PENJADWALAN HYBRID FLOWSHOP
UNTUK MINIMASI MAKESPAN DENGAN
MENGGUNAKAN METODE PACO PADA
PRODUKSI ARMATURE DI PT.XYZ
Fendi Kartono
Mahasiswa Teknik Industri dan Sistem Informasi Angkatan 2007, DKI Jakarta, Jakarta, 11750
J. Sudirwan, SE., MM
Dosen Sistem Informasi BINUS University, DKI Jakarta, Jakarta, 11480
Anggara Hayun Anujuprana, ST., MT.
Dosen Teknik Industri BINUS University, DKI Jakarta, Jakarta, 11480
Abstrak
PT. XYZ adalah perusahaan yang bergerak dalam pembuatan armature. Dimana sistem produksi
yang dijalankan oleh perusahaan adalah hybrid flowshop.Hal iniditunjukkan dengan adanya
beberapa mesin pada stage satu dan hanya satu mesin di stage berikutnya. Metode yang digunakan untuk melakukan penjadwalan produksi ini yaitu Nawaz Enscore dan Ham (NEH)
sebagai metode awal. Dimana metode NEH ini merupakan salah satu metode heuristik terbaik untuk minimasi makespan. Yang kemudian dilanjutkan dengan metode Proposed Ant Colony Optimization (PACO). Hasil dari pengolahan data menunjukkan dengan metode NEH memberikan makespan sebesar 17178.41 menit dan total flowtime sebesar 81225.05 menit
sedangkan dengan menggunakan metode PACO memberikan nilai makespan sebesar 17178.41
menit dan total flowtime sebesar 81104.94 menit. Dengan dilakukannya perancangan sistem
informasi pada PT. XYZ, maka proses penjadwalan akan semakin mudah untuk dilakukan sehingga perusahaan dapat semakin mudah untuk memberikan kepastian kepada pelanggan kapan pesanan dapat selesai.
Kata Kunci: penjadwalan, minimasi makespan, PACO, NEH, sistem informasi.
1.
Pendahuluan
Pada era gloablisasi seperti saat ini, semua pekerjaan yang ada dituntut untuk dapat dikerjakan dengan cepat dan tepat. Proses yang pada awalnya di mulai dengan cara manual telah memasuki tahap yang menggunakan proses otomatisasi. Proses otomasi yang didukung oleh perkembangan teknologi yang semakin baik ini semakin memberikan keunggulan dalam penggunaan teknologi informasi di dalam suatu perusahaan.
Dalam persaingan yang semakin ketat pada saat ini, maka semua perusahaan berusaha untuk dapat unggul di bandingkan dengan perusahaan lainnya maka setiap perusahaan dapat melakukan berbagai cara, baik dengan memberikan pelayanan yang lebih baik, memiliki proses produksi yang lebih baik, melakukan pengendalian kualitas dari produk-produk perusahaan tersebut dan juga dapat dengan cara memonitor dan mengendalikan proses pengiriman bahan baku dari suplier sampai kepada perusahaan.
Dengan mengendalikan proses produksi menjadi lebih terorganisir dan menjadi lebih singkat maka perusahaan dapat memenuhi permintaan para pelanggan sesuai dengan waktu yang telah di janjikan dan perusahaan dapat menghindari kerugian yang akan dikeluarkan jika mengalami keterlambatan.
Pada proses-proses yang masih dilakukan dengan manual membuat perusahaan sulit untuk dapat mendapatkan keunggulan. Baik keunggulan dari segi ketepatan waktu produksi ataupun ketepatan dalam mengirimkan pesanan pelanggan. Seiring dengan perkembangan teknologi maka perusahaan didorong untuk mengikuti perkembangannya dan mengubah sistem internal perusahaan yang sedang berjalan menjadi sebuah sistem baru yang lebih berbasis teknologi informasi.
Hal yang menjadi sorotan adalah dari segi proses bisnis perusahaan, dimana perusahaan memerlukan pengembangan dalam proses bisnis di bidang rantai suplai bahan baku yang memerlukan penjadwalan untuk produksinya. Perusahaan masih mengalami kendala dalam memberikan kepastian kapan suatu produk dapat diselesaikan sehingga dapat mengurangi kepercayaan dari pelanggan. Sering terjadi perusahaan memberikan tanggal kepastian kapan produk dapat selesai akan tetapi ternyata perusahaan salah dalam membuat penjadwalan sehingga mengalami keterlambatan dan mengurangi kepercayaan dari pelanggan atau bahkan dapat membuat pelanggan menuju perusahaan lain.
