BAB V
ANALISA DAN PEMECAHAN MASALAH
5.1. Perhitungan Dengan Menggunakan Scoring REBA
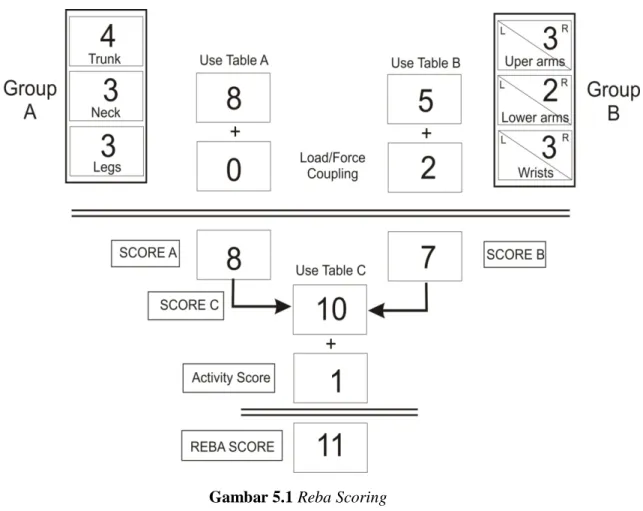
Berdasarkan data REBA hasil pengumpulan data, kemudian di olah dengan menggunakan scoring yang di tuangkan pada gambar berikut ini :
Gambar 5.1 Reba Scoring
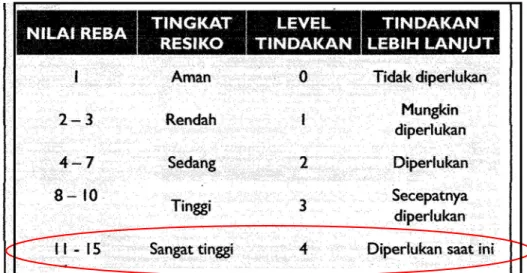
Berdasarkan hasil scoring di atas diperoleh REBA score sebesar 11. Angka tersebut kemudian dimasukan pada table berikut :
Tabel 5.1. Level tindakan REBA (Stanton et,al. 2004)
Setelah angka tersebut dimasukan, tingkat resiko berada pada tingkat sangat tinggi, sehingga di perlukan tindakan perbaikan saat ini juga.
5.2. Faktor Resiko
Terdapat beberapa faktor resiko yang ditemukan terkait dengan pekerjaan proses honing yaitu:
• Postural stress
Faktor resiko ini, terkait dengan posisi badan yang cenderung bungkuk ke depan. Hal ini di sebabkan karena ketinggian rig dan posisi operator yang harus berada disamping mesin tersebut ketika mengoperasikan mesin tersebut. Posisi ini tergolong posisi yang tidak netral.
• Repetitive exertions
Faktor resiko ini terkait dengan pekerjaan yang dilakukan dengan gerakan secara berulang terutama pada bagian pergelangan tangan kanan, lengan bawah, pada bagian lengan bawah kanan,pergelangan tangan kanan, bahu dan seluruh bagian kaki sebelah kanan yang mendorong dan menarik slide way table. Pada jenis pekerjaan ini operator akan secara berulang melakukan gerakan menarik dan mendorong slide way table, sehingga bagian tubuh tersebut akan cepat terasa pegal bila melakukan proses tersebut.
• Sustained (static) exertions
Faktor resiko ini terkait dengan posisi tangan kiri yang memegang rig untuk membantu menyeimbangkan pergerakan maju-mundur. Posisi tangan kiri cenderung statis, namun tetap mengeluarkan tenaga untuk membantu menggerakan slide way table dalam waktu yang lama.
• Localized mechanical (contact) stresses
Posisi ini terkait dengan salah salah satu organ tubuh yang mengalami kontak tekan setempat dalam waktu yang cukup lama, sehingga menyebabkan salah satu permukaan organ tubuh berevolusi menebal (kapalan). Pada proses honing ini terjadi pada telapak tangan kanan dan telapak tangan kiri. .
