Pengaruh Feed Rate terhadap Sifat Mekanik
pada Pengelasan Friction Stir Welding Alumunium 6110
Jarot Wijayanto & Agdha AnelisJurusan Teknik Mesin, Institut Sains & Teknologi Akprind Yogyakarta [email protected]
Abstract : Welding is part of which can not be separated from the increasing of industrial development, because welding has main role in the scope of engineering and repairing production. Friction stir welding is a new welding process since it can produce promising low cost and high quality joints. It doesn’t need consumable filler materials and can eliminate some welding defects such as crack and porosity. The process uses a spining, non-consumable tool to generate friction heat in the work piece. The principle of friction stir welding(fsw) is by keeping the tool rotation and moving it along the joint seam, the softened material is literally stirred together forming a weld without melting. The friction stir welding process is also clean and friendly process, because it does not create the health hazards such as welding fumes or radiation. The aim of the study is to analyze the mechanical properties from the welding result which use friction stir welding system with the turning of machine 3600 rpm and the variables of feed rate,there are 40 mm/mnt,64 mm/mnt, 93 mm/mnt, 200 mm/mnt and 320 mm/mnt .
The result of the study shows that; first, the yield strength and the tensile strength is significantly different with the raw material. This is caused by the high temperature effect at the time of welding process and caused by bending between shoulder with bed machine. Second, the weld zone does have hardness value which is significantly difference compared with the raw material. The stir zone have hardness about 37.5 VHN, it is caused by the high temperature effection at the welding process.
Key word : fsw, fate rate, shoulder.
1. Pendahuluan
1.1. Latar Belakang
FSW (friction stir welding) merupakan sebuah metode pengelasan yang telah
diketemukan dan dikembangkan oleh
Wayne Thomas untuk benda kerja
alumunium dan alumunium alloy pada tahun 1991 di TWI (The Welding Institute) Amerika Serikat. Prinsip kerja FSW adalah memanfaatkan gesekan dari benda kerja yang berputar dengan benda kerja lain yang diam sehingga mampu melelehkan benda kerja yang diam tersebut dan
akhirnya tersambung menjadi satu.
Beberapa contoh pengelasan jenis ini adalah pembuatan bodi mobil, sayap ataupun bodi pesawat terbang serta peralatan memasak. Penelitian Friction Stir Welding masih dikembangkan, seperti variasi desain tool, perbaikan teknik pengelasan dan perbaikan material tool
baru untuk dapat memperpanjang umur
pakai tool. Metode ini menghasilkan
daerah TMAZ (thermomechanically
affected zone) yang lebih kecil
dibandingkan dengan pengelasan busur nyala. Pengelasan ini berhasil menekan biaya proses pengelasan menjadi lebih
murah karena pengelasan hanya
membutuhkan input energi yang rendah dan tidak menggunakan filler metal.
Kualitas hasil pengelasan Friction Stir Welding memiliki permukaan yang lebih halus dan rata dari hasil pengelasan tradisional lain, kuat dan tidak ada pori-pori yang timbul. Proses ini ramah terhadap lingkungan karena tidak ada uap atau percikan dan tidak ada silauan busur nyala pada fusion.
Hasil dari pengelasan dengan
menggunakan busur nyala atau gas terutama pengelasan dissimilar metal
terdapat beberapa kerugian seperti retak dan cacat pengelasan, juga hasil penyambungan yang kurang sempurna.
Jurnal Kompetensi Teknik Vol. 2, No.1, Novemberi 2010
20
Friction Stir Welding adalah suatu metode pengelasan baru yang dapat menjadi solusi untuk masalah tersebut, karena hasil pengelasan yang menggunakan metode
Friction Stir Welding memiliki daerah TMAZ (thermomechanically affected zone) yang lebih kecil sehingga cacat serta kerusakan dan kerugian dapat dikurangi.
1.2. Tujuan
Tujuan dari penelitian ini adalah untuk mempelajari sambungan sejenis (similar Metal) alumunium 6110 dengan metode
friction stir welding dan mengetahui sifat-sifat mekanis dengan cara pengujian kekerasan dan uji tarik pada baja alumunium 6110, hasil sebelum dan sesudah pengelasan.
