 30 cm dan tebal dinding kira – kira 2 – 2,5
mm, kedua gagang dan peralatan tersebut terbuat dari tembaga dan dilengkapi
dengan keran ( pada kedua ujung ), dimana gagang atas dihubungkan dengan
ruang uap dari ketel dan gagang bawah dihubungkan dengan ruang uap dari ketel
dan gagang bawah dihubungkan dengan ruang air. Bila gelas penduga bekerja
dengan baik, maka tinggi air dalam gelas akan sama dengan tinggi air didalam
Gelas Penduga Refleks
Gelas penduga refleks banyak digunakan, karena pada gelas penduga
ini terdapat perbedaan yang jelas antara air dan uap. Bagian yang berisi
memperlihatkan warna yang agak kehitaman, sedangkan bagian yang berisi uap
kelihatan bersih, gelas ini disebelah dalam diberi alur – alur dengan penampang
berbentuk segi tiga sama kaki dengan sudut puncak sebesar 900. Perbedaan warna
itu terjadi karena perbedaan pantulan cahaya pada bidang batas antara gelas
dengan uap. Gelas penduga ini dilengkapi dengan alat pengontrol air otomatis
yang akan berbunyi dan lampu merah akan menyala pada waktu kekurangan air,
pada waktu kelebihan air bell akan berbunyi dan lampu hijau menyala.
c. Katup Penguras (Blow Drum Valve)
Katup penguras ini digunakan untuk membuang atau mengosongkan
ketel sebagian atau seluruhnya, dimana pengosongan ini dimaksud untuk
membuang lumpur yang terdapat didalam drum bawah ketel dan untuk mencegah
timbulnya kerak ketel dan buntu pipa.
Manometer adalah pengukur tekanan uap di dalam ketel yang
dipasang satu buah untuk tekanan uap dipanasi lanjut dan satu buah lagi untuk
tekanan uap basah. Manometer yang digunakan adalah manometer baurdon,
manometer baurdon ini terdiri dari sebuah pipa yang melengkung dan
berpenampang elips, dimana penampang ujungnya tertutup dan satu lagi terbuka
dan dihubungkan dengan tekanan yang akan di ukur. Bagian pipa yang tertutup
dihubungkan dengan roda gigi, dimana akibat dari desakan uap dari roda gigi
berputar sehingga jarum penunjuk berputar, biasanya antara ketel dengan
manometer dipasang pipa yang mengandung air guna melindungi pipa baurdon
yang tersumbat dari kuningan agar pembacaan tidak dipengaruhi oleh suhu air
1. Alat penghembus debu pada pipa air ketel (Mecanical Sool Blower).
e. Kran Uap Induk (Gate Valve)
Kran pemasukan air ini terdiri dari dua buah kran yaitu satu buah kran
ulir dan satu lagi kran satu arah (Non Return Valve). Kedua alat ini di buat dari
bahan yang tahan panas dan tekanan tinggi.
Perlengkapan lain yang diperlukan untuk ketel uap adalah :
2. Pemasukan air ketel otomatis (Automatic Feed Water Regulator).
3. Panel – panel listrik kran elit dengan alat – alat ukur.
4. Meter pencatat tekanan temperatur (Manometer / Temperatur Recorder)
5. Kran – kran buangan air
Gambar.3.2 Boiler
Spesifikasi Boiler:
• Kapasitas = 20 ton/jam • Tekanan kerja = 20 kg/cm
• Temperatur kerja = 390
2
o
• Temperatur Superheater = 280 C
0
• Temperatur Air Umpan = 105 C
0
3.2.2 Pengoperasian Ketel Uap (Boiler)
Ketel uap dioperasikan, bilamana memenuhi kondisi - kondisi sebagai
berikut :
a. Tangki air umpan berada dalam keadaan penuh dan kondisi air telah
memenuhi persyaratan untuk air umpan boiler.
b. Pompa air umpan ketel berada dalam kondisi baik dimana pompa-pompa
dapat digerakkan oleh tenaga listrik maupun tenaga uap.
c. Peralatan pengaman ketel pada umumnya siap dioperasikan, dimana
peralatan tersebut seperti berikut:
• Katup pengaman (safety valve)
• Manometer dan thermometer • Gelas penduga
• Panel listrik
d. Ketinggian permukaan air dalam ketel sesuai dengan batas pada garis
yang telah ditentukan digelas penduga
e. Ruang bakar harus tetap bersih dan bahan bakar tersedia dengan cukup
f. Dosing pump internal treatment tetap dalam kondisi baik dan siap
dioperasikan, termasuk bahan kimia internal treatment sudah tersedia.