• Vibration
Faktor resiko ini terkait dengan proses pengerjaan benda kerja yang dikerjakan pada mesin yang memiliki getaran. Pada proses honing operator melakukan pekerjaannya dengan cara berinteraksi secara langsung dengan mesin honing terutama bagian remote feeed yang berputar dan menimbulkan getaran. Sehingga getaran ini juga yang mengakibatkan pergelangan tangan
kanan operator menjadi cepat lelah dibandingkan dengan bagian tubuh yang lain.
5.3. Rekomendasi Perbaikan
Berdasarkan hasil analisa di atas, penulis mengemukakan beberapa rekomendasi perbaikan, yaitu :
1. Perubahan tinggi kaki-kaki pada Honing Rig dengan data antropometri. Berdasarkan hasil scoring dengan metode REBA, diperoleh kondisi actual honing RIG tidak sesuai dengan tinggi Operator. Sehingga sebagian besar bagian tubuh operator menyesuaikan dengan tinggi Honing Rig tersebut, operator harus membungkuk, posisi kaki yang tidak dapat berdiri normal, dan leher yang selalu menunduk kebawah untuk mengontrol benda kerja dan pergerakan slide way table. Pada perbaikan ini, mungkin akan menurunkan tingkat resiko. Tetapi permasalahan utama yang dialami operator tersebut tidak mungkin hilang, yaitu bahwa operator harus tetap menggerakan slide way table tersebut. Sehingga factor resiko repetitive exertions akan tetap ada.
2. Menjadikan slide way table pada mesin honing tersebut menjadi slide way table semi-otomatis yang akan menghilangkan factor resiko repetitive exertions. Pada rancangan ulang ini yang akan dibahas lebih lanjut.
5.3.1. Prinsip Kerja Slide Way Table Semi Otomatis
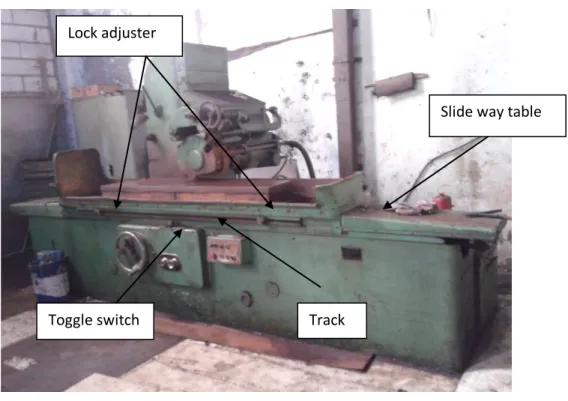
Dalam perancangan slide way table ini, penulis mengambil prinsip kerja dari mesin grinding horizontal. Gambar mesin grinding tersebut adalah sebagai berikut :
Gambar 5.2. Mesin grinding
Prinsip kerja slide way table pada mesin tersebut adalah slide way table
tersebut bergerak kekanan dan kekiri (dalam mesin honing forward-reverse)
dengan dikendalikan oleh sebuah toggle switch. Toggle switch tersebut dapat berpindah posisi karena tersentuh oleh Lock adjuster. Lock adjuster merupakan pengatur pergerakan slide way tersebut dan dapat disesuaikan berdasarkan panjang benda kerja. Sedangkan untuk penggerak slide way table mesin grinding tersebut menggunakan aktuator linear (hydraulik cylinder), yang terletak dibawah
slide way table.
Slide way table
Toggle switch Lock adjuster
Oleh sebab itu prinsip kerja mesin grinding horizontal tersebut menjadi inspirasi utama dalam merancang ulang slide way table pada mesin honing model ANR-275
5.3.2. Rancangan Sistem Hidrolik
Pada Bab Sebelumnya telah dikumpulkan data primer berupa system hidrolik eksisting. Seperti diketahui, dalam system hidrolik membutuhkan katup control untuk mengarahkan dan mengatur aliran fluida dari pompa ke berbagai peralatan beban.
Dalam perancangan system ini, peralatan beban yang dimaksud adalah
actuator rotary (gear pump) dan actuator linear (hidrolik cylinder). Actuator rotary berfungsi untuk menggerakan remote feed hone model ANR-275, dan hidrolik cylinder berfungsi untuk menggerakan slide way table.
