74
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Pengumpulan Data
4.1.1 Sejarah Umum dan Perkembangan Perusahaan
PT. Indogravure merupakan PMDN (Perusahaan Modal Dalam Negeri) yang didirikan menurut UU No.6 Tahun 1968 dalam rangka penanaman modal dalam negeri dan didirikan dengan akte Pendirian No.21 tanggal 2 Nopember 1971 dihadapan Notaris Julian N. Siregar, SH dan berkedudukan di Desa Rempoa-Ciputat. Anggaran dasar dimuat dalam Berita Negara tanggal 23 Pebruari 1973 No. 16 dan tambahan No. 139 termasuk dalam surat keputusan Menteri Kehakiman tanggal 11 Januari 1973 No. Y.A.5/15/13. PT.Indogravure memproduksi produk kemasan fleksibel (Flexible Packaging) dan merupakan perusahaan pertama di Indonesia yang memproduksi Laminated, Alumunium Foil, Polycelinium, Polycelo, Polypanium Foil
berikut percetakannya.
Gagasan pendiri PT.Indogravure berasal dari Drs. Sunarto Prawirosujanto dengan maksud mengurangi impor bahan pengemas sehingga ada penghematan devisa Negara, menyediakan bahan pengemasan dalam waktu relatif singkat dan
murah serta menyediakan lapangan kerja baru. Kredit pertama yang diajukan ke pihak bank tidak disetujui karena menganggap proyek ini tidak layak, meskipun hasil studi kelayakan yang dibuat konsultan menyatakan layak. Akhirnya perusahaan mendapatkan dari Bank Bumi Daya cabang Kebayoran. Namun kredit investasi baru keluar satu tahun kemudian, sehingga pabrik berjalan tersendat-sendat dan memerlukan tambahan permodalan. Modal awal didapatkan dari Ny. Sutedjobroto, Raden Winarso, Tn. Yusuf Ramli dan Ny. Boen Sioe Tjhe.
Pada awal berdirinya, PT.Indogravure dibangun diatas lahan seluas 10.883 m² dengan luas bangunan 1.978 m² di Desa Rempoa – Ciputat. Untuk mengatasi masalah transportasi dan komunikasi dengan konsumen, maka PT. Indogravure menyewa kantor dijalan Peletehan Kebayoran Baru Blok M Jakarta. Pada tahun 1979, dengan adanya pelebaran jalan dan masuknya jaringan telepon ke lokasi pabrik, maka kantor dipindah menjadi satu dengan pabrik di Desa Rempoa – Ciputat.
Pada tahun 1980, karena kondisi perusahaan menurun dan menglami kerugian, diputuskan untuk mengadakan perjanjian kerjasama dengan PT. Sarana Gravure selama 5 tahun. Pada bulan Nopember 1984, saat berakhirnya perjanjian kerjasama dengan PT.Sarana Gravure,pengelolaan diambil kembali dan setahun kemudian bergabung dengan Kalbe Farma Group.
Mesin-mesin yang dimiliki semula adalah satu mesin printing lima warna, satu mesin surface printing, satu extrusion laminating, dua mesin slitting,dan dua mesin kantong (bag making). Dengan meningkatnya permintaan, maka dilakukan penambahan satu mesin printing dua warna dan satu mesin extrusion laminating serta beberapa mesin slitting pada tahun 1990. Untuk mempertahankan dan meningkatkan
kapasitas produksi karena mesin-mesin yang sudah tua, maka selama periode tahun 1992 sampai tahun1994, didatangkan lagi satu mesin printing tujuh warna, satu mesin
extrusion laminating dan beberapa mesin slitting. Dengan berkembangannya produk
kemasan khususnya jenis makanan,maka pada tahun 1996 dipasang mesin dry
laminasi dan beberapa mesin slitting. Dalam rangka penembangan perusahaan,selama
tahun 1999 sampai 2001, dilakukan penambahan dua mesin printing dan satu mesin
extrusion laminasi serta dua mesin slitting. Disamping itu luas bangunan juga di
perluas. Unit cylinder making yang dapat menimbulkan masalah lingkungan diputuskan untuk ditutup.
Disamping penambahan mesin-mesin produksi dan perluasan gedung, PT.Indogravure juga merintis penerapan sistem manajeman mutu ISO 9000. Akhirnya pada bulan Oktober 2000, PT.Indogravure mendapat sertifikat ISO 9002:1994. Untuk meningkatkan kinerja serta mengikuti standard sistem mutu, maka sejak bulan Pebruari 2003 perusahaan merintis perubahan Sistem Manajemen Mutu ISO 9002:1994 yang dimiliki menjadi Sistem Manajemen Mutu ISO 9001 versi 2000.
Pada awal tahun 2003, sebagai hasil dari perbaikan-perbaikan dan pembenahan yang dilakukan selama tahun 2002, PT.Indogravure berhasil mendapatkan penghargaan dari Kalbe Farma Group dalam ajang EnsevalAward untuk “The Best
Business Result”.
Dalam menghadapi persaingan pasar yang semakin ketat, PT.Indogravure senantiasa mengembangkan dan meningkatkan mutu produk, kinerja mesin, serta kualitas sumber daya manusia. Kebutuhan mendesak akan mutu produk yang baik tidak bisa dilepaskan dari kegiatan pengendalian mutu. Pengendalian mutu
merupakan kegiatan atau usaha untuk mempertahankan mutu barang yang dihasilkan agar selalu sesuai dengan spesifikasi yang telah ditetapkan. Untuk tujuan tersebut titik berat pengawasannya adalah pada proses produksi, karena tahap ini menentukan mutu produk yang dihasilkan.
Selain pengendalian proses produksi dan hasil akhir, PT.Indogravure juga melakukan pengendalian dan pengawasan pada mutu bahan baku, penggunaan bahan bermutu rendah akan mengurangi efisiensi proses karena untuk mencapai hasil produk yang setaraf dengan produk yamg menggunakan bahan yang berkualitas baik, diperlukan proses yang lebih lama dan energi yang lebih besar disamping pengendalian mutunya yang lebih rumit. Hal ini pada akhirnya akan meningkatkan biaya produksi maupun biaya inspeksi.
