BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah PerusahaanPTCharoen Phokphand Indonesia
Meningkatnya pertumbuhan jumlah penduduk Indonesia pertahun hingga tahun 2014 menjadi langkah utama PT Charoen Pokphand Indonesia Food
Division semakin berpacu dalam bisnis makanan olahan. Hal ini disebabkan
karena banyaknya permintaan konsumen akan kebutuhan pangan di pangsa pasar semakin bertambah, dan hal inilah yang mendorong PT Charoen Pokphand Indonesia Food Division semakin di depan dan menjadi produsen kelas dunia dalam bidang makanan olahan dari daging ayam.
PT Charoen Pokphand Indonesia Food Division mengembangkan bisnis dibidang industri pengolahan makanan berbahan baku ayam dengan membuka pabrik pertamakali di daerah Cikande yang merupakan salah satu pabrik pengolahan ayam termodern di Indonesia yang juga merupakan pusat dari PT Charoen Pokphand Indonesia Food Division yang ada di Indonesia kemudian membuka cabang di Salatiga, Surabaya dan Medan.
Untuk memenuhi kebutuhan pasar yang terus berkembang khususnya produk olahan ayam beku, sudah dibuka beberapa pabrik yang tersebar di Indonesia. Salah satunya PT Charoen Pokphand Indonesia Food Division dibangun di Medan pada tahun 2011 bulan 5, berkedudukan di Jalan Pulau Solor No. 2, Kawasan Industri Medan II, Pada awal produksi di Medan, PT Charoen Pokphand Indonesia Food Divisionini terdiri dari tiga plant utama yaitu Cut Up,
Further Processing,dan Sausage Plant. Cut Up melakukan kegiatan pemotongan
ayamdan menghasilkan daging ayam, sedangkan Sausage Plant dan
FurtherProcessing Plant menghasilkan daging ayam lanjutan.
PT Charoen Pokphand Indonesia memiliki visi dan misi dalam menjalankan usahanya. Visi dari PT Charoen Pokphand Indonesia adalah:
1 Menjadi produsen kelas dunia dalam bidang makanan olahan dari daging ayam khususnya dan bahan lain umumnya.
2 Menjadi perusahaan yang bertanggung jawab, peduli terhadap dampak sosial dan lingkungan di dalam menjalankan kegiatan tersebut.
Adapun misi dari PT Charoen Pokphand Indonesia untuk mewujudkan visi tersebut adalah :
1 Membantu meningkatkan kualitas bangsa Indonesia dan dunia serta memuaskan pelanggan dan pemegang saham dengan memproduksi makanan olahan bermutu tinggi, halal, dan aman untuk dikonsumsi dengan menerapkan GMP (Good Manufacturing Procedures), SSOP (Sanitation Standard
Operating Procedures), Sistem Jaminan Halal, HACCP, dan ISO 9001:2008.
2 Menjaga dan menerapkan prinsip-prinsip kelestarian hidup sesuai peraturan perundangan yang berlaku.
Produk PT Charoen Pokphand Indonesia Food Division merupakan produk dengan kualitas terbaik, dimulai dengan proses pemilihan bahan baku ayam yang memenuhi standard ayam yang sehat, bebas dari segala penyakit, proses pemotongan dan pembersihan ayam yang dilakukan dengan halal dan hygienis, juga proses pengolahan yang diawasi secara ketat dan
sesuai dengan standard makanan yang bermutu tinggi,sampai pada kemasan dan kualitas kontrol, serta distribusi yang dilakukan oleh sumberdaya manusia yang terbaik, didukung oleh mesin-mesin yang modern dan berteknologi tinggi. PT Charoen Pokphand Indonesia Food Division, memproduksi dan men-supply produk yang bermutu tinggi untuk keperluan industri makanan di Indonesia seperti KFC, CFC, Wendys dan restaurant lain. PT Charoen Pokphand Indonesia
Food Division, sangat mengutamakan kebersihan dan kualitas dari produk yang
dihasilkan, untuk itu masalah sanitasi dan hygenis serta jaminan halal sangat diutamakan, untuk menghasilkan produk bermutu tinggi dan memenuhi harapan serta kebutuhan pelanggan.
PT Charoen Pokphand Indonesia Food Division mengeluarkan kebijakan mutu yang merupakan kebijakan perusahaan yaitu: Senantiasa menghasilkan produk yang bermutu tinggi, halal dan aman untuk dikonsumsi dalam rangka pencapaian visi & misi perusahaan sehingga dapat memberikan jaminan kepuasan kepada pelanggan. Menggalang kerjasama, partisipasi aktif dan positif semua karyawan dalam mengembangkan dan meningkatkan mutu kerja secara terus-menerus. Seuai dengan motto “A Tradition of Quality”
2.2 Ruang Lingkup Bidang Usaha
Ruang lingkup bidang usaha pada PT Charoen Pokphand Indonesia Food
1. PT Charoen Pokphand Indonesia Food Division merupakan industry manufaktur yang memproduksi makanan olahan daging ayam yaitu sausage dan further.
2. Bahan baku utama adalahayam yang sudah beku yang berasal dari PT Charoen Pokphand Indonesia Food Division dari Cikande dan Salatiga.
2.3 Lokasi Perusahaan
PT Charoen Pokphand Indonesia Food Divisionmerupakan industri yang bergerak dalam bidang pemotongan dan pengolahandaging ayam. Industri ini terletak di Jalan Pulau Solor No. 2 Desa Saentis, Kawasan Industri Medan Tahap II, Kecamatan Percut Sei Tuan, Kabupaten Deli Serdang Propinsi Sumatera Utara.Bangunan PT Charoen Pokphand IndonesiaFood Divisionterdiri dari dua lantai. Pada lantai pertama terdapat kantor Personalia,Product Development and
Quality Control, ruang rapat, gudang, dan ketigaPlant di atas. Selain itu, di
perusahaan juga terdapat satu pos satpam di pintugerbang masuk, kantin, dan masjid.
2.4 Daerah Pemasaran
Pasar merupakan tempat bertemunya antara produsen dan konsumen untuk melakukan proses transaksi atas suatu barang atau jasa. Pemasaran adalah suatu fungsi yang mencerminkan cara bagaimana memperlakukan pasar dan produk sehingga dapat memenuhi tujuan dalam memuaskan kebutuhan konsumen. Daerah pemasaran PT Charoen Pokphand Indonesia Food Division saat ini
adalahKFC, CFC, Wendys dan restaurant lainnya yang berada diwilayah Sumatera, untuk Sumatera bagian Utara, PT Charoen Pokphand Indonesia Food
Divisionini men-supply pada daerah Aceh, Batam, Medan, sedangkan untuk
Sumatera bagian Selatan terdapat daerah Palembang, Jambi, dan Lampung.
2.5 Organisasi dan Manajemen 2.5.1 Struktur Organisasi Perusahaan
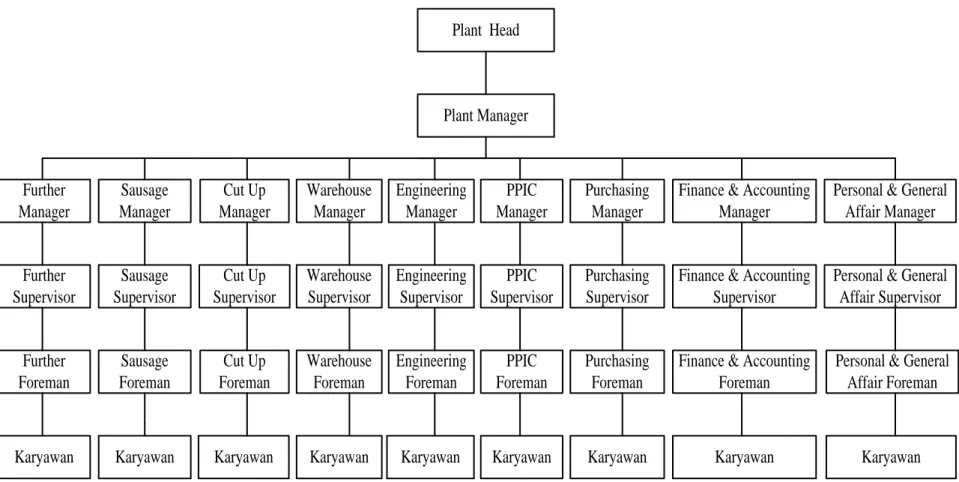
Struktur organisasi PT Charoen Pokphand Indonesia Food Division menggunakan strukturorganisasi staf dan lini, yaitu suatu bentuk struktur organisasi dimana wewenang mengalir dari pimpinan kepada bawahannya dan dari bawahan ini kepada bawahannya lagi yaitu dimana perusahaan dipimpin olehPlant Head.