PT. XYZ yang sebagian prosesnya masih berupa proses manual ini mengkondisi berbagai masalah yang mana masalah ini semakin lama menjadi masalah yang krusial. Dalam proses produksinya, perusahaan tidak dapat mengontrol sampai dimana sebuah proses produksi sudah berlangsung sehingga sering terjadi keterlambatan dalam pemenuhan permintaan. Oleh karena itu, perusahaan sulit untuk menangani pertanyaan pelanggan seperti kapankah barang pesanan pelanggan dapat selesai. Hal ini karena dalam proses produksi tidak adanya suatu sistem yang menjadwalkan proses produksi sehingga dapat berjalan dengan baik dan lancar. Perusahaan juga mengalami kendala dalam melakukan penyediaan informasi akan proses produksi yang sedang berlangsung.
Dengan melakukan penerapan sistem informasi maka akan meningkatkan kinerja daripada proses-proses yang sebelumnya masih manual, dimana data-data pesanan dapat tercatat dengan baik dan juga dapat mengetahui kapan proses produksi dapat selesai. Dengan adanya penggunaan sistem ini juga membantu dalam penggunaan informasi dari berbagai bagian dalam perusahaan.
2.
Metodologi Penelitian dan Landasan Teori
Pengukuran waktu adalah pekerjaan mengamati dan mencatat waktu-waktu kerjanya baik setiap elemen ataupun siklus dengan menggunakan alat-alat pengukuran waktu. Setelah melakukan pengukuran waktu maka hal berikutnya yang harus dilakukan adalah melakukan pengujian kenormalan data, keseragaman data, dan kecukupan data. (Sutalaksana, Anggawisastra, & Tjakraatmadja, 1979, p. 131)
• Uji Keseragaman
Uji keseragaman data ini dibutuhkan untuk mengatasi perubahan yang terus terjadi dimana perubahan-perubahan yang terjadi tetap harus dalam batas kewajaran. (Sutalaksana, Anggawisastra, & Tjakraatmadja, 1979)
• Uji Kecukupan Data
Untuk melakukan penghitungan atas berapa banyak data yang diperlukan untuk pengukuran. Bila nilai N (data aktual) lebih besar daripada N (data teoritis) maka pengumpulan data dinilai cukup dan sudah dapat mewakili populasi. (Sutalaksana, Anggawisastra, & Tjakraatmadja, 1979)
• Uji Kenormalan data
Untuk mengetahui apakah data-data yang dikumpulkan apakah mengikuti distribusi normal atau tidak maka dilakukan pengujian dengan metode Goodness of Fit (uji
Kebaikan Suai). (Walpole, 1995)
Setelah melakukan uji keseragaman, kecukupan dan kenormalan data maka akan menghitung waktu baku, dimana waktu baku ini didapat dari perhitungan waktu siklus dan waktu normal.
• Hitung waktu siklus:
Ws = ∑ (1)
Dimana Xi adalah data-data dari nilai pengukuran, sedangkan n adalah banyaknya
jumlah data pengukuran. (Sutalaksana, Anggawisastra, & Tjakraatmadja, 1979, p. 137) • Hitung waktu normal:
Waktu diperoleh dengan cara mengalikan waktu rata-rata (Ws) dengan performance
rating. Rumus perhitungan waktu normal adalah:
Waktu Normal = Waktu siklus x (1+ Rating Factor) ... (2)
Rating Factor adalah faktor yang diperoleh dengan membandingkan kecepatan bekerja
daripada seseorang(operator) dengan kecepatan normal menurut ukuran si peneliti. Performance rating (p) disebut juga faktor penyesuaian, faktor ini diperhitungkan jika pengukur berpendapat bahwa operator bekerja dengan kecepatan tidak wajar, jika pekerja bekerjanya terlalu cepat >1, lambat <1, kalau normal =1. Untuk penyesuaian menggunakan sistem “Westinghouse System of Rating” yang dipengaruhi oleh 4 faktor yaitu skill (keterampilan), effort (usaha), conditions (kondisi kerja), consystency (konsistensi). Untuk lebih jelas mengenai tabel westinghouse dapat dilihat di lampiran. (Ginting, 2009, p. 257) • Hitung Waktu Baku:
Waktu baku adalah waktu yang dibutuhkan secara wajar oleh seorang pekerja normal untuk menyelesaikan suatu pekerjaan yang dijalankan dalam sistem kerja terbaik. Waktu standard di peroleh dengan perkalian antara waktu normal dengan persentase kelonggaran rumus perhitungan waktu standar yaitu:
Waktu Baku = Waktu normal x % ... (3)
2.1 Penjadwalan
Penjadwalan adalah pengurutan pembuatan / pengerjaan produk secara menyeluruh yang dikerjakan pada beberapa buah mesin. Dengan demikian masalah penjadwalan senantiasa melibatkan pengerjaan sejumlah komponen yang sering disebut dengan istilah ‘job’. Job sendiri merupakan komposisi dari sejumlah elemen-elemen dasar yang disebut dengan aktivitas atau operasi. (Ginting, 2009, p. 1)
Dua elemen penting dalam penjadwalan adalah urutan (sequence) job yang memberikan solusi optimal dan pengalokasian sumber daya (resources). Karakteristik dari sumberdaya adalah kapasistas kualitatif dan kuantitatif. Pekerjaan (job order)
yang diterima diuraikan dalam bentuk kebutuhan akan sumber daya, waktu proses, waktu dimulai dan waktu berakhirnya proses. (Ginting, 2009, p. 7)
2.2 Flowshop dan Hybrid Flowshop
Dalam bukunya Ginting (2009, p. 47), menurut Baker (1974) penjadwalan Flow Shop merupakan suatu pergerakan unit-unit yang terus-menerus melalui suatu rangkaian stasiun-stasiun kerja yang disusun berdasarkan produk.