4.1.1.1 Struktur Organisasi
Secara stuktural PT.Indogravure dipimpin oleh seorang Direktur kemudian Manajer dan Assisten Manajer. Jika dilihat dari struktur organisasi yang ada di PT.Indogravure dapat dikatakan struktur organisasi yang sederhana.
1. Direktur
Tugas dan wewenang Direktur antara lain:
a. Mengarahkan para manajer dalam melakukan tugasnya
c. Mengawasi dan menegur para manjer apabila melakukan kesalahan.
2. Manajer
Tugas dan wewenang seorang manajer antara lain:
a. Production Strategi
1. Mengontrol produksi atau kegiatan produksi
2. Mengontrol bahan baku
3. Mengkoordinasi dengan memberikan dukungan kepada departemennya guna meyakinkan bahwa kegiatan proses produksi dalam keadaan baik.
b. Safety
1. Meyakinkan bahwa area lingkungan proses produksi bersih dan aman
2. Meyakinkan bahwa keluaran dari proses produksi sesuai dengan standar yang di tetapkan.
3. Mengevaluasi dan melihat kembali hasil dari pekerjaan yang telah dilakukan.
3. Assisten Manajer
Assisten Manajer bertugas membantu menajer tertentu yang mempunyai beban kerja yang cukup komplek dibanding dengan manajer lainnya, sehingga dapat
mengimbangi kinerja seluruh kegiatan perusahaan. Dan struktur organisasi secara lengkap dapat dilihat pada bagan struktur berikut:
Gambar 4.1 Struktur Organisasi PT.Indogravure
4.1.1.2 Visi Misi Perusahaan dan Tujuan 1. Visi dan Misi Perusahaan
a. Visi Perusahaan: Board Of Directors Management Representive ‐ ISO Staff Purchasing Manager Ass. Manager Production Ass. Manager PPIC Plant Manager Ass. Manager R & D ‐ QC Corporate Secretary & Legal Manager HRD & GA Manager Finance Manager Accounting Manager
Visi PT. Indogrvure adalah menjadi produsen flexible packing terkemuka yang kompetitif dan barwawasan lingkungan serta memberikan kesejahteraan dan nilai tambah bagi seluruh stake
holders perusahaan.
b. Misi Perusahaan
Misi PT. Indogrvure adalah :
1. Memproduksi flexible packaging yang bermutu secara efektif dan efisien.
2. Selalu meningkatkan kompetensi sumber daya manusia sesuai dengan perkembangan ilmu pengetahuan dan teknologi (IPTEK), khususnya dalam bidang flexible packaging.
3. Melaksanakan proses produksi dengan memperhatikan K3 dan kelestarian lingkungan.
2. Tujuan Perusahaan
a. Meningkatkan Standard, dengan langkah-langkah sebagai berikut: 1. Lingkungan kerja lebih aman, dengan target angka kecelakaan
kerja adalah nol.
2. Perbaikan kualitas produk dengan target dibawah 5% defect.
3. Good manufacturing Proses memenuhi persyaratan GMP untuk farmasi dan kosmetik sesuai dengan peraturan yang berlaku.
b. Mengurangi biaya oprasional
1.Meningkatkan efisiensi (Everral Equipment Effectiveness). 2. Menghemat energi, bahan bakar dan listrik.
3. Mengurangi limbah dan polusi. 4. Mengurangi biaya pemeliharaan. 5. Menghemat biaya lain-lainnya.
4.1.1.3 Sistem Ketenagakerjaan 1. Ketenagakerjaan
Jumlah karyawan pabrik PT. Indogravure berjumlah 250 orang, 230 orang diantaranya merupakan karyawan tetap. Pabrik PT. Indogravure beroperasi selama 5,5 hari kerja setiap minggunya, yaitu senin sampai sabtu dengan 24 jam setiap hari kerja untuk bagian produksi, quality control dan security, kecuali pada hari sabtu setengah hari kerja untuk bagian produksi dan quality control.
Tabel 4.1 Jam Kerja Karyawan
Shift Jam Kerja (WIB) Jam Istirahat (WIB) 1 08.00-15.00 12.00-13.00
2 14.00-22.30 18.00-17.00 3 22.00-06.30 02.00-03.00
2. Kesejahteraan Karyawan
Kesejahteraan karyawan PT.Indogravure diberikan dalam bentuk jaminan sosial dan fasilitas yang diberikan atas perjanjian kerjasama antara serikat pekerja dan perusahaan yang diatur dalam kesepakatan kerja bersama (KKB) yang meliputi, pengakuan jaminan serikat pekerja, aturan
kerja (tata tertib), aturan penggajian, jaminan sosial, cuti, keselamatan kerja, produktivitas,perawatan kesehatan, tunjangan hari tua, penyelesaian keluhan dan pengaduan karyawan serta penghargaan bagi karyawan berprestasi dan liburan akhir tahun.