5.3.3 Katup Kontrol
Jenis katup control yang akan digunakan pada system ini adalah Katup
Spul (atau geser). Katup tersebut dikonstruksi dengan sebuah spul yang bergerak secara horizontal dalam badan katup. Untuk menggerakan spul tersebut dapat digerakan secara manual atau menggunakan system elektrik.
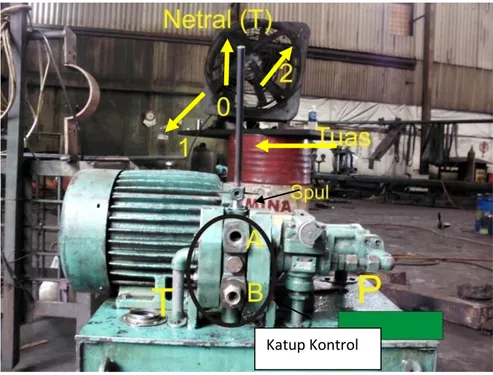
5.3.3.1. Katup Kontrol Manual
Contoh katup control yang digerakan secara manual dituangkan pada gambar berikut ini :
Gambar 5.3. Katup kontrol manual
Keterangan :
Dalam keadaan Netral (Posisi 0), pompa akan mengalirkan fluida dari P langsung ke T (tanpa melalui A atau B). ketika tuas di gerakan manual ke arah nomor 1 fluida bergerak dari P ke A sedangkan arah B ke T, namun ketika tuas digerakan manual kearah nomor 2 fluida bergerak dari P ke B sedangkan arah A ket.
5.3.3.2. Katup Kontrol Elektrik
Contoh katup control yang digerakan dengan bantuan komponen elektrik ( solenoid) di tuangkan pada gambar berikut :
Gambar 5.4. Katup Kontrol Elektrik
Keterangan :
Prinsip kerja aliran fluida katup control elektrik sama dengan prinsip kerja aliran fluida katup control manual, perbedaannya hanya pada penggerak spulnya saja, jika manual menggunakan tenaga manusia, jika elektrik menggunakan komponen elektrik (solenoid). Karena mesin ini akan di rubah menjadi mesin semi otomatis, maka katup control yang digunakan adalah katup control elektrik (solenoid)
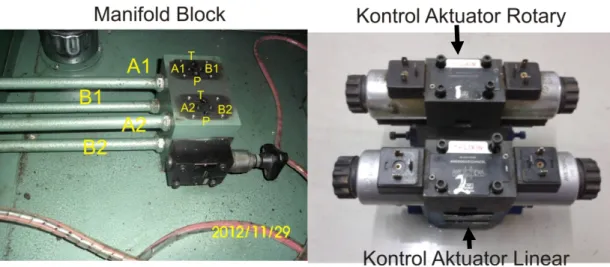
5.3.4. Jumlah Katup Kontrol
Peralatan beban yang akan digunakan pada perancangan system ini adalah Aktuator rotary dan actuator linear. Sehingga jumlah directional solenoid
yang dibutuhkan sebanyak 2 set.
Dalam 2 set katup kontol tersebut sudah termasuk flow control untuk mengatur putaran remote feed, dan relief valve untuk mengatur tekanan yang di butuhkan pada hidrolik silinder.
Gambar katup control yang dibutuhkan dituangkan dalam gambar berikut ini :
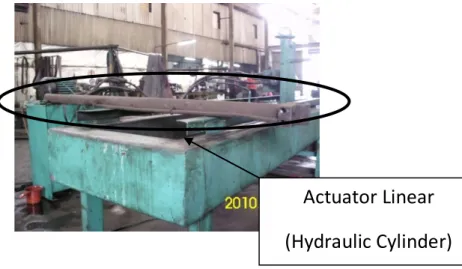
5.3.5. Rancangan Aktuator Linear (Hydraulic Cylinder)
Dalam mendesain hydraulic cylinder ini, penulis penulis menggunakan prototype dari hydraulic alat berat berikut ini :
Gambar 5.6. Actuator Linear
Gambar rancangannya adalah :
Gambar 5.7. Rancangan Hydraulic Cilinder (CAD)
Actuator Linear
(Hydraulic Cylinder)
Detail utama rancangannya adalah :
Panjang langkah : 2000 mm
Dimensi Tabung : Ø 50 x Ø 60 x 2070 mm Dimensi Rod : Ø 32 x 2100 mm
Prinsip Kerja cylinder : Silinder Kerja Ganda ( double acting ) 5.3.6. Penempatan Komponen Hidrolik
Perancangan ini akan merubah prinsip kerja slide way table pada mesin honing tersebut, dari penggerak manual menjadi penggerak semi-otomatis. Sehingga ada beberapa komponen eksisting yang harus dipindah atau dirubah dari posisinya semula.
