iv DAFTAR ISI
LEMBAR PENGESAHAN
ABTRAKSI ... i
KATA PENGANTAR ... ii
DAFTAR ISI ... iv
DAFTAR TABEL ... vii
DAFTAR GAMBAR ... viii
BAB I PENDAHULUAN ... 1
1.1 Latar Belakang Masalah ... 1
1.2 Pembatasan Masalah... 3
1.3 Tujuan Perancangan ... 4
1.4 Manfaat Perancangan ... 4
1.5 Metodelogi Perancangan ... 5
1.6 Sistematika Penulisan ... 5
BAB II LANDASAN TEORI ... 7
2.1 Sistem Kontrol Proses ... 7
2.2 Tujuan Pengontrolan ... 9
2.3 PLC ... 10
2.3.1 Sejarah PLC ... 10
2.3.2 Pengertian ... 12
v
2.3.4 Kemampuan PLC ... 14
2.3.5 Struktur unit PLC ... 16
2.3.6 Data Process Center ... 18
2.3.7 Power Supplay ... 21
2.3.8 I/O Modul ... 21
2.3.9 Programing Panel / Peralatan Pemrograman ... 22
2.4 Dasar Pemrograman PLC ... 23
2.4.1 Ladder Language/ Diagram Ladder ... 24
2.4.2 Instruction List Language ... 26
2.4.3 Pengelamatan Input/Output ... 26
2.4.4 Instruksi-instruksi dasar PLC ... 28
BAB III PERANCANGAN SOFTWARE ... 37
3.1. Tujuan Perancangan ... 37
3.2. Diagram Alir Pengerjaan ... 38
3.3. Diskripsi Kerja ... 39
3.4. Perancangan Software ... 41
3.4.1 Flowchart Deskripsi Kerja ... 42
3.4.2 Pembuatan Ladder diagram dan Instruction List language ... 49
3.4.3 Pembuatan Pemograman ... 51
vi
BAB IV PENGUJIAN DAN ANALISIS ... 67
4.1 Pengujian ... 67
4.2 Analisis ... 71
BAB V KESIMPULAN DAN SARAN ... 72
5.1. Kesimpulan ... 72
5.2. Saran ... 73
1 BAB I PENDAHULUAN
1.1. Latar Belakang Masalah
Dengan semakin pesatnya perkembangan teknologi pada saat sekarang ini. Berbagai macam teknologi banyak bemunculan mulai dari teknologi yang baru ditemukan, sampai teknologi yang merupakan perkembangan dari teknologi-teknologi sebelumnya. Khususnya pada bidang kontrol, teknologi-teknologi-teknologi-teknologi yang diterapkan berkembang dengan pesat pula dimana pada saat ini proses didalam sistem kontrol tidak hanya berupa suatu rangkaian kontrol dengan menggunakan peralatan kontrol yang dirangkai secara listrik. Tetapi sudah menggunakan peralatan kontrol dengan sistem pemograman yang dapat diperbaharui atau lebih populer disebut dengan nama PLC ( Programmable Logic Controller) selain itu juga pada saat ini di industri-industri sistem pengontrolan tidak hanya menggunakan PLC saja tetapi sudah dipadukan dalam penerapannya dengan HMI ( Human Machine Inteface) sehingga dalam pengontrolannya sudah dapat
dilakukan dari depan monitor komputer saja dengan tampilan simulasi yang menarik.
2
1. Jika sebuah aplikasi kontrol yang kompleks dan menggunakan banyak relay, maka akan lebih murah apabila kita menggunakan/memasang satu buah PLC sebagai alat kontrol.
2. PLC dapat dengan mudah di ubah-ubah dari satu aplikasi ke aplikasi lain dengan cara memprogram ulang sesuai yang kita inginkan.
3. PLC didesain untuk bekerja dengan keandalan yang tinggi dan jangka waktu pemakaian yang lama pada lingkungan industri.
4. PLC dapat melakukan diagnosa dan menunjukkan kesalahan apabila terjadi gangguan sehingga ini sangat membantu dalam melakukan pelacakan gangguan.