Adapun batasan dalam penelitian yaitu: Pengelasan hanya pada material satu jenis (similar metal) alumunium 6110 yang berupa plat dengan ketebalan 3,8 mm dengan jenis sambungan butt joints. Untuk Kecepatan putaran mesin 3600 rpm dengan variabel feed rate 40 mm/mnt, 64 mm/mnt, 93 mm/mnt, 200 mm/mnt dan 320 mm/mnt. Dimensi pin yaitu: panjang 3 mm, diameter bawah 3 mm dengan tirus 5° dan diameter shoulder 20 mm.
Penelitian yang erat kaitannya dengan
friction stir welding telah banyak dilakukan diantaranya: perubahan sifat mekanik alumunium alloy AW6082-T6 yang telah dilas dengan metode friction stir welding
terjadi ketika ada perubahan parameter, yaitu kecepatan putaran mesin dan travel speed. Hasil kekuatan tarik benda kerja lasan berbanding lurus dengan travel speed dan penurunan kekerasan terjadi disekitar daerah HAZ (J. Adamowski, 2007).
T. Yasui., 2006, meneliti mengenai mampu las kecepatan tinggi dengan metode FSW antara paduan alumunium 6063 dengan baja karbon S400. Dalam penelitiannya diperoleh bahwa pembesaran diameter pada shoulder menghasilkan kekuatan tarik sebesar 160 MPa pada 4000 rpm dan feed rate 1000 mm/mnt. Hasil dari uji kekerasan menunjukan bahwa terjadi penurunan kekerasan didaerah stir zone dan HAZ.
1,3, Landasan Teori 1.3.1. Alumunium
Aluminium merupakan logam ringan yang
mempunyai ketahanan korosi dan
hantaran listrik yang baik. Kebanyakan alumunium digunakan untuk peralatan rumah tangga, tetapi alumunium juga digunakan sebagai material untuk pembuatan pesawat terbang, mobil, kapal laut dan kontruksi. Penambahan unsur Cu, Mg, Si, Mn, Zn, atau SI dalam paduan alumunium ditujukan untuk menambah sifat mekanik atau fisik sehingga didapat sifat-sifat yang lain, seperti koefisien pemuaian rendah, ketahanan aus dan lain sebagainya.
Paduan aluminium diklasifikasikan dalam berbagai standar oleh berbagai negara di dunia. Saat ini klasifikasi yang sangat terkenal adalah standar Aluminium
Association (AA) di Amerika yang
didasarkan atas standar terdahulu dari ALCOA (Aluminium Company of Amerika).
Standar AA dinyatakan dengan
penandaan dengan 4 angka dimana
angka pertama menyatakan sistem
paduan dengan unsur-unsur yang
ditambahkan yaitu:
Alumunium seri 6110 termasuk dalam golongan paduan alumunium seri 6xxxx, yaitu AlMg2Si.Paduan dalam system ini
mempunyai kekuatan kurang sebagai barang tempaan dibandingkan dengan paduan-paduan lainnya, tetapi sangat liat, sangat baik mampu bentuknya untuk penempaan,ekstrusi dll, dan sangat baik untuk mapu bentuk yang tinggi pada temperature biasa (Surdia. T., 1985).
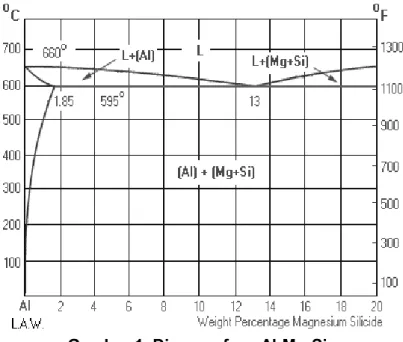
Gambar 1 menunjukkan diagram fasa
Al-Mg-Si dimana kalau sedikit Mg
ditambahkan kepada Al, pengerasan penuaan sangat jarang terjadi. Tetapi apabila secara simultan mengandung Si, maka dapat dikeraskan dengan penuaan panas setelah perlakuan pelarutan (Surdia. T., 1985). Diagram fasa Al-Mg-Si
menunjukan bahwa kelarutan yang
menurun dari Mg2Si terhadap larutan pada
Al dari temperatur tinggi ke temperatur yang lebih rendah.