5.3.6.1. Penempatan Hydraulic Power Unit (HPU)
Dalam ilmu ergonomic dijelaskan bahwa ergonomic memberikan peranan penting dalam meningkatkan factor keselamatan dan kesehatan kerja. Berdasarkan gambar 4.1 dan 4.2 dapat dilihat penempatan hydraulic power unit berada di samping Rig mesin tersebut. Posisi kerja operator juga sangat dekat dengan hydraulic power unit tersebut, keadaan ini dapat beresiko bahaya lebih besar kepada operator. Dalam perancangan ini, posisi terbaik penempatan HPU ditempatkan dibelakang mesin tersebut. (Gambar 5.5)
5.3.6.2. Penempatan Katup Kontrol
Pada umumnya, posisi katup control terletak di atas reservoir dari system hydraulic seperti trlihat pada Gambar 5.1. Katup control yang akan ditambahkan sangat tidak memungkinkan jika harus ditempatkan di atas reservoir tersebut. Jika dipaksakan maka konsekuensinya akan merubah ukuran reservoir (buat baru).
Biaya dalam perancangan ulang ini seminim mungkin tetapi tidak mengurangi dari prinsip ergonomic. Sehingga untuk posisi katup control masih dapat ditempatkan pada tempat lain. Posisi katup control terletak pada bagian belakang rig, dan di dekatkan sedekat mungkin dengan HPU dan hidrolik silinder. Tujuannya adalah meminimalkan penggunaan hose dan memudahkan pada saat perawatan. (Gambar 5.7a).
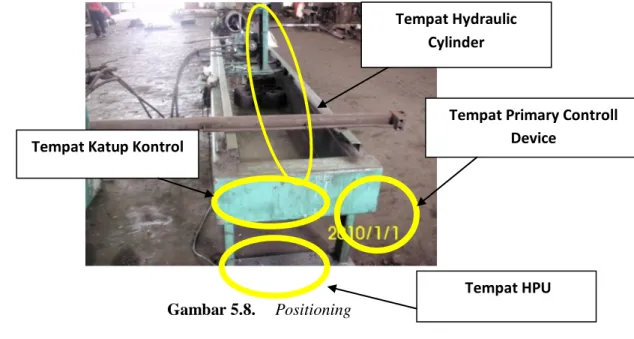
5.3.6.3. Penempatan Actuator Linear (hydraulic cylinder)
Posisi terbaik untuk hydraulic cylinder terletak pada rig mesin honing dan berdekatan dengan HPU. (Gambar 5.5)
Gambar 5.8. Positioning
Tempat HPU Tempat Hydraulic
Cylinder
Tempat Katup Kontrol
Tempat Primary Controll Device
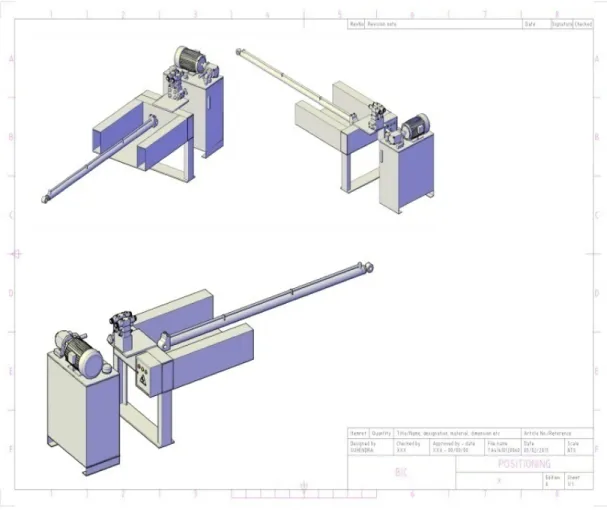
Gambar 5.9. Positioning (CAD) 5.4. Komponen Pengendali
Komponen pengendali yang digunakan pada perancangan ini adalah terdiri dari peralatan pengendali utama (primary control device) dan peralatan pengendali pengarah (pilot control device). Peralatan pengendali utama yang digunakan pada perancangan ini adalah Trafo dan kontaktor, dan peralatan pengendali pengarah yang digunakan adalah relay, pressure switch dan push
button. Komponen pengendali utama tesebut diletakan pada rig mesin honing (Gambar 5.3).