Hybrid Flow Shop adalah generalisasi dari permasalahan flow shop klasik dengan adanya beberapa mesin paralel setiap stage atau tahap dari suatu proses. (Oguz, Janiak, & Lichtenstein, 2001, p. 477)
Menurut Ruiz & Rodriguez (2010, p. 1) Hybrid flow shop merupakan lingkungan manufakturing secara umum dimana sejumlah n job akan diproses pada m stage/tahap secara berurutan. Ada beberapa karakteristik yang sama untuk hybrid flow shop yakni:
• Jumlah tahapan proses m minimal dua buah
• Setiap tahapan memiliki M(k) ≥ 1 mesin dalam bentuk pararel dan paling tidak di salah satu stage M(k) > 1.
• Semua job diproses mengikuti alur produksi yang sama seperti stage 1, stage 2,
sampai dengan stage m. Sebuah job mungkin saja melewati beberapa stage
dimana job ini tetap diproses paling tidak di salah satu stage tersebut.
2.3 Algoritma NEH
Algoritma Nawaz, Enscore, dan Ham (NEH) ini merupakan metode yang dikembangkan pada tahun 1983. Metode ini juga disebut metode Incremental Construction Algorithms,yang telah mendapatkan penghargaan sebagai metode heuristik terbaik dalam permutation Flow-Shop Sequencing Problem (PFSP). (Ginting, 2009, p. 96)
Untuk penjadwalan NEH untuk n job terhadap m mesin dilakukan dengan langkah-langkah:
A. Langkah 1
a. Jumlahkan waktu proses setiap job
b. Urutkan job-job menurut jumlah waktu prosesnya dimulai dari yang terbesar hingga yang terkecil
c. Hasil dari urutan ini disebut juga dengan daftar pengurutan job-job
B. Langkah 2
a. Set k = 2
b. Ambil job yang menempati urutan pertama dan kedua dari daftar pengurutan job-job.
c. Buat dua buah alternatif calon urutan parsial baru
d. Alokasikan pada mesin pertama dari waktu job terkecil dari kedua job yang telah dipilih.
e. Apakah kedua job ini dilanjutkan ke job berikutnya?
f. Lanjutkan perhitungan sampai mendapatkan nilai makespan dan mean flow time dan total flow time
g. Pilih calon urutan parsial baru yang memiliki makespan parsial terkecil. Jika ada calon urutan parsial baru yang memiliki makespan parsial terkecil yang sama, pilihlah calon urutan parsial yang memiliki nilai mean flow time terkecil. h. Calon urutan parsial baru yang terpilih menjadi urutan parsial baru
i. Coret job yang telah dialokasikan dari daftar pegnurutan job
C. Langkah 3
a. Apakah k = n? Jika tidak maka set k = k + 1
b. Ambil job yang menempati urutan pertama dari daftar pengurutan job.
c. Hasilkan sebanyak k calon urutan parsial yang baru dengan memasukkan job yang diambil ke dalam setiap slot urutan parsial sebelumnya
d. Hitung setiap makespan parsial dan total flow time parsial dari calon urutan parsial yang baru
e. Pilih calon urtan parsial baru yang memiliki makespan parsial terkecil. Jika ada calon urutan parsial baru yang memiliki makespan parsial terkecil yang sama, pilihlah calon urutan parsial yang memiliki nilai total flow time terkecil. f. Calon urutan parsial baru yang dipilih menjadi urutan parsial baru g. Coret job yang telah diambil dari daftar pengurutan job
h. Periksa apakah k = n. jika ya lanjutkan ke langkah 4 jika tidak lanjutkan ke langkah 3
D. Langkah 4
a. Urutan parsial baru menjadi urutan final dan stop.
