BAB III
LANDASAN TEORI
3.1 Pemeliharaan (Maintenance)
Pemeliharaan (maintenance)
1adalah suatu kombinasi dari setiap tindakan yang dilakukan untuk menjaga suatu barang dalam, atau untuk memperbaikinya sampai, suatu kondisi yang bisa diterima.
3.1.1 Tujuan Pemeliharaan
Tujuan pemeliharaan yang utama dapat didefinisikan sebagai berikut
21. Untuk memperpanjang usia kegunaan aset, yaitu setiap bagian dari
suatu tempat kerja, bangunan dan isinya. Hal ini terutama penting di negara-negara berkembang karena kurangnya sumber daya modal untuk penggantian
2. Untuk menjamin ketersediaan optimum peralatan yang dipasang untuk produksi/ jasa dan mendapatkan laba investasi maksimum (return of investment) yang mungkin.
1
Corder, Antony (Alih Bahasa : Kusnul hadi). (1996). Teknik Manajemen Pemeliharaan. Penerbit Erlangga. Jakarta. Hal 4.
2Corder, Antony (Alih Bahasa : Kusnul hadi). (1996). Teknik Manajemen Pemeliharaan. Penerbit Erlangga. Jakarta. Hal 3.
3. Untuk menjamin kesiapan operasional dari seluruh peralatan yang diperlukan dalam keadaan darurat setiap waktu, misalnya unit cadangan, unit pemadam kebakaran dan penyelamat, dan sebagainya.
4. Untuk menjamin keselamatan orang yang menggunakan sarana tersebut.
3.1.2 Jenis Pemeliharaan
Kerja pemeliharaan dapat terbagi atas dua, yaitu
3terencana dan tak terencana. Hanya ada satu bentuk pemeliharaan tak terencana, yaitu pemeliharaan darurat (emergency maintenance). Sedangkan pemeliharaan terencana dibagi menjadi dua aktivitas utama yaitu pemeliharaan pencegahan (preventive maintenance) dan pemeliharaan korektif (corrective maintenance).
3.1.2.1 Pemeliharaan Darurat (Emergency Maintenance)
Pada pemeliharaan darurat, perbaikan dilakukan pada saat peralatan mengalami kegagalan fungsi (rusak). Karena kerja pemeliharaan ini bersifat reaktif, maka tujuannya hanya hanya berpusat pada bagaimana suatu peralatan dapat diperbaiki secepat mungkin.
Kelemahan sistem pemeliharaan ini adalah
4perencanaan yang buruk dan perbaikan yang tidak lengkap. Perencanaan yang buruk, yang disebabkan oleh adanya batas waktu kerja, menyebabkan utilisasi tenaga kerja rendah dan pemeliharaan yang tidak efektif. Sistem ini juga hanya berkosentrasi pada perbaikan dari gejala kerusakan. Hasilnya, reliabilitas peralatan akan berkurang dan peningkatan frekuensi kerja perbaikan. Oleh karena itu, pendekatan pemeliharaan jenis ini jelas
3
Corder, Antony (Alih Bahasa : Kusnul hadi). (1996). Teknik Manajemen Pemeliharaan. Penerbit Erlangga. Jakarta. Hal 20.
4Higgins, Lindley R. (1995). Maintenance Engineering Handbook. Fifth Edition. McGraw-Hill, Inc. New York. Hal 4.
sangat tidak efektif dan sangat mahal, karena kedua kelemahan tersebut memberikan kontribusi utama pada pembiayaan pemeliharaan yang tinggi.
3.1.2.2 Pemeliharaan Pencegahan (Preventive Maintenance)
Pemeliharaan pencegahan adalah (Corder,4) pemeliharaan yang dilakukan pada selang waktu yang ditentukan sebelumnya, atau terhadap kriteria lain yang diuraikan, dan dimaksudkan untuk mengurangi kemungkinan bagian-bagian lain tidak memenuhi kondisi yang bisa diterima.
Kegiatan pemeliharaan ini meliputi pemeliharaan jalan (running maintenance) dan pemeliharaan berhenti (shut down maintenance).