Dalam mengoperasikan ketel uap dengan benar perlu dilakukan langkah-langkah
sebagai berikut:
a. Buka kran dan buang udara pada drum superheater
b. Blow down air pada gelas penduga
c. Hidupkan pompa air umpan yang digerakkan oleh listrik dan buka kran
tujuannya untuk mengeluarkan sisa-sisa air kondensat yang terkandung
kemudian ditutup kembali dan ketinggian air diatur sampai batas yang
ditentukan.
d. Lakukan pembakaran di ruang bakar atau dapur sampai menyala
e. Hidupkan induce draft fan pada posisi pintu dapur tertutup rapat dan nyala
api cukup besar.
f. Dioperasikan pengantar bahan bakar (fuel conveyor) termasuk high
pressure dan Low Pressure Fan
g. Hidupkan Force Draft Fan, perhatikan tekanan udara dalam ruang bakar
diantara -5 sampai dengan -30 mmHg
h. Pada tekanan 5 kg/cm2
i. Pada tekanan 10 kg/cm
pompa uap (steam pump) atau turbin pompa dicoba
untuk digerakkan
2
j. Buka kran induk secara perlahan-lahan sampai terbuka penuh dan kran
buang ditutup pada Super Heater
air kondensat pada pipa di-blow down dengan
membuka kran selama ½ menit
k. Naikkan tekanan ketel sampai tekanan kerja
l. Diupayakan temperatur air Deaerator tank mencapai 95 – 1000
m. Kegiatan pengoperasian agar secara up to date dicatat pada kertas jurnal
pengoperasian boiler.
C selama
3.2.3 Perawatan Periodik Ketel Uap
Untuk dapat mempertahankan kondisi ketel dalam operasi normal tetap
baik, perlu dilakukan langkah – langkah sebagai berikut:
1. Apabila kran utama membuang, supaya dicatat tekanan pada saat
mulai pembuangan (Blow off) dan tekanan pada saat berhentinya
pembuangan. Yakinkan bahwa kran pengaman tersebut berfungsi
dengan akurat, jangan mengencangkan kran hanya dengan
mengencangkan pernya saja.
2. Selalu mengganti instrumen pengatur panas untuk memeriksa apakah
semua nilai faktor memadai atau tidak. Setiap instrumen pengatur
panas ditest secara priodik untuk memriksa tingkat akurat dari pada
fungsinya.
3. Setiap peralatan harus di inspeksi atau di tes untuk menjamin amannya
operasi ketel, seperti berikut:
a. Setiap 8 jam
- Membersihkan meteran level air
- Melakukan soot blowing
- Menjatuhkan abu dari api
- Melakukan sample test untuk air pengisi ketel
b. Setiap 24 jam
Memberi pelumasan pada bagian yang berputar, bergerak dan
bagian yang bergesekan
Menginspeksi dan membersihkan strainer minyak dan setiap bagian
dari ketel
d. Setiap 1 bulan
Membuang abu dari ketel
e. Pada waktu ketel berhenti
- Menginspeksi dinding dapur yang di inginkan dengan air (water
wall)
- Menginspeksi dinding batu bata
- Menginspeksi dan membersihkan peralatan pembakaran
- Menginspeksi dan membersihkan perlengkapan
f. Setiap 2 sampai 6 bulan
Menginspeksi bagian dalam dan luar ketel dan mengganti Rooster
yang rusak
g. Setiap 1 tahun
- Menginspeksi dan memelihara Casing ketel
- Menginspeksi dan membersihkan cerobong
- Menginspeksi dan membersihkan Controller dan Regulator atau
setiap instrumen pengukur
- Menginspeksi dan membersihkan kran pipa dan memeriksa
keseluruhan plan (Over haule).
3.2.4 Preventive Maintenanace Pada Ketel Uap
• Man Power : 6 orang
• Tool : - kunci ring pas 1 ¼, 1 1/6
- kunci shock 5/8, 9/16
- obeng minus dan obeng plus
- tang 2
- box tampungan
- martil
, 3/4, 9/16
• Material : - Instrumen pengatur panas
• Consumable : kain lap, deterjen
3.3 TURBIN UAP
Turbin uap (steam turbine) merupakan suatu mesin penggerak mula yang
mengolah energi potensial uap menjadi energi kinetis dan energi kinetis ini
selanjutnya dirubah menjadi energi mekanis dalam bentuk putaran poros turbin.
Turbin uap secara umum diklasifikasikan dalam dua jenis, yaitu turbin
impuls, turbin reaksi.
a.
