TUGAS AKHIR
PERANCANGAN DIES BLANK UNTUK FLANGE
PADA GASOLINE PUMP MOBIL TOYOTA AVANZA
DENGAN METODE VDI 2221
Diajukan Sebagai Salah Satu Syarat Dalam Memperoleh Gelar Sarjana Teknik Mesin
Jenjang Pendidikan Starata I ( S 1 )
Disusun Oleh :
EDY RIZAL RANGKUTI
41305120001
FAKULTAS TEKNOLOGI INDUSTRI
PROGRAM STUDI TEKNIK MESIN
UNIVERSITAS MERCU BUANA
JAKARTA
LEMBAR PERNYATAAN
Yang bertanda tangan dibawah ini,
Nama : Edy Rizal Rangkuti N I M : 41305120001 Program Studi : Teknik Mesin Fakultas : Teknologi Industri
Judul Skripsi : Perancangan Dies Blank Untuk Flange Pada Gasoline Pump Mobil Toyota Avanza Dengan Metode VDI 2221 Dengan ini menyatakan bahwa hasil penulisan tugas akhir yang telah saya buat ini merupakan hasil karya sendiri dan benar keasliannya. Apabila ternyata di kemudian hari penulisan tugas akhir ini merupakan Plagiat atau penjiplakan terhadap karya orang lain, maka saya bersedia mempertanggungjawabkan sekaligus bersedia menerima sanksi berdasarkan aturan tata tertib di Universitas Mercu Buana.
Demikianlah pernyataan ini saya buat dalam keadaan sadar dan tidak dipaksakan.
Penulis,
LEMBAR PENGESAHAN
PERANCANGAN DIES BLANK UNTUK FLANGE
PADA GASOLINE PUMP MOBIL TOYOTA AVANZA
DENGAN METODE VDI 2221
Disusun Oleh :
Nama : Edy Rizal Rangkuti N I M : 41305120001 Program Studi : Teknik Mesin
Mengetahui,
Pembimbing, Koordinator Tugas Akhir
ABSTRAK
PERANCANGAN DIES BLANK UNTUK FLANGE PADA
GASOLINE PUMP MOBIL TOYOTA AVANZA
Tujuan dari perancangan dies blank untuk flange pada gasoline pump mobil Toyota avanza ini adalah untuk memenuhi kebutuhan industri dalam mempercepat proses produksi sehingga dapat menghasilkan produk yang maksimal.
Metode yang akan digunakan dalam perancangan ini menggunakan metode VDI 2221. Cara dari metode ini adalah dengan merancang 4 varian dari alat yang penulis inginkan, kemudian dari beberapa varian tersebut kita pilih satu varian yang terbaik menurut nilai dan sudah sesuai dengan kaidah – kaidah dalam merancang atau mendisain suatu alat yang baik.