4.1.2. Data Permintaan Konsumen
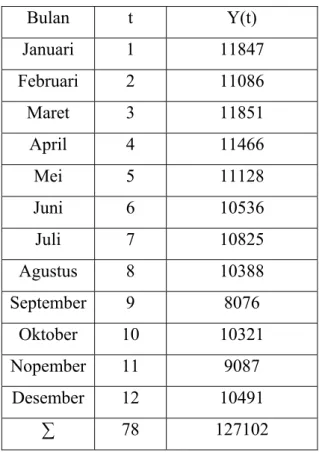
Pengumpulan data permintaan konsumen sudah diketahui dari departemen marketing PT Indogravure. Berikut adalah data permintaan Flexible Packaging tahun 2010 dapat di lihat dari tabel berikut ini :
Tabel 4.2. Data Permintaan Produk Flexible Packaging Tahun 2010
Bulan t Y(t) Januari 1 11847 Februari 2 11086 Maret 3 11851 April 4 11466 Mei 5 11128 Juni 6 10536 Juli 7 10825 Agustus 8 10388 September 9 8076 Oktober 10 10321 Nopember 11 9087 Desember 12 10491 ∑ 78 127102
4.1.3. Data Perencanaan Kebutuhan Material
4.1.3.1 . Data Struktur Produk (Bill of Material)
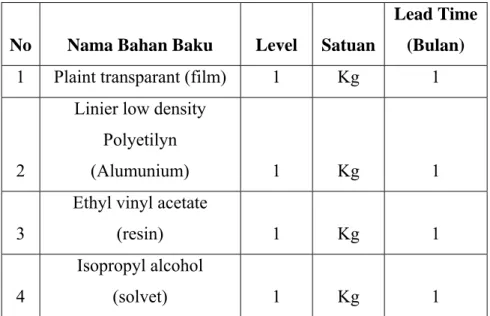
Salah satu data yang dibutuhkan untuk Perencanaan Kebutuhan Material (MRP) adalah harus mengetahui komponen-komponen atau struktur produk vegeta:
Tabel 4.3. Data Struktur Produk flexible packaging vegeta
No Nama Bahan Baku Level Satuan
Lead Time (Bulan) 1 Plaint transparant (film) 1 Kg 1
2
Linier low density Polyetilyn
(Alumunium) 1 Kg 1
3
Ethyl vinyl acetate
(resin) 1 Kg 1
4
Isopropyl alcohol
(solvet) 1 Kg 1
Tabel 4.4. Struktur Produk
Produk Komposisi
Film alumunium Resin solvet
Vegeta 30 30 10 6
4.1.3.2. Biaya-biaya dalam Persediaan
Untuk menentukan ukuran lot yang tepat dan waktu yang tepat serta mempunyai biaya yang rendah. Oleh sebab itu biaya-biaya persediaan timbul akibat
beroperasinya sistem persediaan dalam proses produksi. Biaya-biaya persediaan itu meliputi :
Tabel 4.5. Biaya Bahan Baku plaint transparant
No Nama Biaya Biaya
1. Biaya Pemesan$an Rp 7.500
2. Biaya Penyimpanan 0.02%
3. Harga/Kg Rp 75.000
Tabel 4.6. Biaya Bahan Baku Almunium
No Nama Biaya Biaya
1. Biaya Pemesanan Rp 4.200
2. Biaya Penyimpanan 0.02%
3. Harga/Kg Rp 28.000
Tabel 4.7. Biaya Bahan Baku Resin
No Nama Biaya Biaya
1. Biaya Pemesanan Rp 10.50 2. Biaya Penyimpanan 0.02% 3. Harga/Kg Rp 7.000
Tabel 4.8. Biaya Bahan Baku Solvet
No Nama Biaya Biaya
1. Biaya Pemesanan Rp 4.950
2. Biaya Penyimpanan 0.02%
4.1.3.3. Struktur Biaya
Untuk menentukan ukuran lot perlu diketahui harga dari setiap item per unit, biaya pemesanan dan biaya penyimpanan. Dibawah ini dijelaskan tabel data struktur biaya dari setiap bahan baku.
Tabel 4.9. Struktur Biaya Bahan Baku
No. Bahan Baku Harga/Kg Ongkos Sekali Pesan Ongkos Simpan (Kg/tahun) (0.02%) 1. Film Rp 75.000 Rp 7.500 Rp 67.2 2. Alumunium Rp 28.000 Rp 4.200 Rp 180 3. Resin Rp 7.000 Rp 1.050 Rp 16.8 4. Solvet Rp 33.000 Rp 4.950 Rp 79.2 4.1.3.4. Proses Produksi
1. Incoming Material Inspection
Tahapan pertama dari proses produksi suatu produk adalah pemeriksaan kedatangan raw material yang akan digunakan. Pemeriksaan kedatangan antara lain adalah memastikan bahwa produk (bahan baku) yang diterima memiliki dimensi kualitas yang sesuai dengan standar spesifikasi yang sudah ditetapkan.
Pemeriksaan meliputi:
1. Visual: Diperiksa jenis barang yang datang spesifikasinya, warnanya, tebalnya, ukurannya dll.
2. Dimensi dan berat: Barang diperiksa dengan menggunakan caliper, timbangan, penggaris dll.
3. Analis kimia (khusus untuk raw material): Meliputi pemeriksaan warna, bau, kekentalan, appearance, pH, dll.
Semua hasil pemeriksaan harus sesuai dengan spesifikasi yang terlampir pada Surat Jalan Barang yang dikirim dan dipesan oleh pabrik.
2. Inspeksi Proses Poduksi
Seluruh material yang telah sesuai dengan spesifikasi akan di released oleh bagian gudang dan disimpan digudang.
Tahap proses produksi kemasan Vegeta dengan komposisi PET/PE/AL/LLDPE adalah sebagai berikut:
1. Dispensing(Penimbangan)
Raw material yang akan diprods (tinta dan tiener) sehingga didapatkan warna yang sesuai dengan JO kecerahannya, kekuatannya dll. Setelah didapatkan warna dan kekuatan yang sesuai lalu dilanjutkan ke tahap proses berikutnya.
2. Printing
Tinta yang telah siap dan sesuai dengan spesifikasi JO, proses dapat dilanjutkan pada tahap proses printing.
a. Pasang Silinder sebagai master print yang akan dicetak sesuai dengan urutan silinder tersebut dan arah gulungan yang sesuai.
b. Pasang Gulungan Bahan yang akan diprint sesuai dengan arah gulungan dan searah dengan silinder.
c. Setup Mesin sesuai jenis bahan dan spesifikasi yang telah ditentukan, dan periksa kondisi lintasan yang akan dilalui oleh lintasan bahan sehingga pergerakan bahan dapat secara maksimal.
d. Jalankan Mesin dengan kecepatan rendah, lalu inspeksi hasil dari proses yang telah berlangsung apakah ditemukan ketidak sesuaian, perbaiki segera dan jalankan kembali mesin sehingga semua berjalan dengan baik, tambah kecepatan mesin secara bertahap sehingga kecepatan mesin maksimal. Dalam tahapan ini hasil diinspeksi secara berkala dan diawasi selama proses berlangsung sampai selesai.