Pemeliharaan jalan adalah pemeliharaan yang dapat dilakukan selama mesin dipakai yang berdasar pada prinsip ‘lihat, rasakan, dan dengarkan’. Sedangkan pemeliharaan berhenti adalah pemeliharaan yang hanya dapat dilakukan selama mesin berhenti.
Kerja pemeliharaan pencegahan diimplementasikan sebelum kerusakan terjadi. Program pemeliharaan ini ditujukan untuk pengurangan kerja pemeliharaan darurat dan korektif, dengan mendeteksi permasalahan potensial dan penjadwalan tugas pemeliharaan yang akan mencegah penurunan kondisi operasi peralatan.
3.1.2.3 Pemeliharaan Korektif (Corrective Maintenance)
Pemeliharaan korektif adalah
5pemeliharaan yang dilakukan untuk memperbaiki suatu bagian ( termasuk penyetelan dan reparasi ) yang
5 Corder, Antony (Alih Bahasa : Kusnul hadi). (1992). Teknik Manajemen Pemeliharaan. Penerbit Erlangga.
Jakarta. Hal 4
telah terhenti untuk memenuhi suatu kondisi yang bisa diterima.
Pemeliharaan ini meliputi reparasi minor, terutama untuk jangka pendek, yang mungkin timbul diantara pemeriksaan, dan overhaul terencana, misalnya overhaul tahunan atau dua tahunan, suatu perluasan yang direncanakan dalam rincian untuk jangka panjang sebagai hasil pemerikaan pencegahan.
Kerja pemeliharaan korektif dijadwalkan untuk membetulkan permasalahan spesifik yang sudah didefenisikan sebelumnya.
Pemeliharaan korektif, sebagai bagian dari program pemeliharaan pencegahan yang menyeluruh, merupakan pendekatan sistem pemeliharaan yang proaktif.
Tujuan utama dari pemeliharaan korektif adalah (Higgins,3.2) bahwa seluruh perbaikan yang tepat dan lengkap terhadap permasalahan dini dikerjakan berdasarkan asas kebutuhan. Seluruh perbaikan direncanakan dengan baik, diimplementasikan oleh ahli yang tepat, dan diuji sebelum mesin/sistem diperbaiki.barbagai permasalahan dini tidak hanya terbatas pada permasalahan elektrik atau mekanik saja, tetapi juga meliputi seluruh jenis penyimpangan kondisi operasi, seperti efisiensi, kapasitas produksi, dan kualitas produk.
Selanjutnya, hubungan antara berbagai bentuk pemeliharaan
ditunjukan seperti berikut.
Bagan 3.1 Hubungan antara berbagai bentuk pemeliharaan 3.2 Total Productive Maintenance (TPM)
3.2.1 Pengertian Total Productive Maintenance (TPM)
Berikut ini adalah beberapa pengertian dari Pengertian Total Productive Maintenance (TPM) :
Total Productive Maintenance (TPM)
6adalah pendekatan ala Jepang dalam memaksimalkan efektivitas dari peralatan yang digunakan diperusahaan. Hal ini tidak berarti hanya menggunakan pemeliharaan saja tetapi juga seluruh aspek dari operasi dan instalasi dari fasilitas tersebut, dan sangat bergantung pada motivasi dan semangat dari orang- orang yang bekerja dalm perusahaan.
Total Productive Maintenance (TPM) adalah
7metode untuk memperbaiki dan meningkatkan produktivitas pabrik. TPM tidak hanya merupakan strategi pemeliharaan saja tetapi juga merupakan pendekatan yang lebih mendalam komprehensif menuju perbaikan produktivitas.
6Davis, Roy. (1995). Productivity Improvement Through TPM. Prentice Hall. New York.Hal 1.
7Zandin, Kjell B. (2001). Maynard’s Industrial Engineering Handbook. Fifth edition. McGrawHill, inc.
