4 BAB II
LANDASAN TEORI
2.1 Pengertian Penjadwalan
Penjadwalan merupakan aktivitas pengambilan keputusan dalam membuat dan menentukan jadwal pada industri manufaktur ataupun jasa. Berhubungan dengan proses pengalokasian sumber energi untuk megerjakan beberapa kegiatan pada jangka waktu tertentu (Pinedo 2016). Penjadwalan produksi adalah suatu metode untuk mengalokasikan sumber daya produksi berupa material, mesin, dan operator yang tersedia, untuk menentukan waktu dimulainya operasi serta kapan operasi tersebut harus selesai dalam mengerjakan beberapa pekerjaan (Heizer and Render 2014).
Sedangkan menurut Baker and Trietsch (2009), penjadwalan sebagai proses pengalokasian mesin atau sumber yang ada untuk menjalankan sejumlah tugas dalam jangka waktu tertentu. Keputusan yang dibuat dalam penjadwalan yaitu pengurutan pekerjaan (sequencing), urutan proses suatu pekerjaan (routing), dan waktu mulai dan selesai pekerjaan (timing).
2.2 Tujuan Penjadwalan
Tujuan penjadwalan adalah mengurangi waktu keterlambatan dari batas waktu yang ditentukan agar dapat memenuhi batas waktu yang telah disepakati dengan konsumen. Penjadwalan juga dapat mengurangi waktu menganggur dan meningkatkan produktivitas mesin. Meningkatnya produkivitas mesin dapat mengurangi waktu meganggur, maka secara tidak langsung perusahaan dapat mengurangi biaya produksi. Semakin baik penjadwalan perusahaan semakin menguntungkan juga dan dapat menjadi acuan untuk meningkatkan startegi perusahaan dalam pemuasan pelanggan. Beberapa tujuan yang ingin dicapai dengan dilaksanakannya penjadwalan adalah sebagai berikut (Baker and Trietsch 2009).
1. Meningkatkan produktivitas mesin yaitudengan mengurangi waktu mesin menganggur.
2. Mengurangi jumlah rata-rata pekerjaan yang menunggu antrian suatu mesin yang sibuk sehingga mengurangi persediaan barang setengah jadi. Pengurangan barang setengah jadi (work in process inventory) berdampak pada pengurangan biaya penyimpanannya.
3. Mengurangi keterlambatan karena telah melampaui batas waktu dengan cara mengurangi maksimum keterlambatan dan mengurangi jumlah pekerjaan yang terlambat.
4. Meminimasi ongkos produksi. Ongkos yang dapat dihemat dengan adanya penjadwalan adalah :
a. Biaya lembur dapat dicegah karena dengan penjadwalan yang baik tugas dapat diselesaikan dalam waktu kerja normal, tetapi tidak melanggar due date.
b. Biaya denda keterlambatan.
c. Biaya work in rpocess dan biaya penyimpanan lainnya.
5. Pemenuhan batas waktu yang telah ditentukan (due date) untuk menghindari denda (penalty) keterlambatan.
2.3 Elemen Penjadwalan
Terdapat tiga elemen penjadwalan yaitu job, operasi, dan mesin. Ketiga elemen tersebut dijelaskan sebgai berikut (Baker and Trietsch 2009):
1. Job
Job didefinisikan sebagai suatu pekerjaan yang harus diselesaikan untuk menghasilkan suatu produk. Job biasanya terdiri dari beberapa operasi yang harus dikerjakan. Pihak manajemen memberikan jobyang telah dibuat berdasarkan pesanan pelanggan kepada bagian shop floor untuk dikerjakan. Informasi yang dimiliki suatu job ketika datang ke bagian shop floor adalah operasi yang harus dikerjakan, kapan job harus mulai dikerjakan, dan kapan job selesai dikerjakan. 2. Operasi
Operasi adalah bagian dari proses jobuntuk menyelesaikan suatu job. Operasi-operasi dalam job diurutkan dalam suatu urutan pengerjaan tertentu yang ditentukan pada saat perencanaan proses. Suatu operasi dapat dikerjakan apabila
operasi sebelumnya sudah selesai dikerjakan. Setiap operasi memiliki waku proses. Waktu proses operasi (tij) adalah waktu pengerjaan yang diperlukan untuk melakukan operasi tersebut. Waku proses operasi untuk suatu job biasanya telah dikeatahui sebelumnya dan mempunyai besar tertentu.