Gambar 1. Diagram fasa Al-Mg-Si
(http://www.aluminiumlearning.com/html/images/phase/Al_Mg_Si.gif) 1.3.2. Friction Stir Welding (FSW)
FSW (friction stir welding) adalah sebuah
metode pengelasan yang termasuk
pengelasan gesek, yang pada prosesnya tidak memerlukan bahan penambah atau pengisi. Panas yang digunakan untuk mencairkan logam kerja dihasilkan dari gesekan antara benda yang berputar (pin) dengan benda yang diam (benda kerja).
Pin berputar dengan kecepatan konstan disentuhkan ke material kerja yang telah dicekam. Gesekan antara kedua benda tersebut menimbulkan panas sampai ±80 % dari tititk cair material kerja dan selanjutnya pin ditekankan dan ditarik searah daerah yang akan dilas. Putaran dari pin bisa searah jarum jam atau berlawanan dengan arah jarum jam.
Pin yang digunakan pada pengelasan
friction stir welding harus mempunyai titik
cair dan kekerasan yang lebih
dibandingkan denga material kerja, sehingga hasil lasan bisa baik. Pengelasan dengan menggunakan metode FSW bisa digunakan untuk menyambungkan material yang sama (similar metal) ataupun material yang tidak sama (dissimilar metal) seperti baja dengan baja tahan karat, alumunium dengan kuningan dan memungkinkan untuk mengelas kombinasi material lain yang tidak dapat di las dengan menggunakan metode pengelasan yang lain. Parameter
pengelasan yang dilakukan harus
disesuaikan sedemikian rupa, sehingga pengurangan volume dari pin ketika terjadi gesekan dengan material kerja bisa diperkecil. Hal ini bertujuan untuk menjaga masukan panas yang konstan sepanjang pengelasan.
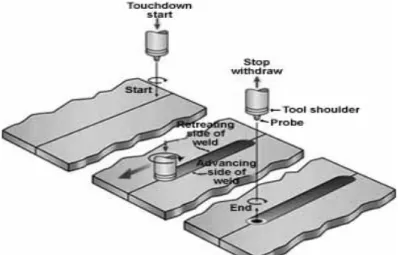
Prinsip Friction Stir Welding yang ditunjukkan pada Gambar 2 dengan gesekan dua benda yang terus-menerus akan menghasilkan panas, ini menjadi suatu prinsip dasar terciptanya suatu proses pengelasan gesek. Pada proses
friction stir welding, sebuah tool yang berputar di tekankan pada material yang akan di satukan. Gesekan tool yang berbentuk silindris (cylindrical-shoulder) yang dilengkapi pin/probe dengan material, mengakibatkan pemanasan setempat yang mampu melunakan bagian tersebut. Tool bergerak pada kecepatan
tetap (parameter1) dan bergerak
melintang (parameter 2) pada jalur pengelasan (joint line) dari material yang akan di satukan. Parameter pengelasan yang dilakukan harus disesuaikan sedemikian rupa, sehingga pengurangan volume dari pin ketika terjadi gesekan dengan material kerja bisa diperkecil. Hal ini bertujuan untuk menjaga masukan
panas yang konstan sepanjang
Jurnal Kompetensi Teknik Vol. 2, No.1, Novemberi 2010
22
Gambar 2. Prinsip friction stir welding
(www.twi.co.uk/content/spjgpmar07.html)
Proses Pengelasan
Tabel 1. Proses Pengelasan
(www.msm.cam.ac.uk/phasetrans/2003/FSW)
No Step Gambar Keterangan
1
1. Benda kerja dicekam dimeja kerja
2. Probe berputar dan digesekan ke benda kerja
2
1. Benda kerja mulai mencair
3
1. Probe ditarik melintang searah daerah yang dilas
4
1. Hasil las
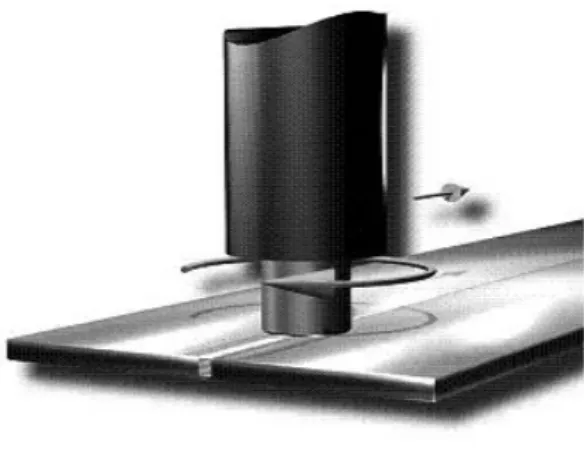
Rotasi Tool dan Kecepatan Melintang Ada dua kecepatan alat yang harus diperhitungkan dalam pengelasan ini yaitu seberapa cepat tool itu berputar dan