NewYork. Hal 16-57
TPM merupakan (Nakajima,1) sistem productive maintenance (kombinasi dari teknik pemeliharaan pencegahan, prediktif, dan korektif) yang melibatkan partisipasi total dari seluruh karyawan melalui aktivitas group-group kecil (autonomous).
TPM sering didefenisikan sebagai “Productive Maintenance yang melibatkan partisipasi total”. Agar dapat efektif, bagaimanapun juga, TPM harus diimplementasikan pada bisnis seluruh perusahaan.
Definisi lengkap dari Total Productive Maintenance adalah sebagai berikut
8:
TPM bertujuan untuk memaksimalkan efektivitas dari peralatan.
TPM dilaksanakan melalui sistem Preventive Maintenance (PM) sepanjang umur dari peralatan.
TPM diimplementasikan oleh berbagai unsur / departemen (Engineering, produksi, Maintenance).
TPM melibatkan peran serta seluruh karyawan, dari top management sampai ke tingkat operator.
TPM didasarkan atas pengembangan Preventive Maintenance melalui motivation management yaitu melalui aktivitas dari autonomous group.
Sedangkan pengertian total dalam Total Productive Maintenance menunjukan tiga prinsip dari TPM itu sendiri, yaitu
9:
Efektifitas keseluruhan (Total Effctiveness)
Mengacu pada point 1 diatas, mengindikasikan TPM mengarah ke
8Nakajima, Seiichi. (1998). Introduction to TPM. Productivity Press. Cambridge. Hal 10.
9Nakajima, Seiichi. (1998). Introduction to TPM. Productivity Press. Cambridge
efisiensi ekonomis atau probability. Disini TPM juga menekankan kepada predictive dan productive maintenance.
Sistem pemeliharaan dan perbaikan secara keseluruhan (Total Maintenance Sistem)
Mengacu pada point 2 diatas, mencakup Maintenance Preventive (MP:
maintenance - free design), yang dilaksanakan pada tahap desain peralatan.
Preventive maintenance (PM) yang dilaksanakan pada tahap pemakaian atau pengoperasian dari peralatan yang telah dibuat dan Corrective Maintenance (CM) atau maintainability improvement, yaitu perbaikan atau modifikasi peralatan untuk mencegah breakdown dan memfasilitasinya untuk kemudahan kegiatan pemeliharaan.
Partisipasi total dari seluruh karyawan (Total participation of all employees)
Mengacu pada point 3,4,5 di atas, mencakup autonomous maintenance oleh operator melalui aktivitas group-group kecil. Ciri-ciri yang terakhir ini, merupakan keunikan dari TPM.
3.2.2 Tujuan Total Productive Maintenance (TPM)
Target dari pelaksanaan Total Productive Maintenance (TPM) adalah (Nakajima,2) zero breakdown dan zero defect, dimana dengan dieleminasinya breakdown (kerusakan) dan defect (kecacatan), tingkat pengoperasian peralatan akan meningkat, sehingga biaya dapat diperkecil, dan inventori dapat diminimalkan dan dengan sendirinya produktivitas akan meningkat.
Tentu saja hasil yang diharapkan tersebut tidak dapat dicapai dalam sekejap,tetapi
membutuhkan proses yang memakan waktu kurang lebih tiga tahun dari saat
pengenalan TPM dimulai. Walaupun dalam tahap awal implementasi TPM ini akan timbul biaya-biaya, akan tetapi dengan meningkatnya produktivitas maka biaya yang timbul akan digantikan oleh keuntungan yang didapat dari implementasi TPM itu sendiri. Untuk alasan inilah mengapa TPM sering disebut sebagai “profitable PM” Berikut ini adalah dua faktor penting dalam melaksanakan “provitable TPM” dan mendapatkan efektifitas peralatan yang optimal. Pertama, keakuratan cacatan mengenai operasi peralatan sahingga dapat ditetapkan manajemen dan kontrol yang tepat. Kedua, perancangan skala yang tepat dalam pengukuran kondisi operasi pralatan.