3. Mesin
Mesin adalah sumber daya yang diperlukan untuk mengerjakan proses penyelesaian suatu job. Setiap mesin hanya dapat memproses satu tugas pada satu saat tertentu.
2.4 Klasifikasi Kondisi Penjadwalan
Menurut Baker and Trietsch (2013), berdasarkan kondisi yang terjadi dalam proses produksi, penjadwalan produksi dapat diklasifikasikan menjadi dua yaitu sebagai berikut :
1. Berdasarkan product positioning
a. Make to order, jumlah dan jenis produk yang dibuat berdasarkan permintaan dari konsumernm biasanya salah satu tujuan dari kebijakan ini adalah mengurangi biaya simpan.
b. Make to stock, jumlah dan jenis terus menrus dibuat untuk disimpan dalam inventory.
2. Berdasarkan waktu proses
c. Stokastik, waktu proses masih perlu diolah kembali dengan distribusi probabilitas karena masih belum bisa dipastikan.
d. Deterministik, sudah dapat diketahui dengan pasti waktu prosesnya. 3. Berdasarkan pola kedatangan job
a. Dinamik, selalu memperbarui urutan job apabila terdapat job baru yang masuk.
b. Statik, pengurutan job terbatas pada pemesanan yang masuk. Job yang baru tidak mempengaruhi pengurutan job yang sudah dibuat.
2.5 Kendala dalam Panjadwalan
Dalam pelaksanaannya, penjadwalan produksi di tingkat lantai produksi (shop floor) dapat mengalami gangguan dan hambatan. Menurut Pinedo (2016) gangguan dan hambatan pada lantai produksi yang dapat terjadi antara lain adalah :
1. Mesin Rusak
Pada saat mesin rusak (machine breakdown), maka operasi-operasi yang akan menggunakan mesin tersebut tidak dapat dikerjakan dan harus menunggu sampai mesin selesai diperbaiki. Hal ini mengakibatkan terhentinya proses produksi dan penjadwalan urutan job semula menjadi tidak terpenuhi. Maka perlu dilakukan penyesuaian pada jadwal semula sehingga diperoleh kembali jadwal produksi yang feasible. Penjadwalan ulang ini dikenal dengan istilah rescheduling. Informasi yang diperlukan adalah jenis dan nomor mesin yang rusak, waktu terjadinya kerusakan dan lama waktu perbaikan untuk kerusakan mesin tersebut.
Prinsip yang digunakan untuk pengembangan algoritma penjadwalan ulang untuk gangguan mesin rusak, adalah :
a. Penjadwalan ulang dilakukan dari titik waktu terjadinya gangguan mesin.
b. Penjadwalan ulang dilakukan untuk opersi-operasi yang belum dikerjakan.
c. Operasi-operasi yang telah selesai dikerjakan sebelum titik waktu terjadinya gangguan tidak diperhatikanlagi.
d. Operasi yang sedang dikerjakan pada saat terjadi gangguan tidak mengalami perubahan.
e. Setelah mengidentifikasi mesin yang rusak, penjadwalan ulang dilakukan dengan mengundurkan waktu operasi sesuai dengan lama waktu perbaikan mesin.
2. Penambahan pesanan baru
Pada saat produksi sedang berjalan, tidak tertutup kemungkinan bahwa terjadi penambahan pesanan baru. Hal ini mengakibatkan pelaksanaan penjadwalan yang belum memperhitungkan pesanan baru tersebut akan
mengalami gangguan. Oleh karena itu, diperlukan penjadwalan ulang dengan mempertimbangkan pesanan baru tersebut, sehingga produksi akan tetap berada pada kondisi yang optimal serta lantai produksi (shop floor) dapat segera menyesuaikan diri dengan penjadwalan baru tersebut. Informasi yang diperlukan dari adanya pesanan baru tersebut adalah jenis produk yang dipesan, routing pekerjaan (rute proses produksi), jumlah pesanan dan due date yang dimintakonsumen.
Prinsip yang telah dikembangkan untuk algoritma penjadwalan ulang untuk kasus masuknya pesanan baru adalah :
a. Penjadwalan ulang dilakukan dari titik waktu terjadinya gangguan. b. Penjadwalan ulang dilakukan untuk operasi-operasi yang belum
dikerjakan.
c. Operasi yang sedang dikerjakan pada saat terjadi gangguan tidak mengalami perubahan.
d. Operasi-operasi yang telah selesai dikerjakan sebelum titik waktu terjadinya gangguan tidak diperhatikan lagi.