5.4.1 Komponen Pengendali gerakan Maju-mundur
Untuk menggerakan slide way table diperlukan peralatan pengendali pengarah untuk gerakan maju dan gerakan mundur (forward-reverse). Peralatan pengendali tersebut adalah toggle switch. Gambar toggle switch ditunjukan berikut ini :
Gambar 5.10. Toggle switch
Berdasarkan gambar diatas, toggle switch tesebut memiliki 3 buah kutub, yaitu kutub 0, kutub 1, dan kutub 2. Prinsip kerja komponen ini ada 2 posisi, yaitu posisi 0-1 dan posisi 0-2. Pada posisi 0-1 toggle switch memerintahkan relay untuk menggerakan solenoid kearah forward, dan pada posisi 0-2 toggle switch memerintahkan relay untuk menggerakan solenoid kearah reverse.
5.4.2. Posisi Komponen Pengendali gerakan
Posisi Toggle switch harus berada pada slide way table. Berbeda dengan mesin grinding horizontal yang berada pada body (rig) mesin. perbedaan posisi tersebut adalah karena lock adjuster (gambar 5.1) berpasangan dengan track yang terbuat dari metal, sehingga jika di pasang pada slide way table akan menambah beban pada slide way table tersebut. Gambar Penempatan toggle switch dituangkan pada gambar berikut ini :
Gambar 5.11. Toggle switch Positioning
Berdasarkan gambar diatas, toggle switch di pasang pada sebuah seat yang terbuat dari pelat. Seat tersebut dipasang pada slide way table diantara roller.
Track terbuat dari besi siku yang tengah dari satu sisinya dilubangi untuk pergerakan lock adjuster (gambar 5.9). Panjang track disesuaikan dengan panjang langkah dari hydraulic cylinder.
5.5. Perancangan Ulang Slide Way Table
Berikut ini adalah gambar dan bagian-bagian dari slide way table eksisting :
Gambar 5.12. Slide Way Table Component
Berdasarkan gambar eksisting di atas, slide way table tersebut akan di rubah menjadi slide way table otomatis. Ada beberapa komponen yang akan di hilangkan dan dan di ganti dengan komponen yang lain.
Komponen yang ditiadakan adalah semua Grip (vertical, horizontal dan 2nd grip), Komponen tersebut akan diganti dengan panel kontrol. Panel kontrol akan
di posisikan pada vertical base. Karena posisi vertical base menghadap ke 2nd operator, maka pada perancangan ulang ini posisi tersebut akan di putar 180º, sehingga posisi vertical base menghadap ke operator utama.
Dalam ergonomi pencahayaan dipelajari, Berdasarkan pengamatan proses honing Pada gambar 4.19, Terlihat bahwa operator mengalami kesulitan dalam hal melakukan pengecekan visual inside cylinder. Kesulitan tersebut berupa penerangan yang tidak tersedia pada mesin tersebut, sehingga operator memegang alat bantu berupa lampu senter agar dapat melihat dan mengontrol jalannya slide way table tersebut.
Pada perancangan ini, penulis ingin menambahkan sebuah penerangan berupa lampu fleksibel seperti yang terlihat pada gambar 5.1. penambahan komponen ini deharapkan operator tidak mengalami kesulitan dalam hal melakukan kontrol proses tersebut, sesuai dengan prinsip ergonomi.