3. Dry Laminasi
Setelah bahan selesai melalui proses printing, maka bahan akan dilanjutkan ke tahap Dry Laminasi.
a. Pasangkan Gulungan roll bahan yang akan di laminasi sesuai dengan arah gulungan.
b. Pasangkan Bahan PE yang akan direkatkan dengan bahan hasil proses Print sesuai arah gulungan.
c. Isi bak perekat dengan resin cair sebagai perekatnya.
d. Jalankan Mesin sambil dilihat apakah proses berjalan dengan baik, lakukan kontrol pada proses yang sedang berlangsung dan ambil sampel untuk mengetahui kualitas yang dihasilkan. Ulangi tahapan proses b, c,
dan d sampai ketebalan pelapisan sesuai dengan spesifikasi yang diinginkan.
4. Slitting
Setalah bahan melalui proses laminasi dan telah sesuai dengan spesifikasi yang diinginkan maka dapat dilanjutkan pada proses selanjutnya adalah proses Slitting.
a. Pasangkan gulungan roll bahan yang akan di Slitting sesuai dengan arah gulungan.
b. Setup mesin sesuai dengan spesifikasi produk yang akan dihasilkan.
c. Periksa ketajaman pisau yang akan dipergunakan dan lintasan mesin yang akan dilalui oleh proses tersebut.
d. Jalankan mesin dengan kecepatan sedang dan lihat hasil tersebut, apabila ada yang tidak sesuai segera lakukan perbaikan apabila telah sesuai jalankan mesin dengan kecepatan penuh serta lakukan pengawasan selama proses berlangsung.
4.1.3.5 Inspeksi Produk Akhir
Untuk memastikan bahwa produk yang sudah jadi mempunyai kualitas yang baik sesuai dengan spesifikasi yang telah ditetapkan sebelum dipacking dan dikirim ke customer, maka bagian QC mengecek kembali secara acak (random).
1. Jenis warna, kecerahan, ketepatan cetak, tidak ada bercak. 2. Pengujian kekuatan/daya lekat tinta.
3. Pengecekan ketebalan permukaan produk.
4. Pengujian kekuatan rekatan setiap lapisan produk.
5. Pemeriksaan permukaan lapisan produk mamastikan tidak ada kerutan ataupun benjolan.
6. Pemeriksaan ketepatan potong.
7. Pemeriksaan kuantitas produk sesuai dengan JO (Job Order) yang diminta.
Jika ditemukan produk yang tidak sesuai dengan kriteria kualitas produk yang baik, maka produk di “Karantina” dengan menempelkan stiker warna kuning, dan kemudian produk di rework memisahkan antara produk yang memenuhi standar kriteria produk yang baik dan akan direleased dengan diberi stiker berwarna hijau. Penanganan untuk produk yang tidak memenuhi standar (cacat), maka produk direject dengan diberikan stiker berwarna merah.
4.2. Pengolahan Data
Untuk menentukan peramalan permintaan pada periode yang akan datang, dengan berdasarkan permintaan pada periode sebelumnya yaitu permintaan flexible packaging tahun 2009. Berikut adalah hasil dari perhitungan peramalan flexible packaging dengan metode peramalan (Linear, Quadratic, Eksponensial dan
Exponential Smoothingα 0.1-0.5), dan hasil dari perhitungan kesalahan peramalan. =
a) Metode Linier
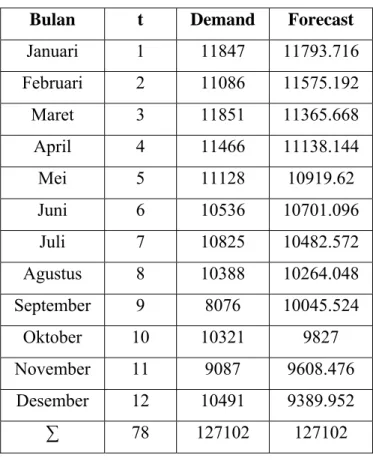
Berikut adalah hasil dari perhitungan peramalan permintaan flexible packaging dengan menggunakan metode Linear dan perhitungan kesalahan peramalan untuk metode Linear.
Tabel 4.10. Hasil Metode Peramalan Linear
Bulan t Demand Forecast
Januari 1 11847 11793.716 Februari 2 11086 11575.192 Maret 3 11851 11365.668 April 4 11466 11138.144 Mei 5 11128 10919.62 Juni 6 10536 10701.096 Juli 7 10825 10482.572 Agustus 8 10388 10264.048 September 9 8076 10045.524 Oktober 10 10321 9827 November 11 9087 9608.476 Desember 12 10491 9389.952 ∑ 78 127102 127102
SEE = 800.2878439 MSE = 533717.1943
MAD = 524.214 MFE = 0.000666667
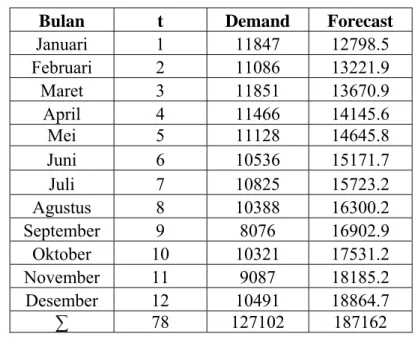
b) Metode Quadratic
Berikut adalah hasil dari perhitungan peramalan produk Flexible Packaging
vegeta dengan menggunakan metode Quadratic dan perhitungan kesalahan
peramalan untuk metode Quadratic, untuk perhitungan lebih lengkap dapat dilihat dalam lampiran.