5. PLC juga dapat berkomunikasi dengan PLC lain termasuk juga dengan komputer. Sehingga kontrol dapat ditampilkan di layer komputer, didokumentasikan, serta gambar kontrol dapat dicetak dengan menggunakan printer
6. Mudah dalam melakukan pelacakan gangguan kontrol.
3
kontrol menggunakan PLC. Salah satu solusi untuk mengatasi kondisi itu maka perlu dibuatnya suatu modul simulator untuk mendukung pembelajaran mahasiswa di Laboratorium.
Trainer PLC ini merupakan suatu modul simulator yang mensimulasikan sistem kerja dari kerja proses suatu sistem, dengan adanya trainer PLC terpadu tersebut maka akan memudahkan dalam pemahaman dan pengembangan sistem baik dari konsep pemrograman PLC maupun perancanganya.
Diambil dari masalah-masalah dan keadaan dunia industri maupun dilingkungan pendidikan sekarang maka penulis akan mengembangkan dan mengimplementasikan salah satu dari ribuan aplikasi PLC dalam sistem kontrol/pengendalian kedalam Tugas Akhir dengan judul “ Pemrograman PLC Pada Trainer Simulasi Proses Kontrol ”.
1.2. Pembatasan Masalah.
Untuk membatasi ruang lingkup tugas akhir supaya lebih terarah dan penyesuaian dengan kemampuan serta dana yang ada maka masalah dibatasi pada: Untuk membatasi ruang lingkup tugas akhir supaya lebih terarah dan penyesuaian dengan kemampuan serta dana yang ada maka masalah dibatasi pada:
a. Kontrol keadaan sistem yang digunakan pada simulator proses kontrol adalah PLC Twido tipe TWDLMDA20DTK.
4
c. Komputer yang digunakan adalah Personal Computer dengan spesifikasi untuk Multimedia dan Office.
1.3. Tujuan Perancangan
Tujuan perancangan yang ingin dicapai adalah :
1. Membuat suatu Trainer yang dapat melakukan beberapa fungsi sistem kontrol berupa simulasi, seperti simulasi aplikasi lampu,traffic light,kontrol air(water level ),dan pneumatic valve.
2. Menjadikan sebuah trainer simulator yang terpadu.
3. Dapat menggambarkan secara sederhana dalam pembelajaran penggunaan PLC atau sistem kontrol di industri.
1.4. Manfaat Perancangan.
1. Dapat digunakan sebagai Trainer untuk Praktik bagi Mahasiswa/i program Elektronika Industri di Jurusan Pendidikan Teknik Elektro, UPI.
2. Sebagai bahan acuan bagi mahasiswa dan umum untuk mengadakan pengembangan dan penelitian sesuai dengan disiplin ilmu yang teraplikasi pada alat.
3. Menambah wawasan dan pengalaman bagi Penulis/Perancang.
5 1.5. Metodologi Perancangan.
Metodologi penelitian yang dipakai dalam penulisan hasil penelitian Tugas Akhir antara lain menggunakan :
Studi literatur, yaitu cara menelaah, menggali, serta mengkaji
teorema-teorema yang mendukung dalam pemecahan masalah yang diteliti. Observasi, yaitu dengan cara terjun ke lapangan dalam rangka mencari
data dan informasi yang mendukung, yang sekiranya tidak diperoleh melalui kepustakaan dan laboratorium.
Analisis perhitungan, yaitu dengan mengadakan analisis perhitungan
konstruksi komponen-komponen yang dirancang .
Experiment, yaitu dengan cara melakukan uji coba untuk mendapatkan
data-data hasil percobaan program yang dibuat terhadap plant – plant simulasi proses kontrol sehingga membantu dalam penyelesaian masalah yang ada.
Diskusi, yaitu melakukan konsultasi dan bimbingan dengan dosen dan
pihak-pihak lain yang dapat membantu terlaksananya perancangan ini.
1.6. Sistematika Penulisan
Sistematika penulisan perancangan pada tugas akhir ini terdiri dari empat bab, dimana masing-masing bab menguraikan hal-hal mengenai perancangan yang telah penulis uraikan sebelumnya.
6
Bab II Tinjauan Pustaka. Pada bab ini dikemukakan tentang tinjauan umum tentang PLC ( PROGRAMMABLE LOGIC CONTROLLER ), teori-teori yang mendukung penulis dalam melakukan perancangan dan pembuatan TRAINER SIMULASI PROSES KONTROL.