3. Perubahan prioritas
Perubahan prioritas pembuatan produk akan mempengaruhi penjadwalan yang telah dilakukan. Prinsip yang telah dikembangkan pada algoritma penjadwalan ulang untuk gangguan ini sama dengan prinsip yang digunakan untuk kasus adanya pesanan baru.
4. Adanya pengulangan operasi pada produktertentu
Pengulangan operasi pada produk tertentu dilakukan jika terdapat produk yang dinyatakan cacat, sehingga menyebabkan produk tersebut harus diproses ulang untuk memenuhi spesifikasi yang diinginkan. Akibat dari pengulangan proses tersebut maka waktu operasi produk tersebut bertambah dan proses produksi dari produk lain tertunda. Untuk itu dibutuhkan penjadwalan ulang mesin dengan data tambahan seperti jenis produk yang akan diulang, operasi proses produksi yang diulang dan mesin yang digunakan dalam proses pengulangan tersebut.
5. Perubahan due date
Produk yang mengalami perubahan due date akan menyebabkan perubahan pada jadwal produksi semula. Perubahan due date ada dua macam yaitu due date semakin maju atau due date semakin mundur. Penjadwalan produksi dengan due date yang semakin mundur tidak akan mengubah penjadwalan urutan job dan tidak akan mengakibatkan perubahan pada performansi penjadwalan semula. Akan tetapi, perubahan due date yang semakin maju akan mengubah penjadwalan urutan job awal agar kriteria performansi yang dipilih dapat tetap dipertahankan dengan adanya perubahan due date tersebut.
2.6 Istilah dalam Penjadwalan
Pembahasan mengenai masalah penjadwalan akan dijumpai beberapa istilah, sebagai berikut (Baker and Trietsch 2009):
1. Ready time (Rj), yaitu waktu yang menunjukkan saat job siap untuk dikerjakan.
2. Waiting time (Wj), yaitu waktu yang dilalui suatu pekerjaan sebelum mulai diproses
3. Completion time (Cj), yaitu waktu yang dibutuhkan untuk menyelesaikan suatu operasi dari pekerjaan j.
4. FlowTime(Fj),yaitu waktu antara job ke-j siap dikerjakan sampai job tersebut diselesaikan.
Fj = Cj – rj
5. Completion Time (Cij), yaitu waktu yang dibutuhkan untuk menyelesaikan suatu operasi dari pekerjaan j pada mesin. Dalam waktu proses ini sudah termasuk waktu yang dibutuhkan untuk persiapan dan pengaturan (set up). Cj = Fj +rj
6. Process Time (tij), yaitu waktu yang diperlukan untuk menyelesaikan suatu operasi atau proses ke-i dari job ke-j. Waktu proses ini telah mencakup waktu untuk persiapan dan pengaturan proses.
8. Lateness (Lj), yaitu besarnya simpangan waktu penyelesaian job j terhadap due date yang telah ditentukan untuk job tersebut.
Lj = Cj – dj ≤ 0, artinya saat penyelesaian memenuhi batas akhir. Lj = Cj – dj > 0, artinya saat penyelesaian melewati batas akhir.
9. Tardiness (Tj), yaitu besarnya keterlambatan dari job j. Tardiness adalah lateness yang berharga positif.
10. Makespan (Ms), yaitu jangka penyelesaian suatu penjadwalan (penjumlahan seluruh waktu proses).
Ms = Cmax
11. Earliness (Aghelinejad, Ouazene et al.), yaitu keterlambatan yang bernilai negatif.
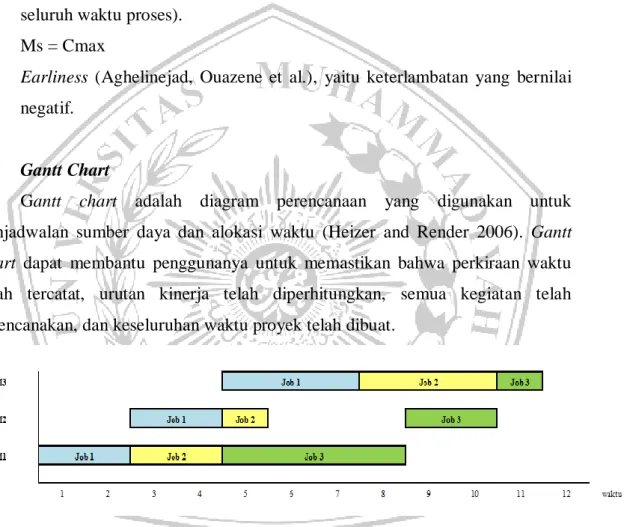
2.7 Gantt Chart
Gantt chart adalah diagram perencanaan yang digunakan untuk penjadwalan sumber daya dan alokasi waktu (Heizer and Render 2006). Gantt chart dapat membantu penggunanya untuk memastikan bahwa perkiraan waktu telah tercatat, urutan kinerja telah diperhitungkan, semua kegiatan telah direncanakan, dan keseluruhan waktu proyek telah dibuat.