Design turbin impuls steam dialirkan melalui nozzel diarahkan kesudu – sudu
bergerak, dimana sudu akan memutar poros dan energi yang dikandung steam
akan turun. Jika roda turbin lebih dari satu stage, maka steam akan masuk ke
sudu tetap (sudu pengarah) yang mengarahkan steam kembali ke sudu – sudu
bergerak stage berikutnya.
Turbin PKS umumnya menggunakan rotor tunggal, dua jenis stage dan jenis
sudu impuls.
• Casing
b. Turbin Reaksi
Design turbin Reaksi setiap sudu berfungsi sebagai nozzle, oleh karena itu
memiliki pengaruh impuls di setiap stage. Sudu bergerak didesign sedemikian
rupa sehingga saat steam mengalir akan terjadi penurunan kecepatan steam
saat menggerakkan rotor sehingga rotor berputar dengan kecepatan tinggi.
Turbin jenis ini mempunyai efisiensi tinggi, sehingga jarang di jumpai di PKS.
3.3.1 Komponen – komponen Turbin Uap
Komponen – komponen Turbin adalah :
• Rotor • Bearing
• Seal
• Nozzele
• Sistem pelumasan
• Governor
a. Casing
Casing terbuat dari konstruksi baja, dengan rotor bisa ditengahnya di
antara dua bearing
b. Rotor
Umumnya terbuat dari baja, sudu diselipkan pada celah - celah peripheral.
c. Seal
Berbentuk karbon ring dipadukan dengan per keliling dan dipasangkan
Seal ini akan men seal steam pada casing dan mencegah kebocoran steam
keluar.
Ada juga turbin yang menggunakan Seal labirin, biasanya pada turbin
kondensasi.
d. Nozzle
Merupakan komponen Turbin yang berfungsi untuk mengarahkan dan
menaikan kecepatan steam ke sudu bergerak turbin. Hal ini karena bentuk
penampang nozzle yang sempit pada pangkalnya dan melebar di ujungnya
d. Governoor
Kecepatan turbin harus dikontrol agar out put generator dengan frekwensi
50 Hz. Sistem governoor adalah semacam bandul yang diputar pada poros,
sehingga akibat gaya sentrifugal bandul bergerak keluar, dan menarik
pengendali plunger dan menggerakkan pembukaan Inlet Valve Steam
Turbin uap dapat dioperasikan apabila memenuhi persyaratan
pengoperasian sebagai berikut :
a. Klep pengaman (trip emergency Valve) dalam kondisi bebas.
b. Kran uap bekas pada bejana tekanan balik (back pressure vessel) terbuka
c. Air pendingin turbin cukup tersedia
d. Kran uap induk dalam posisi tertutup dan kran-kran condensat pada
kondisi terbuka
Adapun spesifikasi turbin uap yang dipakai pada pabrik kelapa sawit PT.Socfindo
Gambar.3.3 Turbin Uap
Spesifikasi Turbin Uap:
• Kapasitas daya = 700 KW • Tekanan kerja = 21 kg/cm
• Temperatur kerja = 180
2
0
• Temperatur Bearing = 55-60 C
0
• Tekanan Exhaust = 3 Bar C
3.3.2 Pengoperasian Turbin
Tata cara dalam mengoperasikan Turbin pada pabrik kelapa sawit
dilakukan sebagai berikut :
a. Buka kran air pendingn
b. Buka kran kondensat
c. Buka kran uap buangan turbin ke back pressure vessel (bpv)