Tabel 4.11. Hasil Metode Peramalan Quadratic
Bulan t Demand Forecast
Januari 1 11847 12798.5 Februari 2 11086 13221.9 Maret 3 11851 13670.9 April 4 11466 14145.6 Mei 5 11128 14645.8 Juni 6 10536 15171.7 Juli 7 10825 15723.2 Agustus 8 10388 16300.2 September 9 8076 16902.9 Oktober 10 10321 17531.2 November 11 9087 18185.2 Desember 12 10491 18864.7 ∑ 78 127102 187162 SEE = 6596.02 MSE = 320630645.00 MAD = 5004.98 MFE = 5004.98
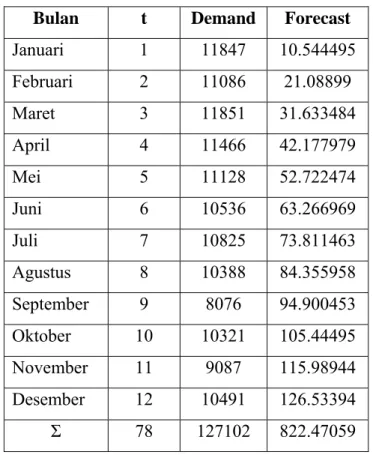
c) Metode Eksponensial
Berikut adalah hasil dari perhitungan peramalan produk produk Flexible
Packaging vegeta dengan menggunakan metode Eksponensial dan perhitungan
kesalahan peramalan untuk metode Eksponensial, untuk perhitungan lebih lengkap dapat dilihat dalam lampiran.
Tabel 4.12. Hasil Metode Peramalan Eksponensial
Bulan t Demand Forecast
Januari 1 11847 10.544495 Februari 2 11086 21.08899 Maret 3 11851 31.633484 April 4 11466 42.177979 Mei 5 11128 52.722474 Juni 6 10536 63.266969 Juli 7 10825 73.811463 Agustus 8 10388 84.355958 September 9 8076 94.900453 Oktober 10 10321 105.44495 November 11 9087 115.98944 Desember 12 10491 126.53394 Σ 78 127102 822.47059 SEE = 12955.6205 MSE = 111898735 MAD = 10523.2941 MFE = -10523.294
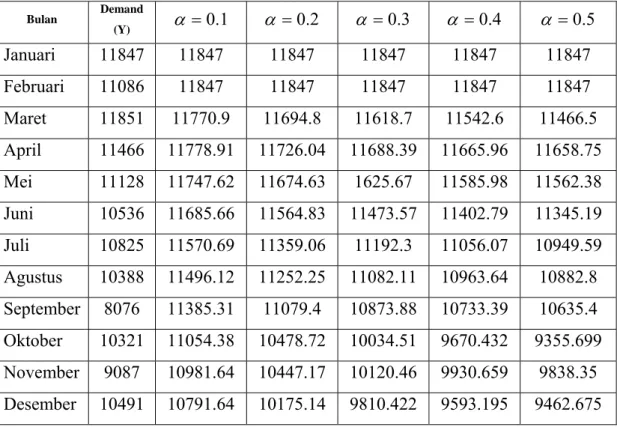
d) Metode Exponential Smoothing
Berikut adalah hasil dari perhitungan peramalan permintaan produk Flexible Packaging vegeta dengan menggunakan metode Exponential Smoothing dan perhitungan kesalahan peramalan untuk metode Exponential Smoothing, untuk perhitungan lebih lengkap dapat dilihat dalam lampiran.
Tabel 4.13. Hasil Metode Peramalan Exponential Smoothing
Bulan Demand (Y) α =0.1 α =0.2 α =0.3 α =0.4 α =0.5 Januari 11847 11847 11847 11847 11847 11847 Februari 11086 11847 11847 11847 11847 11847 Maret 11851 11770.9 11694.8 11618.7 11542.6 11466.5 April 11466 11778.91 11726.04 11688.39 11665.96 11658.75 Mei 11128 11747.62 11674.63 1625.67 11585.98 11562.38 Juni 10536 11685.66 11564.83 11473.57 11402.79 11345.19 Juli 10825 11570.69 11359.06 11192.3 11056.07 10949.59 Agustus 10388 11496.12 11252.25 11082.11 10963.64 10882.8 September 8076 11385.31 11079.4 10873.88 10733.39 10635.4 Oktober 10321 11054.38 10478.72 10034.51 9670.432 9355.699 November 9087 10981.64 10447.17 10120.46 9930.659 9838.35 Desember 10491 10791.64 10175.14 9810.422 9593.195 9462.675
Tabel 4.14. Analisis Kesalahan Metode Peramalan Exponential Smoothing Constanta
α SEE MAD MSE MFE
0.1 1326.05 1001.37 1758409 -986.806
0.2 1130.368 817.0509 1277731 -731.222
0.3 1038.679 773.7044 1078853 -555.637
0.4 1002.851188 768.205364 1005710.506 -430.6105455
Pada umumnya setiap metode peramalan hanya merupakan sebuah alat yang digunakan untuk meramalkan keadaan yang akan datang memiliki penyimpangan atau kesalahan dari keadaan aslinya. Tentu saja peramalan akan semakin baik jika mengandung sesedikit mungkin kesalahan, karena semakin kecil kesalahan yang diberikan metode peramalan tersebut memberikan hasil yang mendekati keadaan yang sebenarnya. Berikut adalah hasil dari kesalahan dari metode peramalan yang digunakan untuk produk Flexible Packaging vegeta .
4.2.2. Analisis Peramalan Pada Permintaan Produk Flexible Packaging vegeta . 1. SEE (Standard Error of Estimate)
Tabel 4.15. Analisa SEE
Metode Nilai Kesalahan
Linear 800.2878439 Quadratic 6596.02 Eksponensial 12955.6205 Exponential Smoothing 0.1 1326.05 Exponential Smoothing 0.2 13145.44 Exponential Smoothing 0.3 1038.679 Exponential Smoothing 0.4 1002.851188 Exponential Smoothing 0.5 988.7379
STANDART ERROR OF ESTIMATE 0 2000 4000 6000 8000 10000 12000 14000 linier quad ratic ekspon ens ial nilai kesalahan
Grafik 4.2. SEE dalam Chart
Berdasarkan SEE metode yang mempunyai nilai kesalahan yang paling kecil adalah metode Linear.