Setelah melakukan analisa didapat data nilai hasil evaluasi varian sebagai berikut :
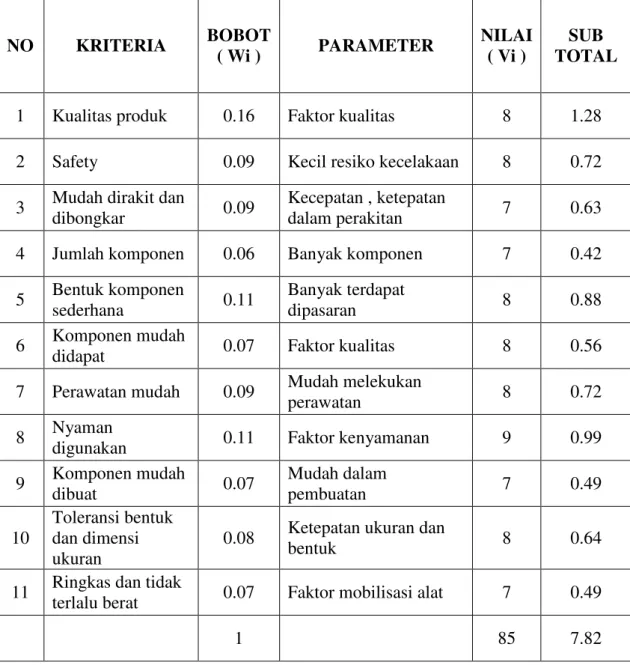
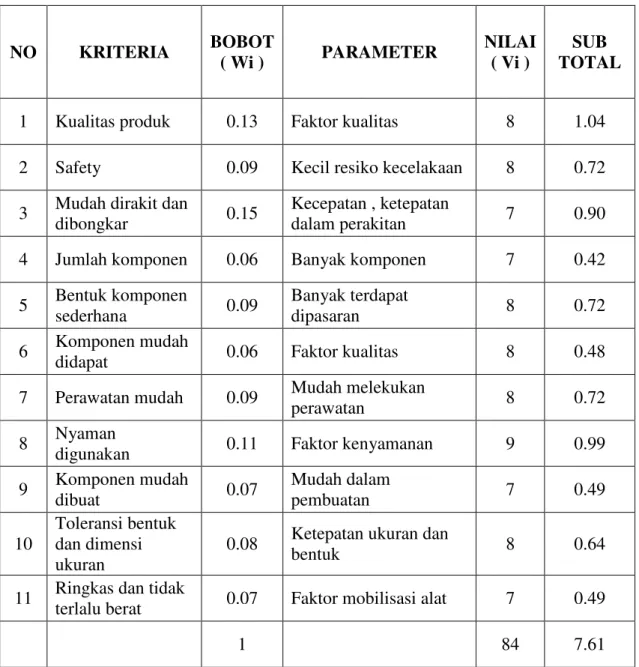
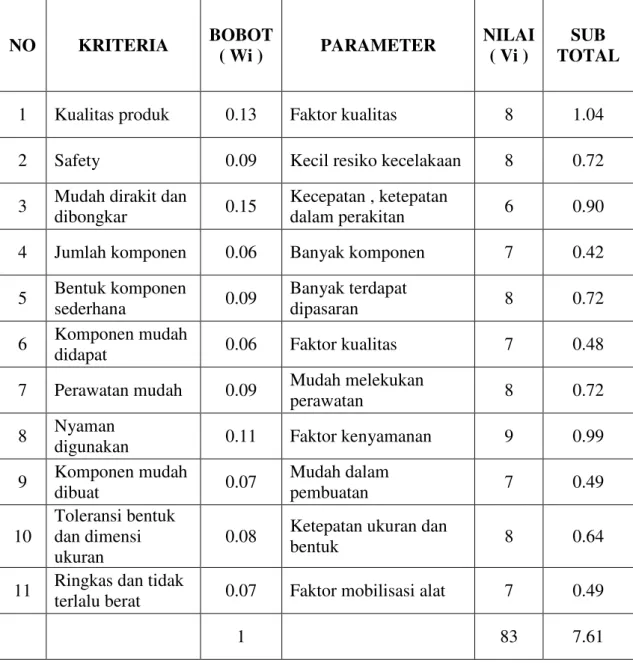
1. Nilai evaluasi varian 1 sebesar 7.82 2. Nilai evaluasi varian 2 sebesar 7.61 3. Nilai evaluasi varian 3 sebesar 7.64 4. Nilai evaluasi varian 4 sebesar 7.61
KATA PENGANTAR
Puji dan syukur penulis panjatkan ke hadirat Allah SWT atas berkat rahmat serta hidayah-Nya, penulis dapat menyelesaikan penulisan tugas akhir ini. Adapun judul tugas akhir ini adalah “ Perancangan Dies Blank Untuk Flange Pada Gasoline Pump Mobil Toyota Avanza Dengan Metode VDI 2221“.
Tujuan dari penulisan tugas akhir ini adalah untuk memenuhi salah satu persyaratan didalam mengikuti Ujian Sidang Sarjana Teknik pada Fakultas Teknologi Industri Universitas Mercu Buana.
Dalam kesempatan ini penulis mengucapkan terima kasih kepada pihak yang telah membantu menyelesaikan tugas akhir ini, khususnya kepada :
1. Bapak, ibu, istriku ( Hikmah Rosyada, A.Md. Kes ) dan anak - anakku ( Abdul Aziz Al Husyairi dan Muhammad Rizqi Al Ansari ) serta saudaraku yang tercinta yang telah memberikan dorongan spiritual dan material sehingga penulis dapat menyelesaikan penulisan tugas akhir ini.
2. Ir. Rully Nutranta, M.Eng selaku Dosen Pembimbing yang telah banyak meluangkan waktu untuk memberikan bimbingan dan arahan kepada penulis. 3. Dosen Fakultas Teknologi Industri Program Studi Teknik Mesin yang telah
memberikan bimbingan dan pengajaran selama penulis kuliah.
4. Akbar Syafaat Pasaribu, ST. Engineering Head PT. Takita Manufacturing Indonesia atas segala bantuannya.
5. Rekan - rekan Teknik Mesin PKSM angkatan XIII. 6. Civitas Akademika Universitas Mercu Buana Jakarta.
Penulis menyadari di dalam penyusunan dan pembuatan tugas akhir ini masih terdapat banyak kekurangan di sana-sini, oleh karena itu penulis sangat mengharapkan saran serta kritikan yang bersifat membangun, akhir kata penulis berharap tugas akhir ini dapat bermanfaat bagi kita semua.