3.2.3 Keuntungan Penerapan Total Productive Maintenance (TPM)
TPM telah banyak dicoba dan diuji selama bertahun-tahun,dibanyak sektor industri dan berbagai belahan dunia, dan diikuti oleh bukti-bukti nyata, telah membuktikan keberhasilannya. Berikut ini adalah beberapa keuntungan dalam penerapan TPM
10:
Keuntungan-keuntungan utama untuk operator:
o Tempat kerja yang bersih, rapi, dan lebih aman. Salah satu keuntungan yang paling anyata atau terlihat adalah perbaikan dari tempat dan kondisi kerja pada umumnya.
o Penyelesaian masalah dan kerusakan. Melalui tim TPM, permaslahan dan kerusakan yang mana merintangi pekerjaan dan menimbulkan frustasi, dapat diperbaiki.
o Pekerjaan lebih mengetahui tentang area mereka. Lebih banyak kontrol terhadap lingkungan kerja mereka sendiri,
10Davis, Roy. (1995). Productivity Improvement Through TPM. Prentice Hall. New York.
kesempatan untuk menyarankan perbaikan dan mendapatkan perubahan yang diinginkan.
o Kesempatan untuk meningkatkan kemampuan dan pengetahuan.
Dengan bekerja lebih dekat dengan ahli mesin dan teknisian, kesepakatan dapat diambil mengenai mesin, produksi, dan prinsip-prinsip engineering. TPM memprogramkan perusahaan meningkatkan pelatihan dan pengembangan kesempatan untuk para personel lantai produksi.
o Berkurangnya rasa panik dan lebih terkontrol. Karena kerusakan dan permasalahan operasi diperbaiki secara tepat, lingkungan kerja menjadi lebih terkendali dan menyenangkan.
o Metode kerja yang lebih baik pada mesin yang lebih efektif. Semua pekerjaan yang sulit dan berbahaya diinvestigasi dan diimplementasi jika memungkinkan.
Keuntungan-keuntungan untuk personel maintenance:
o Personel maintenance menjadi lebih aman bekerja dengan kondisi mesin, peralatan, alat-alat, dan sebagainya, yang bersih dan baik.
o Berkurangnya beakdown maintenance (pemeliharaan tak terencana). Melalui aktivitas TPM, jumlah dan frekuensi dari kerusakan dapat dikurangi dan jumlah waktu yang terbuang akibat panik menjadi jauh berkurang.
o Berkurangnya waktu yang terbuang untuk pekerjaan sederhana.
Ahli dan teknisi meintenance yang berketrampilan
dibebastugaskan dari banyak pekerjaan sederhana dan tak butuh ketrampilan yang ada.
o Lebih banyak waktu untuk mencegah kerusakan (pemeliharaan terencana). Karena jumlah kerusakan lebih sedikit dan pekerjaan sederhana telah dihilangkan, maka ada lebih banyak kesempatan untuk melaksanakan hal- hal lain yang melengkapi tugas personel maintenance, seperti mencegah dan memprediksi kerusakan dan kegagalan mesin (preventive dan predictive maintenance)
o Lebih banyak waktu untuk menyelesaikan akar atau penyebab permasalahan dari kerusakan mesin dan peralatan. Dapat dikatakan juga, bahwa menjadi ada lebih banyak kesempatan untuk menganalisa penyebab kerusakan dan berkurangnya performasi, dan memperbaikinya dengan solusi teknik.
o Kesempatan untuk meningkatkan kemampuan dan pengetahuan.
Ketika peran personel maintenance berubah, mereka akan belajar mengenai alat dan teknik maintenance yang lain dan bagaimana mangaplikasinya.
Keuntungan pada bisnis secara keseluruhan:
o Meningkatkan efektivitas mesin dan peralatan yang mana berpengaruh secara langsung terhadap rasio dan daya saing bisnis.
o Meningkatkan kualitas produk, berkurangnya skrap dan re-
work yang mana tidak hanya mengurangi biaya manufaktur, tetapi
juga meningkatkan kepuasan pelanggan.
o Mempengaruhi personel lantai produksi dengan penigkatan motivasi dan moral yang didapat dari perbaikan lingkungan kerja, partisipasi, dan pelatihan yang lebih baik.
o Operasi manufaktur yang lebih terkendali dan terorganisasi dengan baik dengan tekanan yang lebih sedikit dan lebih banyak waktu untuk perkembangan dan perbaikan berkelanjutan.
o Lingkungan kerja yang lebih baik untuk semua orang.