Perubahan bentuk slide way table dan penambahan komponen dituangkan pada gambar berikut ini :
Gambar 5.13. Rancangan Slide Way Table
5.5.1. Perhitungan Beban Kerja Maksimum Hydraulic Cylinder
Berdasarkan hasil pengukuran pada BAB IV, kapasitas output pompa mencapai angka 150kg/cm2. Dan berdasarkan rancangan hydraulic cylinder (Gambar 5.4) diameter dalam cylinder sebesar 50 mm. diameter rod sebesar 32 mm. Beban kerja maksimumnya dapat dihitung dengan menggunakan tekanan pada hukum pascal, yaitu :
Dimana : F = Gaya (kg) P = Tekanan Kg/cm2
A = Luas Penampang cylinder ( cm2 ) A = π.r2 π = 3.14
r = ½ D r = Jari-jari cylinder D = Diameter cylinder
5.5.2. Beban Kerja Maju Maksimum
Fforward = P x A A1 = πr12 , r1 = ½.D1 , r1 = 2.5cm A1 = 3.14 x (2.5)2 A1 = 19.625 cm2 Fforward = P x A = 150 kg/cm2 x 19.625 cm2 D1
Fforward = 2943.75 kg , = 2.9 ton
5.5.3 Beban kerja Mundur Maksimum
Freverse = P x A A = (A 1 – A 2 ) , A 1 = 19.625 cm2 A 2 = πr22 , r2 = ½.D2 , r2 = 1.6cm A 2 = 3.14 x (1.6)2 A 2 = 8.0384 cm2 A = (A 1 – A 2 ) , A = (19.625 cm2 - 8.0384 cm2 ) A = 11.59 cm2 Freverse = P x A Freverse = 150 kg/cm2 x 11.59 cm2 Freverse = 1738.5 kg , = 1.7 ton
5.6. Perhitungan Beban Kerja Aktual
Pada bab sebelumnya telah dilakukan pengukuran actual. gaya maksimum yang di butuhkan slide way table untuk bergerak maju hanya sebesar 8.6 kg, dan gaya maksimum yang dibutuhkan slide way table ketika bergerak mundur adalah sebesar 3.2 kg. Hukum pascal dapat di gunakan untuk menghitung tekanan yang di butuhkan hydraulic cylinder untuk menggerakan slide way table tersebut.
5.6.1. Kebutuhan Tekanan Kerja Maju (Forward) Diketahui : A 1 = 19.625 cm2 Fforward = 8.6 kg P = ? Penyelesaian : F = P x A , p = 𝐹𝐹 𝐴𝐴 P = 8.6 𝑘𝑘𝑘𝑘 19.625 𝑐𝑐𝑐𝑐² P = 0.44 kg/cm2
Tekanan actual yang dibutuhkan untuk menggerakan slide way table pada posisi maju sebesar 0.44 kg/cm2
5.6.2. Kebutuhan Tekanan Kerja Mundur (Reverse)
Diketahui : A = (A 1 – A 2 ) = 11.59 cm2 Freverse = 3.2 kg P = ? Penyelesaian : F = P x A , p = 𝐹𝐹 𝐴𝐴 P = 3.2 𝑘𝑘𝑘𝑘 11.59 𝑐𝑐𝑐𝑐² P = 0.3 kg/cm 2
Tekanan actual yang dibutuhkan untuk menggerakan
5.7. Menghitung Kecepatan Slide Way Table
Untuk mengetahui kecepatan maksimum slide way table setelah di pasangkan dengan hydraulic cylinder terlebih dahulu harus dihitung volume cylinder tersebut.
Berdasarkan pengumpulan data, diketahui kecepatan aliran fluida system eksisting sebesar 12 liter per menit. Dan berdsarkan gambar perancangan diketahui diameter dalam silinder sebesar 50 mm, dan panjang langkahnya adalah sebesar 2000 mm.