2. MAD (Mean Absolute Deviation)
Tabel 4.16. Analisa MAD
Metode Nilai Kesalahan
Linear 524.214 Quadratic 5004.98 Eksponensial 10523.2941 Exponential Smoothing 0.1 1001.37 Exponential Smoothing 0.2 817.0509 Exponential Smoothing 0.3 773.7044 Exponential Smoothing 0.4 768.2056364 Exponential Smoothing 0.5 773.2351
MEAN ABSOLUTE DEVIATION 0 2000 4000 6000 8000 10000 12000 linier quad ratic ekspon ens ial nilai kesalahan
Grafik 4.3. MAD dalam Chart
Berdasarkan MAD metode yang mempunyai nilai kesalahan yang paling kecil adalah metode Linier.
3. MSE (Mean Square Error)
Tabel 4.17. Analisa MSE
Metode Nilai Kesalahan
Linear 533717.1943 Quadratic 30630645.98 Eksponensial 111898735 Exponential Smoothing 0.1 1758409 Exponential Smoothing 0.2 1277731 Exponential Smoothing 0.3 1078853 Exponential Smoothing 0.4 1005710.506 Exponential Smoothing 0.5 997477.4
MEAN SQUARE ERROR 0 20000000 40000000 60000000 80000000 100000000 120000000 linie r quad ratic eksp onens ial nilai kesalahan
Grafik 4.4. MSE dalam Chart
Berdasarkan MSE metode yang mempunyai nilai kesalahan yang paling kecil adalah metode Linier.
4. MFE (Mean Forecast Error)
Tabel 4.18. Analisa MFE
Metode Nilai Kesalahan
Linear 0.00066667 Quadratic 5004.98 Eksponensial -10523.294 Exponential Smoothing 0.1 -986.806 Exponential Smoothing 0.2 -731.222 Exponential Smoothing 0.3 -555.637 Exponential Smoothing 0.4 -430.6105455 Exponential Smoothing 0.5 -340.849
MEAN FORECAST ERROR -12000 -10000 -8000 -6000 -4000 -2000 0 2000 4000 6000 linie r quad ratic ekspon ens ial nilai kesalahan
Grafik 4.5. MFE dalam Chart
Beradasarkan MFE metode yang mempunyai nilai kesalahan yang paling kecil adalah metode Eksponensial.
Tabel 4.19. Analisis Kesalahan Keempat Metode
Metode SEE MAD MSE MFE
Linear 800.2878439 524.214 533717.1943 0.00066667 Quadratic 6596.02 5004.98 30630645.00 5004.98 Eksponensial 12955.6205 10523.2941 111898735 -10523.294 Exponential Smoothing 0.1 1326.05 1001.37 1758409 -986.806 Exponential Smoothing 0.2 1130.368 817.0509 1277731 -731.222 Exponential Smoothing 0.3 133214 773.7044 1078853 -555.637 Exponential Smoothing 0.4 1002.851188 768.2056364 1005710.506 -430.6105455 Exponential Smoothing 0.5 988.7379 773.2351 9977477.4 -340.849
Berdasarkan keempat metode peramalan, peramalan yang akurasi nilai kesalahan terkecil adalah metode Linier. Sehingga metode Linier paling baik diantara metode
lainnya.. Maka untuk peramalan produk Flexible Packaging vegeta digunakan metode
Linier.
4.3. Peta Rentang Bergerak (Moving Range) 4.3.1. Pemeriksaan Peramalan Metode Linier
Tabel 4.20. Perhitungan Rentang Bergerak untuk Pemeriksaan Peramalan Linier sampai dengan Periode ke 12
Bulan t D d´=12012.24-218.524t d´-d MR Januari 1 11847 11793.72 -53.282 Februari 2 11086 11575.19 489.193 542475 Maret 3 11851 11356.67 -494.331 983.524 April 4 11466 11138.15 -327.855 166.476 Mei 5 11128 10919.62 -208.38 119.475 Juni 6 10536 10701.1 165.096 373.476 Juli 7 10825 10482.57 -342.429 507.525 Agustus 8 10388 10264.05 -123.953 218.476 September 9 8076 10045.52 1969.522 2093.475 Oktober 10 10321 9826.2 -494.002 2463.5243 Nopember 11 9087 9608.47 521.4732 1015.4755 Desember 12 10491 9389.95 -1101.05 1622.5245 ∑ 78 127102 127101.21 0.0006 10106.426
∑
− = 1 n MR MR = 10106.426 11 = 918.7660273MR
BKA=+2.66. BKB=−2,66.MR
PETA RENTANG BERGERAK UNTUK PEM ERIKSAAN LINIER
-3000 -2000 -1000 0 1000 2000 3000 1 2 3 4 5 6 7 8 9 10 11 12 PERIODE (t) d' -d d´-d bka bkb
Grafik 4.6. Peta Rentang Bergerak Pemeriksaan Peramalan Metode Linier
Dari hasil pemeriksaan dan pengendalian data peramalan metode quadratic tersebut maka dapat dikatan bahwa peramalan tersebut valid dan layak untuk digunakan karena seluruh data hasil peramalan dapat dikontrol dalam peta kendali rentang bergerak.
Agar didapatkan data peramalan yang lebih akurat, dimana selisih antara aktual permintaan dengan peramalan kecil, maka harus dilakukan kontrol yang terus menerus. Perbaikan harus dilakukan secepatnya ketika diketahui bahwa hasil peramalan berada diluar batas kendali, dan harus dilakukan perhitungan ulang untuk peramalan baru.
= 2,66. 918.7660273 = 244.917633
= -2,66.918.7660273 = -244.917633
4.3.2. Perencanaan Kebutuhan Material Berdasarkan MRP
MRP mempunyai elemen-elemen atau bagian yang mempengaruhi perhitungan adalah : Jadwal Induk Produksi (Master Production Shedule), Status Persediaan dan Spesifikasi Produk (Bill of Material).
4.3.2.1. Jadwal Induk Produksi (Master Production Schedule)
Data MPS ini didapat dari bagian divisi produksi sebagai rencana kerja tahun 2010, dan datanya sebagai berikut:
Tabel 4.21. Jadwal Induk Produksi (MPS)
No. Periode/Bulan Tahun
Total Permintaan (Batch) 1 Januari 2010 11793.72 2 Februari 2010 11575.19 3 Maret 2010 11356.67 4 April 2010 11138.15 5 Mei 2010 10919.62 6 Juni 2010 10701.1 7 Juli 2010 10482.57 8 Agustus 2010 10264.05 9 September 2010 10045.52 10 Oktober 2010 9826.2 11 November 2010 9608.47 12 Desember 2010 9389.95 Total 127101.21 sumber data perusahaan
4.3.2.2. Struktur Produk (Bill of Material)
Data BOM ini adalah spesifikasi produk yang saling berhubungan untuk perencanaan bahan dan dapat dilihat pada point 4.1.5.1.