Bab III Perancangan dan Pembuatan Software. Bab ini mengemukakan langkah-langkah yang dilakukan dalam hal yang berhubungan dengan proses perancangan dan pembuatan. Dari deskripsi kerja, flowchart, hingga pembuatan ladder diagram dan instruction list language.
Bab IV Pengujian dan Analisis. Bab ini mengemukan tentang langkah-langkah pengujian program – program simulasi proses kontrol lampu, traffic light, kontrol level air( water level), dan kontrol pneumatic valve dan analisis software yang telah dibuat.
37 BAB III
PERANCANGAN SOFTWARE
Dalam pengerjaan atau pembuatan suatu alat tahapan awal yang harus dilakukan adalah proses perencanaan perancangan yang meliputi perencanaan perangkat keras (hardware) dan perencanaan perangkat lunak (software). Namun disini penulis hanya akan menjelaskan tentang perancangan software.
3.1 Tujuan Perencanaan
Tujuan perencanaan adalah menyiapkan segala sesuatu yang diperlukan dalam merealisasikan ide-ide yang telah ada untuk dicapai, berdasarkan teori dan ilmu-ilmu yang telah didapat oleh penulis dengan memperhatikan semua aspek yang ada, berkaitan dengan pembuatan alat tersebut.
Adapun tujuan dari perencanaan adalah :
1. Menentukan deskripsi kerja alat dari alat yang akan direncanakan.
2. Sebagai panduan dalam merealisasikan perangkat baik perangkat lunak (softwear) maupun perangkat keras ( hardware).
3. Meminimalisasi kesalahan yang akan dibuat dalam merealisasikan perangkat 4. Menentukan perangkat yang akan dibuat atau dihasilkan sesuai dengan
keinginan.
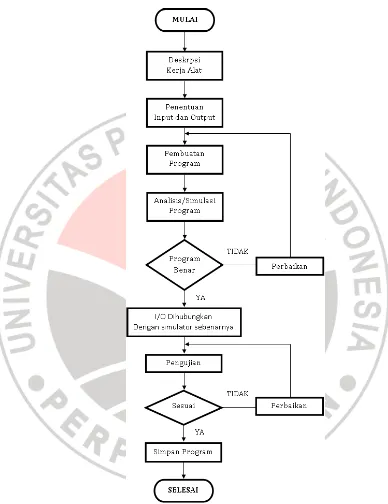
38 3.2 Diagram Alir Pengerjaan
Dalam perencanaan dan pembuatan simulator kontrol proses dengan PLC terdapat beberapa tahapan yang harus dilaksanakan seperti blok diagram dibawah ini :
39 3.3Diskripsi Kerja
Peralatan yang dibuat dalam tugas akhir ini merupakan peralatan untuk simulasi yang terdiri dari tiga plant simulasi pengontrolan suatu proses yaitu dimana proses yang dikontrol ini meliputi pengontrolan lampu, traffic light, kontrol level air(water level), dan kontrol pneumatic valve.
Langkah pertama yang dilakukan dalam pembuatan tugas akhir ini adalah merancang gambar dari setiap masing – masing plant simulator proses kontrol kemudian menentukan deskripsi kerjanya dimana diskripsi kerja tersebut menjadi acuan dalam pembuatan software pengontrolan.
Gambar rancangan tiga plant simulator proses kontrol terdapat di lampiran 1 dan deskripsi kerjanya adalah sebagai berikut:
Diskripsi kerja :
1. Plant simulator aplikasi kontrol lampu dan traffic light.
40
PB4 ditekan lampu2 akan manyala dan apabila kedua saklar ditekan bersamaan maka lampu2 akan tetap menyala, lampu2 kan padam apabila kedua buah saklar tekan ( PB3 dan PB4 ) tidak di tekan atau dalam keadaan off sesuai dengan prinsip kerja OR.