Bentuk atau hubungan garis ditunjukkan dengan adanya spesialisasi atau pembagian tugas setiap unit organisasi (departemen) sehingga pelimpahan wewenang dari pimpinan dalam bidang pekerjaan tertentu dapat langsung dilimpahkan kepada departeman yang menangani pekerjaan tersebut. Yang termasuk dalam garis hubungan lini adalah Plant Head dengan Plant Manager. Sedangkan bentuk fungsional merupakan hubungan kinerja yang diatur berdasarkan pengelompokkan aktivitas dan tugas yang sama untuk membentuk unit-unit kerja. Hubungan fungsional dijumpai pada hubungan Further Manager,
Sausage Manager, Cut Up Manager, Warehouse Manager, Engineering Manager, PPIC Manager, Purchasing Manager, Finance & Accounting
Manager, dan Personal & General Affair Manager. Berikut ini merupakan
Plant Head Plant Manager Further Manager Sausage Manager Cut Up Manager Warehouse Manager Engineering Manager PPIC Manager Purchasing Manager
Finance & Accounting Manager
Personal & General Affair Manager Further Supervisor Sausage Supervisor Cut Up Supervisor Warehouse Supervisor Engineering Supervisor PPIC Supervisor Purchasing Supervisor
Finance & Accounting Supervisor
Personal & General Affair Supervisor Further Foreman Sausage Foreman Cut Up Foreman Warehouse Foreman Engineering Foreman PPIC Foreman
Karyawan Karyawan Karyawan Karyawan Karyawan Karyawan Karyawan Karyawan Karyawan Purchasing
Foreman
Finance & Accounting Foreman
Personal & General Affair Foreman
Gambar 2.1Struktur Organisasi PT Charoen Pokphand Indonesia Food Division
2.5.2 Pembagian Tugas & Tanggung Jawab
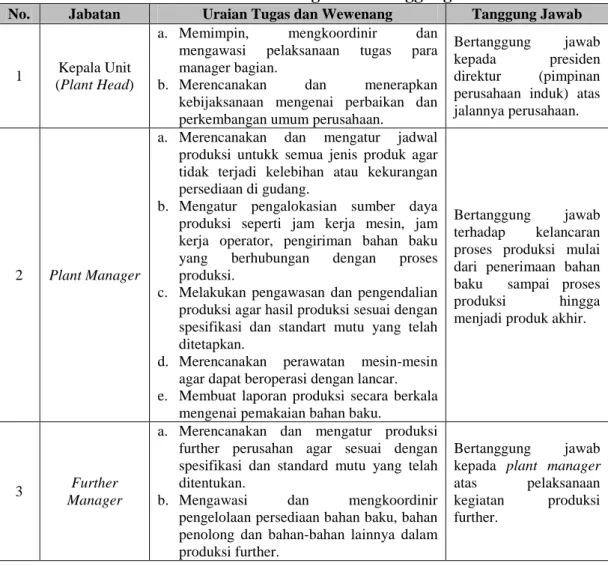
Struktur organisasi menunjukkan adanya pembagian kerja dan menunjukkan bagaimana fungsi-fungsi atau kegiatan-kegiatan yang berbeda-bedatersebut saling diintegrasikan (koordinasi). Dalam menjalankan aktivitas sehari - hari pada suatu organisasi dibutuhkan personil - personil untuk menduduki jabatan tertentu yang mampu menjalankan tugas, wewenang, dan tanggung jawab yang dibebankan sesuai dengan jabatan tersebut. Adapun uraian tugas dan tanggung jawab untuk masing-masing jabatan pada PT Charoen Pokphand Indonesia Food Divisionadalah sebagai berikut:
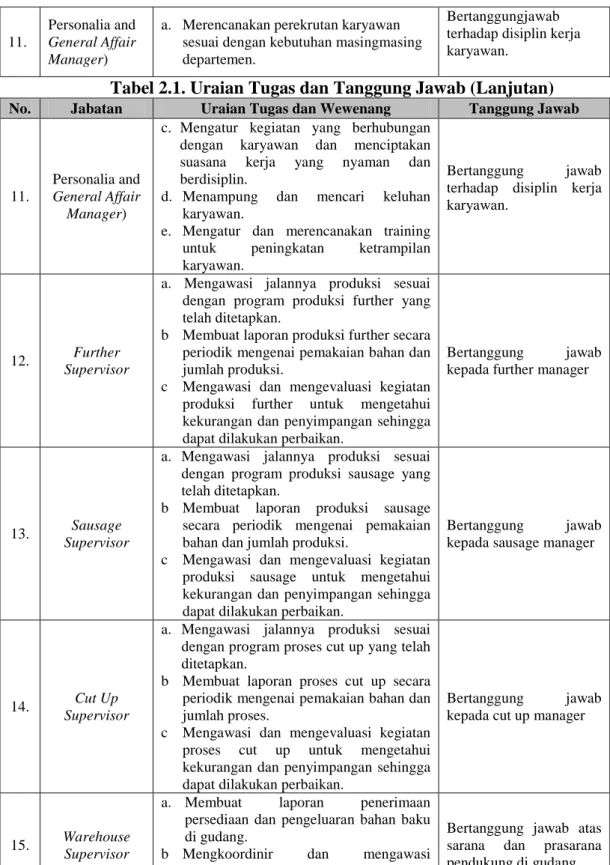
Tabel 2.1 Uraian Tugas dan Tanggung Jawab
No. Jabatan Uraian Tugas dan Wewenang Tanggung Jawab
1 Kepala Unit (Plant Head)
a. Memimpin, mengkoordinir dan mengawasi pelaksanaan tugas para manager bagian.
b. Merencanakan dan menerapkan kebijaksanaan mengenai perbaikan dan perkembangan umum perusahaan.
Bertanggung jawab kepada presiden direktur (pimpinan perusahaan induk) atas jalannya perusahaan.
2 Plant Manager
a. Merencanakan dan mengatur jadwal produksi untukk semua jenis produk agar tidak terjadi kelebihan atau kekurangan persediaan di gudang.
b. Mengatur pengalokasian sumber daya produksi seperti jam kerja mesin, jam kerja operator, pengiriman bahan baku yang berhubungan dengan proses produksi.
c. Melakukan pengawasan dan pengendalian produksi agar hasil produksi sesuai dengan spesifikasi dan standart mutu yang telah ditetapkan.
d. Merencanakan perawatan mesin-mesin agar dapat beroperasi dengan lancar. e. Membuat laporan produksi secara berkala
mengenai pemakaian bahan baku.
Bertanggung jawab terhadap kelancaran proses produksi mulai dari penerimaan bahan baku sampai proses produksi hingga menjadi produk akhir.
3 Further
Manager
a. Merencanakan dan mengatur produksi further perusahan agar sesuai dengan spesifikasi dan standard mutu yang telah ditentukan.
b. Mengawasi dan mengkoordinir pengelolaan persediaan bahan baku, bahan penolong dan bahan-bahan lainnya dalam produksi further.
Bertanggung jawab kepada plant manager atas pelaksanaan kegiatan produksi further.
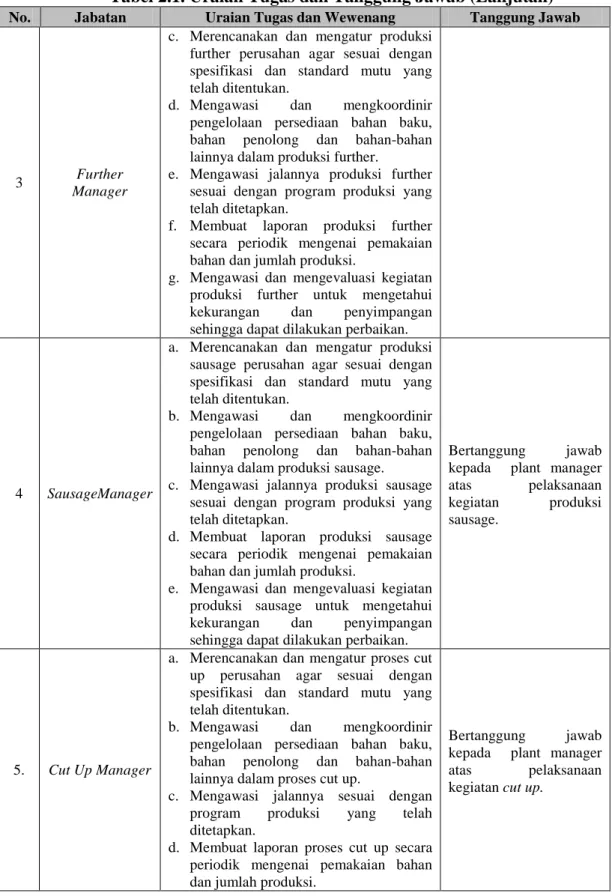
Tabel 2.1. Uraian Tugas dan Tanggung Jawab (Lanjutan)
No. Jabatan Uraian Tugas dan Wewenang Tanggung Jawab
3 Further
Manager
c. Merencanakan dan mengatur produksi further perusahan agar sesuai dengan spesifikasi dan standard mutu yang telah ditentukan.
d. Mengawasi dan mengkoordinir pengelolaan persediaan bahan baku, bahan penolong dan bahan-bahan lainnya dalam produksi further.
e. Mengawasi jalannya produksi further sesuai dengan program produksi yang telah ditetapkan.
f. Membuat laporan produksi further secara periodik mengenai pemakaian bahan dan jumlah produksi.
g. Mengawasi dan mengevaluasi kegiatan produksi further untuk mengetahui kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan.