Jakarta, Agustus 2007
DAFTAR ISI
Halaman
HALAMAN JUDUL ...i
HALAMAN PERNYATAAN... ii
HALAMAN PENGESAHAN... iii
ABSTRAK ...iv
KATA PENGANTAR...v
DAFTAR ISI... vii
DAFTAR GAMBAR... ix DAFTAR TABEL ...x DAFTAR NOTASI... xi BAB I PENDAHULUAN 1.1 Latar Belakang ...……….1 1.2 Tujuan Penulisan ………. 2 1.3 Pembatasan Masalah ...…….3 1.4 Metode Penulisan ………..……3 1.5 Metode Perancangan ...……..4 1.6 Sistematika Penulisan...…….7
BAB II METODE PERANCANGAN SISTEMATIS 2.1 Penjabaran Tugas ………...…….13
2.2 Perancangan Konsep...…….15
2.2.1 Abtraksi…. ...……..16
2.2.2 Pembuatan Struktur Fungsi ...…….16
2.2.2.1 Struktur Fungsi Keseluruhan ...…….16
2.2.2.2 Sub Fungsi ...…….16
2.2.3 Pencarian Dan Kombinasi Prinsip Solusi ...…….18
2.2.4 Pemilihan kombinasi Yang Sesuai...……..19
2.2.5 Pembuatan Varian Konsep ...19
2.2.6 Evaluasi……… ...20
2.3 Perancangan Wujud ...21
2.4 Perancangan Terinci ...22
BAB III TEORI PERANCANGAN 3.1 Daftar Kehendak Perancangan Dies Blank Untuk Flange Pada Gasoline Pump Mobil Toyota Avanza... .. .………....23
3.2 Klasifikasi Perancangan Dies Blank Untuk Flange Pada Gasoline Pump Mobil Toyota Avanza ... ………25
3.3 Struktur Fungsi Perancangan Dies Blank Untuk Flange Pada Gasoline Pump Mobil Toyota Avanza... ………...…….28
3.3.1 Fungsi Ditinjau Dari Unsur Upper Plate ……….….31
3.3.2 Fungsi Ditinjau Dari Unsur Bucking Punch Plate ....………32
3.3.3 Fungsi Ditinjau Dari Unsur Punch Plate ...……….32
3.3.4 Fungsi Ditinjau Dari Unsur Stripper Plate ……. ... ………32
3.3.5 Fungsi Ditinjau Dari Unsur Die Plate ...……….33
3.3.6 Fungsi Ditinjau Dari Unsur Lower Plate …… ……….33
3.3.7 Fungsi Ditinjau Dari Unsur Punch Cutting ...……...34
3.3.8 Fungsi Ditinjau Dari Unsur Spring ...……….34
3.3.9 Fungsi Ditinjau Dari Unsur Baut Stripper ...……….35
3.3.10 Fungsi Ditinjau Dari Unsur Guide Pin ...……….35
3.3.11 Fungsi Ditinjau Dari Unsur Dowel Pin ...……….35
3.4 Prinsip Solusi……… ...……….36
3.5 Kombinasi Prinsip Solusi...……….36
3.6 Pemilihan Variasi Kombinasi ...……….55
BAB IV PERHITUNGAN KOMPONEN PERANCANGAN 4.1 Analisa Bentangan Pelat Material...……….56
4.2 Analisa Gaya Potong Punch…… ...57
4.3 Analisa Gaya Pegas Stripper.... ...58
4.4 Analisa Perancangan Die ... ...59
4.4.1 Analisa Perancangan Tebal Die ...60
4.4.2 Analisa Perancangan Lebar Die ...60
4.4.3 Analisa Perancangan Panjang Die ...61
4.4.4 Analisa Clearance Dan Penetrasi Die ...61
4.5 Analisa Tonase Mesin Press…….. ...62
4.6 Pemilihan material perancangan…….. ...64
BAB V PENUTUP 5.1 Kesimpulan ...65
5.2 Saran ...66 DAFTAR PUSTAKA
DAFTAR GAMBAR
Gambar 2.1 Prosedur Pemecahan Masalah secara Umum...………9
Gambar 2.2 Tahap – Tahap Perancangan Sistematis VDI 2221...………..12
Gambar 2.3 Tahap – Tahap Perancangan Denan Konsep... ….15
Gambar 2.4 Pembuatan Sub Fungsi... ….17
Gambar 3.1 Struktur Fungsi Keseluruhan ... ….29
Gambar 3.2 Struktur Fungsi Dies Blank Untuk Flange Pada Gasoline Pump Mobil Toyota Avanza ...…30
Gambar 3.3 Abtaraksi Varian 1….. ... ….46
Gambar 3.4 Abtaraksi Varian 2….. ... ….47
Gambar 3.5 Abtaraksi Varian 3………… ... ….48
Gambar 3.6 Abtaraksi Varian 4….. ... ….49
Gambir 4.1 Flange……….. ... ….56
DAFTAR TABEL
Tabel 2.1 Format dan daftar spesifikasi…….. ………..14
Tabel 3.1 Daftar klasifikasi perancangan………...……..25
Tabel 3.2 Prinsip solusi………...…….38
Tabel 3.3 Pemilihan variasi struktur fungsi……….. ...…….41
Tabel 3.4 Nilai evaluasi……… ...50
Tabel 3.5 Hasil evaluasi varian 1………...51
Tabel 3.6 Hasil evaluasi varian 2………...52
Tabel 3.7 Hasil evaluasi varian 3………...53
Tabel 3.8 Hasil evaluasi varian 4………...54
DAFTAR NOTASI ( SI )
A : Panjang Potongan x tebal material ( mm )
C : Koefisien koreksi ( mm )
Fpot : Gaya potong ( N )
Fs : Gaya pegas stripper ( N )
H : Tebal die ( mm )
K : Konstanta ( kg / cm )
Lpot : Panjang pemotongan ( mm )
L : Lebar die ( mm )
P : Panjang die ( mm )
p : Penetrasi punch potong ( mm )
Rm : Tegangan tarik ( N / mm2 ) S : Tebal material ( mm ) Us : Clearance ( mm ) τ τ τ τg : Tegangan geser ( N / mm2 ) τ τ τ τt : Tegangan tarik ( N / mm2 ) α α α α : Derajat tapper ( ° )
BAB I
PENDAHULUAN
1.1 Latar Belakang
Dengan semakin majunya ilmu pengetahuan dan teknologi, semakin banyak pula alat-alat yang diperlukan untuk mempercepat proses produksi dalam melakukan berbagai macam kegiatan, guna meningkatkan efisiensi kerja, tenaga dan waktu yang dibutuhkan untuk menghasilkan suatu produk yang maksimal. Hal ini merupakan tantangan bagi kita untuk berusaha keras agar dapat mengikuti perkembangan serta kemajuan ilmu pengetahuan dan teknologi sehingga dapat berguna bagi kehidupan masyarakat dan lingkungan sekitarnya.