Gambar 2.1 Gantt Chart
Pada gambar 2.1 menunjukkan bahwa sumbu vertikal digambarkan jenis sumber daya yang digunakan dan sumbu horizontal digambarkan satuan waktu. Terdapat tiga mesin yang mengerjakan tiga job dengan waktu penyelesaian 12 satuan waktu.
Keunggulan dari penggunaan ganttchartyaitu dapat mengetahui urutan pengerjaan, waktu, dan jumlah kegiatan. Sedangkan kekurangannya yaitu tidak memperhatikan ketergantungan dan hubungan antara proses, kurang efisien karena perbaikan harus dimulai dari awal, dan tidak mampu menyajikan jadwal yang sistematis untuk proyekyang kompleks.
2.8 Penjadwalan HybridFlowshop dengan SetupTime dan RemovalTime Penjadwalan hybid flowshop merupakan pengembangan dari penjadwalan flowshop di mana m mesin disusun secara seri dengan beberapa stage. Di dalam stage terdapat beberapa mesin identik yang disusun secara paralel. Masing-masing job memiliki urutan proses yang sama dan akan diproses oleh salah satu mesin identik jika stage tersebut memiliki jumlah mesin lebih dari 1 (Pinedo 2016).
Stage 1 Stage 2 Mesin 1 Mesin 2.1 Mesin 2.2 Stage 3 Stage 4 Mesin 3 Mesin 4
Gambar 2.2 Pola aliran hybrid flowshop
Gambar 2.2 adalah penjadwalan hybid flowshop dengan 4 tahapan proses. Setiap job akan melewati tahapan proses yang sama dari mesin 1 sampai mesin 2. Karena stage 2 memiliki dua mesin identik maka job akan diproses pada salah satu mesin.
Dalam industri menufaktur, setiap mesin yang akan memproses suatu produk akan membutuhkan setup dan removaltime. Setup time merupakan waktu yang dibutuhkan untuk menyiapkan mesin sebelum mengerjakan job. Sedangkan removal time adalah waktu yang diperlukan untuk mengembalikan keadaan mesin seperti awal sebelum mengerjakan job selanjutnya (Rajendran and Ziegler 1997).
2.9 Konsumsi Energi
Energi telah menjadi salah satu sumber daya yang paling penting dalam perusaaan manufaktur. Sektor idustri menggunakan energi sekitar 50% dari konsumsi energi total. Penggunaan energi merupakan faktor signifikan yang mengakibatkan penurunan kualitas lingkungan seperti adanya global warming dan sumber daya yang cepat habis(Lu, Gao et al. 2017). Mesin sangat berperan dalam kegiatan produksi. Besarnya energi yang dikonsumsi oleh mesin diakibatkan oleh mesin yang sering dalam keadaan idle. Oleh karena itu, perusahaan membutuhkan sistem penjadwalan untuk meminimasi idle sehingga konsumsi energi berkurang. Untuk menentukan total konsumsi energi yang dikeluarkan dapat dihitung menggunakan rumus sebagai berikut (Li, Sang et al. 2018):
𝐸𝐵 = 𝐸𝑖𝑗𝑘 𝑁𝑗𝑘 𝑖=1 𝑀𝑗 𝑘=1 𝑚 𝑗 =1 (1) 𝐸𝑂𝑂 = 𝐸𝑅𝑗𝑘 𝑀𝑗 𝑘=1 𝑚 𝑗 =1 (2) 𝐸𝐼 = 𝐸𝐼𝑖𝑗𝑘 𝑁𝑗𝑘 −1 𝑖=1 𝑀𝑗 𝑘=1 𝑚 𝑗 =1 (𝑆 𝑙+1 𝑗𝑘𝑗𝑘 − 𝐶𝑙𝑗𝑘𝑗𝑘) (3) 𝑇𝐸𝐶 = 𝐸𝐵 + 𝐸𝑂𝑂 + 𝐸𝐼 (4) Keterangan : 𝑛 = jumlah job 𝑚 = jumlah stage
𝑀𝑗 = jumlah mesin paralel di stage j 𝑁𝑗𝑘 = jumlah job pada mesin k di stage j
𝑃𝑖𝑗𝑘 = waktu proses saat job i diproses pada mesin k di stage j
𝑆𝑖𝑗𝑘 = waktu mulai saat job i mulai diproses pada mesin k di stage j
𝐶𝑖𝑗𝑘 = waktu selesai saat job i selesai diproses pada mesin k di stage j 𝑙𝑗𝑘 = job ke-h yang diproses pada mesin k di stage j