4 SausageManager
a. Merencanakan dan mengatur produksi sausage perusahan agar sesuai dengan spesifikasi dan standard mutu yang telah ditentukan.
b. Mengawasi dan mengkoordinir pengelolaan persediaan bahan baku, bahan penolong dan bahan-bahan lainnya dalam produksi sausage.
c. Mengawasi jalannya produksi sausage sesuai dengan program produksi yang telah ditetapkan.
d. Membuat laporan produksi sausage secara periodik mengenai pemakaian bahan dan jumlah produksi.
e. Mengawasi dan mengevaluasi kegiatan produksi sausage untuk mengetahui kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan.
Bertanggung jawab kepada plant manager atas pelaksanaan kegiatan produksi sausage.
5. Cut Up Manager
a. Merencanakan dan mengatur proses cut up perusahan agar sesuai dengan spesifikasi dan standard mutu yang telah ditentukan.
b. Mengawasi dan mengkoordinir pengelolaan persediaan bahan baku, bahan penolong dan bahan-bahan lainnya dalam proses cut up.
c. Mengawasi jalannya sesuai dengan program produksi yang telah ditetapkan.
d. Membuat laporan proses cut up secara periodik mengenai pemakaian bahan dan jumlah produksi.
Bertanggung jawab kepada plant manager atas pelaksanaan kegiatan cut up.
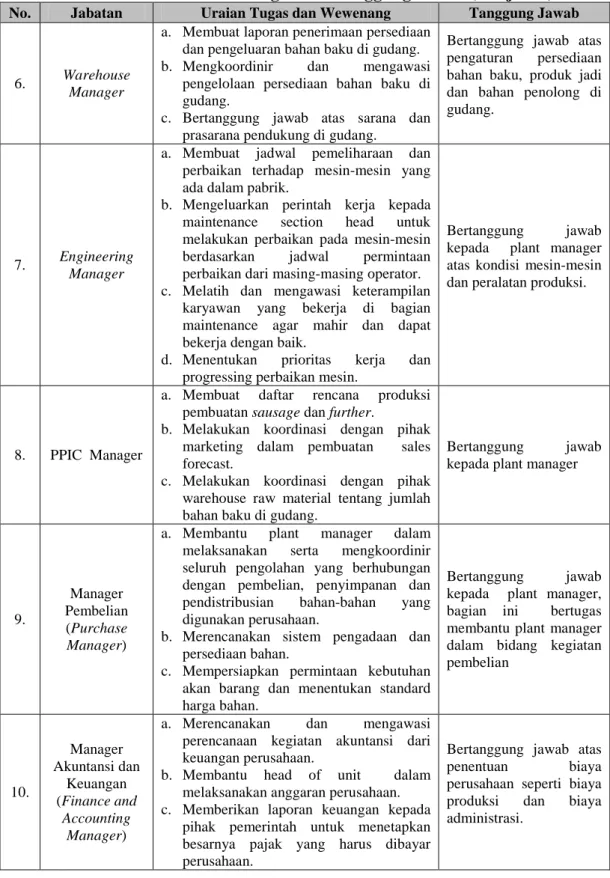
Tabel 2.1. Uraian Tugas dan Tanggung Jawab (Lanjutan)
No. Jabatan Uraian Tugas dan Wewenang Tanggung Jawab
6. Warehouse
Manager
a. Membuat laporan penerimaan persediaan dan pengeluaran bahan baku di gudang. b. Mengkoordinir dan mengawasi
pengelolaan persediaan bahan baku di gudang.
c. Bertanggung jawab atas sarana dan prasarana pendukung di gudang.
Bertanggung jawab atas pengaturan persediaan bahan baku, produk jadi dan bahan penolong di gudang.
7. Engineering Manager
a. Membuat jadwal pemeliharaan dan perbaikan terhadap mesin-mesin yang ada dalam pabrik.
b. Mengeluarkan perintah kerja kepada maintenance section head untuk melakukan perbaikan pada mesin-mesin berdasarkan jadwal permintaan perbaikan dari masing-masing operator. c. Melatih dan mengawasi keterampilan
karyawan yang bekerja di bagian maintenance agar mahir dan dapat bekerja dengan baik.
d. Menentukan prioritas kerja dan progressing perbaikan mesin.
Bertanggung jawab kepada plant manager atas kondisi mesin-mesin dan peralatan produksi.
8. PPIC Manager
a. Membuat daftar rencana produksi pembuatan sausage dan further.
b. Melakukan koordinasi dengan pihak marketing dalam pembuatan sales forecast.
c. Melakukan koordinasi dengan pihak warehouse raw material tentang jumlah bahan baku di gudang.
Bertanggung jawab kepada plant manager
9.
Manager Pembelian (Purchase Manager)
a. Membantu plant manager dalam melaksanakan serta mengkoordinir seluruh pengolahan yang berhubungan dengan pembelian, penyimpanan dan pendistribusian bahan-bahan yang digunakan perusahaan.
b. Merencanakan sistem pengadaan dan persediaan bahan.
c. Mempersiapkan permintaan kebutuhan akan barang dan menentukan standard harga bahan.
Bertanggung jawab kepada plant manager, bagian ini bertugas membantu plant manager dalam bidang kegiatan pembelian 10. Manager Akuntansi dan Keuangan (Finance and Accounting Manager)
a. Merencanakan dan mengawasi perencanaan kegiatan akuntansi dari keuangan perusahaan.
b. Membantu head of unit dalam melaksanakan anggaran perusahaan. c. Memberikan laporan keuangan kepada
pihak pemerintah untuk menetapkan besarnya pajak yang harus dibayar perusahaan.
Bertanggung jawab atas
penentuan biaya perusahaan seperti biaya
produksi dan biaya administrasi.
11.
Personalia and General Affair Manager)
a. Merencanakan perekrutan karyawan sesuai dengan kebutuhan masingmasing departemen.
Bertanggungjawab terhadap disiplin kerja karyawan.
Tabel 2.1. Uraian Tugas dan Tanggung Jawab (Lanjutan)
No. Jabatan Uraian Tugas dan Wewenang Tanggung Jawab
11.
Personalia and General Affair
Manager)
c. Mengatur kegiatan yang berhubungan dengan karyawan dan menciptakan suasana kerja yang nyaman dan berdisiplin.
d. Menampung dan mencari keluhan karyawan.
e. Mengatur dan merencanakan training untuk peningkatan ketrampilan karyawan.
Bertanggung jawab terhadap disiplin kerja karyawan.
12. Further
Supervisor
a. Mengawasi jalannya produksi sesuai dengan program produksi further yang telah ditetapkan.
b Membuat laporan produksi further secara periodik mengenai pemakaian bahan dan jumlah produksi.
c Mengawasi dan mengevaluasi kegiatan produksi further untuk mengetahui kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan.
Bertanggung jawab kepada further manager
13. Sausage
Supervisor
a. Mengawasi jalannya produksi sesuai dengan program produksi sausage yang telah ditetapkan.
b Membuat laporan produksi sausage secara periodik mengenai pemakaian bahan dan jumlah produksi.
c Mengawasi dan mengevaluasi kegiatan produksi sausage untuk mengetahui kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan.
Bertanggung jawab kepada sausage manager
14. Cut Up
Supervisor
a. Mengawasi jalannya produksi sesuai dengan program proses cut up yang telah ditetapkan.
b Membuat laporan proses cut up secara periodik mengenai pemakaian bahan dan jumlah proses.
c Mengawasi dan mengevaluasi kegiatan proses cut up untuk mengetahui kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan.
Bertanggung jawab kepada cut up manager
15. Warehouse Supervisor
a. Membuat laporan penerimaan persediaan dan pengeluaran bahan baku di gudang.
b Mengkoordinir dan mengawasi pengelolaan persediaan bahan baku di gudang.
Bertanggung jawab atas sarana dan prasarana pendukung di gudang.
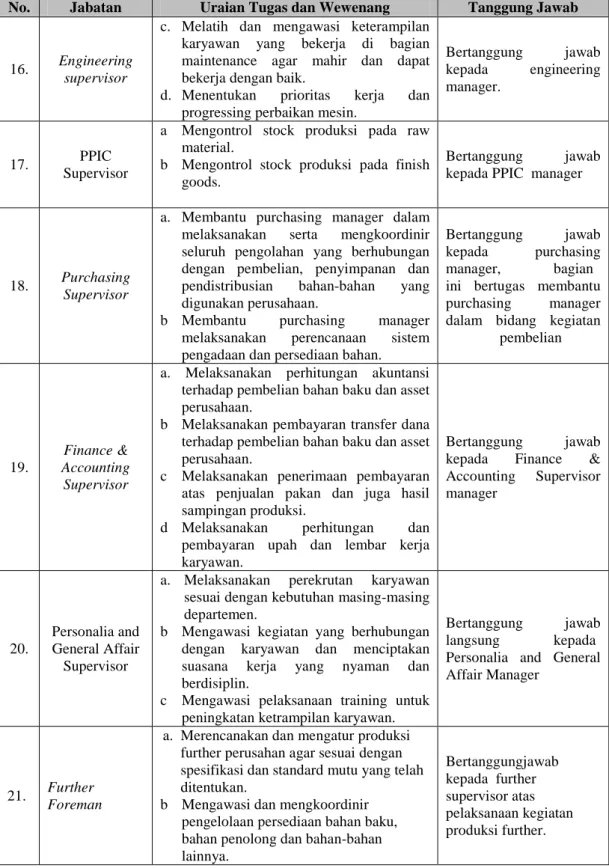
16. Engineering supervisor
a. Mengeluarkan perintah kerja kepada engineering foreman untuk melakukan perbaikan pada mesin-mesin berdasarkan jadwal permintaan perbaikan dari
Bertanggung jawab kepada engineeering manager.
masing-masing operator.