d. Aturlah load limit pada kedudukan skala sesuai ketentuan
e. Aturlah speed drop pada kedudukan skala sesuai dengan ketentuan
f. Buka kran uap induk atas sedikit yaitu + 2 draad dan kran uap induk
bawah dibuka berlahan-lahan sampai penuh
h. Periksa putaran dengan melihat rpm pada tachometer. Putar speed control
bilamana putaran normal belum tercapai
i. Buka kran uap induk bagian atas perlahan-lahan sampai batas maksimum
j. Setelah turbin berjalan normal dan pada voltase 400 volt, saklar induk
pada switch board dimasukkan dalam turbin siap dibebani
k. Kegiatan pengoperasian dicatat dalam laporan operasi turbin uap
3.3.3 Perawatan Periodik Turbin Uap
- Periksa baut pondasi turbin
- Periksa bearing turbin
- Lakukan pelumasan dengan motor digunakan saat start atau putaran
turbin itu sendiri digunakan saat turbin beroperasi
3.3.4 Preventive Maintenance pada Turbin Uap
• Man Power : 2 orang
• Man Hour : 4 jam
• Tool : - kunci ring pas 3/4, 15/16
- kunci shock
- tang
- martil
- obeng minus dan obeng plus
• Material : -
BAB IV
HASIL DAN PEMBAHASAN
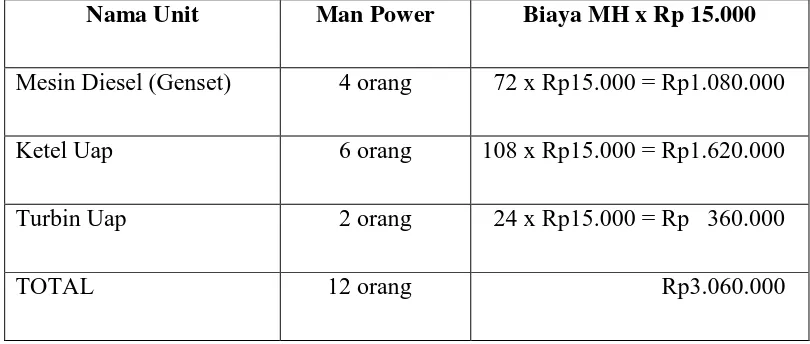
4.1 Hubungan Biaya dengan Man Power
Total biaya yang dikeluarkan perusahaan untuk man power dapat dihitung
sebagai berikut. Jumlah man power adalah jumlah man power tiap unit pengerjaan
selama tiga bulan jika dalam satu jam upah tiap man power = Rp 15.000, maka
untuk menghitung biaya yang dikeluarkan perusahaan untuk plant maintenance
adalah : jumlah Man Hour dikali dengan jumlah upah pekerja dalam satu jam MH
x Rp 15.000.
Tabel 4.1 Man Power tiap unit perawatan pada
Nama Unit Man Power Biaya MH x Rp 15.000
Mesin Diesel (Genset) 4 orang 72 x Rp15.000 = Rp1.080.000
Ketel Uap 6 orang 108 x Rp15.000 = Rp1.620.000
Turbin Uap 2 orang 24 x Rp15.000 = Rp 360.000
TOTAL 12 orang Rp3.060.000
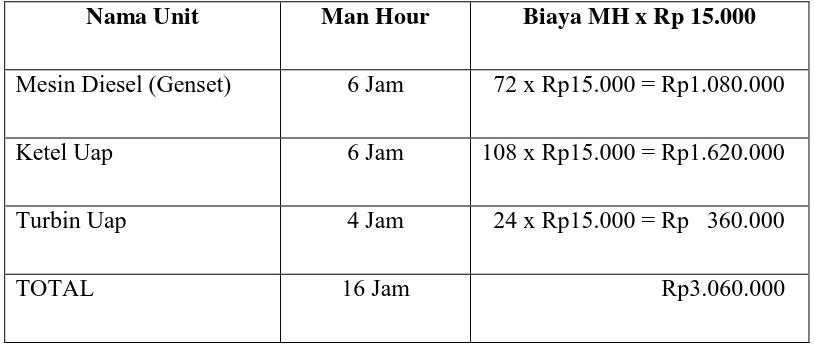
4.2Hubungan Biaya Dengan Man Hour
Total biaya yang dikeluarkan perusahaan untuk man hour dapat dihitung
sebagai berikut : jumlah man hour tiap unit pengerjaan selama tiga bulan. Jika
dalam satu jam upah pekerja = Rp 15.000, maka untuk menghitung biaya yang
dikeluarkan perusahaan untuk plant maintenance adalah jumlah man hour dikali
Tabel 4.2 Man hour tiap unit perawatan
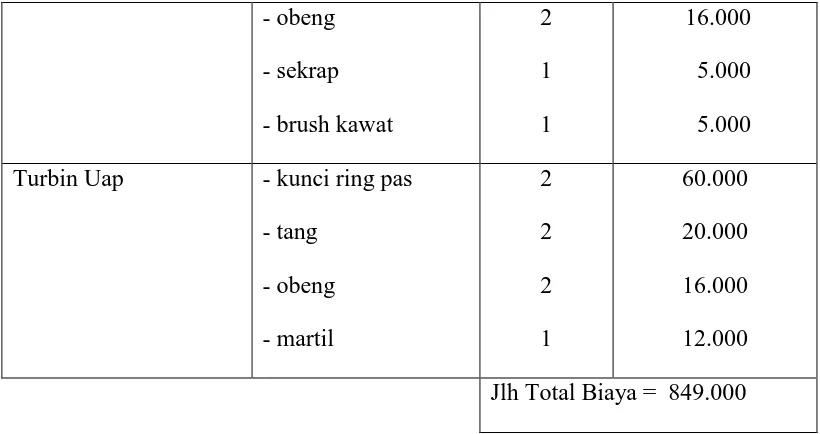
Total biaya yang dikeluarkan perusahaan untuk tool dapat dihitung sebagai
berikut total biaya tool adalah jumlah biaya tool tiap unit pengerjaan selama tiga
bulan. Untuk mengetahui jumlah biaya tool selama tiga bulan dapat dilihat pada
tabel dibawah ini
Tabel 4.3 Tool tiap unit perawatan
- obeng
4.4 Hubungan Biaya dengan Equipment
Dalam waktu sebulan perusahaan tidak memakai equipment untuk
perawatan. Berarti perusahaan tidak mengeluarkan biaya untuk equipment selama
sebulan.