2.3 Ant Colony Optimization
Algoritma semut pertama kali dikemukakan oleh Dorigo dan kawan-kawannya dalam penyelesaian permasalah tugas ganda. Algoritma ini pada awalnya dibangun berdasarkan pada pengamatan terhadap koloni semut. Dimana para koloni semut ini dapat menemukan makanan sumber makanan yang paling dekat dengan sarang para semut. (Berlianty & Arifin, 2010, p. 61)
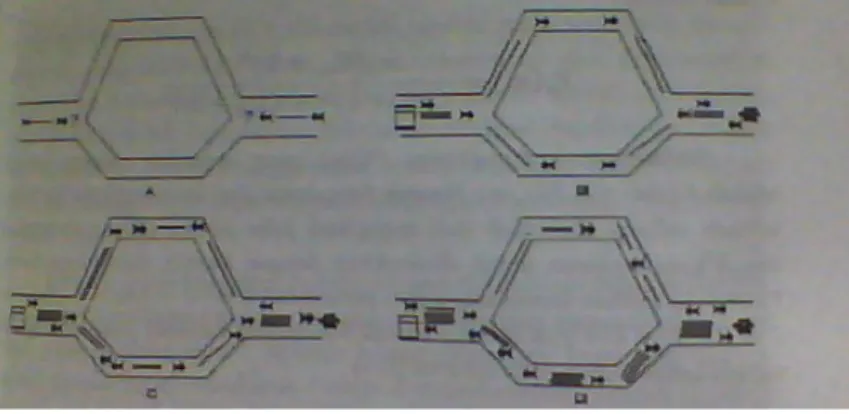
Pada dasarnya, pada saat semut mencari makan maka para semut akan meninggalkan jejak pheromone sepanjang jalannya. Semakin tinggi konsentrasi pheromone itu maka akan semakin banyak semut yang melewati jalur tersebut. Dan karena mengikuti jalur pheromone ini dapat membuat para semut untuk menemukan jalur paling singkat. Hal ini dapat terlihat pada gambar 1. (Berlianty & Arifin, 2010, p. 61)
Gambar 1 Jalur Semut pada saat mencari lintasan terpendek Sumber: Berliaty & Arifin, 2010, p. 63
Berdasarkan pada Rajendran & Ziegler (2004) salah pengembangan dari metode ant colony optimization yang memberikan hasil yang baik adalah proposed ant colony optimization (PACO) dimana metode ini menunjukkan hasil yang lebih optimal untuk job yang banyak dan juga dengan jumlah mesin yang lebih banyak. Pada saat penggunaannya, PACO ini menggunakan setiap semut untuk setiap iterasi.
Dalam mengembangkan struktur dari ACO maka Rajendran & Ziegler (2004, p. 428) mengusulkan struktur umum daripada ACO adalah sebagai berikut:
Step 1: Initialize the pheromone trails and parameters
Step 2: While (termination condition not met) do the following
Construct a solution
Improve the solution by local search
Update the pheromone trail or trail intensities Step 3: Return the best solution found
Dalam jurnal Rajendran & Ziegler (2004, p. 427) perhitungan algoritma semut, menggunakan beberapa notasi matematis seperi berikut:
- tij merupakan waktu proses job i di mesin j,
- n merupakan jumlah job yang akan dijadwalkan,
- m merupakan jumlah mesin yang digunakan,
- σmerupakan urutan job yang sudah dijadwalkan dari n job; partial sequence,
- q(σ, j)merupakan waktu penyelesaian partial sequence σdi mesin j,
- q(σi,j)merupakan waktu penyelesaian dari job i di mesin j, ketika job
diaplikasikan ke partial sequenceσ.