Tabel 2.1. Uraian Tugas dan Tanggung Jawab (Lanjutan)
No. Jabatan Uraian Tugas dan Wewenang Tanggung Jawab
16. Engineering supervisor
c. Melatih dan mengawasi keterampilan karyawan yang bekerja di bagian maintenance agar mahir dan dapat bekerja dengan baik.
d. Menentukan prioritas kerja dan progressing perbaikan mesin.
Bertanggung jawab kepada engineering manager.
17. PPIC Supervisor
a Mengontrol stock produksi pada raw material.
b Mengontrol stock produksi pada finish goods.
Bertanggung jawab kepada PPIC manager
18. Purchasing Supervisor
a. Membantu purchasing manager dalam melaksanakan serta mengkoordinir seluruh pengolahan yang berhubungan dengan pembelian, penyimpanan dan pendistribusian bahan-bahan yang digunakan perusahaan.
b Membantu purchasing manager melaksanakan perencanaan sistem pengadaan dan persediaan bahan.
Bertanggung jawab kepada purchasing manager, bagian ini bertugas membantu purchasing manager dalam bidang kegiatan
pembelian
19.
Finance & Accounting Supervisor
a. Melaksanakan perhitungan akuntansi terhadap pembelian bahan baku dan asset perusahaan.
b Melaksanakan pembayaran transfer dana terhadap pembelian bahan baku dan asset perusahaan.
c Melaksanakan penerimaan pembayaran atas penjualan pakan dan juga hasil sampingan produksi.
d Melaksanakan perhitungan dan pembayaran upah dan lembar kerja karyawan.
Bertanggung jawab kepada Finance & Accounting Supervisor manager 20. Personalia and General Affair Supervisor
a. Melaksanakan perekrutan karyawan sesuai dengan kebutuhan masing-masing departemen.
b Mengawasi kegiatan yang berhubungan dengan karyawan dan menciptakan suasana kerja yang nyaman dan berdisiplin.
c Mengawasi pelaksanaan training untuk peningkatan ketrampilan karyawan.
Bertanggung jawab langsung kepada Personalia and General Affair Manager
21. Further Foreman
a. Merencanakan dan mengatur produksi further perusahan agar sesuai dengan spesifikasi dan standard mutu yang telah ditentukan.
b Mengawasi dan mengkoordinir pengelolaan persediaan bahan baku, bahan penolong dan bahan-bahan lainnya. Bertanggungjawab kepada further supervisor atas pelaksanaan kegiatan produksi further.
c Mengawasi jalannya produksi sesuai dengan program produksi further yang telah ditetapkan.
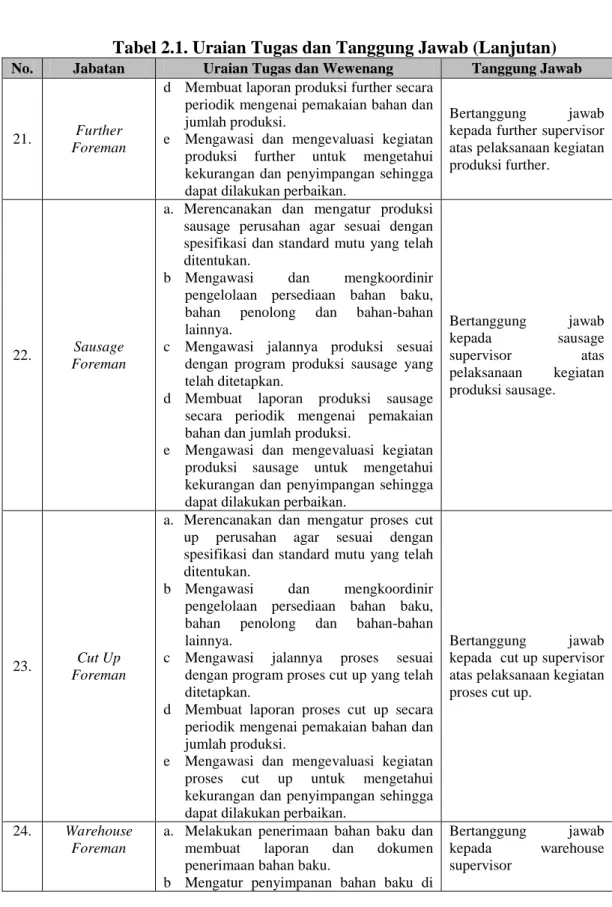
Tabel 2.1. Uraian Tugas dan Tanggung Jawab (Lanjutan)
No. Jabatan Uraian Tugas dan Wewenang Tanggung Jawab
21. Further
Foreman
d Membuat laporan produksi further secara periodik mengenai pemakaian bahan dan jumlah produksi.
e Mengawasi dan mengevaluasi kegiatan produksi further untuk mengetahui kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan.
Bertanggung jawab kepada further supervisor atas pelaksanaan kegiatan produksi further.
22. Sausage
Foreman
a. Merencanakan dan mengatur produksi sausage perusahan agar sesuai dengan spesifikasi dan standard mutu yang telah ditentukan.
b Mengawasi dan mengkoordinir pengelolaan persediaan bahan baku, bahan penolong dan bahan-bahan lainnya.
c Mengawasi jalannya produksi sesuai dengan program produksi sausage yang telah ditetapkan.
d Membuat laporan produksi sausage secara periodik mengenai pemakaian bahan dan jumlah produksi.
e Mengawasi dan mengevaluasi kegiatan produksi sausage untuk mengetahui kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan.
Bertanggung jawab kepada sausage supervisor atas pelaksanaan kegiatan produksi sausage. 23. Cut Up Foreman
a. Merencanakan dan mengatur proses cut up perusahan agar sesuai dengan spesifikasi dan standard mutu yang telah ditentukan.
b Mengawasi dan mengkoordinir pengelolaan persediaan bahan baku, bahan penolong dan bahan-bahan lainnya.
c Mengawasi jalannya proses sesuai dengan program proses cut up yang telah ditetapkan.
d Membuat laporan proses cut up secara periodik mengenai pemakaian bahan dan jumlah produksi.
e Mengawasi dan mengevaluasi kegiatan proses cut up untuk mengetahui kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan.
Bertanggung jawab kepada cut up supervisor atas pelaksanaan kegiatan proses cut up.
24. Warehouse Foreman
a. Melakukan penerimaan bahan baku dan membuat laporan dan dokumen penerimaan bahan baku.
b Mengatur penyimpanan bahan baku di
Bertanggung jawab kepada warehouse supervisor
gudang serta mengatur tata cara pengeluaran dan pemakaian bahan baku. c Membuat laporan atas penerimaan dan
pemakaian bahan baku.
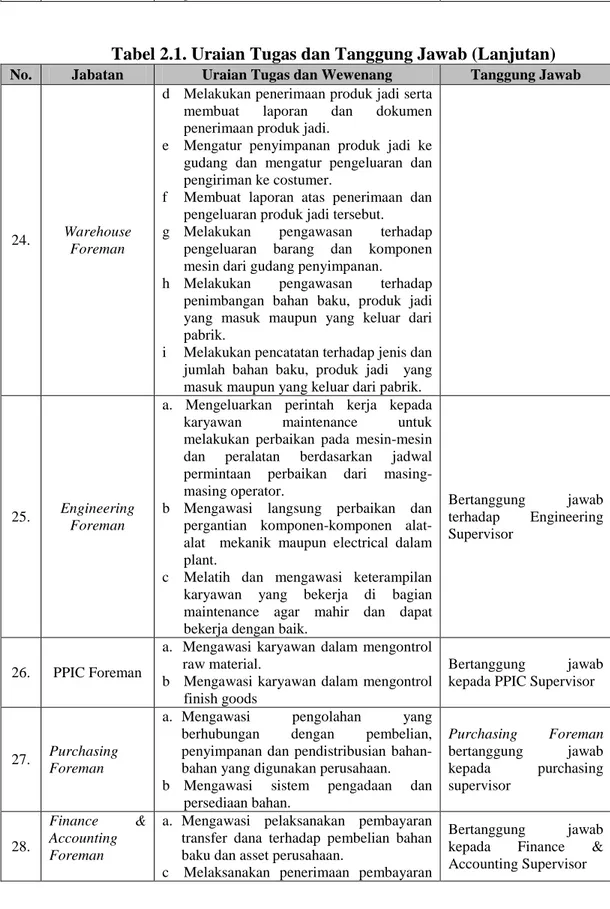
Tabel 2.1. Uraian Tugas dan Tanggung Jawab (Lanjutan)
No. Jabatan Uraian Tugas dan Wewenang Tanggung Jawab
24. Warehouse Foreman
d Melakukan penerimaan produk jadi serta membuat laporan dan dokumen penerimaan produk jadi.
e Mengatur penyimpanan produk jadi ke gudang dan mengatur pengeluaran dan pengiriman ke costumer.
f Membuat laporan atas penerimaan dan pengeluaran produk jadi tersebut.
g Melakukan pengawasan terhadap pengeluaran barang dan komponen mesin dari gudang penyimpanan.
h Melakukan pengawasan terhadap penimbangan bahan baku, produk jadi yang masuk maupun yang keluar dari pabrik.
i Melakukan pencatatan terhadap jenis dan jumlah bahan baku, produk jadi yang masuk maupun yang keluar dari pabrik.