3.3 Efektivitas Peralatan
Untuk mencapai keefektifan perlatan, TPM mengeliminasi faktor-faktor yang mempengaruhi penurunan efektifitas peralatan (six big losses)
1. Equipment Failure 2. Setup and adjustment 3. Idling and minor stoppages
4. Reduced speed 5. Defect process 6. Reduced yield
Faktor pertama dan kedua, equipment failure dan setups and adjustment, merupakan komponen dalam pengukuran equipment availability. Setup and adjustment merupakan faktor yang tidak dapat dihindari dalam perusahaan dimana peralatan atau mesinnya perlu di setup, sehingga menyebabkan waktu produksi berkurang karena kegiatan setup and adjustment (pengaturan). Selama masa ini, peralatan atau mesin tidak rusak tetapi juga tidak menghasilkan produk.
Faktor ini meliputi perubahan (changeovers), pemograman, dan test run’s.
Sedangkan equipment failure (kegagalan peralatan) menimbulkan adanya
waktu downtime tidak terencana (unplanned downtime), dimana menyebabkan
waktu produksi berkurang karena adanya kerusakan (brekdown) pada mesin atau
peralatan. Walaupun yang terjadi merupakan kerusakan minor, tetapi tetap
dapat mempengaruhi jalannya produksi jika kegagalan peralatan tersebut terjadi selama waktu produksi normal sedang berjalan.
Kedua faktor selanjutnya disebut juga sebagai hidden losses. Faktor ini jarang diukur atau dicatat sebagai downtime. Personel maintenance tidak diberitahukan, dan peralatan tidak rusak. Idling and minor stoppages termasuk dalam kategori ini. Peralatan biasanya berjalan, tetapi produk tidak diproses, dikarenakan adanya hal-hal seperti kemacetan dan pemberentian sementara lainya, tidak ada parts, tidak ada operator, atau adanya pemblokiran. Faktor ini menyebabkan jumlah produksi menjadi kurang.
Reduced speed biasanya berasal dari pemeliharaan yang buruk, kerusakan, atau peralatan yang kotor. Peralatan yang kurang baik atau kelemahan perancangan peralatan juga dapat memberikan kontribusi pada faktor ini.
Reduced speed menyebabkan jumlah produksi berkurang karena adanya perbedaan antara kapasitas / kecepatan desain dan aktual. Faktor ini meliputi kelelahan peralatan, berkurangnya keakuratan dan pilihan operator.
Faktor yang terakhir adalah proces defect (kecacatan proses) dan reduced yield. Kecacatan pada produk yang dihasilkan yang disebabkan oleh peralatan atau mesin tidak dapat ditoleransi. Process defect ini menyebabkan hasil produksi berkurang karena adanya reject dan rework. Sedangkan Reduced yield menyebabkan hasil produksi berkurang disebabkan oleh proses trial run (pada saat keadaan mesin mulai hingga stabil untuk beroperasi).
Melalui Total Productive Maintenance (TPM), pabrik mempunyai kemampuan untuk menemukan dan mengukur faktor-faktor tersebut diatas.