Untuk itu diperlukan peningkatan pada bidang permesinan dikarenakan tidak terlepasnya suatu teknologi industri yang berhubungan dengan mesin. Di bidang permesinan kita sering mendengar istilah progressive tool, press tool, dan lainnya yang digunakan untuk mengerjakan lembaran logam menjadi bermacam-macam komponen dengan segala bentuk ukuran dengan cara pemotongan lembaran logam tersebut.
Bidang perekayasaan, teknik merupakan salah satu bagian dari teknologi. Bidang perekayasaan teknik adalah sangat penting karena bidang ini dapat menghasilkan suatu produk teknik yang bermutu dan berguna untuk kepentingan masyarakat pengguna teknologi.
Perancangan teknik ( Engineering Design ) merupakan usaha memenuhi persyaratan tertentu dari suatu alat dengan cara terbaik. Perancangan teknik
dengan meggunakan metode kerja VDI 2221 disusun oleh Gerhard Pahl dan
Wolfgang Beitz dalam buku Engineering Design terbagi menjadi beberapa tahap :
- Mempercepat Tugas ( Clarifying the Task ) - Perancangan Konsep ( Conceptual Design ) - Perncangan Wujud ( Embodiment Design ) - Perancangan Detail ( Detail Design )
Penulis melihat banyak hal yang dapat dilakukan untuk menunjang industri menegah, oleh karena itu penulis berusaha merancang suatu alat yang mampu untuk memenuhi kebutuhan industri dalam memenuhi kebutuhan konsumen akan produk yang dihasilkan, namun dikarenakan keterbatasan waktu dan dana penulis hanya melakukan Perancangan
Press Tool Dengan Metode VDI 2221.
1.2 Tujuan Penulisan
Beranjak dari latar belakang maslah yang dikemukakan diatas maka tujuan dari perancangan ini adalah mendapatkan hasil produksi yang maksimal serta efektif.
Tujuan pembuatan Tugas Akhir tentang perancangan press tool dengan metode VDI 2221, yaitu :
1. Mengaplikasikan teori-teori yang didapat pada mata kuliah perencanaan produk.
2. Menambah sarana pengembangan wawasan bagi mahasiswa teknik mesin khususnya pada mata kuliah perencanaan produk
3. Digunakan sebagai salah satu alternative dalam sarana produksi bagi industri atau usaha menengah.
1.3 Pembatasan Masalah
Dalam penyusunan tugas akhir ini, penulis hanya menitikberatkan pada perhitungan dari komponen – komponen yang penting saja, agar perancangan tetap terarah dan jelas dengan batasan – batasan yang diberikan, antara lain :
- Pemilihan bahan dan komponen press tool yang direncanakan.
- Data – data yang dibutuhkan diperoleh dari hasil perhitungan dan pengamatan dilapangan.
- Bahan tidak di uji performance dan tidak melihat produk planning secara detail.
- Analisa perhitungan press tool.
1.4 Metode Penulisan
Dalam penyusunan laporan ini, metode-metode yang penulis gunakan untuk mengumpulkan data adalah sebagai berikut :
a. Metode Penulisan
1. Penelitian Kepustakaan ( Library Research Method )
Metode ini digunakan penulis untuk mengumpulkan data – data sekunder, yaitu dengan cara membaca buku – buku dan mengambil inti sari yang berhubungan dengan skripsi.
Metode ini digunakan penulis untuk mengumpulkan data – data primer, yaitu dengan cara mengadakan pengamatan langsung.
3. Diskusi ( Brain Method )
Metode ini dipakai penulis untuk mengumpulkan data – data primer dan data – data sekunder dengan mengadakan diskusi dengan pembimbing dan orang – orang yang memiliki wawasan tentang pembuatan press tool tersebut.
b. Metode Perhitungan
Dengan mengacu pada data – data dari hasil perhitungan dan pengamatan langsung dilapangan sebagai dasar perhitungan yang tidak lepas dari pembatasan masalah.
1.5 Metode Perancangan
Bidang perekayasaan teknik atau perancangan teknik ( Engineering
Design ) merupakan usaha untuk memenuhi persyaratan tertentu dari suatu alat
dengan cara yang terbaik. Keinginan mewujudkan alat tersebut dapat bermula dari latar belakang sosiologis maupun dari perkembangan ilmu pengetahuan.
Perancangan teknik merupakan pertemuan antara dua ilmu, yaitu ilmu pengetahuan ( science) dan seni ( art ), seperti ditunjukkan pada gambar 1.1.