Dari data diatas (data persediaan, MPS, BOM kemudian dilakukan perencanaan kebutuhan bahan dengan menggunakan sistem MRP dan memiliki empat langkah
utama yang harus iterapkan satu per satu pada periode perencanaan. Adapun langkah-langkah tersebut adalah :
a) Perhitungan kebutuhan bersih (Netting), dimana dilakukan dengan mengacu pada Master Production Schedule.
b) Penentuan ukuran lot pemesanan (Lotting), dimana dilakukan dengan metode Lot For Lot dan Economic Order Quantity. Metode ini digunakan dengan mengacu pada kebutuhan bersih (Netting) setiap menentukan ukuran lot.
c) Penentuan rencana pemesanan (Offsetting), dimana dilakukan dengan mengacu pada ukuran lot yang akan dipesan dengan memperhitungkan pula lead time yang dimiliki setiap bahan baku.
d) Perhitungan komponen dibawah level (Exploding), dimana perhitungan ini dilakukan dengan melanjutkan perhitungan pada produk (level 0) atau bahan (level 1) ke level selanjutnya.
4.3.3. Perhitungan MRP Pada Bahan Baku Produk Flexible Packaging Vegeta.
4.3.3.1. Perhitungan Menggunakan Metode Lot For Lot ( LFL )
Teknik ini adalah teknik lot sizing yang paling sederhana dan paling mudah dimengerti. Pada teknik ini pemenuhan kebutuhan bersih dilakukan disetiap perioda yang dibutuhkan, sedangkan besar ukuran pemesanan adalah sama dengan kebutuhan bersih yang harus dipenuhi pada perioda yang bersangkutan. Pendekatan ini memperkecil biaya penyimpanan dan biasanya untuk “ purchase item “ yang mahal dan setiap item dengan tingkat permintaan yang tidak berkesinambungan tingggi.
Perhitungan Persediaan di dapat dari ( Rencana Pemesanan + Persediaan ) –
( Kebutuhan Bersih )
Biaya Pemesanan = ( Berapa kali Rencana Pemesanan ) x ( Biaya Pemesanan )
Biaya Penyimpanan = ( Total Persediaan Bahan Baku yang disimpan ) x ( Biaya Penyimpanan )
Tabel 4.22. Perhitungan MRP Pada Bahan Baku Plaint Transparant dengan Metode Lot For Lot
MRP Plaint Transparant Lead Time : 1 Quantity On Hand :0 Description Periode 1 2 3 4 5 6 7 8 Gross Requirements 353811.6 347255.7 340700.1 334144.5 327588.6 321033 314477.1 307921 Planned Order Releases 353811.60 347255.70 340700.10 334144.50 327588.60 321033.00 314477.10 307921.50 301365. Planned Order Receipt 353811.60 347255.70 340700.10 334144.50 327588.60 321033.00 314477.10 307921.
On Hand 0 0 0 0 0 0 0 0
Biaya Simpan (Rp) : 67.2 x 0 = 0
Biaya Pesan (Rp) : 7500 x 12 = 90000
Biaya Total Persediaan (Rp) 90000
Tabel 4.23. Perhitungan MRP Pada Bahan Baku linier Low Density Polyetiline dengan Metode Lot For Lot
MRP Linier Low Density Polyetiline
Lead Time : 1 Quantity On Hand :0
1 2 3 4 5 6 7 8
Gross Requirements 353811.6 347255.7 340700.1 334144.5 327588.6 321033 314477.1 307921 Planned Order Releases 353811.60 347255.70 340700.10 334144.50 327588.60 321033.00 314477.10 307921.50 301365.6 Planned Order Receipt 353811.60 347255.70 340700.10 334144.50 327588.60 321033.00 314477.10 307921.5
On Hand 0 0 0 0 0 0 0 0
Biaya Simpan (Rp) : 180 x 0 = 0
Biaya Pesan (Rp) : 4200 x 12 = 50400
4.3.3.2. Perhtiungan Menggunakan Metode Economic Order Quantity ( EOQ )
Penentuan nilai Q berdasarkan rumusan pada bab landasan teori, maka di dapat nilai Q sebagai berikut :
H D A Q= 2. . 7 . 296 7500 ) 250 . 11 ).( 29344 .( 2 = =
Untuk Alumunium,Resin, Sovet, perhitungannya sama dengan cara yang di atas. Biaya Pemesanan = ( Berapa kali pemesanan ) x ( Biaya Pemesanan )
Biaya Penyimpanan = ( Total Persediaan Bahan Baku yang disimpan ) x ( Biaya simpan )
Tabel 4.26. Perhitungan MRP Pada Bahan Baku Plaint Transparant dengan Metode EOQ
MRP Plaint Transparant
Lead Time : 1 Lot Size : EOQ(1943.24 x 237 )
Quantity On Hand :0 Safety Stock : 0
Description Periode Total
1 2 3 4 5 6 7 8 9 10 11 12
Gross Requirements 353811.6 347255.7 340700.1 334144.5 327588.6 321033 314477.1 307921.5 301365.6 294786 288254.1 0 3531337.80
Planned Order Releases 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 12 Planned Order Receipt 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00
On Hand 929.40 8414.70 22455.60 43052.10 70204.50 103912.50 144176.40 190995.90 244371.30 304326.30 16072.20 370813.20 1519724.10
Biaya Simpan (Rp) : 672 x 1519742 = 102.126.662
Biaya Pesan (Rp) : 7500 x 12 = 90.000
Biaya Total Persediaan (Rp)
102.216.662
Tabel 4.27. Perhitungan MRP Pada Bahan Baku linier Low Density Polyetiline dengan Metode EOQ
MRP Linier Low Density
Lead Time : 1 Lot Size : EOQ(1943.24 x 237 )
Quantity On Hand :0 Safety Stock : 0
Description Periode Total
1 2 3 4 5 6 7 8 9 10 11 12 Gross Requirements 353811.6 347255.7 340700.1 334144.5 327588.6 321033 314477.1 307921.5 301365.6 294786 288254.1 281698.5 3813036.30 Planned Order Releases 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 12 Planned Order Receipt 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 354741.00 On Hand 929.40 8414.70 22455.60 43052.10 70204.50 103912.50 144176.40 190995.90 244371.30 304326.30 16072.20 89114.70 1238025.60 Biaya Simpan (Rp) : 180 x 1238025 = 222.844.500 Biaya Pesan (Rp) : 4200 x 12 = 50.400
4.3.3.2. Perhitungan Menggunakan Metode Fixed Period Requirement ( FPR )
Metode ini menggunakan konsep pemesanan dengan interval konstan tetapi jumlah yang dipesan bervariasi. Jumlah yang dipesan merupakan penjumlahan dari pada permintaan pada periode-periode yang tercakup.