𝐸𝑖𝑗𝑘 = konsumsi energi saat job i diproses pada mesin k di stage j 𝐸𝐼𝑗𝑘 = konsumsi energi saat idle mesin k di stage j
𝐸𝑅𝑗𝑘 = konsumsi energi saat setup dan removal mesin k di stage j 𝐸𝐵 = konsumsi energi saat proses
𝐸𝑂𝑂 = konsumsi energi saat setupdan removal 𝐸𝐼 = konsumsi energi saat idle
𝑇𝐸𝐶 = total konsumsi energi
2.10 ButterflyOptimizationAlgorithm (BOA)
Butterfly Optimization Algorithm (BOA) adalah algoritma metaheuristik baru yang terinspirasi dari cara mencari makan kupu-kupu melalui aroma yang diproduksi oleh tubuh kupu-kupu sebelumnya (Arora and Singh 2019). Tujuan BOA adalah memperoleh rute terpendek dalam mencari makan. Karakteristik kupu-kupu dalam algoritma ini yaitu semua kupu-kupu dapat mengeluarkan aroma, setiap kupu-kupu akan bergerak secara random menuju kupu-kupu yang mengeluarkan lebih banyak aroma, dan intensitas stimulus kupu-kupu ditentukan berdasarkan fungsi objektif. Berikut merupakan penjelasan bagaimana pemodelan BOA.
3.2.1 Kupu-Kupu
Pada Kingom Animalia, kupu-kupu berada dalam kelas Lepidoptera. Terdapat lebih dari 18.000 spesies kupu-kupu di seluruh dunia. Alasan kelangsungan hidup mereka terletak pada kemampuan indra penciuman, penglihatan, perasa, perasa, dan pendengaran untuk mencari makan dan pasangan.Indra tersebut juga dapat membantu berimigrasi dari satu tempat ke tempat yanglain, melarikan diri dari pemangsa dan bertelur di tempat yang tepat. Darisemua indra ini, indra penciuman adalah indra paling penting yang membantu kupu-kupu mencari makanan misalnya nektar, bahkan darijarak jauh. Untuk menemukan sumber nektar, kupu-kupu menggunakan reseptor indra penciuman yang tersebar di seluruh tubuh pada bagian antena, kaki, palpus, dan sebagainya. Reseptor ini merupakan sel saraf pada permukaan tubuh kupu-kupu yang disebut kemoreseptor.
Berdasarkan pengamatan ilmiah, ditemukan bahwa kupu-kupu memiliki indra penciuman yang sangat akurat. Selain itu, mereka dapat membedakan aroma dan merasakan intensitasnya. Kupu-kupu berperan sebagai agen pencarian BOA.
Seekor kupu-kupu akan menghasilkan aroma dengan intensitas dan fitness tertentu, yaitu ketika kupu-kupu bergerak dari satu ke lokasi lain, fitness-nya akan bervariasi. Aroma akan menyebar sehingga bisa dirasakan kupu-kupu lainnya. Terdapat dua fase pencarian rute dalam BOA. Ketika seekor kupu-kupu bisa merasakan aroma dari kupu-kupu lain, ia akan bergerak ke sana dan fase ini disebut sebagai global phase. Dalam skenario lain, ketika kupu-kupu tidak mampu merasakan aroma dari sekitarnya, maka ia akan bergerak secara acak dan fase ini disebut sebagai local phase.
3.2.2 Aroma
Aroma merupakan salah satu karakterisitik utama yang membedakan BOA dari algoritma metaheuristik lainnya. Untuk memahami cara menghitung aroma, sebelumnya kita harus mengerti bagaimana modalitas seperti bau, suara, cahaya, dan suhu diproses oleh stimulus. Seluruh konsep pengindraan dan memproses modalitas didasarkan pada tiga istilah penting yaitu modalitas sensorik (𝑐), intensitas stimulus (𝐼) dan kekuatan eksponen (𝑎).