Politik
Sosiologi
Psikologi
Ilmu Pengetahuan Desain Teknologi Produksi Pengatahuan Mesin Mesin Mesin
Desain Industri Desain Artistik Seni Gambar 1.1
Posisi perancangan teknik dalam arus Teknologi dan Budaya
Metode perancangan yang akan digunakan dalamTugas Akhir ini adalah metode perancangan sistematis, yaitu metode perancangan yang terdiri dari tahap
– tahap penjabaran tugas ( Clarification of Task ), Perancangan Konsep (
Conceptual Design ) Perancangan Wujud ( Embodiment Design ), dan
Perancangan Rinci ( Detil Design ). Perancangan press tool ini menggunakan atau
menurut konsep VDI 2221 ( Vereign Deutscher Ingeneur ), Persatuan Insinyur Jerman. Langkah kerja menurut VDI 2221 seperti ditunjukkan pada gambar 1.2 dibawah ini :
Gambar 1.2
Langkah kerja menurut VDI 2221
Tugas
1. Penjelasan dan percepatan tugas
Daftar Kehendak
2. Menentukan fungsi dan strukturnya
3. Mencari prinsip dan strukturnya
Struktur Fungsi
Struktur Fungsi
4. Menguraikan menjadi modul yang dapat direalisir
Struktur Modul 5. Memberi bentuk pada modul
Bentuk Awal 6. Memberi bentuk pada seluruh produk
Bentuk Keseluruhan 7. Merinci pembuatan dan penggunaan
Dokumentasi Produk Realisasi Selanjutnya
Metode perancangan VDI 2221 ini terbagi atas 4 fase, yaitu : a. Mempercepat Tugas ( Clarification of Task )
Meliputi pengumpulan informasi tentang kebutuhan hal – hal yang akan dibangun dalam solusi dan juga keterbatasan – keterbatasannya.
b. Perencanaan Konsep ( Conceptual Design )
Meliputi mencari dan menerapkan struktur fungsi, mencari prinsip – prinsip solusi yang cocok, dan kombinasi – kombinasi dalam konsep varian yang terbaik.
c. Perancangan Bentuk Keseluruhan ( Embodiment Design )
Perancangan berawal dari konsep, menetapkan proses perencanaan, bentuk – bentuk dan pengembangan produk teknik atau system berdasarkan pertimbangan ekonomi.
d. Perancangan Terinci ( Detil Design )
Merupakan proses perancangan dimana perancangan bentuk, dimensi – dimensi dan sifat – sifat permukaan dari setiap komponen ditentukan, pemilihan bahan dan kemungkinan – kemungkinan secara teknik dan ekonomi di analisa kembali, semua gambar – gambar dan dokumen produksi dibuat.
1.6 Sistematika Penulisan
Sistematika penulisan dalam penyusunan tugas akhir ini adalah sebagai berikut :
BAB I PENDAHULUAN
Berisi latar belakang, tujuan penulisan, pembatasan masalah, metode penulisan, metode perancangan dan sistematika penulisan.
BAB II METODE PERANCANGAN SISTEMATIS
Berisi tentang metode perancangan sistematis yang membahas tahap – tahap dalam metode perancangan sistematis beserta uarainya dengan penekanan pada uraian perancangan konsep.
BAB III KONSEP PERANCANGAN
Berisi penjelasan tentang perancangan konsep perancangan press tool yang merupakan penerapan teori perancangan konsep yang telah dibahas pada Bab II.
BAB IV PERHITUNGAN KOMPONEN PERANCANGAN
Berisi tentang perhitungan pada komponen – komponen utama dari perancangan press tool dengan menggunakan metode VDI 2221.
BAB V PENUTUP
Berisi kesimpulan dan saran dari uraian perencanaan press tool dengan menggunakan metode VDI 2221
BAB II
METODE PERANCANGAN SISTEMATIS
Metode perancangan sistematis pada dasarnya adalah metode pemecahan suatu masalah yang menggunakan tahap demi tahap analis dan sintesis. Analisis adalah penguraian suatu system yang kompleks menjadi elemen – elemennya dan memepelajari karateristik masing – masing elemen tersebut beserta korelasinya, sedangkan sintesis adalah penggabungan elemen – elemen yang telah diketahui karateristiknya untuk menciptakan suatu system baru. Prosedur pemecahan masalah secara umum dapat ditunjukkan dalam skema pada Gambat 2.1 dibawah ini :
Gambar 2.1
Prosedur pemecahan masalah secara umum
Tugas ( Problem ) Konfrontasi Informasi Definisi Kreasi Evaluasi Keputusan Penyelesaian
Merancang adalah usaha yang dilakukan untuk memenuhi suatu permintaan dengan cara yang dianggap paling baik yang memungkinkan untuk dilakukan. Merancang merupakan kegiatan teknik yang meliputi berbagai segi kehidupan manusia, dan juga dapat membuat suatu keadaan yang dapat mengaplikasikan menjadi suatu produk yang berdaya guna.
Kaitan – kaitan tersebut pada umumnya dapat berupa : a. Kaitan fungsi ( Functional Interrelationship )
Maksudnya adalah keterkaitan antara masukan dan keluaran suatu sistem untuk melakukan kerja tertentu yang berhubungan dengan lingkungan sekitarnya.
b. Kaitan Kerja ( Physical Interrelationship )
Maksudnya adalah adanya hubungan dimana kerja dilakukan adalah bagian dari proses fisika, proses ini berdasarkan pada efek fisika. Adapun efek fisika dapat digambarkan secara kuantitatif artinya hokum fisika menentukan banyaknya efek fisika yang terlibat, fenomena kimia dan biologi ternasuk didalamnya.
c. Kaitan bentuk ( Form Interrelationship )
Maksudnya adalah perwujudan nyata dari bentuk dasar dan bahan menjadi suatu struktur banguna, lengkap dengan penataan lokasi serta pemilihan gerak kinematika.
Bentuk teknik hasil rancangan merupakan suatu system yang berinteraksi dengan system yang lebih menyeluruh, yaitu lingkungan yang ada disekitarnya.