25. Engineering Foreman
a. Mengeluarkan perintah kerja kepada karyawan maintenance untuk melakukan perbaikan pada mesin-mesin dan peralatan berdasarkan jadwal permintaan perbaikan dari masing-masing operator.
b Mengawasi langsung perbaikan dan pergantian komponen-komponen alat-alat mekanik maupun electrical dalam plant.
c Melatih dan mengawasi keterampilan karyawan yang bekerja di bagian maintenance agar mahir dan dapat bekerja dengan baik.
Bertanggung jawab terhadap Engineering Supervisor
26. PPIC Foreman
a. Mengawasi karyawan dalam mengontrol raw material.
b Mengawasi karyawan dalam mengontrol finish goods
Bertanggung jawab kepada PPIC Supervisor
27. Purchasing Foreman
a. Mengawasi pengolahan yang berhubungan dengan pembelian, penyimpanan dan pendistribusian bahan-bahan yang digunakan perusahaan.
b Mengawasi sistem pengadaan dan persediaan bahan. Purchasing Foreman bertanggung jawab kepada purchasing supervisor 28. Finance & Accounting Foreman
a. Mengawasi pelaksanakan pembayaran transfer dana terhadap pembelian bahan baku dan asset perusahaan.
c Melaksanakan penerimaan pembayaran
Bertanggung jawab kepada Finance & Accounting Supervisor
atas penjualan pakan dan juga hasil sampingan produksi.
d Melaksanakan perhitungan dan pembayaran upah dan lembar kerja karyawan.
Tabel 2.1. Uraian Tugas dan Tanggung Jawab (Lanjutan)
No. Jabatan Uraian Tugas dan Wewenang Tanggung Jawab
29.
Personalia and General Affair Foreman
a. Mengawasi perekrutan karyawan sesuai dengan kebutuhan masing-masing departemen.
b Mengawasi kegiatan yang berhubungan dengan karyawan dan menciptakan suasana kerja yang nyaman dan berdisiplin.
c Mengawasi pelaksanaan training untuk peningkatan ketrampilan karyawan.
Bertanggung jawab langsung kepada Personalia and General Affair Supervisor
2.5.3 Jumlah Tenaga Kerja & Jam Kerja
Tenaga Kerja yang bekerja pada PT Charoen Pokphand Indonesia Food
Division sebanyak 465 orang.Dalam memelihara ketertiban dan kedisiplinan kerja
setiap perusahaan mengeluarkan tata tertib/peraturan kerja yang harus dipatuhi oleh setiap karyawan perusahaan, termasuk dalam penetapan jam kerja.
PT Charoen Pokphand Indonesia Food Division mengatur waktu kerja sesuai dengan perundang-undangan tenaga kerja (dari Depnaker), yaitu: 40 jam seminggu (5 hari seminggu). Setiap harinya rata-rata karyawan yang bekerja 7 jam. Apabila keadaan mendesak dan memerlukan jam kerja yang melebihi jam kerja normal, maka perusahaan memberikan upah lembur.
Ketentuan jam kerja di PT Charoen Pokphand Indonesia Food Division diatur menurut aturan shift
a Berikut jam kerja pada bagian administrasi dan kantor dapat dilihat pada Tabel 2.2
Tabel 2.2Sistem Pembagian Jam Kerja Bagian Administrasi Hari Jam Kerja (WIB) Jam Istirahat (WIB) Senin – Jumat 08.00 – 16.00 12.00 – 13.00
Sumber: PT Charoen Pokphand Indonesia Food Division Medan
b Berikut jam kerja pada bagian produksi dapat dilihat pada Tabel 2.3 Tabel 2.3Sistem Pembagian Jam Kerja Bagian Produksi
Hari Shift Jam Kerja (WIB) Istirahat (WIB) Senin - Sabtu
I 23.00-07.00 04.00 - 05.00 II 07.00-15.00 12.00 - 13.00 III 15.00-23.00 20.00 - 21.00
Sumber: PT Charoen Pokphand Indonesia Food Division Medan
c Jam kerja pada bagian keamanan
Untuk bagian keamanan, dibagi menjadi 2 kelompok yang terdiri dari 5 orang dan melakukan penjagaan bergantian setiap 12 jam sekali dimulai dari : - Jam 08.00 – 20.00
- Jam 20.00 – 07.00
2.5.4 Sistem Pengupahan & Fasilitas Lainnya
Sistem pengupahan pada PT Charoen Pokhpand Indonesia Food Division adalah sebagai berikut:
1. Upah diberikan sesuai dengan UMR yang berlaku.
2. Pemberian upah ditetapkan setelah melihat jam kerja, hari kerja, kerja lembur dan berdasarkan golongan.
3. Sistem pengupahan karyawan perusahaan di bagi atas : a Gaji tetap untuk karyawan tetap.
c Gaji borongan untuk karyawan borongan 4. Upah Pokok
Pengupahan pada perusahaan ini adalah berdasarkan upah bulanan. Besarnya upah disesuaikan dengan tugas dan tanggung jawab masing-masing karyawan, serta latar belakang pendidikan dan pengalaman. Upah tersebut diberikan untuk masa 21 hari kerja rata-rata dalam sebulan dengan waktu kerja rata-rata 8 jam dalam sehari.
5. Untuk pekerja lembur, dibagi dalam 2 golongan yaitu :
a Golongan pekerja yang levelnya dibawah level supervisor, akan mendapat kompensasi kerja lembur sesuai dengan peraturan yang berlaku.
b Golongan pekerja yang levelnya setaraf atau diatas supervisor, tidak akan memperoleh pembayaran uang lembur lagi, karena sudah termasuk di dalam gaji pokok.
- Apabila kerja lembur dilakukan pada hari biasa maka untuk jam lembur, peraturannya adalah sebesar 1 ½ x upah sejam.
- Untuk jam kerja lembur yang dilakukan pada hari bukan hari biasa untuk jam lembur peraturannya adalah sebesar 2 x upah sejam.Disamping pemberian gaji pokok dan upah lembur, juga diberikan uang makan,uang pengobatan, dan asuransi tenaga kerja.
Selain pemberian kompensasi/upah, perusahaan juga memberikan berbagai insentif bagi karyawan, seperti:
1. Memberikan THR (Tunjangan Hari Raya) untuk pekerja yang mempunyai masa kerja 1 tahun penuh secara terus menerus biasanya dalam 1 bulan upah.
2. Memberikan THR (Tunjangan Hari Raya) untuk pekerja yang mempunyai masa kerja belum mencapai satu tahun, maka biasanya tunjangan ditetapkan menurut perhitungan banyaknya bulan selama yang bersangkutan bekerja dibagi 12 dan dikalikan upah perbulan.
3. Bonus tahunan akan diberikan berdasarkan kemampuan perusahaan dan sepenuhnya ditetapkan oleh perusahaan dengan memperhatikan prestasi kerja masing-masing karyawan.
4. Tunjangan makan diberikan kepada pekerja perbulan, sesuai dengan kemampuan perusahaan, dan dibayar bersama-sama dengan pembayaran upah pekerja.
5. Memperhatikan kebutuhan rohani karyawan.
6. Perusahaan menyediakan tempat ibadah dan memberikan kesempatan kepada karyawan untuk melaksanakan ibadah.
7. Adanya jaminan kesehatan dan kesejahteraan karyawan. Jaminan kesehatan antara lain :
1. Cuti sakit.
2. Cuti khusus, karena perkawinan atau musibah. 3. Mewaji
4. bkan karyawan masuk ASTEK (Asuransi Tenaga Kerja).Tunjangan Proyek. 5. Tunjangan Kemalangan.
Perusahaan memberikan fasilitas kerja kepada karyawan, seperti: 1. Memberikan pakaian kerja kepada setiap tenaga kerja dalam setahun. 2. Memberikan fasilitas pengobatan cuma-cuma kepada setiap tenaga kerja.
3. Menyediakan perlengkapan kesehatan dan keselamatan kerja yang diperlukan para karyawan, seperti sarung tangan, masker dan penyumbat telinga.