Untuk menghitung waktu mulai dan waktu selesai pengerjaan job pada mesin-mesin, digunakan perhitungan sebagai berikut:
Inisialisasi Nilai q(σi,0)=0 For j=1 to m do ) , ( j q σi = max
{
q(σi−1, j);q(σi, j−1)}
+tij ... (4)Ketika semua job sudah dijadwalkan, nilai makespan didapat dari:
M= max
{
Cim,i =1,2,...,n;m=1,2,...,m}
Tahap inisialisasi trails and parameters pertama kali dikerjakan dengan algoritma NEH. Setelah didapatkan sequence awal dari algoritma NEH, perhitungan dilanjutkan ke tahap inisialisasi parameter dengan menggunakan rumus PACO, sebagai berikut:
Set τik = (1/Zbest), jika (|position job i –k| +1) ≤
4 n
= (1/2* Zbest ), jika (|position job i –k| +1) ≤
2 n
= (1/4* Zbest ), jika (|position job i –k| +1) >
2 n ... (5) Set =
∑
k= q ik ik T 1τ ... (6)Setelah langkah di atas dikerjakan, perhitungan dilanjutkan ke tahap penentuan ant sequence. Pertama-tama tentukan bilangan acak (u) yang berada dalam range [0,1]:
- jika u ≤ 0.4, pilih job pertama yang belum dijadwalkan dalam sequence
sebelumnya,
- jika u ≤ 0.8, pilih 1 job dari 5 job pertama yang belum dijadwalkan yang memiliki
nilai Tik paling besar,
- selain itu, pilih job yang memiliki nilai Pikterbesar dengan rumus:
∑
= l ik ik ik T TP , dimana l adalah job yang belum dijadwalkan. ... (7)
Ketiga poin di atas dilakukan berulang-ulang sampai semua job yang belum dijadwalkan selesai dijadwalkan. Setelah itu, dilakukan job index based local search untuk mendapatkan solusi yang paling optimal. Metode ini menggunakan prinsip insertion dalam pelaksanaannya dengan mengubah urutan yang ada sekarang tanpa mengubah urutan relatif dari posisi job lainnya. Prosedurnya adalah sebagai berikut:
For i = 1 to n For k = 1 to n
If k ≠i Then
Masukkan job I pada posisi k dengan tidak merubah urutan relatif
dari job yang lain dan hitung nilai makespannya. Pilih urutan
(sequence) yang memiliki nilai makespan terkecil dari (n-1) jumlah
urutan yang didapat. Bila terdapat nilai makespan yang sama, maka hitung total flowtime dan pilih total flowtime dengan nilai terkecil.
Jika urutan yang baru berbeda dengan urutan sebelumnya maka urutan yang baru akan menggantikan urutan yang lama.
Sampai tahap ini, iterasi pertama telah selesai. Sedangkan untuk iterasi kedua dilakukan tahap updating of trail intensities.
Dalam PACO, memperbarui intensitas jejak tidak hanya berdasarkan urutan yang dihasilkan setelah penerapan ketiga dari index job berdasarkan prosedur local search pada ant-sequence, tetapi juga pada jarak relatif antara posisi yang diberikan dan posisi job i dalam urutan yang dihasilkan. Intensitas jejak diperbarui sebagai berikut: - Jika n ≤ 40, maka
(
1 current)
, old ik new ik Z diff × + × =ρ τ τ if h−k ≤1 ... (8)Bila tidak, old
ik new ik ρ τ τ = × - Selain itu,
(
1 current)
, old ik new ik Z diff × + × =ρ τ τ if h−k ≤2 ... (9)Bila tidak, old
ik new
ik ρ τ
τ = ×
Keterangan:
diff =
(
position of job iin thebest sequenceobtainedsofar−k +1)
1/275 . 0
=
ρ
Setelah didapat nilai τiknew, kembali ke tahap ant sequence pada iterasi pertama dan dilanjutkan ke job index based local search sebanyak tiga kali. Kemudian, untuk iterasi ketiga, lakukan cara yang sama seperti pada iterasi kedua.
2.4 Sistem informasi
Menurut O’Brien (2003, p. 8) sistem adalah sebuah kelompok yang saling bekerja sama dan untuk mencapai satu tujuan yang sama dengan memiliki masukan (inputs) dan memberikan hasil (outputs) dalam sebuah proses transformasi yang terorganisir dengan baik
Menurut McLeod (2001, p. 11) sistem adalah sekelompok elemen yang saling terintegrasi dengan maksud yang sama untuk mencapai suatu tujuan yang sama. Contohnya adalah suatu organisasi, dimana organisasi tersebut terdiri dari bidang-bidang fungsional yang semuanya saling bekerja sama untuk tercapainya tujuan organisasi yang telah ditetapkan.
McLeod (2001, p. 12) berpendapat informasi adalah data yang telah melalui suatu proses atau data yang memiliki telah memiliki arti. Sedangkan menurut O’Brien (2003, p. 13) informasi adalah data yang telah mengalami proses konversi menjadi sebuah konteks yang berarti dan berguna bagi seseorang.
Menurut O’Brien (2003, p. 7) Sistem Informasi adalah kombinasi dari sumber daya manusia, perangkat keras, perangkat lunak, jaringan komunikasi, dan sumber daya data yang mengubah, mengumpulkan, dan menyebarkan informasi dalam sebuah organisasi. Pengertian lainnya dari sistem informasi adalah sebagai suatu sistem yang menerima data sebagai input dan kemudian mengolahnya menjadi informasi sebagai outputnya.