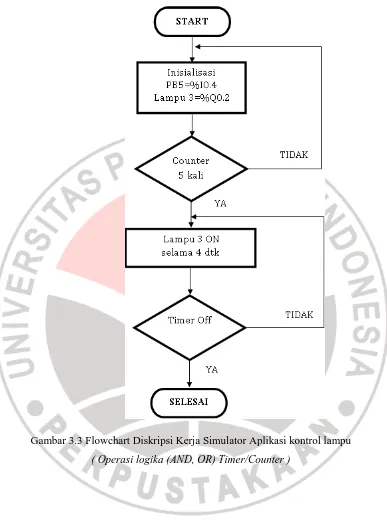
Untuk simulasi timer/counter hampir sama dengan operasi logika contohnya pada simulasi timer/counter yaitu menggunakan 1 buah saklar PB5 satu buah lampu ( lampu3), cara kerjanya apabila PB5(%I0.4) ditekan berkali – kali sesuai jumlah angka yang di set pada counter maka counter akan bekerja menghidupkan lampu3(%Q0.2) yang kemudian juga memberikan input an kepada timer sehingga timer akan berjalan sesuai dengan set waktu yang ditentukan dan apabila telah mencapai waktu yang ditentukan maka secara otomatis timer akan on, lampu3(%Q0.2) off dan mereset counter kembali.
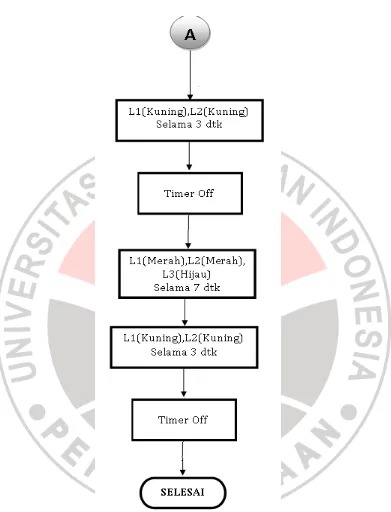
Untuk aplikasi simulasi Traffic Light hampir sama dari aplikasi timer/counter dan operasi logika dasar atau merupakan gabungan dari keduanya. Simulasi Traffic light ini disimulasikan pada pertigaan, kta sebut saja arah dari kanan(L1), kiri(L2) dan bawah(L3), cara kerjanya adalah apabila L1(Hijau) maka L2(Merah) dan L3(Merah) kemudian apabila L1(Merah) maka L2(Hijau) dan L3(Merah) dan apabila L1(Merah) dan L2(Merah) maka L3(Hijau) begitulah seterusnya. Selang dari perpindahan L1 dan L2 merah ke hijau atau sebaliknya menyalalah bersamaan lampu kuning pada keduanya. Output dari PLC dapat langsung disambungkan ke traffic light dengan probe.
2. Plant simulator aplikasi kontrol level air ( Water Level )
41
untuk proses selanjutnya sama dengan yang dijelaskan diatas. Karena proses kontrol yang dilakukan adalah proses kontrol loop tertutup. Adapun untuk menghentikan/mematikan proses kita tinggal menekan tombol off (PB1).
3. Plant simulator aplikasi kontrol pneumatic valve
Pada simulasi ketiga ini yaitu simulator aplikasi kontrol pneumatic valve dimana dalam percobaannya merupakan gabungan dari penggunaan operasi logika, timer dan counter cara kerjanya yaitu ketika tombol start (PB1) ditekan maka Solenoid valve 1 On sehingga Double Acting Cylinder (DAC) mendapatkan dorongan kompressor pada pole 1 sehingga silinder piston bergerak maju menekan limit switch 2 ( Sensor 2 ). Sensor 2 On lampu 2 On dan lampu 1 Off, dengan On nya sensor 2 maka solenoid valve 2 On sehingga Double Acting Cylinder (DAC) mendapatkan dorongan kompressor pada pole 2 sehingga silinder piston bergerak mundur menekan limit switch 1(Sensor 1). kembali. Sensor 1 On lampu 1 On dan lampu 2 off, ini juga mememberikan inputan kepada PLC untuk menghitung berapa kali pergerakan piston. Apabila telah mencapai 5 kali pergerakan maka Double Acting Cylinder akan Off. Tetapi sebelum mencapai 5 kali angka pergerakan maka proses tadi akan tetap berulang. Apabila tombol STOP (PB2) ditekan sebelum program itu berhenti secara otomatis maka program akan mereset atau memberhentikan program yang sedang sedang berjalan.
3.4. Perancangan Software
Dalam Perancangan software/program simulator proses kontrol dengan PLC terdapat beberapa tahapan yang harus dilaksanakan.
42
Gambar 3.2 Flowchart Tahapan Pengerjaan Program
3.4.1. Flowchart Deskripsi Kerja
43
memeriksa program yang telah selesai. Adapun flowchart - flowchart deskripsi kerja simulator proses kontrol adalah sebagai berikut ;
1. Flowchart simulator aplikasi kontrol lampu dan traffic light. LOGIKA AND
44
Gambar 3.3 Flowchart Diskripsi Kerja Simulator Aplikasi kontrol lampu
46
47
2. Plant simulator aplikasi kontrol level air ( Water Level )
Gambar 3.5 Flowchart Diskripsi Kerja Simulator Aplikasi Kontrol Level Air
48
3. Plant simulator aplikasi kontrol pneumatic valve.
49
3.4.2. Pembuatan Ladder diagram dan Instruction List Language
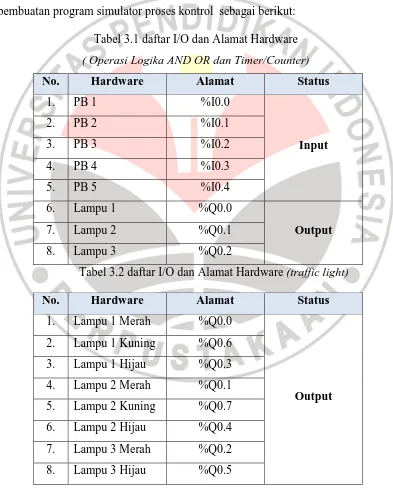
Bahasa pemograman yang digunakan dalam pembuatan program simulator proses kontrol adalah ladder diagram dan Intruction list language. Sebelum kita membuat program terlebih dahulu kita lakukan identifikasi dan pengalamatan input output (I/O) yang diperlukan. I/O yang digunakan dalam pembuatan program simulator proses kontrol sebagai berikut:
Tabel 3.1 daftar I/O dan Alamat Hardware ( Operasi Logika AND OR dan Timer/Counter)
No. Hardware Alamat Status
1. PB 1 %I0.0
Input
2. PB 2 %I0.1
3. PB 3 %I0.2
4. PB 4 %I0.3
5. PB 5 %I0.4
6. Lampu 1 %Q0.0
Output
7. Lampu 2 %Q0.1
8. Lampu 3 %Q0.2
Tabel 3.2 daftar I/O dan Alamat Hardware (traffic light)
No. Hardware Alamat Status
1. Lampu 1 Merah %Q0.0
Output 2. Lampu 1 Kuning %Q0.6
3. Lampu 1 Hijau %Q0.3
4. Lampu 2 Merah %Q0.1
5. Lampu 2 Kuning %Q0.7
6. Lampu 2 Hijau %Q0.4
7. Lampu 3 Merah %Q0.2
50
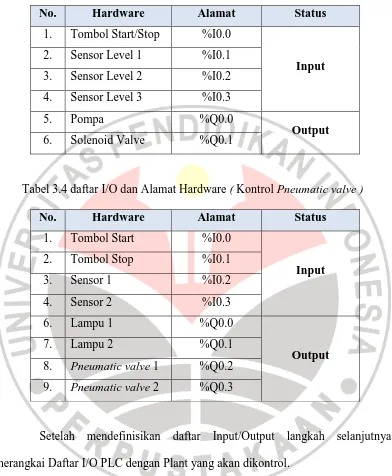
Tabel 3.3 daftar I/O dan Alamat Hardware ( kontrol level air )
No. Hardware Alamat Status
1. Tombol Start/Stop %I0.0
Input 2. Sensor Level 1 %I0.1
3. Sensor Level 2 %I0.2 4. Sensor Level 3 %I0.3
5. Pompa %Q0.0
Output
6. Solenoid Valve %Q0.1
Tabel 3.4 daftar I/O dan Alamat Hardware ( Kontrol Pneumatic valve )
No. Hardware Alamat Status
1. Tombol Start %I0.0
Input
2. Tombol Stop %I0.1
3. Sensor 1 %I0.2
4. Sensor 2 %I0.3
6. Lampu 1 %Q0.0
Output
7. Lampu 2 %Q0.1
8. Pneumatic valve 1 %Q0.2
9. Pneumatic valve 2 %Q0.3
Setelah mendefinisikan daftar Input/Output langkah selanjutnya merangkai Daftar I/O PLC dengan Plant yang akan dikontrol.