Untuk menghitung volume tabung dapat menggunakan formula sebagai berikut :
Volume tabung = luas alas x tinggi = luas lingkaran x tinggi = (π x r² ) x t
5.7.1. Menghitung Volume Cylinder dan Kecepatan Kerja Maju (Forward)
Berdasarkan gambar rancangan dan perhitungan di atas Diketahui :
Luas Alas = 19.625 cm2
Tinggi Tabung = 2000 mm, = 200 cm
Volume Tabung = 19.625 cm2 x 200 cm = 3.925 cm3, ( 1 liter = 1000 cm3 ) Volume Tabung = 3.93 liter
Setelah volume tabung diketahui besarnya, langkah selanjutnya adalah menghitung kecepatan slide way table, yaitu :
Kapasitas kecepatan pompa = 12 liter per menit = 0.2 liter/detik Volume cylinder = 3.93 liter
Waktu yang dibutuhkan untuk mengisi cylinder adalah : 3.93 𝑙𝑙𝑙𝑙𝑙𝑙𝑙𝑙𝑙𝑙
0.2 𝑙𝑙𝑙𝑙𝑙𝑙𝑙𝑙𝑙𝑙/𝑑𝑑𝑙𝑙𝑙𝑙𝑙𝑙𝑘𝑘 = 19.65 detik
Langkah Hydraulic cylinder = 2000 mm => 2 meter 2 meter / 19.65 detik, = 0.10 m/s
Kecepatan slide way table maksimum hasil rancangan dengan menggunakan sitem hidrolik sebesar 0.1 m/s
5.7.2. Menghitung Volume dan Kecepatan Cylinder Kerja Mundur (Reverse)
Berdasarkan gambar rancangan dan perhitungan di atas Diketahui :
Tinggi Tabung = 2000 mm, = 200 cm
Volume tabung = Luas alas x Tinggi
Volume Tabung = 11.59 cm2 x 200 cm
= 2318 cm3, ( 1 liter = 1000 cm3 ) Volume Tabung = 2,32 liter
Waktu yang dibutuhkan untuk mengisi cylinder adalah : 2.32 𝑙𝑙𝑙𝑙𝑙𝑙𝑙𝑙𝑙𝑙
0.2 𝑙𝑙𝑙𝑙𝑙𝑙𝑙𝑙𝑙𝑙/𝑑𝑑𝑙𝑙𝑙𝑙𝑙𝑙𝑘𝑘 = 11,6 detik
Langkah Hydraulic cylinder = 2000 mm => 2 meter 2 meter / 11,6 detik, = 0.17 m/s
Kecepatan slide way table mundur maksimum hasil rancangan dengan menggunakan sistem hidrolik sebesar 0.17 meter per detik. ( 0.17 m/s )
5.8. Perancangan Keamanan Proses Forward-Reverse
Setelah melalui perhitungan di atas, diperoleh hasil sebagai berikut : Tabel 5.2. Perbandingan Data Aktual Dengan Data Perancangan
Forward Reverse
V (m/s) F (kg) V (m/s) F (kg)
Data Pengukuran (actual) 0.05 8.6 0.05 3.2
Berdasarkan tabel diatas, terlihat perbedaan yang sangat signifikan mengenai gaya maksimum hasil perancangan. Jika gaya maksimum tersebut digunakan semua untuk menggerakan slide way table, maka akan beresiko lebih besar terutama dapat membuat remote feed menjadi rusak/ patah/bending. oleh sebab itu di perlukan komponen yang dapat mengatur kebutuhan tekanan pada sebuah system tersebut.seperti gambar berikut ini :
Gambar 5.14. Safety Valve
Dari gambar di atas, katup control tersebut diatas termasuk dalam safety valve. Pada katup pengatur tekanan terdapat sebuah Baut pengatur yang dapat di putar menggunakan kunci-L. putaran kekanan (searah jarum jam) untuk menaikan tekanan, dan putaran kekiri (berlawanan arah jarum jam) untuk menurunkan tekanan. Berdasarkan pengukuran dilapangan diketahui tekanan maksimum system sebesar 150 kg/cm2 sehingga katup pengatur tekanan tersebut bekerja di range 0 kg/cm2 – 150 kg/cm2.
Baut pengaturnya dituangkan pada gambar berikut ini :
Katup pengatur tekanan Port A
Katup pengatur tekanan Port B
Flow control port A Flow Control Port B
Gambar 5.15. Pengatur Tekanan Dan Pengatur Kecepatan
Berdasarkan perhitungan diatas diketahui, untuk menggerakan slide way table pada posisi maju dibutuhkan hanya 0.44 kg/cm2, dan untuk pergerakan mundurnya di perlukan hanya 0.3 kg/cm2.
Pada perancangan ini juga menggunakan sistem anti kesalahan (pokayoke) pada proses forward-reverse. Alat yang akan di pasang yaitu electric contact pressure gauge. Alat tersebut di pasang pada port output dari katup kontrol, atau port input dari hidraulic cylinder.