seberapa cepat tool itu melintasi jalur pengelasan (joint line). Gerakkan tool
Gambar 3. Gerakan Tool (www.azom.com/detail.asp%3 farticle) Kedua parameter ini harus ditentukan
secara cermat untuk memastikan proses pengelasan yang efisien dan hasil yang memuaskan. Hubungan antara kecepatan pengelasan dan input panas selama proses pengelasan sangat kompleks, tetapi
umumnya dapat dikatakan bahwa
meningkatnya kecepatan rotasi dan
berkurangnya kecepatan melintas akan mengakibatkan titik las lebih panas. Jika material tidak cukup panas maka arus pelunakan tidak akan optimal sehingga dimungkinkan akan terjadi cacat rongga atau cacat lain pada stir zone, dan kemungkinan tool akan rusak. Tetapi input panas yang terlalu tingi akan merugikan sifat akhir lasan karena perubahan karakteristik logam dasar material. Oleh sebab itu dalam menentukan parameter harus benar-benar cermat, input panas harus cukup tinggi tetapi tidak terlalu tinggi untuk memjamin plastisitas material serta untuk mencegah timbulnya sifat-sifat las yang merugikan.
Kedalaman Ceburan dan Tekanan Tool Kedalaman ceburan (plunge depth) didefinisikan sebagai kedalaman titik terendah probe di bawah permukaan material yang dilas dan telah diketahui sebagai parameter kritis yang menjamin kualitas lasan. Plunge depth perlu diatur dengan baik untuk menjamin tekanan ke bawah tercapai, dan memastikan tool penuh menembus lasan. Plunge depth
yang dangkal dapat mengakibatkan cacat dalam lasan, sebaliknya plunge depth yang berlebihan bisa mengakibatkan kerusakan pin karena berinteraksi dengan alasnya.
Tekanan shoulder diharapkan untuk menjaga material lunak tidak keluar jalur dan memberi efek tempa (forging). Material panas di tekan dari atas oleh
shoulder dan di tahan oleh alas dari bawah. Proses ini bertujuan untuk mamadatkan material sehingga penguatan sambungan terjadi akibat efek tempa tersebut. Selain itu tekanan shoulder juga menghasilkan input panas tambahan karena permukaannya yang lebih besar bergesekan dengan material.
Rancangan Tool
Rancangan tool adalah faktor yang sangat mempengaruhi kualitas hasil lasan, karena
rancangan tool yang tepat dapat
meningkatkan kualitas las dan kecepatan las semaksimal mungkin. Panas yang dihasilkan dari gesekan tool dan material yang akan dilas sekitar 70 – 80% dari temperatur titik lebur material yang akan dilas tersebut. Material tool harus memiliki titik cair yang lebih tinggi dari material las,
agar ketika proses pengelasan
berlangsung material tool ikut tercampur dengan lasan. Material tool harus mempunyai kekuatan yang cukup pada temperatur ini karena jika tidak maka tool dapat terpuntir dan retak. Oleh sebab itu diharapkan material tool cukup kuat, keras dan liat, pada suhu pengelasan. Sebaiknya material yang digunakan juga mempunyai ketahanan oksida yang baik dan penghantar panas rendah untuk
mengurangi kerugian panas dan
kerusakan termal pada mesin. Desain tool
terdiri dari shoulder dan pin. Pin berfungsi
Jurnal Kompetensi Teknik Vol. 2, No.1, Novemberi 2010
24
menggerakan material yang sedang dilas.