1. Modalitas Sensorik (𝑐)
Sensorik yaitu mengukur dan memproses bentuk energi sedangkan modalitas yaitu raw input yang digunakan oleh sensor. Pada umumnya, modalitas dapat berupa bau, suara, cahaya, dan suhu. Pada BOA, modalitas yang digunakan adalah aroma kupu-kupu.
2. Intensitas Stimulus (𝐼)
Intensitas Stimulus adalah tingkat fisik stimulus. Pada BOA, 𝐼 berhubungan dengan fitness atau solusi terbaiknya. Ketika seekor kupu-kupu mengeluarkan sejumlah besar aroma, kupu-kupu lain di sekitarnya bisa merasakan dan tertarik untuk mengikuti jejaknya.
3. Kekuatan Eksponen (𝑎)
Kekuatan adalah eksponen yang intensitasnya dinaikkan. Parameter 𝑎 memungkinkan untuk ekspansi respon, respon linear dan kompresi respon. Ekspansi respons adalah ketika 𝐼 meningkat, aroma (𝑓) meningkat lebih cepat dari pada 𝐼. Kompresi respons adalah ketika 𝐼 meningkat, 𝑓 meningkat lebih lambat
dari 𝐼. Respons linear adalah ketika 𝐼meningkat, 𝑓 meningkat secara proporsional. BOA menggunakan kompresi respon untuk menentukan besarnya 𝐼.
Berdasarkan konsep ini, nilai aroma sebagai fungsi dari intensitas stimulus fisik dengan persamaan :
𝑓 = 𝑐 𝐼𝑎 (5)
Di mana besarnya nilai aroma misalnya seberapa kuat aroma yang dirasakan oleh kupu-kupu lain, 𝑐 adalah modalitas sensorik, 𝐼 adalah intensitas stimulus, dan 𝑎 adalah kekuatan eksponen berdasarkan modalitasnya yaitu aroma. Pada kasus umum, nilai 𝑎 dan 𝑐 berada dalam range [0,1].
3.2.3 Pergerakan Kupu-Kupu
Terdapat beberapa karakterisik yang dimiliki kupu-kupu dalam BOA yaitu:
1. Semua kupu-kupu dapat mengeluarkan aroma yang bisa dirasakan kupu-kupu lain.
2. Setiap kupu-kupu akan bergerak secara acak atau menuju kupu-kupu terbaik yang mengelurakan aroma lebih banyak.
3. Intensitas stimulus kupu-kupu dipengaruhi atau ditentukan oleh fungsi objektif.
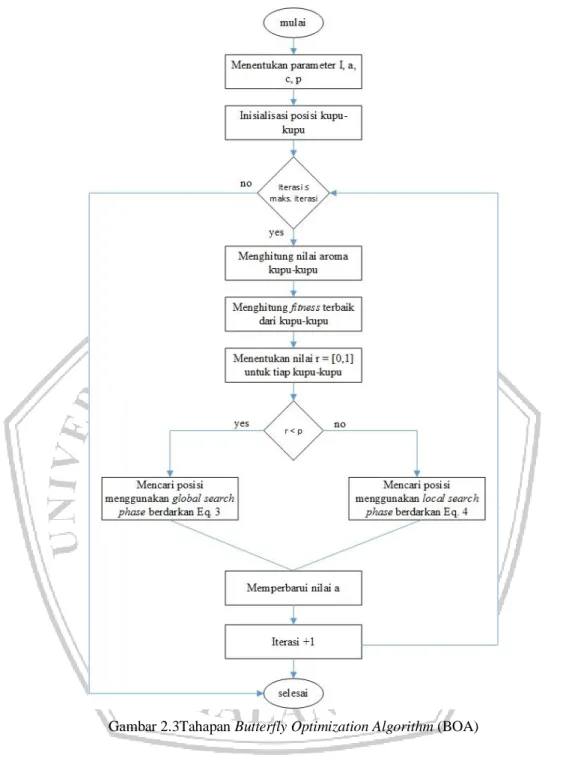
Terdapat tiga fase dalam BOA yaitu fase inisialisasi, fase iterasi, dan fase akhir. Penerapan BOA dimulai dari melakukan inisialisasi awal kemudian pencarian rute dengan beberapa iterasi dan berakhir ketika sudah menemukan solusi terbaik.