Tabel 4.4 Equipment tiap unit perawatan per bulan
Nama Unit Equipment Jlh Equipment Biaya (Rp)
Mesin Diesel 0 0 0
Ketel Uap 0 0 0
Turbin Uap 0 0 0
Total Biaya Equipment 0
4.5 Hubungan Biaya dengan Material
Total biaya yang dikeluarkan perusahaan untuk material dapat dihitung
sebagai berikut jumlah total material tiap unit pekerjaan selama sebulan. Untuk
mengetahui jumlah biaya material selama sebulan dapat dilihat pada tabel
Tabel 4.5 Material tiap unit perawatan per bulan
Nama Unit Material Jlh Material Biaya (Rp)
Mesin Diesel - glen packing 6 1.440.000
Ketel Uap -Instrumen pengatur panas 1 550.000
Turbin Uap - seal pelumas awal 6 720.000
Total Biaya Material Rp 2.710.000
4.6 Hubungan Biaya dengan Consumable
Total biaya yang dikeluarkan perusahaan untuk consumable dapat dihitung
sebagai berikut jumlah total consumable tiap unit pekerjaan selama sebulan .
Untuk mengetahui jumlah biaya consumable selama sebulan dapat dilihat pada
table dibawah ini :
Tabel 4.6 Consumable Tiap Unit Perawatan
Nama Unit Consumable Jlh Consumable Biaya (Rp)
4.7 Analisa Preventive Maintenance (PM) pada Mesin Diesel (Genset)
Dari segi pemeliharaan dan perbaikan, Bagian-bagian mesin diesel yang
sering melakukan pergantian adalah bantalan, cincin torak, saringan minyak
pelumas dan saringan bahan bakar. Pada PKS PT. Socfindo terdapat 3 unit mesin
diesel pembangkit utama sebagai penggerak mula untuk menghasilkan energi
listrik yang merupakan mesin diesel 4 tak dengan konstruksi mesin V engine.
Biaya yang dikeluarkan oleh perusahaan untuk service preventive adalah
Rp 15.000, biaya repair setelah Breakdown (CR) = Rp 100.000.000. Dari data
tersebut dapat dihitung probability breakdownnya. Perhitungannya dapat
dilihatpada tabel berikut :
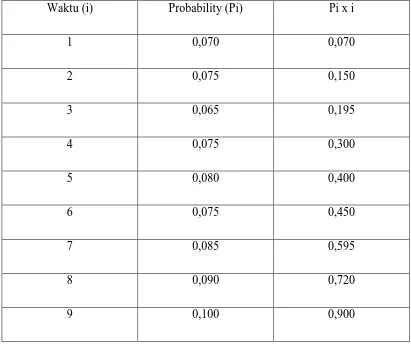
Tabel 4.7. Probability Mesin Diesel (Genset) dalam 1 Tahun pada PT Socfindo
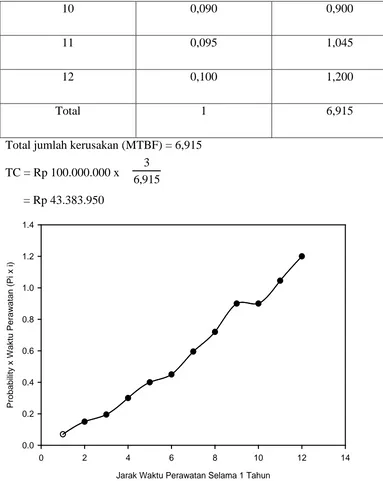
Waktu (i) Probability (Pi) Pi x i
1 0,070 0,070
2 0,075 0,150
3 0,065 0,195
4 0,075 0,300
5 0,080 0,400
6 0,075 0,450
7 0,085 0,595
8 0,090 0,720
915 , 6
3
Jarak Waktu Perawatan Selama 1 Tahun
0 2 4 6 8 10 12 14
Total jumlah kerusakan (MTBF) = 6,915
TC = Rp 100.000.000 x
= Rp 43.383.950
Grafik 4.1 Probability Mesin Diesel (Genset) Selama 1 Tahun
Perhitungan berikut menunjukkan harga Bj (jumlah breakdown) diantara
PM interval, biaya interval PM dapat dihitung dan ditabelkan sebagai berikut :
B1 = M . P1
= 3 (0,070)
B2 = M (P1 + P2) + (B1 . P1)
= 3 (0,070 + 0,075) + (0,21 . 0,070)
= 0,435 + 0,0147
= 0,449
B3 = M (P1 + P2 + P3) + (B2 . P1) + (B1 . P2)
= 3 (0,070 + 0,075 + 0,065) + (0,449 . 0,070) + (0,21 . 0,075)
= 0,63 + 0,031 + 0,015
= 0,676
B4 = M (P1 + P2 + P3 + P4) + (B3 . P1) + (B2 . P2) + (B1 . P3)
= 3 (0,070 + 0,075 + 0,065 + 0,075) + (0,676 .0,070) + (0,449 . 0,075)
+(0,21 . 0,065)
= 0,855+ 0,047 + 0,033 + 0,013
= 0,948
B5 = M (P1 + P2 + P3 + P4 + P5) + (B4 . P1) + (B3 . P2) + (B2 . P3) + (B1 . P4)
= 3 (0,07 + 0,075 + 0,065 + 0,075 + 0,08) + (0,948 .0,070) + (0,676 .