2.6 Proses Produksi
2.6.1 Bahan yang Digunakan 2.6.1.1 Bahan Baku
Bahan baku utama yang digunakan di PT Charoen Pokphand Indonesia
Food Division, Medan adalah daging ayam. Daging ayam merupakan bahan
pangan yang bernilai gizi tinggi karena kaya akan protein, lemak, mineral serta zat lainnya yang sangat dibutuhkan tubuh, sehingga diperlukan usaha untuk meningkatkan kualitas daging ayam yang dilakukan melalui pengolahan atau penanganan yang lebih baik sehingga dapat mengurangi kerusakan atau kebusukan selama penyimpanan dan pemasaran.
Sumber daging ayam yang diperoleh PT Charoen Pokphand Indonesia Medan saat ini masih berasal dariSlaughter House(Rumah Potong Hewan) PT Charoen Pokphand yang berada di Cikande dan Salatiga karena PT Charoen Pokphand Indonesia Medan belum memiliki Slaughter House. PT Charoen Pokphand Indonesia Medan menerima daging ayam berupa Griller, yaitu daging ayam bulat tanpa bulu, kepala, ceker dan isi perut.
Dalam proses pembuatanfurther di PT Charoen Pokphand IndonesiaFood
Divisiontidak lepas dari bahan pendukungnya seperti perekat tepung (batter),
suplier karena PT Charoen Pokphand Indonesia masih belum bisa memproduksi
bumbu-bumbu tersebut. Selain bumbu bahan penunjang lainnya yang tidak kalah penting adalah kemasan plastik, untuk kemasan ini PT Charoen Pokphand Indonesia masih menggunakan kemasan dari suplier plastik dengan beberapa tipe plastik sesuai dengan kebutuhan pengemasan yang mereka gunakan.
2.6.1.2 Bahan Tambahan
Bahan tambahan ialah bahan yang ditambahkan secara langsung ke dalam proses produksi dan merupakan komposisi produk untuk memudahkan dan menyempurnakan produk.
Bahan tambahan pada proses pembuatan sausage(sosis) adalah: 1 Campuran tepung tapioka dan minyak goreng sebagai emulsifier.
2 Premik, yaitu berupa campuran bumbu-bumbu yang telah diformulasikan di PT Charoen Pokphand Indonesia Pusat di Cikande untuk memberikan cita rasa pada sausage.
3 Kemasan plastik untuk membungkus sausage.
4 Karton yang digunakan untuk pengepakan akhir sausage.
Bahan tambahan pada proses pembuatan further (nugget) adalah: 1 Campuran tepung tapioka dan minyak goreng sebagai emulsifier.
2 Premik, yaitu berupa campuran bumbu-bumbu yang telah diformulasikan di PT Charoen Pokphand Indonesia Pusat di Cikande untuk memberikan cita rasa pada further.
4 Remah roti (breading)
5 Kemasan plastik untuk membungkus further.
6 Karton yang digunakan untuk pengepakan akhir further. 2.6.1.3 Bahan Penolong
Bahan penolong adalah bahan yang digunakan secara tidak langsung dalam produk dan bukan merupakan komposisi produk, tetapi digunakan sebagai pelengkap produk dan memudahkan dalam melakukan proses. Pada pembuatan
sausage maupun further digunakan bahan penolong berupa Sodium Laktat
sebagai bahan pengawet pada daging agar umur simpannya lama.
2.6.2 Uraian Proses
PT Charoen Pokphand Indonesia bergerak dalam bidang pemotongan dan pengolahan daging ayam. Proses produksi disini dibagi menjadi tiga bagian yaitu
cut up department, further production, dan sausage production. Proses
pengolahan akan dibedakan berdasarkan ketiga bagian tersebut.
2.6.2.1Departemen Cut Up
Departemen Cut Upmerupakan tahapan awal dari setiap proses yang terjadi pada PT Chraoen Pokphand Indonesia. PT Chraoen Pokphand Indonesia cabang Medan belum melakukan proses penyembelihan dan pencabutan bulu ayam (evisceration). Bahan baku langsung berupa ayam potong yang sudah dalam beku (griller) didatangkan dari PT Charoen Pokphand Jaya Farm yang berada di Salatiga dan Cikande.
Uraian proses dari departemen cut up adalah sebagai berikut:
1 Proses awal dilakukan pengambilan griller dari gudang bahan baku (chiller
room) ke departemen cut up
2 Grillerakan didiamkan secara konvensional (towing) untuk proses drying daging ayam yang dalam keadaan beku selama satu hari.
3 Selanjutnya ayam dibawa ke mesin Screw Chiller untuk dilakukan proses pencucian dan dilanjutkan dengan proses penirisan pada mesin Drift Drum 4 Ayam yang telah ditiriskan dibawa ke stasiun pemotongan dimana ayam
dipotong menjadi beberapa bagian seperti paha, dada, dan carcassberdasarkan jenis size dan kebutuhan.
5 Selanjutnya dilakukan proses pemisahan daging dengan tulang (pada bagian tertentu juga dilakukan pemisahan daging dengan kulit sesuai dengan permintaan).
6 Bagian-bagian ayam tersebut dipacking menggunakan plastik inner lewat mesin Metal Detector yang kemudian dilakukan penimbangan sesuai kapasitas plastik inner.
7 Bagian-bagian ayam tersebut dibawa ke chilling roomdan disusun pada rak kemudian di bekukan pada mesin ABF hingga suhu -18o C.
8 Setelah itu ayam ditimbang lagi sesuai ukuran dan masuk kedalam proses packaging sesuai ukuran box dan karung kemudian ayam dalam bentuk packaging masuk ke dalam Coldstorage (gudang dengan suhu -18oC).
Berikut Flowsheeturaian proses Departemen Cut Up dapat dilihat pada Gambar 2.2
Gambar 2.2Flowsheet Uraian Proses pada Departemen Cut Up
2.6.2.2 Further Production
Berikut merupakan uraian proses produksi pembuatan further pada PT Charoen Pokphand Indonesia:
1 Tahap pertama yang dilakukan yaitu petugas produksi menyiapkan formula untuk pembuatan suatu macam produk further (nugget) dimana petugas mempersiapkan komposisi seasoning (bahan baku berupa tepung) dan premix (bumbu) dari produk yang akan diproduksi.
2 Selain mempersiapkan seasoning dan premix yang dibutuhkan, petugas juga membuat campuran emulsi yaitu campuran dari kedelai dan air dengan menggunakan mesin bowl cutter. Fungsi dari penggunaan emulsi yaitu untuk mengenyalkan adonan.
3 Daging segar hasil olahan pada departemen cut updimasukkan ke dalam chill
daging yaitu proses untuk menggiling daging menjadi halus. Proses grinding dilakukan dengan menggunakan mesin autogrind.
4 Langkah berikutnya yaitu mencampur semua adonan yang telah dipersiapkan seperti seasoning, premix, daging giling, dan emulsi dengan air dan nitrogen. Proses mixing tersebut menggunakan mesin unimix dengan kapasitas produksi 250 kg.
5 Setelah semua adonan tercampur, langkah berikutnya yaitu melakukan
forming (pencetakan adonan). Terdapat berbagai cetakan yang dipergunakan
tergantung dengan jenis produk yang akan diproduksi. Proses forming dilakukan dengan menggunakan mesin reforfomer.
6 Adonan yang telah dibentuk tadi selanjutnya dibaluri dengan tepung
breadcrumb atau biasa disebut tepung roti.
7 Proses selanjutnya yaitu proses penggorengan. Proses penggorengan terbagi menjadi dua yaitu proses precook dan cook. Pada proses precook adonan digoreng setengah matang, selanjutnya masuk pada proses cook adonan digoreng hingga benar – benar matang. Proses precook dan cook dilakukan pada mesin fryer.
8 Selanjutnya petugas menyeleksi produk yang telah jadi apakah defect atau tidak. Apabila produk tersebut defect akan dilakukan rework pada mesin
unimix, yaitu dicampur lagi dengan adonan-adonan yang lain. Produk defectyang direworkmempunyai batasan jumlah pada tiap batch maksimal
9 Langkah berikutnya yaitu memasukkan adonan pada mesin insulated quick
freeze (IQF) untuk dibekukan. Setelah itu adonan dijalankan oleh conveyormenuju televator untuk dinaikkan menuju mesin MHW. Pada mesin
MHW adonan ditakar sesuai dengan ukuran per kemasan.
10 Selanjutnya proses packaging dimana adonan yang telah sesuai takaran tadi dikemas pada kemasan plastic menggunakan mesin Kawasima.
11 Langkah berikutnya yaitu menimbang kemasan menggunakan mesin check
weighter, apabila ukuran berat yang tertera tidak sesuai maka produk tersebut
akan secara otomatis dipisahkan. Produk yang terpisah tadi dilepas kembali kemasannya lalu dijalankan pada conveyor untuk melalui proses penakaran ulang pada mesin MHW.
12 Apabila produk tersebut sudah sesuai beratnya dengan spesifikasi, maka kemasan – kemasan produk tadi dikemas dalam carton box dan selanjutnya ditransfer ke warehouse finished product.