1. Fase Inisialisasi
Pada fase ini yaitu menentukan fungsi objektif dan solusi yang dibutuhkan. Selain itu juga menentukan nilai setiap parameter. Kemudian menentukan populasi awal kupu-kupu. Jumlah kupu-kupu tidak bisa diubah selama proses simulasi karena digunakan untuk menyimpan informasi mereka. Fase ini akan menghasilkan posisi acak kupu-kupu, besarnya aroma, dan besarnya fitness.
Parameter yang diinisialisasi adalah intensitas stimulus (I), parameter r, c (sensor modality), a (power exponent), dan p (switch probability)
2. Fase Iterasi
Pada setiap iterasi, semua kupu-kupu berpindah ke posisi yang baru kemudian didapatkan fitness-nya. Fase ini terdapat dua cara pencarian rute. Pertama adalah global search phase, kupu-kupu akan mengikuti kupu-kupu uyeng memiliki solusi terbaik. Menggunakan fase pencarian global apabila r < p dengan persamaan :
𝑥𝑖𝑡+1= 𝑥𝑖𝑡+ 𝑟2 × 𝑔∗− 𝑥𝑖𝑡 × 𝑓𝑖 (6) di mana 𝑥𝑖𝑡 adalah vektor solusi 𝑥
𝑖 pada kupu-kupu ke-i di iterasi ke-t.
𝑔∗didefinisikan solusi terbaik dari semua iterasi. 𝑓
𝑖adalah bau harum ke-i dan
r adalah bilangan acak [0,1].
Kedua adalah local search phase, ketika kupu-kupu tidak mampumerasakan aroma dari sekitarnya kemudiania akan bergerak secara acak. Menggunakan fase pencarian lokal apabila r > p dengan persamaan :
𝑥𝑖𝑡+1= 𝑥𝑖𝑡+ 𝑟2 × 𝑥𝑗𝑡− 𝑥𝑘𝑡 × 𝑓𝑖 (7) di mana 𝑥𝑗𝑡 dan 𝑥𝑘𝑡 adalah vektor solusi 𝑥𝑖 pada kupu-kupu ke-j dan ke-k
dari solution space. 3. Fase Akhir
Iterasi akan terus dilakukan saat belum mendapatkan kriteria yang diinginkan. Kriteria tersebut dapat berupa waktu maksimum yang digunakan, jumlah maksimum iterasi yang dicapai, tingkat error, dan sebagainya. Iterasi akan berhenti saat output yang muncul merupakan solusi terbaik dengan fitness terbaik. Hal ini dinamakan dengan fase akhir.
Gambar 2.3Tahapan Butterfly Optimization Algorithm (BOA)
Berikutmerupakan pseudocode untuk BOA :
Objective function f(x), x=(x1, x2, ..., xdim), dim = no. of dimensions Generate initialize population of n Butterflies xi = (i = 1, 2,..., n) Stimulus Intensity Ii at xi is determined by f(xi)
Define sensor modality c, power exponent a and switch probability p whilestopping criteria not met do
Calculate fragrance for bf in using equation (5) end for
Find the best bf
for each butterfly bf in population do
Generate a random number r from [0,1] if r< p then
Move towards best butterfly/solution using equation (6) else
Move randomly using equation (7) end if
end for
Update the value of a end while
Output the best solution found
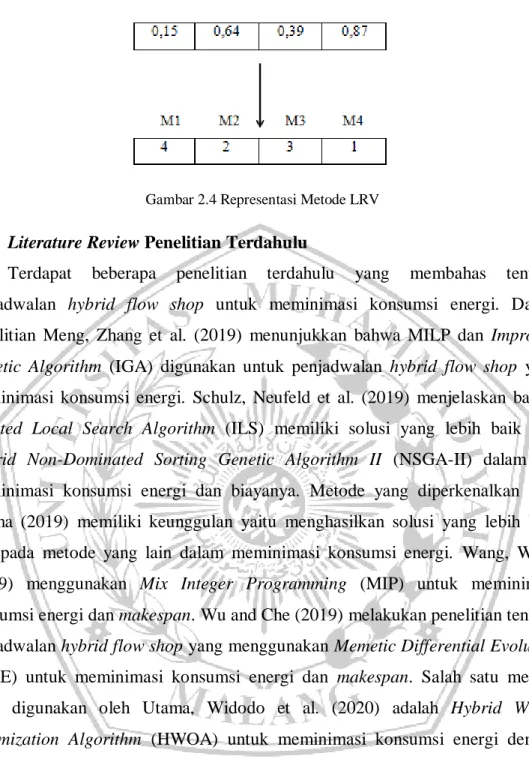
2.11 Metode LRV (Large RangeValue)
Hybrid flow shop scheduling problem (HFSSP) merupakan NP-hard combinatorial problem (Meng, Zhang et al. 2019). BOA termasuk continous problems. Dalam penelitian ini, BOA digunakan untuk menyelesaikan HFSSP. Continuous search agent akan diubah menjadi urutan job menggunakan metode LRV. Pada metode LRV, continous values akan dirangking dari job terbesar. Langkah pertama yaitu inisialisasi populasi. Populasi berisi search agent yang tidak boleh memiliki nilai sama.