0,075) +(0,449 . 0,065) + (0,21 . 0,075)
= 1,095 + 0,066 + 0,050 + 0,029 + 0,07
= 1,31
B6 = M (P1 + P2 + P3 + P4 + P5 + P6) + (B5 . P1) + (B4 . P2) + (B3 . P3) + (B2 .
P4) + (B1 . P5)
= 3 (0,075 + 0,085 + 0,090 + 0,075 + 0,1 + 0,080) + (1,31 .0,075) + (0,948
. 0,085) +(0,676 . 0,090) + (0,449 . 0,075) + (0,21 . 0,1)
= 1,395 + 0,084 + 0,080 + 0,060 + 0,033 + 0,021
B7 = M (P1 + P2 + P3 + P4 + P5 + P6 + P7) + (B6 . P1) + (B5 . P2) + (B4 . P3) +
(B3 . P4) + (B2 . P5) + (B1 . P6)
= 3 (0,075 + 0,085 + 0,090 + 0,075 + 0,1 + 0,080 + 0,060) + (1,673 .0,075)
+ (1,31. 0,085) +(0,948 . 0,090) + (0,676 . 0,075) + (0,449 . 0,1) +
(0,21 . 0,080)
= 1,575 + 0,125 + 0,111 + 0,085 + 0,050 + 0,044 + 0,016
= 2,006
B8 = M (P1 + P2 + P3 + P4 + P5 + P6 + P7 + P8) + (B7 . P1) + (B6 . P2) + (B5 .
P3) + (B4 . P4) + (B3 . P5) + (B2 . P6) + (B1 . P7)
= 3 (0,075 + 0,085 + 0,090 + 0,075 + 0,1 + 0,080 + 0,060 + 0,070) +
(2,006 . 0,075) + (1,673 . 0,085) +(1,31 . 0,090) + (0,948 . 0,075) +
(0,676 . 0,1) + (0,449 . 0,080) + (0,21 . 0,060)
= 1,785 + 0,15 + 0,142 + 0,117 + 0,071 + 0,067 + 0,035 + 0,012
= 2,446
B9 = M (P1 + P2 + P3 + P4 + P5 + P6 + P7 + P8 + P9) + (B8 . P1) + (B7 . P2) +
(B6 . P3) + (B5 . P4) + (B4 . P5) + (B3 . P6) + (B2 . P7) + (B1 . P8)
= 3 (0,075 + 0,085 + 0,090 + 0,075 + 0,1 + 0,080 + 0,060 + 0,070 + 0,085)
+ (2,446 . 0,075) + (2,006 . 0,085) + (1,673 . 0,090) + (1,31 . 0,075) +
(0,948 . 0,1) + (0,673 . 0,080) + (0,449 . 0,060) + (0,21 . 0,070)
= 1,83 + 0,183 + 0,170 + 0,150 + 0,098 + 0,094 + 0,053 + 0,026 + 0,014
= 2,618
B10 = M (P1 + P2 + P3 + P4 + P5 + P6 + P7 + P8 + P9 + P10) + (B9 . P1) + (B8 .
P2) + (B7 . P3) + (B6 . P4) + (B5 . P5) + (B4 . P6) + (B3 . P7) + (B2 . P8) +
= 3 (0,075 + 0,085 + 0,090 + 0,075 + 0,1 + 0,080 + 0,060 + 0,070 + 0,085
+ 0,090) + (2,618 . 0,075) + (2,446. 0,085) +(2,006 . 0,090) + (1,673.