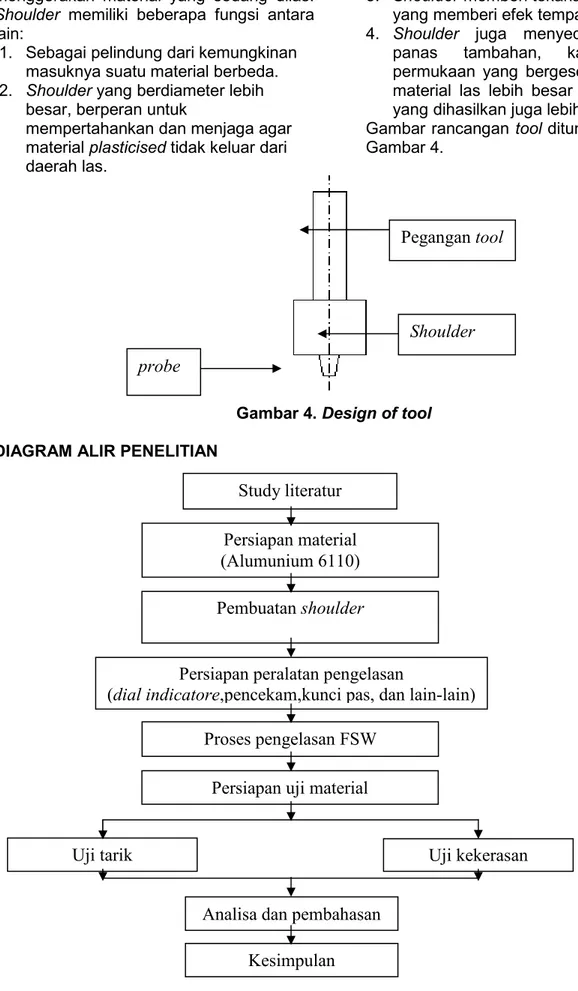
Shoulder memiliki beberapa fungsi antara lain:
1. Sebagai pelindung dari kemungkinan masuknya suatu material berbeda. 2. Shoulder yang berdiameter lebih
besar, berperan untuk
mempertahankan dan menjaga agar material plasticised tidak keluar dari daerah las.
3. Shoulder memberi tekanan kebawah yang memberi efek tempa pada lasan. 4. Shoulder juga menyediakan input
panas tambahan, karena luas
permukaan yang bergesekan dengan material las lebih besar maka panas yang dihasilkan juga lebih besar. Gambar rancangan tool ditunjukkan pada Gambar 4.
Gambar 4. Design of tool
DIAGRAM ALIR PENELITIAN
Gambar 5. Flow chart penelitian
probe Shoulder Pegangan tool Study literatur Persiapan material (Alumunium 6110) Pembuatan shoulder
Persiapan peralatanpengelasan
(dial indicatore,pencekam,kunci pas, dan lain-lain) Proses pengelasan FSW
Persiapan uji material
Uji tarik Uji kekerasan
Analisa dan pembahasan Kesimpulan
2. Bagian Inti
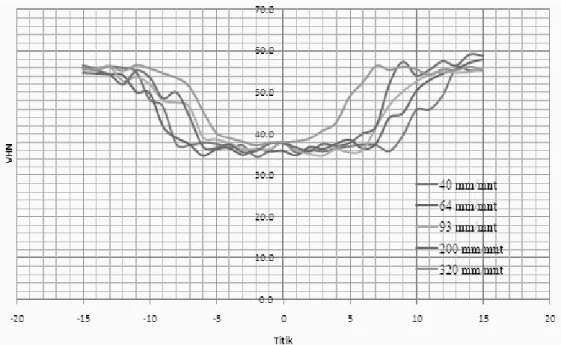
2.1. Data dan Analisa Uji Kekerasan
Pengujian kekerasan dilakukan di
sepanjang garis pengelasan seperti ditunjukkan pada Gambar 6 dengan jarak antar titik ±1mm sebanyak 31 titik
pengujian. Standart yang digunakan dalam pengujian kekerasan ini adalah ASTM E384-69. Tujuan dari pengujian kekerasan ini adalah untuk mengetahui seberapa besar pengaruh pengelasan terhadap nilai kekerasan didaerah sepanjang las, HAZ dan logam induk.