Langkah – langkah dalam metode perancangan sistematis dapat dikelompaokkan menjadi empat ( 4 ) tahap utama, antara lain : Penjabaran Tugas, Perancangan Konsep, Perancangan Wujud dan Perancangan terinci. Tahap – tahap utama tersebut dibahas pada sub bab – bab berikut besrta diagram alirnya.
Gambar 2.2
Tahap – Tahap Perancangan Sistematis VDI 2221
Tugas
Penjabaran tugas, menguraikan spesifikasi
Spesifikasi
Menentukan masalah penting, memebuat structural fungsi, mencari prinsip solusi, mengkombinasikan kedalam varian konsep, evaluasi terhadap kriteria teknis / ekonomis
Mengembangkan rancangan awal dan ran cangan bentuk, memeilih rancangan awal yang terbaik, evaluasi terhadap kriteria teknis dan ekonomis
Rancanga awal
Mengoptimalkan dan melengkapi rancangan bentuk, memeriksa kesalahan dan harga efektif, menyiapkan daftar dan dokumen produksi
Rancanga pasti
Detail akhir, melengkapi gambar
dokumen Produksi yang lengkap
memeriksa seluruh dokumen
Dokumentasi Solusi Konsep P er an ca n g an tu g as P er an ca n g an k o n se p P er an ca n g an w u ju d P er an ca n g an w u ju d O p tim as i r an ca n g an d an b en tu k O p tim as i p rin si p
2.1 Penjabaran Tugas ( Clarificatiffin of the Task )
Tahap ini meliputi pengumpulan informasi tentang syarat – syarat yang diharapkan dipenuhi oleh solusi akhir, informasi ini akan menjadi acuan penyusunan spesifikasi. Spesifikasi adalah daftar yang berisi persyaratan yang diharapkan dipenuhi oleh konsep yang sedang dibuat.
Pada saat pembuatan daftar persyaratan, hal yang penting adalah membedakan sebuah persyaratan, apakah sebagai suatu tuntutan ( demand ) atau keinginan ( wishes ).
Demand adalah persyaratan yang harus terpenuhi pada setiap kondisi,
atau dengan kata lain apabila persyartan itu tidak terpenuhi maka perancangan dianggap tidak benar.
Wishes adalah persyaratan yang diinginkan apabila memungkinka,
misalnya suatu persyaratan memebutuhkan biaya yang cukup tinggi tanpa memberikan pengaruh teknik yang besar, maa pesyaratan tersebut dapat diabaikan.
Untuk mempermudah penyusunan sesifikasi, dapat dilakukan dengan meninjau aspek – aspek tertentu, seperti aspek geometri, kinematika, gaya, energi dan sebagainya.
Daftar spesifikasi sebainya ditulis dalam bentuk kuantitatif bila memungkinkan, untuk produk yang membutuhkan perawatan, dafrtar spesifikasi perlu di dokumentasikan untuk digunakan apabila ada kerusakan dan akan diperbaiki.
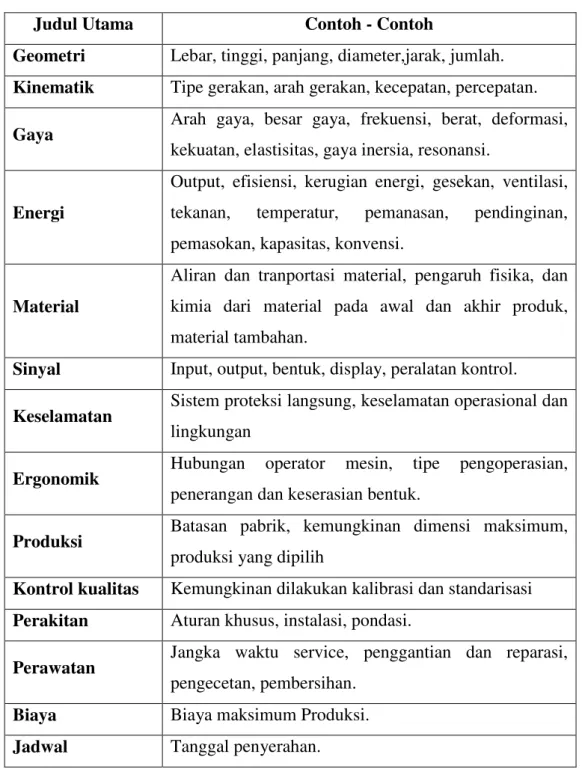
Tabel 2.1 Format Dan Daftar Spesifikasi
Judul Utama Contoh - Contoh
Geometri Lebar, tinggi, panjang, diameter,jarak, jumlah. Kinematik Tipe gerakan, arah gerakan, kecepatan, percepatan. Gaya Arah gaya, besar gaya, frekuensi, berat, deformasi,
kekuatan, elastisitas, gaya inersia, resonansi.
Energi
Output, efisiensi, kerugian energi, gesekan, ventilasi, tekanan, temperatur, pemanasan, pendinginan, pemasokan, kapasitas, konvensi.
Material
Aliran dan tranportasi material, pengaruh fisika, dan kimia dari material pada awal dan akhir produk, material tambahan.
Sinyal Input, output, bentuk, display, peralatan kontrol.
Keselamatan Sistem proteksi langsung, keselamatan operasional dan lingkungan
Ergonomik Hubungan operator mesin, tipe pengoperasian, penerangan dan keserasian bentuk.