Internet adalah koleksi global dari sebuah jaringan yang saling terhubung menggunakan standar jaringan tingkat bawah secara umum atau yang biasa disebut juga dengan TCP/IP (Transmission Control Protocol/ Internet Protocol). World Wide Web (WWW) yang biasa disebut juga dengan web adalah sekumpulan sumber daya (program, file, dan servis) yang dapad diakses melalui internet. (Satzinger, Jackson, & Burd, 2005, p. 274)
Proyek adalah sebuah kegiatan yang direncanakan yang memiliki awal dan akhir dan menghasilkan sebuah hasil atau produk yang diharapkan. Agar sebuh proyek pengembangan sistem dapat sukses, para pengembang sistem haruslah memiliki sebuah perencanaan untuk diikuti. Sebuah kunci, fundamental konsep dalam pengembangan sistem informasi adalah System Development Life Cycle (SDLC). (Satzinger et al, 2005, p. 38)
Dalam pengembangan SDLC, terdiri atas beberapa aktivitas yakni planning analysis, analysis activities, design activities, implementation analysis dan support phase. Planning activitites adalah kegiatan merencanakan, mengatur dan menjadwalkan sebuah proyek. Analysis activities adalah sebuah aktivitas untuk memahami secara pasti bagaimana sistem harus bertindak untuk mendukung proses bisnis. Implementation activities adalah kegiatan yang penting dalam membangun sistem. Support phase adalah aktivitas yang diperlukan untuk mengembangkan dan menjaga sistem setelah sistem tersebut dijalankan. Aktivitas SDLC ini dapat dilihat pada gambar 2. (Satzinger et al, 2005, p. 40)
Sumber: Satzinger et al, 2005, p. 40
Gambar 2 Aktivitas dalam SDLC.
2.5 Hasil dan Pembahasan
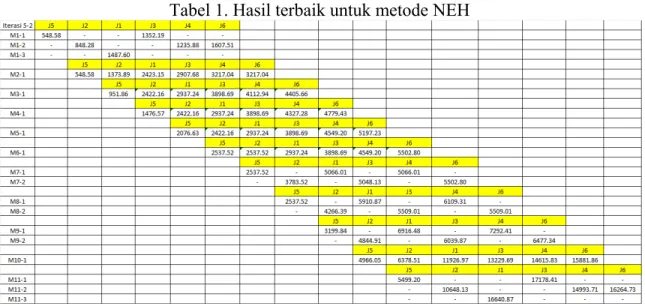
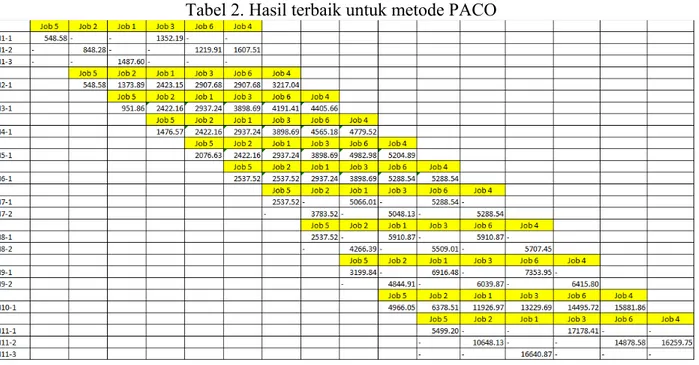
Dalam penelitian ini diambil sample produk fast moving sejumlah sembilan produk yang kemudian diambil enam (6) produk yang terlaris yang kemudian akan di ramalkan. Setelah dilakukan peramalan maka dilakukan penjadwalan. Dalam penjadwalan ini pertama-tama dimulai dengan melakukan penjadwalan dengan metode NEH yang kemudian hasilnya dapat dilihat pada Tabel 1. Setelah mendapatkan inisialisasi pekerjaan yang akan dikerjakan maka dilanjutkan penjawdalan dengan menggunakan metode PACO. Pada metode ini dilakukan job index based local search hingga mendapatkan hasil terbaik dimana memberikan makespan terkecil. Kemudian dilakukan update pheromone dan lakukan perhitungan ulang. Perhitungan ini dilakukan hingga pada saat dilakukan update pheromone memberikan nilai yang stagnan / tetap. Hasil dari penjadwalan dengan menggunakan metode PACO dapat dilihat pada Tabel 2. Pada metode NEH memberikan urutan pekerjaan yaitu JOB 5 – JOB 2 – JOB 1 – JOB 3 – JOB 4 – JOB 6 dengan makespan sebesar 17178.41 menit dan total flowtime sebesar 81225.05 menit. Sedangkan pada metode PACO memberikan urutan pekerjaan yaitu JOB 5 – JOB 2 – JOB 1 – JOB 3 – JOB 6 – JOB 4 dengan makespan sebesar 17178.41 menit dan total flowtime sebesar 81104.94 menit. Walaupun kedua metode ini memberikan makespan yang sama akan tetapi total flowtime dengan menggunakan metode PACO memberikan hasil yang lebih baik.