Berikut merupakan flowchartproses produksi pembuatan nugget pada PT Charoen Pokphand Indonesia dapat dilihat pada Gambar 2.3
Start
Membuat campuran emulsi Menyiapkan kuantitas seasonig dan premix sesuai formula Melakukan proses grinding daging
Melakukan proses mixing emulsi, seasoning & premix, daging giling,
air,dan nitrogen
Melakukan forming adonan
Melapisi adonan yang telah dibentuk dengan tepung breadcrumb
Melakukan proses precook adonan
Melakukan proses cook adonan
Menyeleksi nugget apakah defect atau tidak
Tidak
Ya
Melakukan proses frozen nugget
Melakukan proses penakaran nugget
Melakukan proses packaging nugget ke dalam kemasan plastik
Melakukan pengukuran berat produk apakah sesuai atau tidak
Ya
Tidak
Melakukan proses packaging produk jadi nugget ke dalam carton box
End
Gambar 2.3Flowchart Proses Produksi Pembuatan Nugget
2.6.2.3 Sausage Production
Berikut merupakan uraian proses produksi pembuatan sausagepada PTCharoen Pokphand Indonesia:
1 Tahap pertama yang dilakukan yaitu menyiapkan formula bahan baku pembuatan sosis, seperti seasoning dan premix sesuai dengan takarannya masing – masing.
2 Sama seperti proses produksi further, setelah mempersiapkan formula bahan baku, petugas membuat campuran emulsi dan melakukan proses grinding daging.
3 Selanjutnya semua adonan dicampur hingga merata menggunakan air dan nitrogen menggunakan mesin unimix.
4 Setelah semua bahan tercampur, adonan tadi dicampur atau dicacah kembali pada mesin emulsi fryer, tetapi tanpa menggunakan nitrogen.
5 Langkah berikutnya adalah mencetak adonan. Adonan tersebut akan otomatis masuk pada pelapis sosis yang disebut casing dengan menggunakan mesin
stuffer.
6 Lalu adonan sosis dipanggang pada mesin smoke house dengan suhu 80-100°C
7 Setelah melalui proses pemanggangan, sosis dipotong sesuai ukuran menggunakan mesin sausage cutter. Apabila ukuran panjang sosis tidak sesuai, maka sosis tersebut akan di-rework pada proses mixing di mesin
unimix.
8 Sosis yang telah dipotong dengan panjang sesuai kriteria tersebut selanjutnya dipacking pada kemasan plastik. Proses packing menggunakan man power, sehingga tidak ada mesin yang digunakan dalam proses packaging tersebut.
9 Setelah dikemas, produk sosis melalui proses pengepressan kemasan. Proses ini dilakukan pada mesin vacuum pack yang gunanya agar kemasan menjadi kedap udara.
10 Langkah selanjutnya adalah melakukan proses pembekuan sosis pada mesin IQF yang sebelumnya melalui mesin check weighter untuk mengecek berat kemasan yang sebelumnya melalui mesin metal detector.
11 Kemasan tersebut kemudian dipacking pada kemasan carton box kemudian melalui mesin check weighter untuk mengecek berat selanjutnya ditransferke
warehouse finished product.
Berikut merupakan flowchartproses produksi pembuatan sosis pada PT Charoen Pokphand Indonesia.
Start
Membuat campuran emulsi Menyiapkan kuantitas seasonig dan premix sesuai formula Melakukan proses grinding daging
Melakukan proses mixing emulsi, seasoning & premix, daging giling, dan air Melakukan proses penggilingan adonan
kembali Melakukan proses pemanggangan
adonan
Melakukan proses pemotongan sosis
Menyeleksi sosis apakah reject atau tidak
Tidak
Ya
Melakukan proses packaging pada kemasan plastik
Melakukan proses pressing kemasan
Melakukan proses frozen Melakukan pengukuran berat
apakah sesuai atau tidak Ya
Tidak
Melakukan proses packaging produk jadi sosis ke dalam carton box
End
2.7 Mesin dan Peralatan 2.7.1 Mesin Produksi
Mesin produksi adalah semua mesin-mesin yang secara langsung berperan dalam proses produksi. Berikut adalah beberapa mesin yang digunakan oleh PT Charoen Pokphand Indonesia Food Division yaitu :
1. Divisi Further
Tabel 2.4Mesin Produksi Divisi Further
No Mesin Fungsi Spesifikasi
Merk Daya Asal Jumlah
1. Auto Grind Menggiling ayam menjadi halus Laska Type Cutter KCU 200 DC 400V, 50 Hz, 95 Kw, 238 A Austria 1 2. Mixer Menggabungkan adonan dengan premix dan seasoning
Inotec Type IM-1000
400 V,
50 Hz - 1
3. Mesin cetakan Mencetak adonan yang sudah dihaluskan
Besch 3047035 400 V3, 50 Hz - 1 4. Mesin frying I Penggorengan pertama pada adonan yang sudah dicetak
EFR 4000/650 400 V - 1 5. Mesin frying II Penggorengan kedua pada adonan EFR 6000/650 400 V - 1
6. Checkweighter Menimbang berat
produk Inritsu
300V, 60
Hz - 2
7. Metal detector
Mendeteksi
kandungan metal pada adonan IQ3 230 V, 50 Hz, 1,2 A European Union 1 2. Divisi Sausage
Tabel 2.5Mesin Produksi Divisi Sausage
No Mesin Fungsi Spesifikasi
Merk Daya Asal Jumlah
1. Auto Grind Menggiling ayam
menjadi halus Laska Type Cutter KCU 200 DC 400V, 50 Hz, 95 Kw, 238 A Austria 1 2. Mixer Menggabungkan adonan dengan premix dan
seasoning
Inotec Type IM-1000
400 V, 50
Hz 1
3. Emulsifier Mengemulsi adonan Inotec Type 1175 CD-75D
400 V, 50
Tabel 2.5 Mesin Produksi Divisi Further(Lanjutan)
No Mesin Fungsi Spesifikasi
Merk Daya Asal Jumlah
4. Smoke House Proses pemasakan sausage dan mendinginkan sausage Maurer-Atmos GmbH 400 V, 50 Hz, 1,9 Kw Germany 1
5. Metal detector Mendeteksi kandungan metal pada adonan IQ3 230 V, 50 Hz, 1,2 A European Union 1
6. Cutter Memotong sosis sesuai
ukuran Inotec GmbH 2Kw 2
7. Vacum Sealer Memvakumkan kemasan
yang telah diisi sosis
50 Hz, 29 A, 36
Volt
3 8. Checkweighter Menimbang berat
produk Inritsu
300V, 60
Hz 2
9. IQF
Mendinginkan produk sausage yang telah
dikemas Mavel Singapore 380 V, 50 Hz, 103 A 1 2.7.2 Peralatan
Peralatan yang digunakan oleh PT Charoen Pokphand Indonesia Food
Division adalah sebagai berikut:
1. Thermometer untuk mengukur suhu cairan.
2. Timbangan Digital yang berfungsi sebagai penimbang bahan baku pada saat penerimaan bahan baku
3. Hand Truck ialah alat yang juga berfungsi sebagai material handling dipabrik.
2.7.3 Cold Storage
Cold storage adalah ruangan yang suhunya dijaga dibawah suhu udara di
luar dengan tujuan supaya barang yang disimpan di dalamnya tidak rusak. Cold
storage didesain berdasarkan barang apa yang akan disimpan di dalamnya karena
tiap-tiap jenis barang akan membutuhkan penyimpanan yang berbeda.Tidak semua daging segar langsung dibawa ke pasaran, sebagian ada yang disimpan untuk persediaan. Lamanya waktu ketahanan daging tergantung pada kondisi apa
daging itu disimpan. Daging mempunyai ketahanan tertentu di setiap bagian. Misalnya, daging hanya mampu bertahan selama 10 hari apabila berada di
Chilling Room, sedangkan di Cold Storage daging mampu bertahan sampai dua
tahun.
2.7.3.1 Proses Pembekuan Pada Cold Storage
Pembekuan berarti mengubah kandungan cairan tersebut menjadi es.Proses tersebut terbagi atas 3 tahapanyaitu:
1. Tahap pertama suhu menurun dengan cepat sampai 00C yaitu titik beku air. 2. Tahap kedua suhu turun perlahan-lahan untuk merubah air menjad
kristal-kristal es.Tahap ini sering disebut periode ”thermal arrest”.
3. Tahap ketiga suhu kembali turun dengan cepat ketika kira-kira 55% air telahmenjadi es.Pada tahap ini sebagian besar atau hampir seluruh air membeku.
Berdasarkan panjang pendeknya waktu thermal arrest ini pembekuan dibagi menjadi 2 yaitu :
1. Pembekuan lambat (slow freezing), yaitu bila thermal arrest time lebih dari 2 jam.
2. Pembekuan cepat (quick freezing), yaitu pembekuan dengan thermal arrest
time tidak lebih dari 2jam.
Kristal-kristal es yang terbentuk selama pembekuan dapat berbeda-beda ukurannya tergantung pada kecepatan pembekuan. Pembekuan cepat menghasilkan kristal-kristal yang kecil-kecil di dalam jaringan daging ikan. Jika
dicairkan kembali, kristal-kristal yang mencair diserap kembali oleh daging dan hanya sejumlah kecil yang lolos keluar sebagai drip.