Produksi Batasan pabrik, kemungkinan dimensi maksimum, produksi yang dipilih
Kontrol kualitas Kemungkinan dilakukan kalibrasi dan standarisasi Perakitan Aturan khusus, instalasi, pondasi.
Perawatan Jangka waktu service, penggantian dan reparasi, pengecetan, pembersihan.
Biaya Biaya maksimum Produksi.
2.2 Perancangan Konsep
Perancangan konsep mencakup tahap – tahap yang diperlihatkan pada gambar 2.3 dan akan dibahas pada sub – sub bab berikut ini :
Gambar 2.3
Tahap – tahap perancangan dengan konsep
Spesifikasi
Abtraksi untuk menentukan masalah – masalah yang penting
Menetapkan struktur fungsi, fungsi keseluruhan, sub fungsi
Mencari prinsif solusi untuk memenuhi sub fungsi
Mengkombinasikan prinsif solusi untuk menentukan fungsi keseluruhan
Memilih kombinasi yang cocok
Menyatukan menjadi konsep varian
Mengevaluasi konsep varian terhadap criteria teknis dan ekonomi Konsep P e r a n c a n g a n k o n s e p Informasi Definisi Kreasi Evaluasi Analisa Keputusan
2.2.1 Abstraksi
Tujuan abstraksi adalah mengetahui masalah utama yang dihadapi dalam perancangan, prinsifnya adalah mengabaikan hal – hal yang bersifat khusus dan memberikan penekanan pada hal –hal yang bersifat umum dan perlu. Abstraksi dapat dilakukan dengan langkah – langkah sebagai berikut :
1. Mengesampingkan persyaratan – persyaratan yang tidak memepunyai pengaruh besar terhadap produk.
2. Mengubah data kuantitatif menjadi data kualitatif.
3. Generalisasi ( pengambilan kesimpulan umum ) atas langkah sebelumnya. 4. Merumuskan masalah utama.
2.2.2 Pembuatan Struktur Fungsi
2.2.2.1 Struktur Fungsi Keseluruhan ( Overall Fungtion )
Setelah masalah utama diketahui, kemudian dibuat struktur fungsi secara keseluruhan, struktur fungsi ini digambarkan dengan blok diagram yang menunjukkan hubungan antara input dan output, input dan output berupa aliran energi, material, sinyal.
2.2.2.2 Sub Fungsi
Apabila fungsi keseluruhan cukup rumit, maka cara untuk mengatasinya adalah dengan membagi beberapa sub fungsi, dapat dilihat pada gambar 2.4.
1. Memberikan kemungkinan untuk melakukan pencarian solusi lebih lanjut. 2. Memberikan beberapa buah kemungkinan solusi dengan melihat kombinasi
solusi sub fungsi.
Gambar 2.4
Pembuatan Sub Fungsi
Pada saat pembuatan struktur fungsi, harus dibedakan antara perancangan murni ( original design ) dengan perancangan ulang ( adaptive
design ). Pada perancangan murni yang menjadi dasar struktur fungsi adalah
spesifikasi dan masalah utama, sedang pada perancangan ulang perancangan dimulai dari struktur fungsi yang kemudian dianalisis. Analisis ini akan
Overall Function Energi Material Signals Energy Material Signals Sub Function Sub Function Sub Function Sub Function Sub Function Sub Function
memberikan kemungkinan bagi pengembangan variasi solusi sehingga diperoleh solusi baru.
2.2.3 Pencarian dan Kombinasi Prinsip Solusi
Dasar – dasar pemecahan masalah diperoleh dengan mencari prinsip – prinsip solusi masing – masing sub fungsi, dalam tahap ini dicari sebanyak mungkin variasi solusi.
Ada beberapa metode yang dapat dipakai, antara lain : a. Metode Konvensional
Pencarian dalam literature, jurnal – jurnal teknik atau brosur yang dikeluarkan oleh perusahaan, menganalisa gejala alam atau perilaku mahluk hidup dengan membuat analogi atau model, dimana model ini diharapkan dapat mewakili karateristik produk.
b. Metode Intuitif
Pencarian solusi untuk masalah yang rumit bisa pula diperoleh dan intuisi atau suara hati, solusi ini datang setelah periode pencarian dan pemikiran yang panjang.
Solusi ini kemungkinan dikembangkan dan diperbaiki, ada beberapa cara yang dapat digunakan untuk mengembangkan kemampuan intuisi ini, antara lain dengan cara berdiskusi dengan orang lain.
c. Metode Pemikiran Diskusi
Pencarian solusi ini dilakukan dengan cara menyimpang dari kebiasaan pemikiran biasa, solusi ini diperoleh dengan cara mempelajari proses fisika
mencari sistematika dengan bantuan klasifikasi ataupun dengan memakai bantuan katalog.
2.2.4 Pemilihan Kombinasi Yang Sesuai
Bila kombinasi yang ada terlalu banyak maka waktu untuk memeilih kombinasi terbaik menjadi lama, agar tidak terlalau lama maka bila memungkinkan jumlah kombinasi harus dikurangi.