Tabel 2. Hasil terbaik untuk metode PACO
2.6
Analisis Sistem Berjalan
Sistem yang ada dimulai dari pelanggan yang melakukan pemesanan kepada bagian keuangan, kemudian bagian keuangan akan memeriksa ketersediaan barang pada bagian inventory. Jika barang tersedia maka akan langsung dikirmkan bersama dengan faktur jual. Akan tetapi jika barang tidak tersedia maka bagian persediaan akan membuat surat perintah kerja berdasrkan pada pemesanan yang telah dilakukan oleh pelanggan. Kemudian bagian produksi akan melakukan penjadwalan produksi dan memberikan kepastian kepada bagian keuangan kapan pesanan dapat selesai.
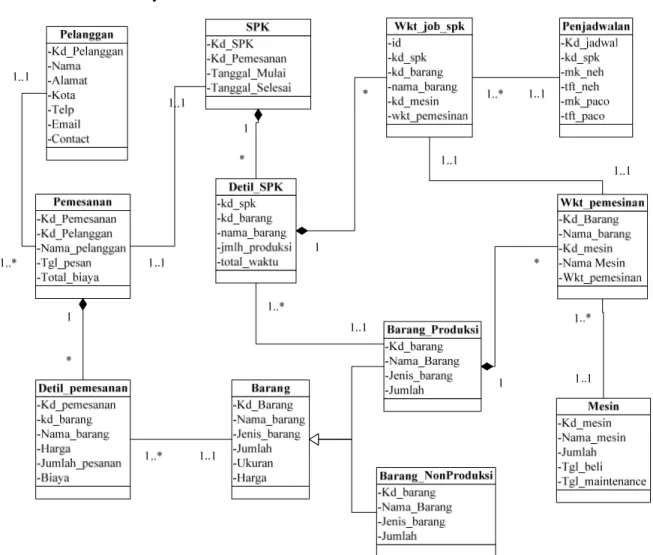
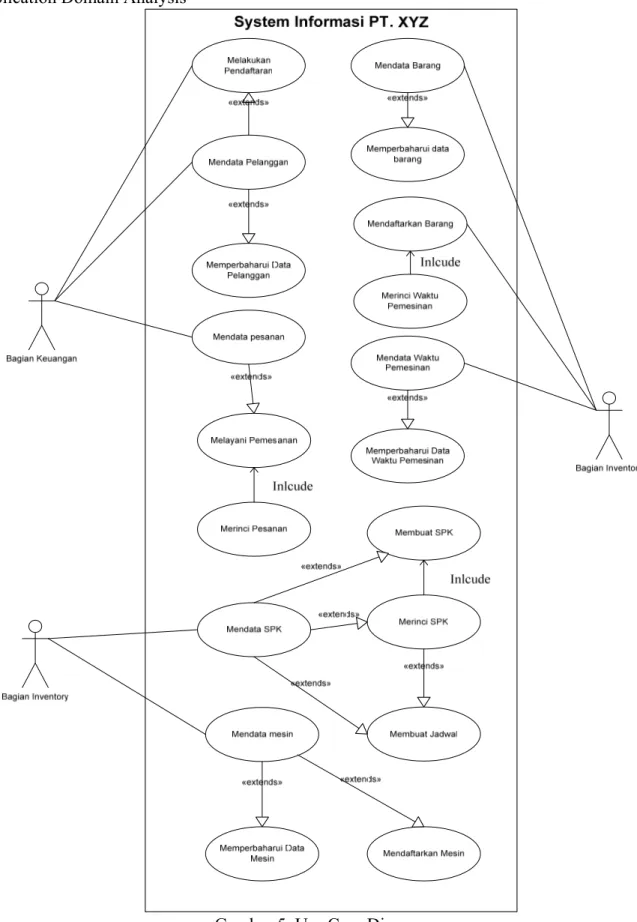
Problem Domain Analysis
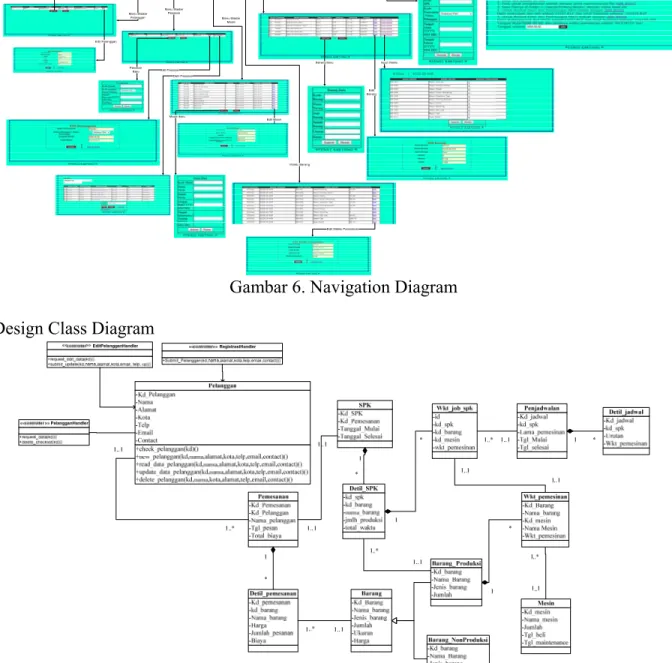
Application Domain Analysis
Gambar 6. Navigation Diagram Design Class Diagram
Gambar 8. Package Desain
3.