Gambar 6. Daerah-daerah pengelasan Keterangan : A.Logam induk ; B.Daerah HAZ ; C.Daerah las
Gambar 7. Grafik kekerasan Aluminium 6110 setelah di las
Gambar 7. Menunjukkan bahwa didaerah las dan HAZ pada pengelasan Simillar
aluminium 6101 dengan metode FSW
terjadi penurunan yang signifikan
dibandingkan material induk logam las. Penurunan nilai kekerasan terjadi pada jarak 6 mm dari pusat las, tetapi rata-rata pada pusat titik las terjadi kenaikan nilai kekerasan mekipun tidak signifikan. Selanjutnya pada jarak 6-12 mm dari pusat las kenaikan nilai kekerasan mulai terjadi
hingga nilainya kurang lebih sama dengan material induk.
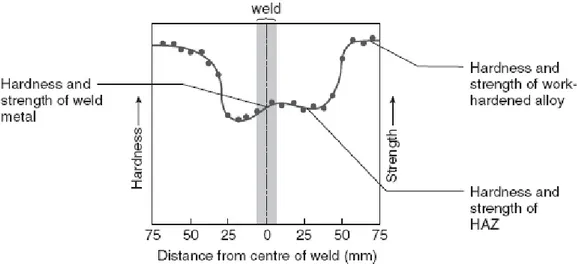
Pada dasarnya paduan Al-Mg-Si termasuk dalam jenis paduan alumunium yang dapat diperlaku panaskan dan mempunyai sifat mampu potong, mampu las dan daya tahan korosi yang cukup (Okumura. T dan Wiryosumarto. H., 1996). Sifat yang kurang baik dari paduan ini adalah terjadinya pelunakan pada daerah las sebagai akibat panas yang timbul
Jurnal Kompetensi Teknik Vol. 2, No.1, Novemberi 2010
26
(Okumura. T dan Wiryosumarto. H., 1996). Penurunan nilai kekerasan pada daerah lasan, selain karena karakteristik dari paduan itu sendiri juga disebabkan karena proses pengerasan tidak bisa terjadi ketika
proses pengelasan berlangsung. H.
Wiryosumarto,1996.,menyatakan bahwa
pengerasan akan tercapai bila terjadi pengendapan fasa kedua pada suhu 160-185°C dalam waktu 6 sampai 20 jam. Karakteristik kekerasan dari hasil pengelasan pada Al-Mg-Si ditunjukkan pada Gambar 8.
Gambar 8. Karakteristik kekerasan hasil pengelasan pada Al-Mg-Si (Mathers.G.,2002)
2.2. Data dan Analisa Data Uji Tarik Pengujian uji tarik dilakukan pada material Aluminium 6110 pada logam hasil pengelasan. Dimensi spesimen uji tarik untuk material pengelasan menggunakan
standar ASTM E6-69. Hasil yang diperoleh dari proses pengujian tarik berupa nilai tegangan dan regangan dari hasil pengelasan yang akan dibandingkan dengan nilai tegangan dan regangan raw material.
Gambar 9. menunjukkan bahwa antara logam induk Aluminium 6110 dengan
logam yang sudah dilas memiliki
perbedaan tegangan tarik yang sangat signifikan, yang hampir mencapai 50% dari kekuatan raw materialnya. Hal di karenakan pada daerah logam lasan mengalami perubahan stuktur mikro, akibat dari penempaan pada saat pengelasan. Gambar 9. juga memperlihatkan bahwa nilai regangan mengalami perbedaan yang sangat signifikan dibanding regangan yang dimiliki oleh raw materialnya. Hal ini dikarenakan patahan terjadi tepat pada daerah lasan, yang merupakan daerah yang paling banyak mengalami perlakuan teknik, sehingga pada daerah tersebut kekuatan materialnya berbeda. Selain hal itu, perbedaan nilai tegangan dan regangan terjadi karena pada material hasil pengelasan memiliki cacat, baik cacat luar
maupun cacat dalam. H.