0,075) + (1,31 . 0,1) + (0,948 . 0,080) + (0,673 . 0,060) + (0,449 . 0,070)
+ (0,21 . 0,085)
= 2,1 + 0,196 + 0,207 + 0,180 + 0,125 + 0,013 + 0,075 + 0,04 + 0,031 +
0,017
= 2,984
B11 = M (P1 + P2 + P3 + P4 + P5 + P6 + P7 + P8 +P9 + P10 + P11) + (B10 . P1) +
(B9 . P2) + (B8 . P3) + (B7 . P4) + (B6 . P5) + (B5 . P6) + (B4 . P7) + (B3 .
P8) + (B2 . P9) + (B1 . P10)
= 3 (0,075 + 0,085 + 0,090 + 0,075 + 0,1 + 0,080 + 0,060 + 0,070 + 0,085
+ 0,090 + 0,075) + (2,984 . 0,075) + (2,618 . 0,085) +(2,446 . 0,090) +
(2,006 . 0,075) + (1,673 . 0,1) + (1,31 . 0,080) + (0,948 . 0,060) + (0,673
. 0,070) + (0,449 . 0,085) + (0,21 . 0,090)
= 2,325 + 0,223 + 0,222 + 0,220 + 0,150 + 0,167 + 0,090 + 0,056 + 0,047
+ 0,038 + 0,012
= 3,55
B12 = M (P1 + P2 + P3 + P4 + P5 + P6 + P7 + P8 + P9 + P10 + P11 + P12) + (B11 .
P1) + (B10 . P2) + (B9 . P3) + (B8 . P4) + (B7 . P5) + (B6 . P6) + (B5 . P7) +
(B4 . P8) + (B3 . P9) + (B2 . P10) + (B1 . P11)
= 3 (0,075 + 0,085 + 0,090 + 0,075 + 0,1 + 0,080 + 0,060 + 0,070 + 0,085
+ 0,090 + 0,075 + 0,075) + (3,55 . 0,075) + (2,948 . 0,085) +(2,618 .
0,090) + (2,446 . 0,075) + (2,006 . 0,1) + (1,673 . 0,080) + (1,31 . 0,060)
= 2,55+ 0,266 + 0,212 + 0,235 + 0,183 + 0,200 + 0,133 + 0,067 + 0,066 +
0,057 + 0,040 + 0,015 = 4,024
Tabel 4.8 Harga Bj (Jumlah breakdown) diantara PM interval
Waktu jarak perawatan selama 1 tahun Harga Bj
1 0,210
2 0,449
3 0,676
4 0,948
5 1,310
6 1,673
7 2,006
8 2,446
9 2,618
10 2,984
11 3,550
Grafik 4.2 Harga Bj dengan Jarak Waktu Perawatan Selama 1 Tahun
Dari perhitungan didapatkan harga Bj, jumlah breakdown diantara (PM)
interval. Dan dari harga-harga Bj akan dapat dihitung biaya alternative (PM),
dengan menggunakan preventive maintenance atau tanpa menggunakan sistem
preventive maintenance.
Berikut ini merupakan hasil perhitungan untuk jumlah breakdown dalam
sebulan (Bj), biaya perbulan untuk repair breakdown , biaya perbulan
Tabel 4.8 Hasil Perhitungan Prentive Maintenance Mesin Diesel
No
Maka biaya 1 tahun untuk merepair breakdown
- Biaya merepair Mesin Diesel (Genset) sebesar = Rp 33.537.080
- Terlihat jika memakai PM dalan jangka waktu satu tahun akan
menghasilkan biaya rata-rata paling murah kira-kira = Rp 21.000.000
- Harga ini akan lebih murah, sebesar Rp 43.383.950 - Rp 21.000.000 = Rp
%
- Jika perusahaan menggunakan sistem PM ini akan dapat mengurangi biaya
sebesar
4.8 Analisa Preventive Maintenance Pada Ketel Uap
Pabrik pengolahan minyak kelapa sawit PT. Socfindo memiliki dua ketel
uap. Ketel yang dipakai yaitu ketel pipa api jenis jenis scott merek Takuma yang
berfungsi menghasilkan uap (steam). Kebutuhan uap pada PT Socfindo
Perkebunan Tanah Gambus mencapai 20 ton/jam.
Dari segi pemeliharaan dan perbaikan, ketel uap tergolong unit yang tidak
banyak menimbulkan masalah, khususnya yang menyangkut dinding tabung
ketel. Hal ini disebabkan karena tidak adanya bagian-bagian yang bergerak dan
bergesek satu sama lain sehingga menjadi aus dan memerlukan pergantian secara
periodik.