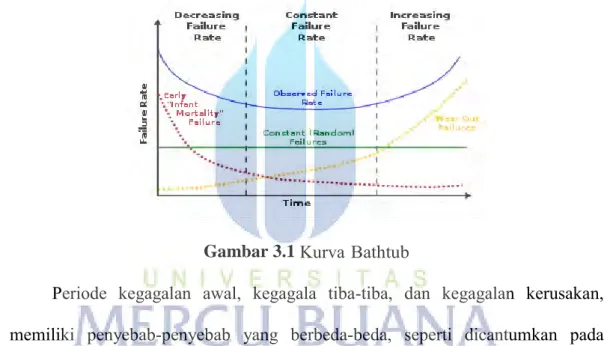
Berdasarkan prinsip dari reability engineering, penyebab dari kegagalan
peralatan berubah-ubah seiring dengan waktu. Pada gambar 1.4, brekdown (kerusakan) atau failure rate (tingkatan kegagalan), ditunjukan pada sumbu vertikal. Kurva tingkatan kegagalan juga disebut sebagai “kurva bathtub”
(dikarenakan bentuknya). Ketika peralatan masih baru, ada tingkat kegagalan yang tinggi (periode kegagalan awal). Kemudia tingkat kegagalan menjadi stabil pada level tertentu selama periode waktu yang panjang (periode kegagalan tiba-tiba). dan akhirnya, pada saat peralatan mencapai akhir dari masa hidupnya, tingkat kerusakan akan meningkat lagi (periode kegagalan kerusakan).
Gambar 3.1 Kurva Bathtub
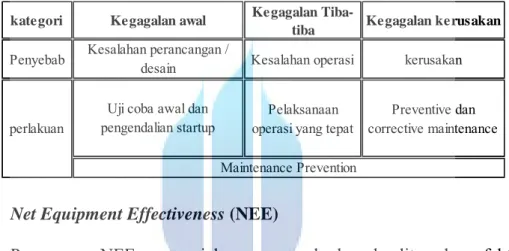
Periode kegagalan awal, kegagala tiba-tiba, dan kegagalan kerusakan, memiliki penyebab-penyebab yang berbeda-beda, seperti dicantumkan pada gambar 3.1 Oleh karena itu, untuk mencapai hasil yang baik, maka tiap-tiap jenis kerusakan harus diberi perlakuan yang berbeda - beda. Penyebab dari kegagalan awal adalah kesalahan perancangan atau design. Untuk mengatasinya, departemen perancangan harus mengadakan test runs pada tahap awal. Lebih jauh lagi, corrective maintenance harus terus dilaksanakan untuk menemukan dan mengatasi kelemahan dalam perancangan.
Kegagalan tiba-tiba utamanya disebabkan oleh kesalahan operasi oleh
operator, sehingga perlakuan yang paling efektive adalah dengan memastikan bahwa operator menggunakan peralatannya secara tepat. Kegagalan kerusakan tergantung pada umur peralatan yang terbatas.Umur peralatan ini dapat diperpanjang dengan preventive maintenance dan corrective maintenance. Hal ini dapat mengurangi tingkat kegagalan kerusakan. Sedangkan maintenance prevention merupakan perlakuan yang efektif untuk ketiga jenis kerusakan diatas.
Tabel 3.1 Maintenance Prevention
3.3.1 Net Equipment Effectiveness (NEE)
Perumusan NEE secara jelas menggambarkan kualitas dan efektivitas sebenarnya dari mesin atau peralatan ketika mesin atau peralatan tersebut benar- benar beroperasi (kondisi nyata peralatan). NEE ini tidak mencakup down time terencana (planned down time), dan juga tidak termasuk setup’s dan adjustment. Oleh karena itu, NEE mengukur efektivitas bersih dari peralatan dengan mengalikan uptime, prformance efficiency, dan rate of quality product.
Pengukuran efektivitas ini mengkombinasikan faktor waktu, kecepatan, dan kualitas operasi dari peralatan dan mengukur bagaimana faktor-faktor ini dapat meningkatkan nilai tambah.
Net Equipment Effectiveness (NEE) dapat dirumuskan sebagai berikut
11:
11Zandin, Kjell B. (2001). Maynard’s Industrial Engineering Handbook. Fifth edition. McGraw-Hill, inc.
New York. Hal 16.72.
kategori Kegagalan Tiba-
tiba Kegagalan kerusakan
Penyebab Kesalahan operasi kerusakan
Pelaksanaan
operasi yang tepat Preventive dan corrective maintenance Maintenance Prevention
perlakuan
Kegagalan awal Kesalahan perancangan /
desain Uji coba awal dan pengendalian startup
Dimana :
( )
( )
( )
( )
Dimana pengertian dari :
Operating time
waktu dimana seharusnya peralatan beroperasi untuk menghasilkan produk.