Wiryosumarto,1996., menyebutkan bahwa jika Al-Mg-Si dilas dengan menggunakan logam las yang sama akan menyebabkan retak makanik membujur.
3. Penutup
3.1. Kesimpulan
1. Pengelasan Alumunium 6110 dengan metode friction stir welding (FSW) dapat dilakukan dengan baik dan hasil
pengelasannya mempunyai
permukaan yang halus dan bersih. 2. Terjadi penurunan nilai kekerasan
yang signifikanpada daerah logam las, HAZ dan logam induk terhadap material induknya, tetapi untuk variabel 320 mm/mnt terjadi penyempitan daerah lasan. Nilai kekerasan raw material adalah ± 55 VHN dan pada daerah pusat las mencapai ± 37.5 VHN.
3. Kekuatan tarik maksimal dan regangan maksimal dari hasil lasan mengalami penurunan yang signifikan jika dibandingkan dengan logam induknya. Diantara variabel yang telah diteliti, nilai tegangan dan regangan yang paling baik adalah pada variable 320(8.86 kg/mm2 ; 2.17%). Sedangkan nilai tegangan terendah terjadi pada variable 64 mm/mnt (5.75 kg/mm2)dan
nilai regangan terendah terjadi pada variabel 200 mm/mnt (1.02%).
4. Secara umum,sifat
mekanis yang paling baik dari hasil penelitian pengelasan alumunium 6110 dengan menggunakan metode
friction stir welding (FSW) terjadi pada
feed rate 320 mm/mnt. 3.2. Saran
1. Pastikan kerapatan sambungan
material yang akan disambung, karena jika jarak terlalu jauh akan mempengaruhi hasil lasan.
2. Perhatikan diagram phasa pada jenis alumunium yang akan di teliti. Usahakan temperatur pengelasan dibawah suhu transformasi, karena sebagian besar jenis alumunium memerlukan waktu yang lama untuk proses pengerasan.
3. Pada penelitian berikutnya tentang pengelasan friction stir welding
(FSW). Lakukan modifikasi pada probe, karena bentuk probe dan dimensi probe sangat menentukan sekali dalam metode pengelasan ini
4. Daftar Pustaka
Adamowski, J. & Szkodo, M., 2006,
Friction Stir Welds (FSW) of
Aluminium Alloy AW6082-T6,
Journals of Achievements in
Materials and Manufacturing
Engineering, Vol. 20, ISSUES.1-2January-February,2007.
Budinski, K. G., 1989, Engineering Materials Properties and Selection,
Third Edition, Prentice-Hall
Internasional, Inc., London.
David, S. A. & Feng, Z., 2004, Friction Stir Welding of Advanced Materials: Challenges, Metals and Ceramics Division Oak Ridge, TN., Austria. Durdanović, M. B., Mijajlovic, M.M., Milcic,
D. S. dan Stamenkovic , D. S., 2009,
Heat generation During Friction Stir Welding Process, Tribology in Industry, Vol. 31, No.1&2.
Jurnal Kompetensi Teknik Vol. 2, No.1, Novemberi 2010
28
Mathers, G., 2002, The Welding of Aluminium and its Alloys, Woodhead Publishing, Ltd., Cambridge.
Okumura, T. & Wiryosumarto, H., 1996,
Teknologi Pengelasan Logam,
Pradnya Paramita, Jakarta.
Shinroku, S. & Surdia, T., 1984,
Pengetahuan Bahan teknik, Pradnya Paramita, Jakarta.
Perret, J.G.,Martin, J., Threadgill, P.L.,
Ahmed, M.M.Z., 2007, Recent
Development in Stir Welding of Thick Section Aluminium Alloy, termuat di www.twi.co.uk.content. pjgmar07.html http://www.aluminiumlearning.com/html/ima ges/phase http://www.msm.cam.ac.uk/phasetrans/200 3/ FSW http://www.azom.com/details-sp%3farticle