2.7.3.2 Spesifikasi Mesin dan Fasilitas pada Cold Storage
Spesifikasi mesin cold storage yang dimiliki perusahaan sebagai berikut: Merk Panel Insulation: Koronka
Dimensi : 17.800 x 8.000 x 4.000 mm Merk Mesin : Bitzer
Type : Semi Hermatic 4B3604PL-2NU-Y Tegangan : 230 Volt
Tenaga : 20Hp
Berat : 342 kg
Jumlah : 4 Unit
Sedangkan peralatan yang ada di dalam cold storage antara lain sebagai berikut:
Tabel 2.6 Peralatan di Dalam Cold Storage
No. Peralatan Fungsi Unit Spesifikasi Gambar
1 Lemari rak tempat penyusunan produk-produk jadi. 4 Ukuran medium duty 2 Hand pallet alat material
handling produk jadi
dari departemen produksi menuju cold storage 6 Ukuran standar 3 Pallet
media alas dari produk ketika diangkut dengan hand pallet. 50 Ukuran standar 2.8 Utilitas
Utilitas merupakanunit penunjang bagi unit-unit yang lain dalam suatu pabrik atau sarana penunjang untuk menjalankan suatu pabrik dari tahap awal sampai produk akhir terutama pada perusahan manufaktur. Sesuai dengan istilahnya, fungsi sarana penunjang ini adalah mendukung dan membantu kelancaran proses produksi serta mempermudah jalannya kegiatan manufaktur. Utilitasi yang digunakan pada PT Charoen Pokphand Indonesia adalah:
1 Sumber Air
Air memegang peranan penting dalam kelangsungan proses produksi, kapasitas air yang digunakan untuk keseluruhan proses produksi adalah 300m3, Kegunaan air di perusahaan adalah :
b Keperluan laboratorium c Keperluan mesinboiler d Keperluan karyawan
e Keperluan injeksi kondensor
f Sebagai zat pendingin dan pembersih
Sumber air yang digunakan oleh PT Charoen Pokphand Indonesia Medan semuanya berasal dari air tanah. Air tanah tersebut dilakukan proses pengolahan terlebih dahulu sehingga kualitasnya sama dengan air minum.
2 Uap (Steam)
Uap adalah salah satu unit pendukung di bagian produksi, yaitu digunakan pada proses pemasakan sosis di smoke house. Uap yang digunakan dihasilkan dari mesin steamboiler. Di PT Charoen Pokphand Indonesia Medan terdapat 1 unit steam boiler dengan kapasitas 2 ton/jam.
3 Pemanas Minyak Goreng
Pada proses penggorengan nugget digunakan sumber panas yang dihasilkan dari mesin Thermal Oil Boiler. Di PT Charoen Pokphand Indonesia Medan terdapat 1 unit Thermal Oil Boiler dimana tabung boiler diproduksi di bengkel lokal sedangkan burner diimpor dengan spesifikasi burner sebagai berikut:
Merk Burner : Riello
Tipe : 618 M
Model : ENNE/EMME 1400
4 Sumber Listrik
Dalam memenuhi pasokan listik untuk seluruh kegiatan yang berlangsung, PT Charoen Pokphand Indonesia Medan mendapat pasokan listrik dari Perusahaan Listrik Negara (PLN). Hal ini disebabkan karena mereka masih belum bisa membangun unit pembangkit listrik sendiri. Selain itu agar kegiatan produksi tetap bisa berjalan ketika tidak ada pasokan listrik dari PLN, PT Charoen Pokphand Indonesia Medan menggunakan genset sebagai sumber listrik cadangan.
Pada PT Charoen Pokphand Indonesia Medan digunakan genset PRIME yang menghasilkan 1825 KVA.
2.9 Safety and Fire Protection
Keselamatan dan Kesehatan Kerja (K3) adalah suatu program yang dibuat pekerja maupun pengusaha sebagai upaya mencegah timbulnya kecelakaan dan penyakit akibat kerja dengan cara mengenali hal-hal yang berpotensi menimbulkan kecelakaan dan penyakit akibat kerja serta tindakan antisipatif apabila terjadi kecelakaan dan penyakit akibat kerja. Tujuan dari dibuatnya program K3 adalah untuk mengurangi biaya perusahaan apabila timbul kecelakaan dan penyakit akibat kerja.
PT Charoen Pokphand Indonesia Medan sangat memperhatikan faktor keselamatan dan kesehatan kerja, hal ini diperlihatkan dengan ketatnya penggunaan alat pelindung diri (APD). Berikut ini merupakan beberapa APD yang biasanya digunakan para pekerja di dalam plant, diantaranya :
1 Sepatu boot, berfungsi untuk melindungi kaki dari berbagai macam resiko bahaya. Salah satunya untuk melindungi pekerja agar tidak tergelincir saat berada di plant yang lantainya sangat licin.
2 Baju pelindung, berfungsi untuk melindungi tubuh dari berbagai macam kotoran.
3 Masker, berfungsi untuk meminalisir bau amis (tidak sedap) selama bekerja di
plant dan untuk melindungi produk makanan olahan agar tidak tercemar oleh
nafas pekerja.
4 Hair cap (penutup rambut), berfungsi untuk melindungi produk makanan olahan agar tidak tercemar oleh rambut para pekerja.
5 Baju pelindung khusus, baju pelindung khusus tersebut digunanakan oleh pekerja yang bekerja pada proses pembekuan (freezing) fungsinya untuk melindungi diri dari suhu yang ekstrim.
Agar produk makanan olahan tetap terjaga kehigienisannya, maka para pekerja sebelum bekerja di plant harus membersihkan tangannya dengan sabun dan larutan klorin 500ppm dan berjalan melewati kolam yang berisi larutan
clorine 200 ppm. Larutan chlorine yang digunakan berfungsi untuk mensterilkan
diri dari kotoran/ kontaminan. Pergantian larutan klorin dilakukan secara kondisional, minimal dilakukan setiap pergantian shift. Sedangkan pembersihan pada plant secara keseluruhan (cleaning total) dilakukan secara rutin setiap minggunya.
PT Charoen Pokphand Indonesia Medan menerapkan sistem pengamanan kebakaran sebagai berikut:
1 Setiap ruangan memiliki 1 buah fire extinguisher CO2.
2 Terdapat sistem pompa hydrant pada bagian frying further yang dapat mengeluarkan air secara otomatis jika terdeteksi panas yang berlebihan ataupun asap.
2.10 Limbah
PT Charoen Pokphand Indonesia Medan menghasilkan limbah cair yang terdiri dari limbah minyak goreng dan limbah cair. Limbah minyak goreng yang dihasilkan dari proses peggorengan pada nugget dikumpulkan lalu dibuang ke tempat penampungan limbah di Kawasan Industri Medan sedangkan air limbah diproses lebih dahulu sebelum dibuang ke tempat penampungan limbah Kawasan Industri Medan. Proses pengolahan air limbah dilakukan dengan langkah sebagai berikut:
1 Air limbah dialirkan dari masing-masing saluran pembuangan air dan dikumpulkan di bagian waste treatment.
2 Air limbah yang terkumpul dipompakan ke dalam bak pengendapan yang pertama, yaitu bak influence sump. Pada bak ini dilakukan proses aerasi.
3 Dari bak influence sump, air limbah dialirkan menuju bak koagulasi. Pada tahap ini, proses yang dilakukan sudah termasuk dalam proses kimia, dimana dilakukan proses penjernihan limbah menggunakan Poly Aluminium Chloride (PAC). PAC mempunyai PH = 2 yang dapat mematikan bakteri yang ada pada air limbah. Tetapi bakteri disini dijaga agar tetap hidup, karena bakteri tersebut dapat membantu dalam pengolahan limbah. Agar bakteri tetap hidup,
pada bak dimasukkan cairan NaOH ( PH = 14). Pada bak ini terdapat alat sensor PH, apabila indikator pada alat tersebut menunjukkan bahwa PH sudah mendekati 7, maka cairan NaOH akan otomatis dialirkan.
4 Proses selanjutnya dilakukan pada bak flocculation untuk penggumpalan (floc) menggunakan anion. Proses ini termasuk pada proses filtrasi.
5 Setelah itu air limbah dialirkan menuju bak Dissolved Air Floatation (DAF). Proses yang terjadi adalah proses filtrasi dan sedimentasi, dimana dilakukan proses pemisahan antara liquid dan sludge (floc). Pemisahan dilakukan menggunakan anion sehingga endapan sludge mengendap di atas cairan liquid. Pada bak ini terdapat alat sweeping untuk memisahkan sludge dengan liquid. Endapan sludge dialirkan pada bak chemicalsludge.
6 Pada bak chemical sludge dilakukan proses pressing untuk menyaring kembali
sludge dari sisa air yang masih ada. Selanjutnya sludge tersebut dibuang ke
TPA dikarenakan tidak dapat dimanfaatkan kembali.
7 Sedangkan cairan liquiddialirkan langsung melalui pipa ke tempat penampungan air limbah Kawasan Industri Medan.