Downtime
waktu dimana peralatan tidak beroperasi menghasilkan produk karena kegiatan yang tidak direncanakan (seperti kerusakan pada mesin atau peralatan)
Ideal Cycle Time
waktu yang dibutuhkan mesin atau peralatan untuk menghasilkan satu produk secara teoritis.
Total Product
jumlah produk yang di proses oleh mesin atau peralatan baik good product
maupun rejects ( no good product)
Net Operating Time
waktu bersih mesin atau peralatan untuk menghasilkan produk
Rejects (No good product)
hasil produk yang tidak sesuai kriteria / spesifikasi dari produk.
Good product
hasil produk yang sesuai kriteria / spesifikasi dari produk 3.3.2 Overall Equipment Effectivenees (OEE)
Dalam menghitung efektivitas peralatan, TPM menggabungkan keenam faktor yang mengakibatkan penurunan efektivitas peralatan, keenam faktor tersebut dalam TPM diformulasikan dalam OEE.
OEE mengukur efektivitas keseluruhan dari peralatan dengan mengalikan availability, performance efficiency, dan rate of quality produk. Pengukuran efektivitas ini mengkombinasikan faktor wktu, kecepatan, dan kualitas operasi dari peralatan dan mengukur bagaimana faktor-faktor ini dapat meningkatkan nilai tambah.
Karena OEE menunjukan efektivitas keseluruhan dari peralatan, maka akurasi data sangat diperlukan. Semakin akurat data yang didapat, maka OEE yang diperoleh akan semakin akurat menggambarkan efektivitas dari peralatan tersebut. Overall Equipment Effectiveness (OEE)
12dapat dirumuskan sebagai berikut :
Dimana :
12Zandin, Kjell B. (2001). Maynard’s Industrial Engineering Handbook. Fifth edition. McGraw-Hill, inc.
New York. Hal. 16.72
( )
( )
( )
( )
Dimana pengertian dari :
Running Time
waktu kerja yang tersedia.
Setup time
waktu dimana mesin atau peralatan tidak beroperasi karena kegiatan setups dan adjustment.
Ideal Cycle Time
Waktu yang dibutuhkan mesin atau peralatan untuk menghasilkan satu produk secara teoritis.
Total Product
jumlah produk yang diproses oleh mesin atau peralatan baik good product maupun rejects (no good product)
Net Operating Time
waktu bersih mesin atau peralatan untuk menghasilkan produk.
Rejects (No good product)
hasil produk yang tidak sesuai spesifikasi produk.
Good product
hasil produk yang sesuai kriteria / spesifikasi dari produk.
OEE yang ideal adalah
13lebih besar dari 85 %. Hal ini dapat dicapai dengan kondisi sebagai berikut:
Availability = 90 %
Performance Efficiency = 95 %
Rate of Quality Product = 99 %
3.3.3 Total Effective Equipment Productivity (TEEP)
Produktivitas peralatan diukur melalui total Effective Equipment Productivity (TEEP). Total Effective Equipment Productivity (TEEP) merupakan nilai presentase yang menggambarkan porsi dari produksi good product (produk baik) dibandingkan dengan total waktu yang tersedia.
Formula ini meliputi utilisasi peralatan (EU) dan OEE. Penggunaan formula TEEP ini menghasilkan pengukuran terhadap produktivitas efektif.
Dengan mengetahui down time peralatan, utilisasi peralatan, dan nilai OEE, maka TEEP dapat dihitung. Total Effective Equipment Productivity (TEEP) dapat dirumuskan sebagai berikut
14:
( ) Dimana :
( ) ( )
( ) ( )
13Nakajima, Seiichi. (1998). Introduction to TPM. Productivity Press. Cambridge.Hal 28
14Zandin, Kjell B. (2001). Maynard’s Industrial Engineering Handbook. Fifth edition. McGraw-Hill, inc.
New York. Hal 16.72.