Prosedur yang dapat dilakukan adalah dengan cara mengeliminasi dan memeilih yang terbaik
Beberapa criteria yang perlu diperhatikan adalah : a. Kesesuaian dengan fungsi keseluruhan.
b. Terpenuhinya demand yang tercantum dalam daftar spesifikasi. c. Dapat dibuat atau diwujudkan.
d. Informasi atau pengetahuan konsep tentang yang bersangkutan memadai. e. Kebaikan dalam hal kinerja dan kemudahan produksi.
f. Faktor biaya.
g. Segi keamanan dan kenyamanan.
h. Kemungkinan pengembangan lebih lanjut.
2.2.5 Pembuatan Varian Konsep
Sebuah konsep apabila memungkinkan harus memenuhi beberapa persyaratan seperti keamanan, kenyamanan, kemudahan diproduksi, kemudahan dirakit, kemudahan perawatan, dan lain sebagainya. Informasi lebih lanjut sangat diperlukan untuk membuat varian konsep yang akan dilakukan.
Informasi dapat diperoleh dari :
a. Gambar atau sketsa untuk melihat kemungkinan keserasian. b. Perhitungan kasar berdasarkan asumsi yang dipakai.
c. Pengujian awal berupa pengujian model untuk menentukan sifat atau pendekatan kuantitatif untuk peryaratan kualitatif mengenai kinerja dari suatu produk jadi.
d. Konstruksi model untuk visualisasi dan analisis.
e. Analogi model dan simulasi yang sering dilakukan dengan bantuan komputer.
f. Penelitian lebih lanjut dari literature.
2.2.6 Evaluasi
Evaluasi berarti menentukan nilai, kegunaan atau kekuatan yang kemudian dibandingkan dengan sesuatu yang dianggap ideal.
Langkah – langkah yang harus ditempuh adalah sebagai berikut :
a. Menentukan kriteria ( Identification of evaluation criteria ), yang didasarkan pada spesifikasi yangdibuat.
b. Pemberian bobot kriteria evaluasi ( Wighing of evaluation criteria ), merupakan kriteria yang dipilih yang mempunyai tingkat pengaruh berada pada tingkat varian konsep, sebaiknya evaluasi dititikberatkan pada sifat utama yang diingikan dan solusi akhir.
c. Menentukan parameter kriteria evaluasi ( Compling parameter ) perbandingan setiap variasi konsep dapat dilihat dengan jelas, maka dipilih suatu parameter atau besaran yang dipakai oleh varian konsep.
d. Memasukkan nilai parameter ( Assesing value ) sebaiknya harga yang dimasukkan adalah harga nominal.
e. Memperlihatkan ketidakpastian evaluasi ( Evaluation uncertainities ) yaitu kesalahan evaluasi bias diebabkan oleh beberapa hal, diantaranya :
• Kesalahan subyektif, seperti kurangnya informasi • Kesalahan perhitungan parameter
Dalam hal ini kerja yang dilakukan oleh suatu tim akan memberikan kemungkinan kesalahan yang lebih kecil dibandingkan dengan kerja perorangan.
2.3 Perancangan Wujud
Tahap perancangan ini meliputi beberapa langkah perencanaan, yaitu langkah penguraian ke modul – modul ( modul structure ), pembentukan lay out awal ( preliminary lay out ), penentuan lay out jadi ( definity lay out ).
Perancangan wujud dimulai dari konsep produk teknik, kemudian dengan menggunakan criteria teknik dan ekenomi perancangan dikembangkan dengan menguraikan struktur fungsi ke dalam struktur modul untuk memperoleh elemen – elemen pembangun struktur fungsi yang memungkinkan dapat dimulainya perancangan yang lebih rinci.
Langkah ini dapat menjadi umpan balik pada langkah sintetis untuk pencarian alternatif solusi yang lebih baik. Analisa diikuti evaluasi dimana dapat timbul kemungkinan perlu dibuatnya model atau prototype untuk dapat mengukur kinerja, kualitas, kemudahan dan beberapa criteria lain dari hasil perancangan.
2. 4 Perancangan Terinci
Tahap ini merupakan akhir metode perancangan sistematis yang berupa presentase hasil perancangan dalam bentuk gambar lengkap ( susunan dan detil ) daftar komponen, spesifikasi bahan, toleransi, perlakuan panas, perlakuan terhadap permukaan bahan, ( heat and surface treatment ) dan sebagainya yang secara keseluruhan merupakan dokumen lengkap untuk pembuatan mesin atau system teknik lainnya.
Pada akhir tahap ini dilakukan evaluasi kembali untuk melihat apakah produk mesin atau system teknik tersebut benar – benar sudah memenuhi spesifikasi, semua gambar - gambar dokumen lainnaya telah selesai dan lengkap.
BAB III
TEORI PERANCANGAN
3.1 Daftar Kehendak Perancangan Dies Blank Untuk Flange Pada Gasoline Pump Mobil Toyota Avanza
Tahap pertama dikumpulkan ide – ide yang dikehendaki, yang keadaannya masih belum teratur , ide – ide tersebut sebagai berikut :
1. Hasil produksi presisi dan stabil. 2. Alat mudah disetting.
3. Setting tidak dilakukan berulang. 4. Hemat waktu proses.
5. Alat bekerja secara manual.
6. Resiko perbedaan antar produk sangat kecil. 7. Menghemat tenaga operator.
8. Kualitas produk terjamin. 9. Variasi alat tidak banyak.
10. Tidak memakai tempat yang luas. 11. Pengoperasian relatif mudah.
12. Dapat digunakan untuk industri menengah. 13. Mudah diperbaiki jika ada kerusakan.
14. