Perencanaan Penjadwalan (Evi Siswanti) Jurnal Teknik Industri ISSN: 1411-6340 25
PERENCANAAN PENJADWALAN DAN PERSEDIAAN
SPAREPART DENGAN METODE RELIABILITY CENTERED
MAINTENANCE (RCM) DI PT.X
Evi Siswanti
Magister Teknik Industri, Fakultas Teknik Industri, Universitas Trisakti E_mail : [email protected]
ABSTRACT
PT.X is a supplier company that manufactures plastic bottles. Currently PT.X has a production capacity of 4.3 million bottles per day. The production capacity can be met if the production machine running well and in a reliable state. PT.X not currently have a machine maintenance activities are laid out well. This often caused many damage occurs unscheduled engine which causes the cost of lost opportunity (opportunity cost) for the manufacture of products and the high costs of component inventory. The method used in solving the problem in this study is the use of Reliability Centered Maintenance analysis in determining the policy of treatment and then seek maintenance intervals based on the minimum cost. The results obtained are contained 8 components that have critical categories with each scheduled maintenance policy is age replacement, with this calculation obtained a saving of approximately 44% on inventory costs and increased reliability component approximately 42% -64%.
Keywords: RCM, Age Replacement, Reliability,
1. PENDAHULUAN
PT.X merupakan sebuah perusahaan supplier yang memproduksi botol plastik. Mesin merupakan bagian vital dalam proses produksi karena hampir 90% proses produksi yang dilakukan di PT.X menggunakan mesin. Kelangsungan produksi sangat bergantung kepada mesin yang beroperasi, sehingga aktivitas pemeliharaan mesin yang baik sangat dibutuhkan.
PT.X saat ini belum memiliki aktivitas pemeliharaan mesin yang tertata dengan baik . Tindakan pemeliharaan seperti perbaikan hanya dilakukan ketika mesin rusak. Hal ini seringkali menyebabkan tidak diketahuinya prioritas pekerjaan sehingga pekerja melakukan pekerjaannya tidak terjadwal dengan baik. Hal ini menyebabkan banyaknya terjadi kerusakan mesin yang tidak terjadwal selain menyebabkan tingginya biaya persediaan dan kehilangan produksi.
Dalam mengatasi hal ini maka pengaturan aktivitas pemeliharaan yang terjadwal dengan baik sangat perlu
dilakukan karena dapat mencegah kegagalan sistem atau mengembalikan fungsi sistem jika kegagalan terjadi, dapat mengurangi downtime mesin dan yang paling utama adalah dapat mengurangi pembelian sparepart dengan melakukan pembelian sesuai dengan kebutuhan. Pengaturan aktivitas pemeliharaan akan dilakukan dengan menggunakan metode
Reliability Centered Machine. Hal ini
disebabkan metode RCM dapat membentuk
Preventive Maintenance dan tugas yang
berhubungan yang dapat mengembalikan kehandalan dan keamanan pada levelnya semula pada saat terjadinya penurunan kondisi peralatan atau sistem dengan biaya minimal.
Dengan didapatnya pengaturan aktivitas perawatan melalui interval perawatan diharapkan dapat meningkatkan keandalan mesin dan menyelesaikan masalah persediaan komponen di PT.X
2. TINJAUAN PUSTAKA
Perencanaan Penjadwalan (Evi Siswanti) Jurnal Teknik Industri ISSN: 1411-6340 26 Perawatan merupakan kegiatan
pendukung yang menjamin kelangsungan mesin dan peralatan sehingga pada saat dibutuhkan dapat dipakai sesuai dengan yang diharapkan, sehingga kegiatan perawatan merupakan seluruh rangkaian aktivitas`yang dilakukan untuk mempertahankan unit-unit pada kondisi operasional dan aman, dan apabila terjadi kerusakan maka dapat dikendalikan pada kondisi operasional yang handal dan aman.[1]
2.2 Reliability Centered Machine
RCM adalah teknik untuk mengembangkan program PM. Hal tersebut didasarkan pada asumsi bahwa keandalan yang melekat pada peralatan adalah fungsi dari desain dan pembangunan kualitas.
Beberapa tujuan penting dari RCM adalah:
a. Membentuk desain yang berhubungan supaya dapat memfasilitasi Preventive
Maintenance ( PM ).
b. Mendapatkan informasi yang dapat berguna meningkatkan desain dari produk atau mesin yang ternyata tidak memuaskan yang berhubungan dengan kehandalan.
c. Membentuk PM dan tugas yang berhubungan yang dapat mengembalikan kehandalan dan keamanan pada levelnya semula pada saat terjadinya penurunan kondisi peralatan atau sistem.
d. Mendapatkan semua tujuan diatas dengan total biaya yang minimal Ada 7 pertanyaan dasar yang harus diajukan agar implementasi dari RCM dapat berlangsung secara efektif , yaitu:
1. Apa fungsi-fungsi dan standar-standar prestasi dan kaitannya dengan asset dalam konteks operasinya saat ini? 2. Dengan jalan apa saja asset ini dapat
gagal untuk memenuhi fungsi-fungsinya?
3. Apa yang menyebabkan masing-masing kegagalan fungsi?
4. Apa yang terjadi apabila setiap kegagalan timbul?
5. Apa saja yang dipengaruhi oleh setiap kegagalan?
6. Apa yang harus dilakukan untuk mencegah setiap kegagalan?
7. Apa yang harus dilakukan apabila suatu cara pencegahan tidak dapat ditemukan?
Marvin Rousand (1998) menjabarkan 12 langkah penerapan RCM:
1. Melakukan studi pendahuluan 2. Melakukan pemilihan dan
pendefinisian sistem
3. Analisis Kegagalan Fungsional 4. Pemilihan Item/ komponen Kritis 5. Pengumpulan data dan analisis 6. FMCEA
7. Pemilihan tugas perawatan 8. Menentukan Interval perawatan 9. Analisis perbandingan Preventive
Maintenance
10. Treatment Item-item non kritis 11. Implementasi
12. Pembaharuan dan pengumpulan data setelah perawatan
2.3 Keandalan ( Reliability )
Keandalan didefinisikan sebagai
probabilitas komponen, peralatan, mesin, atau sistem tetap beroperasi dengan baik sesuai dengan fungsi yang diharapkan dalam interval waktu dan kondisi tertentu [1] Secara umum, realibility akan mempengaruhi availibility atau keberadaan alat untuk berfungsi dengan baik terutama untuk produk/barang yang repairable [3] Berikut merupakan beberapa distribusi umum yang digunakan untuk menghitung tingkat keandalan suatu peralatan:
A. Distribusi Weibull R(t) = e (1) B.Distribusi Normal R(t) = 1- Φ (2) C. Distribusi Lognormal R(t)= 1 − Φ (3) 2.4 Kebijakan Penggantian Komponen (Age Replacement)
Model Age Replacement adalah suatu model penggantian dimana interval waktu penggantian komponen dilakukan dengan memperhatikan umur pemakaian komponen tersebut, sehingga dapat menghindari terjadinya penggantian peralatan yang masih baru dipasang akan diganti dalam waktu yang relatif singkat.[2]
Perencanaan Penjadwalan (Evi Siswanti) Jurnal Teknik Industri ISSN: 1411-6340 27 optimal untuk penggantian pencegahan
dapat digunakan model age replacement dengan memperhitungkan biaya minimum, yaitu dengan memperhitungkan ekpetasi total ongkos penggantian per satuan waktu ( Ctp) dimana ekpetasi total ongkos penggantian per satuan waktu ( Ctp) adalah ekspetasi ongkos perawatan selama satu siklus penggantian pencegahan dibagi dengan ekspetasi panjang siklus penggantian pencegahan.
CTP = ( ) ( ( ) ( ) ) (4) Dimana :
C(tp) = Ekspetasi total biaya peng- gantian komponen per satuan waktu
Cp = Biaya perawatan Cf = Biaya kegagalan
Tp = Waktu penggantian perawatan Tf = Waktu penggantian kerusakan R(tp) = Fungsi keandalan komponen pada waktu tp
M(tp) = Rata-rata waktu terjadinya kerusakan bila penggantian pencegahan dilakukan pada waktu tp
2.5 Biaya Perawatan
Biaya perawatan adalah biaya yang dikeluarkan untuk merawat komponen-komponen mesin agar tetap terjaga kondisinya. (Ansori dan Mustajib, 2013). Biaya biaya tersebut antara lain :
1. Biaya tenaga kerja merupaka biaya yang dikeluarkan untuk merawat komponen-komponen mesin agar mesin tetap terjaga kondisinya.
2. Biaya sparepart merupakan biaya penggantian kerusakan komponen atau pembeliaan komponen baru.
3. Biaya akibat perawatan merupakan pendapatan yang hilang selama mesin atau fasilitas produksi mengalami kegagalan.
Cp = CR + MTTR ( Co + CTK) (5) Dimana :
Cp : Biaya perawatan
CR : Biaya penggantian komponen untuk perawatan
Co : Biaya kerugian perjam karena
perawatan
CTK :Biaya tenaga kerja perawatan Perhitungan untuk biaya perawatan menggunakan rumus yang sama.
2.6 Persediaan Komponen
Salah satu masalah penting dalam suatu perusahaan menufaktur adalah mengenai pengendalian suku cadang, khusunya suku cadang yang sering mengalami kerusakan. Pada umumnya masalah yang dihadapi didalam pengendalian persediaan selalu berkaitan dengan usaha untuk menentukan pemesanan suku cadang yang ekonomis dalam arti pengeluaran ongkosnya minimal tetapi jumlah persediaannya optimal. Persediaan dapat dibedakan pula atas beberapa jenis atau tipe, yaitu: persediaan siklus (cycle stock), persediaan dalam perjalanan (in-transit), persediaan pengaman atau penyangga (safety atau
buffer stock), persediaan spekulatif
(speculative stock), persediaan musiman (seasonal stock), dan dead stock.
3. METODOLOGI PENELITIAN
Perencanaan Penjadwalan (Evi Siswanti) Jurnal Teknik Industri ISSN: 1411-6340 28
4. HASIL DAN PEMBAHASAN
4.1 Pemilihan dan Pendefinisian Sistem Pendefinisan
Dalam menentukan sistem terpilih dalam penelitian ini, ada beberapa kriteria yang dipersyaratkan yaitu :
1. Sisem yang memiliki tindakan corrective
maintenance dan/atau biaya corrective maintenance yang tinggi.
2. Sistem yang memiliki kontribusi yang besar atas terjadinya full atau partial
outage (atau shutdown).
3. Sistem memiliki dampak yang tinggi terhadap keselamatan dan keamanan. Berdasarkan data yang didapat dari bulan Jan-Agt 2015, kriteria diatas dipenuhi oleh unit blowing, bahwa unit blowing memiliki downtime tertinggi dari semua unit yaitu sekitar 96.8%.
4.2. Hirarki Fungsi Sistem Peralatan
Penentuan hirarki fungsional pada
mesin blowing dilakukan dengan
mengelompokan tiap-tiap fungsi sistem dan sub sistem sampai pada level komponen sehingga secara logika terkait kedalam suatu sistem hirarki
4.3 Analisis Kegagalan Fungsi Analisis kegagalan fungsi dimulai dengan mendeskripsikan fungsi dari sistem hingga ke sub system
4.4 Komponen Kritis
Penentuan komponen kritis ini
dilakukan berdasarkan pada data downtime dengan frekuensi terbesar Pemilihan komponen kritis ini menggunakan diagram pareto agar lebih memudahkan dalam menentukan frekuensi yang terbesar diantara komponen yang satu dengan komponen yang lainnya.
Tabel 1. Data Kerusakan Komponen
Gambar 1. Diagram Pareto
Dari data tersebut diketahui bahwa terdapat 8 komponen kritis yaitu diantaranya piston silinder, roda mold, adjusting shaft
core, mouth mold, jarum, per mold, besi
pemotong, dan pisau pemotong, komponen 4.5 Nilai MTTF dan MTTR
Hasil uji distribusi nilai TTF dan pada masing-masing komponen kritis menngunakan software minitab 16
No Nama Sparepart Kerusakan Total Kerusakan % % Akumulasi kerusakan 1 Piston Silinder Blow 412 24,20% 24, 20% 2 Roda Mold 292 17,15% 41, 35% 3 Besi Pemotong 208 12,22% 53, 57% 4 Pisau Pemotong 159 9,34% 62, 91% 5 Jarum Blow 112 6,58% 69, 49% 6 Adjusting Shaft Core 73 4,29% 73, 77% 7 Per Mold 65 3,82% 77, 59% 8 Mouth Mold 57 3,35% 80, 94% 9 Silinder clamping 54 3,17% 84, 11% 10 Selang 8 x 4 47,5 2,79% 86, 90% 11 Snapring S15 41 2,41% 89, 31% 12 Heater U Besar 40 2,35% 91, 66% 13 Dudukan silinder cutting 33 1,94% 93, 60% 14 Silinder Cutting 28 1,64% 95, 24% 15 Selang 6 x 4 28 1,64% 96, 89% 16 Cutting 27 1,59% 98, 47% 17 Per Roda 26 1,53% 100,00%
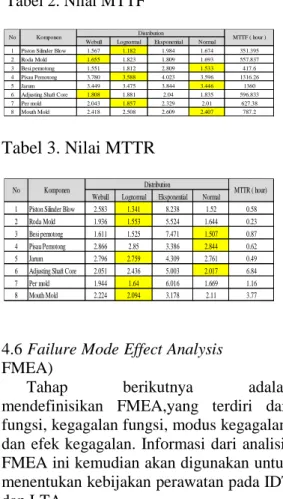
Perencanaan Penjadwalan (Evi Siswanti) Jurnal Teknik Industri ISSN: 1411-6340 29 Tabel 2. Nilai MTTF
Tabel 3. Nilai MTTR
4.6 Failure Mode Effect Analysis ( FMEA)
Tahap berikutnya adalah mendefinisikan FMEA,yang terdiri dari fungsi, kegagalan fungsi, modus kegagalan, dan efek kegagalan. Informasi dari analisis FMEA ini kemudian akan digunakan untuk menentukan kebijakan perawatan pada IDT dan LTA.
4.7 IDT dan LTA
Pada penentuan menggunakan
Intermediate Decision Tree ( IDT )IDT dan
Logic Tree Analysis ( LTA ) didapat
kebijakan perawatan yang dihasilkan kebijakan pada masing-masing komponen kritis adalah penggantian terjadwal
4.8 Interval Waktu Perawatan
Denngan menggunakan model age Replacement dalam menentukan biaya minimum didapat inetrval waktu perwatan untuk masing-masing komponen kritis pada tabel 5.
Tabel 5. Interval Waktu Perawatan
4.9 Persediaan Komponen
Perhitungan persediaan komponen dihitung berdasarkan per siklus perawatan. Table 6 memperlihatkan kebutuhan komponen per siklus perawatan
Tabel 6. Persediaan komponen per siklus
5. KESIMPULAN
Berdasarkan pengolahan data dan analisis yang telah dilakukan maka dapat disimpulkan bahwa aktivitas perawatan yang akan dilakukan adalah dengan menerapkan perawatan penggantian pencegahan dengan interval perawatan 216 jam untuk komponen piston silinder blow, 264 jam untuk komponen roda mold, 264 jam untuk besi pemotong, 288 jam untuk komponen per mold, 456 jam untuk
adjusting shaft core, 720 jam untuk mouth,
744 jam untuk komponen pisau pemotong, dan 1056 jam untuk komponen jarum. Akivitas perawatan penggantian dapat meningkatkan keandalan komponen 42%-64% dan pengehematan biaya persediaan sekitar 44%
DAFTAR PUSTAKA
Ansori, Nachnul. Mustajib, M.Imron.
Sistem Perawatan Terpadu,
CV.Graha Ilmu,Yogyakarta 2013 Jardine, Andrew K.S. Tsang, Albert
H.C. Maintenance, Replacement and Reliabilitty, CRC Press, 2013 Kurniawan, Fajar. Teknik dn Aplikasi
Manajemen Perawatan Industri, CV. Graha Ilmu, Yogyakarta, 2013
Rausand, Marvin. Hoyland, Arnljot. System Realiability Theory, John Wiley & Sons Inc, Canada, 2004
Webull Lognormal Eksponential Normal 1 Piston Silinder Blow 1.567 1.182 1.984 1.674 351.395
2 Roda Mold 1.655 1.823 1.809 1.693 557.837
3 Besi pemotong 1.551 1.812 2.809 1.533 417.6
4 Pisau Pemotong 3.780 3.588 4.023 3.596 1316.26
5 Jarum 3.449 3.475 3.844 3.446 1360
6 Adjusting Shaft Core 1.808 1.881 2.04 1.835 596.833
7 Per mold 2.043 1.857 2.329 2.01 627.38
8 Mouth Mold 2.418 2.508 2.609 2.407 787.2
Distribution Komponen
No MTTF ( hour )
Webull Lognormal Eksponential Normal
1 Piston Silinder Blow 2.583 1.341 8.238 1.52 0.58
2 Roda Mold 1.936 1.553 5.524 1.644 0.23
3 Besi pemotong 1.611 1.525 7.471 1.507 0.87
4 Pisau Pemotong 2.866 2.85 3.386 2.844 0.62
5 Jarum 2.796 2.759 4.309 2.761 0.49
6 Adjusting Shaft Core 2.051 2.436 5.003 2.017 6.84
7 Per mold 1.944 1.64 6.016 1.669 1.16
8 Mouth Mold 2.224 2.094 3.178 2.11 3.77
MTTR ( hour)
Perencanaan Penjadwalan (Evi Siswanti) Jurnal Teknik Industri ISSN: 1411-6340 30 Rausand,Marvind. Realibility Centered
Maintenance, Realibility
Engineering and System Safety, 1998
Tahril Aziz, Mohammad. Suprawardhana, M.Salman, Penerapan RCM Berbasis WEB Pada Sistem pendingin Primer di Reaktor Serbaguna GA Siwabessy, JFN Vol 4 No. 1, Universitas Gajah Mada, Mei 2010.