Simpulan
Berdasarkan pada hasil analisis dan perancangan yang telah dilakukan. Adapun beberapa simpulan yang di dapat dari penelitian ini adalah:
1. Penjadwalan yang dilakukan berdasarkan peramalan penjualan atas enam produk yaitu RM 300 Gloss 2X36 M1ALML (Job 1), RM 300 Gloss 2X36 M2 (Job 2), RM 2X36 300 M4 (Job 3), GMS TP 1X18 ACR (Job 4), SCB 20 ACR (Job 5), dan SCCB 20 ACR (Job 6). Berdasarkan penjadwalan atas enam produk ini didapatkan urutan pengerjaannya adalah Job 5 – Job 2 – Job 1 – Job 3 – Job 6 – Job 4. Dengan nilai makespan sebesar 17178.41 menit dan total flowtime sebesar 81104.94 menit. Untuk proses pengerjaan ini memerlukan 36 hari.
2. Penjadwalan dengan metode PACO dapat meningkatkan hasil yang telah didapatkan oleh metode NEH yang berlaku sebagai metode inisialisasi. Dimana pada metode NEH dan PACO sama-sama memberikan nilai makespan yang sama yaitu 17178.41 menit. Akan tetapi penjadwalan dengan PACO memberikan nilai total flowtime yang lebih kecil yaitu 81104.94 menit. Dimana NEH hanya memberikan 81225.05 menit.
3. Sistem informasi yang dibangun membantu dalam proses pemesanan hingga proses produksi sehingga dapat membantu dalam penjadwalan produksi. Dengan adanya sistem informasi ini juga, maka perusahaan dapat mengetahui kapan suatu proses produksi atau pesanan dapat selesai.
Daftar Pustaka
Baker, K. R. (1974). Introduction to Sequencing and Schedulling. America: John Wiley and Son
Inc.
Berlianty, I., & Arifin, M. (2010). Teknik-teknik Optimasi Heuristik. Yogyakarta: Graha Ilmu.
Ginting, R. (2009). Penjadwalan Mesin. Yogyakarta: Graha Ilmu.
Jr, R. M. (2001). Sistem Informasi Manajemen Jilid I dan Jilid II. Jakarta: PT. Prenhallindo.
O'Brien, J. (2003). Pengantar Sistem Informasi Perspektif Bisnis dan Manajerial. Jakarta:
Salemba Empat.
Oguz, C., Janiak, A., & Lichtenstein, M. (2001). Metaheuristic Algorithms for Hybrid Flow-Shop Schedulling Problem with Multiprocessor Task. 4th Metaheuristic International
Conference, (pp. 477-481). Porto.
Rajendran, C., & Ziegler, H. (2004). Ant-colony algorithms for permutation flowshop scheduling to minimize makespan/total flowtime of jobs. European Journal of Operational Research 155 , 426-438.
Ruiz, R., & Vázquez-Rodríguez, J. A. (2010). The Hybrid Flow Shop Scheduling Problem.
European Journal of Operational Research 205(1) , 1-18.
Satzinger, J. W., Jackson, R. B., & Burd, S. D. (2005). Object-Oriendted Analysis & Design with
the Unified Process. Cambrige, MA: Course Technology.
Sutalaksana, I. Z., Anggawisastra, R., & Tjakraatmadja, J. H. (1979). Teknik Tata Cara Kerja.