Populasi = 0,15 0,64 0,39 0,42 0,21 0,72 0,22 0,53 0,14 0,87 0,65 0,77
Selanjutnya yaitu merangking masing-masing baris sehingga menjadi urutan job.
Gambar 2.4 Representasi Metode LRV
2.12 Literature Review Penelitian Terdahulu
Terdapat beberapa penelitian terdahulu yang membahas tentang penjadwalan hybrid flow shop untuk meminimasi konsumsi energi. Dalam penelitian Meng, Zhang et al. (2019) menunjukkan bahwa MILP dan Improved Genetic Algorithm (IGA) digunakan untuk penjadwalan hybrid flow shop yang meminimasi konsumsi energi. Schulz, Neufeld et al. (2019) menjelaskan bahwa Iterated Local Search Algorithm (ILS) memiliki solusi yang lebih baik dari Hybrid Non-Dominated Sorting Genetic Algorithm II (NSGA-II) dalam hal meminimasi konsumsi energi dan biayanya. Metode yang diperkenalkan oleh Utama (2019) memiliki keunggulan yaitu menghasilkan solusi yang lebih baik dari pada metode yang lain dalam meminimasi konsumsi energi. Wang, Wang (2019) menggunakan Mix Integer Programming (MIP) untuk meminimasi konsumsi energi dan makespan. Wu and Che (2019) melakukan penelitian tentang penjadwalan hybrid flow shop yang menggunakan Memetic Differential Evolution (MDE) untuk meminimasi konsumsi energi dan makespan. Salah satu metode yang digunakan oleh Utama, Widodo et al. (2020) adalah Hybrid Whale Optimization Algorithm (HWOA) untuk meminimasi konsumsi energi dengan mempertimbangkan sequence dependent set-up time.
Zhang, Pan et al. (2019) menunjukkan bahwa three-stage multiobjective approch on decomposition (TMOA/D) dapat menghasilkan nilai konsumsi energi dan makespan yang minimum. Zheng, Li et al. (2019) menghasilkan konsumsi energi optimal menggunakan Improved Artificial Fish Swarm Algorithm (VAFSA). Competitive Algorithm with Empire Grouping (EGICA) digunakan dalam penelitian Zhou, Lei et al. (2019) untuk meminimasi konsumsi energi dan
makespan. Gong, Chiong et al. (2020) dalam penelitiannya menjelaskan bahwa penggunaan Hybrid Evolutionary Algorithm (HEA) memperoleh tingkat performansi yang sama baik dari konsumsi energi maupun makespan. Sebuah penelitian terbaru oleh Utama, Baroto et al. (2020)menyimpulkan bahwa penggunaan Hybrid Grasshopper Algorithm Optimization (HGAO) memperoleh hasil optimal dalam penjadwalan flow shop dengan tujuan meminimasi konsumsi energi.Liu, Yang et al. (2020) menggunakan Bi-objective Differential Evolution Algorithm (BODE) untuk mendapatkan konsumsi energi dan biayakonsumsi energi yang optimal. Dalam penelitian Utama, Widodo et al. (2019) menunjukkan bahwa Cross Entropy And Genetic Algorithm (CEGA) yang digabung denganSimulated Annealing (SA) algorithm mengasilkan solusi optimal dalam meminimasi konsumsi energi dibandingkan NSGA-II and GA-SA algorithm. Liu, Yan et al. (2020) melakukan penelitian tentang penjadwalan hybrid flow shop yang menggunakan Mathematical Model untuk meminimasi konsumsi energi dan makespan.