51 3.4.3 Pembuatan Program
Ladder Diagram
Dibawah ini Program Simulator Proses Kontrol dalam bentuk ladder diagram
Gambar 3.7 Program Simulator Aplikasi kontrol lampu ( Operasi logika (AND, OR)
54
55
Gambar 3.9 Program Simulator Aplikasi Kontrol Level Air
56
Gambar 3.10 Program Simulator Aplikasi Kontrol Pneumatic valve
Dalam Bentuk Ladder Diagram
Intruction list language
Adapun program simulator proses kontrol dalam bentuk instructions list language adalah sebagai berikut :
• Program simulator proses kontrol lampu ( Operasi logika (AND, OR)
57
• Program simulator proses Traffic Light dalam bentuk instructions list
59
• Program simulator proses Kontrol Level Air (Water Level) dalam bentuk
60
• Program simulator proses kontrol Pneumatic valve dalam bentuk
61 3.4.4. Metoda Pemrograman
Setelah dilakukan pembuatan program dengan ladder diagram dan intruction list language, program tersebut dihubungkan dengan PLC dan di program dengan alat pemograman. Alat pemograman yang digunakan pada proyek akhir ini adalah menggunakan PC (Personal computer). Adapun Software yang digunakan adalah Twidosoft V3.0. Langkah selanjutnya ialah pengoperasian program dimana cara pengoperasian program Twidosoft adalah sebagai berikut : 1. Membuka program Twidosoft dalam PC
[image:34.595.113.513.252.574.2]Caranya setelah komputer dinyalakan klik Start All Program Twidosof maka akan tampil layar sebagai berikut :
62
Lalu pada menu bar klik File New OK (highest possible) sehingga tampil layar sebagai berikut :
Gambar 3.12 Layar Element Pada program Twidosoft
2. Mengubah Setingan Hardware PLC
Sebelum kita membuat program langkah berikutnya kita harus mengubah terlebih dahulu settingan hardware di program twidosoft. Setingan hardwarenya harus disesuaikan dengan karakteristik PLC yang akan kita gunakan. Adapun cara merubah settingannya adalah sebagai berikut :
Pada menu bar klik Hardware Change PLC base lalu pilih setingan hardware sesuai dengan PLC yang kita gunakan misalnya pada proyek ini dipilih
63
Gambar 3.13 Layar setting pemilihan type PLC Pada program Twidosoft
3. Untuk membuat program ladder kita lakukan di layar ladder View (ladder language editor). Caranya pada layar ladder view klik insert
Gambar 3.14 Layar ladder Viewer Pada program Twidosoft
Maka akan tampil layar ladder editor-insert rung sebagai berikut :
64
[image:37.595.112.510.259.698.2]Pada layar ladder editor telah tersedia simbol-simbol perintah pada PLC Scheneider seperti pengalamatan input/output, timer, counter,dan lain-lain. Adapun untuk memulai membuat program dengan mengklik simbol tersebut kemudian tempatkan dibagian yang kosong (dibawah tulisan rung) untuk penentuan/penulisan alamat tekan tombol enter simbol yang akan diberi alamat kemudian tuliskan alamatnya dan tekan kembali tombol enter pada keyboard. Untuk tanda penyelesaian program tekan tombol Accept yang disimbolkan( ). Catatan : Dalam satu rung tidak boleh ada 2 atau lebih group/network
Gambar 3.16 Kesalahan Penulisan 2 Grup Pada 1 Rung
Contoh yang benar :
65
4. Setelah pembuatan program selesai , sebelum program dihubungkan ke PLC, kita analisis dulu program tersebut untuk mengecek apabila ada kesalahan dalam program. Caranya sebagai berikut :
[image:38.595.112.522.245.733.2]Klik menu Program Analize program OK maka akan ada pesan yang muncul pada layar. Jika program berhasil pesan yang muncul adalah
Gambar 3.18 Analize Program
5. Mentansfer program dari PC ke PLC
Setelah dalam analisis program menyatakan tanpa kesalahan maka langkah selanjutnya adalah mentrasfer program ke PLC. Caranya sebagai berikut : Pada menu bar klik PLC Select a conection Com Conection OK Seperti pada layar berikut :
66
72 BAB V
KESIMPULAN DAN SARAN
5.1. Kesimpulan
Berdasarkan hasil pengujian yang dilakukan berkali-kali dan dari data yang
diperoleh maka simulator proses kontrol berbasis PLC dapat disimpulkan :
1. Fungsi rangkaian kontrol secara umum berjalan dengan baik
2. Simulator ini berhasil mengontrol air dengan sensor level 1, 2, 3 yang bekerja
dengan baik.