Alat tersebut dapat di atur sesuai kebutuhan tekanan sistim. Misalnya posisinya pada port maju (forward) yang diketahui kebutuhan tekanannya hanya 0.44 kg/cm2 ketika tekanannya di atas angka tersebut, maka alat tersebut memerintahkan solenoid untuk tidak bekerja.
Berikut adalah gambar alat tesebut :
5.9 Perancangan Control Panel
Pada perancangan ulang slide way table ini, semua grip fungsinya di ganti oleh sebuah panel kontrol. Panel kontrol tersebut terdiri dari push button on/off, selector switch (manual/auto), indicator lamp, dan emergency push button.
Gambar perancangan control panel ditunjukan oleh gambar berikut ini :
Gambar 5.17. Control Panel (CAD)
Ketrangan :
1. Tombol selector switch : berfungsi untuk mode pemilihan automatis atau manual. Ketika mode automatis yang dipilih, lampu indicator otomatis menyala, tombol forward dan reverse pada control panel tidak berfungsi yang berfungsi adalah toggle switch yang berada pada horizontal base slide way table. Sebaliknya jika mode pemilihan adalah mode manual, lampu indicator manual akan menyala, tombol yang berfungsi adalah pada control panel, sedangkan toggle switch tidak berfungsi.
2. Tombol MOTOR ON : Berfungsi untuk menjalankan motor pada
Hydraulic Power Unit. Ketika motor dihidupkan, lampu indicator otomatis menyala.
3. Tombol MOTOR OFF : Berfungsi untuk mematikan motor pada Hydraulic Power Unit. Ketika motor dimatikan, lampu indicator otomatis akan mati. 4. Tombol ROTARY ON : Berfungsi untuk memutar remote feed honing
model ANR-275.
5. Tombol ROTARY OFF : Berfungsi untuk menghentikan putaran remote feed honing model ANR-275.
6. Tombol FORWARD : Berfungsi untuk membuat gerakan maju pada slide way table. Tombol ini hanya berfungsi pada mode MANUAL. Slide way table akan berjalan selama tombol ditekan. Dan ketika tombol tesebut dilepaskan, otomatis slide way table akan berhenti.
7. Tombol REVERSE : Berfungsi untuk membuat gerakan mundur pada
slide way table. Tombol ini hanya berfungsi pada mode MANUAL. Slide way table akan berjalan selama tombol ditekan. Dan ketika tombol tesebut dilepaskan, otomatis slide way table akan berhenti.
8. Tombol EMERGENCY : Berfungsi untuk memutus arus Primary Control Device. Tombol ini digunakan hanya pada saat yang dianggap darurat.
5.10. Hasil Perancangan ( CAD )
Setelah melalui perhitungan, positioning, dan perubahan pada sebagian komponen, maka diperoleh gambar perancangan akhir sebagai berikut :
5.11. Bill Off Material (BOM)
Langkah selanjutnya adalah membuat daftar kebutuhan material (Bill Of Material / BOM) dari perancangan tersebut. Dibawah ini disajikan gambar per-komponen yang dibutuhkan dengan bantuan CAD.
Tabel 5.3. Bill of material BILL OF MATERIAL
Perancangan Slide Way Table Mesin Honing Model ANR-275
No. Komponen Jumlah Material Ukuran Sumber
1 Pin clavis atas 1 Buat
2 Hose kits1 1 Beli
3 Hose kits 2 1 Beli
4 Lampu fleksibel 1 Beli
5 Lock adjuster 2 Buat
6 Toggle switch 1 Beli
7 Track 1 Buat
8 Toggle seat 1 Beli
9 Seat clavis atas 1 Buat
10 Control panel 1 Beli
11 Hydraulic cylinder 1 Buat
12 Carbon steel pipe 1 1 Beli
13 Carbon steel pipe 2 1 Beli
14 Carbon steel pipe 3 1 Beli
15 Pin clavis bawah 1 Buat
16 Seat clavis bawah 1 Buat
17 Seat control valve 1 Buat
18 Carbon steel pipe 4 1 Beli
19 Manifold block 1 Buat
20 Contact pressure 1 Beli
21 Carbon steel pipe 5 1 Beli
22 Control valve 1 Beli
23 Carbon steel pipe 6 1 Beli