Biaya yang dikeluarkan oleh perusahaan untuk service preventive adalah
Rp 15.000, biaya repair setelah Breakdown (CR) = Rp 2.000.000.000. Dari data
tersebut dapat dihitung probability breakdownnya. Perhitungannya dapat dilihat
pada tabel berikut :
Tabel 4.10 Probability Ketel Uap dalam 1 Tahun pada PT Socfindo
915 , 6
2
Jarak Waktu Perawatan Selama 1 Tahun
0 2 4 6 8 10 12 14
Total jumlah kerusakan (MTBF) = 6,915
TC = Rp 2.000.000.000 x
= Rp 578.452.640.
Grafik 4.3 Probability Ketel Uap Selama 1 Tahun
Perhitungan berikut menunjukkan harga Bj (jumlah breakdown) diantara
B1 = M . P1
= 2 (0,070)
= 0,14
B2 = M (P1 + P2) + (B1 . P1)
= 2 (0,070 + 0,075) + (0,14 . 0,070)
= 0,29 + 0,098
= 0,299
B3 = M (P1 + P2 + P3) + (B2 . P1) + (B1 . P2)
= 2 (0,070 + 0,075 + 0,065) + (0,299 . 0,070) + (0,14 . 0,075)
= 0,42 + 0,029 + 0,010
= 0,45
B4 = M (P1 + P2 + P3 + P4) + (B3 . P1) + (B2 . P2) + (B1 . P3)
= 2 (0,070 + 0,075 + 0,065 + 0,075) + (0,45 .0,070) + (0,299 . 0,075)
+(0,14 . 0,065)
= 0,57 + 0,031 + 0,022 + 0,009
= 0,632
B5 = M (P1 + P2 + P3 + P4 + P5) + (B4 . P1) + (B3 . P2) + (B2 . P3) + (B1 . P4
B
)
= 2 (0,07 + 0,075 + 0,065 + 0,075 + 0,08) + (0,632 .0,070) + (0,45 . 0,075)
+(0,299 . 0,065) + (0,14 . 0,075)
= 0,73 + 0,044 + 0,033 + 0,019 + 0,010
= 0,836
6 = M (P1 + P2 + P3 + P4 + P5 + P6) + (B5 . P1) + (B4 . P2) + (B3 . P3) + (B2 .
0,080) + (0,836 .0,075) + (0,632 . 0,085) +(0,45 . 0,090) + (0,299 .
0,075) + (0,14 . 0,1)
= 0,93 + 0,062 + 0,053 + 0,040 + 0,022 + 0,014
= 1,121
B7 = M (P1 + P2 + P3 + P4 + P5 + P6 + P7) + (B6 . P1) + (B5 . P2) + (B4 . P3) +
(B3 . P4) + (B2 . P5) + (B1 . P6)
= 2 (0,075 + 0,085 + 0,090 + 0,075 + 0,1 + 0,080 + 0,060) + (1,121 .0,075)
+ (0,836. 0,085) +(0,632 . 0,090) + (0,45 . 0,075) + (0,299 . 0,1) +
(0,14 . 0,080)
= 1,05 + 0,084 + 0,071 + 0,056 + 0,031 + 0,029 + 0,011
= 1,33
B8 = M (P1 + P2 + P3 + P4 + P5 + P6 + P7 + P8) + (B7 . P1) + (B6 . P2) + (B5 .
P3) + (B4 . P4) + (B3 . P5) + (B2 . P6) + (B1 . P7)
= 2 (0,075 + 0,085 + 0,090 + 0,075 + 0,1 + 0,080 + 0,060 + 0,070) + (1,33
. 0,075) + (1,121 . 0,085) + (0,836 . 0,090) + (0,632 . 0,075) + (0,45 .
0,1) + (0,299 . 0,080) + (0,14 . 0,060)
= 1,19 + 0,099 + 0,095 + 0,075 + 0,047 + 0,045 + 0,023 + 0,008
= 1,662
B9 = M (P1 + P2 + P3 + P4 + P5 + P6 + P7 + P8 + P9) + (B8 . P1) + (B7 . P2) +
(B6 . P3) + (B5 . P4) + (B4 . P5) + (B3 . P6) + (B2 . P7) + (B1 . P8)
= 2 (0,075 + 0,085 + 0,090 + 0,075 + 0,1 + 0,080 + 0,060 + 0,070 + 0,085)
+ (1,662 . 0,075) + (1,33 . 0,085) +(1,121 . 0,090) + (0,836 . 0,075) +
(0,632 . 0,1) + (0,45 . 0,080) + (0,299 . 0,060) + (0,14 . 0,070)