• Kekurangan
1. Simulator Proses Kontrol tidak bersifat aplikatif, simulator disini hanya
menampilkan contoh beberapa pengontrolan suatu proses, dalam hal ini
adalah pengontrolan lampu ( Operasi Logika AND,OR dan Timer/Counter),
Traffic Light , Level Air (Water Level) dan Pneumatic Valve
2. Tidak adanya sistim pembuangan air dari tangki kedua.
3. Lambatnya sistim pembuangan air dari tangki penampungan ke tangki
penampungan akhir.
4. Pengontrolan Traffic Light mengalami kendala akibat kurang cermatnya
penulis dalam merencanakan hardware, jumlah lampu traffic light lebih satu
sehingga tidak difungsikan karena kurangnya jumlah outputan dari PLC.
5. Tidak adanya peralatan kontrol manual, pengontrolan hanya bersifat otomatis
73
• Kelebihan
1. Bentuk peralatan bersifat praktis, sehingga bisa dibawa kemana-mana
2. Plant aplikasi kontrol dapat dengan mudah diganti- ganti sesuai kebutuhan.
3. Bentuk pengontrolan mudah di ubah ubah dari satu aplikasi ke aplikasi lain
dengan cara memprogram ulang sesuai yang kita inginkan
4. Bentuk trainer yang berjajar sehingga memudahkan untuk pembelajaran.
5. Pengontrolan Traffic Light dilakukan dengan timer sudah baik
5.2. Saran
1. Penulis Mengharapkan agar pembuatan simulasi dari aplikasi kontrol dengan
menggunakan PLC sebaiknya direncanakan dengan sebaik mungkin. Dimana
dalam hal ini dapat menekan biaya pembuatan simulasi.
2. Diharapkan kedepannya untuk traffic light dapat digunakan secara maksimal
dengan memaksimalkan jumlah output yang ada.
3. Untuk Pengembangan lebih lanjut diharapkan dalam pembuatan simulator
agar lebih komplek dan aplikatif
4. Ketelitian dalam pemasangan instalasi kontrol sangat diperlukan agar tidak
mengalami kesulitan terutama dalam pengujian rangkaian kontrol yang ada
74
5. Perhitungan dalam penentuan alat pengaman harus benar-benar
diperhitungkan agar jika dalam instalasi terjadi kesalahan tidak
75
DAFTAR PUSTAKA
M. Budiyanto, A. Wijaya, Pengenalan Dasar-dasar PLC (Programmable Logic Controller), Gava Media Yogyakarta, 2003.
Petruzella, Frank D. (1996). Elektronik Industri. Yogyakarta: Penerbit Andi
Budiharto, W., Firmansyah,S (2005). Elektronika Digital dan Mikroprosessor. Yogyakarta: Penerbit Andi
Setiawan, I. (2006). Programmable Logic Controller(PLC) dan Teknik Perancangan Sistem Kontrol. Yogyakarta: Penerbit Andi
Rusmandi, D. (1986). Mengenal Teknik Digital. Bandung: Sinar Baru
________. (-) Twido Programmable Controller Software Reference Guide. Schneider Electric.
________. (2005) Module Twido Training Basic Programmable Logic Controller PLC TWIDO Schneider Electric. Bandung. PLC Training Center
Universitas Kristen Maranatha