Perhitungan Persediaan di dapat dari ( Rencana Pemesanan + Persediaan ) – ( Kebutuhan Bersih )
Biaya Pemesanan = ( Berapa kali Rencana Pemesanan ) x ( Biaya Pemesanan )
Biaya Penyimpanan = ( Total Persediaan Bahan Baku yang disimpan ) x ( Biaya Penyimpanan )
Tabel 4.30. Perhitungan MRP Pada Bahan Baku Plaint Transparant dengan Metode FPR
MRP Plaint Transparant
Lead Time : 1 Lot Size : FPR (interval 2 Periode)
Quantity On Hand :0 Safety Stock : 0
Description Periode Total
1 2 3 4 5 6 7 8 9 10 11 12
Gross Requirements 353811.6 347255.7 340700.1 334144.5 327588.6 321033 314477.1 307921.5 301365.6 294786 288254.1 281698.5 3813036.30
Planned Order Releases 701067.30 674844.60 648621.60 622398.60 596151.60 569952.60 6
Planned Order Receipt 701067.30 674844.60 648621.60 622398.60 596151.60 569952.60
On Hand 347255.70 334144.50 321033.00 307921.50 294786.00 281698.50 1886839.20
Biaya Simpan (Rp) : 672 x 1886839 = 126.795.580
Biaya Pesan (Rp) : 7500 x 6 = 45.000
Tabel 4.31. Perhitungan MRP Pada Bahan Baku Linier Low Density Polyetiline dengan Metode FPR
MRP Linier Low Density Polyetiline
Lead Time : 1 Lot Size : FPR (interval 2 Periode)
Quantity On Hand :0 Safety Stock : 0
Description Periode Total
1 2 3 4 5 6 7 8 9 10 11 12
Gross Requirements 353811.60 347255.70 340700.10 334144.50 327588.60 321033.00 314477.10 307921.50 301365.60 294786.00 288254.10 281698.50 3813036
Planned Order Releases 701067.30 674844.60 648621.60 622398.60 596151.60 569952.60 6
Planned Order Receipt 701067.30 674844.60 648621.60 622398.60 596151.60 569953
On Hand 347255.70 334144.50 321033.00 307921.50 294786.00 281698.50 1886839.20
Biaya Simpan (Rp) : 180 x 1886939 = 339.649.020
Biaya Pesan (Rp) : 4200 x 6 = 25.200
4.3.3.4. Perhitungan Menggunakan Metode Fixed Order Quantity ( FOQ )
Dalam memecahkan metode ini penulis menggunakan intuisi, karena sesuai dengan teori yang ada bahwa metode ini tidak memperlihatkan kapasitas produksi, fasilitas, jumlah dan metode ini berprinsip pada order quantity tetap dengan interval waktu yang berubah. Dimana dalam penentuan rencana pemesanan ditetapkan berdasarkan pengalaman yang telah ada dan intuisi.
Perhitungan Persediaan di dapat dari ( Rencana Pemesanan + Persediaan ) – ( Kebutuhan Bersih )
Biaya Pemesanan = ( Berapa kali Rencana Pemesanan ) x ( Biaya Pemesanan )
Biaya Penyimpanan = ( Total Persediaan Bahan Baku yang disimpan ) x ( Biaya Penyimpanan )
Tabel 4.34. Perhitungan MRP Pada Bahan Baku Plaint Transparant dengan Metode FOQ MRP Plaint Transparant
Lead Time : 1 Lot Size : FOQ (max) Quantity On Hand :0 Safety Stock : 0
Description Periode Total
1 2 3 4 5 6 7 8 9 10 11 12
Gross Requirements 353811.6 347255.7 340700.1 334144.5 327588.6 321033 314477.1 307921.5 301365.6 294786 288254.1 281698.5 3813036.30 Planned Order Releases 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 12 Planned Order Receipt 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60
On Hand 6556 19667 39334 65557 98336 137671 183561 236007 295032 6778 78891 1167391.20
Biaya Simpan (Rp) : 67.2 x 1167391 = 78.448.675
Biaya Pesan (Rp) : 7500 x 12 = 90.000
Tabel 4.35. Perhitungan MRP Pada Bahan Baku Linier Low Density Polyetiline dengan Metode FOQ MRP Linier Low Density
Lead Time : 1 Lot Size : FOQ (max) Quantity On Hand :0 Safety Stock : 0
Description Periode Total
1 2 3 4 5 6 7 8 9 10 11 12
Gross Requirements 353811.60 347255.70 340700.10 334144.50 327588.60 321033.00 314477.10 307921.50 301365.60 294786.00 288254.10 281698.50 3813036.30 Planned Order Releases 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 12 Planned Order Receipt 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60 353811.60
On Hand 6556 19667 39334 65557 98336 137671 183561 236007 295032 6778 78891 1167391.20
Biaya Simpan (Rp) : 180 x 1167391 = 210.130.380
Biaya Pesan (Rp) : 4200 x 12 = 50.400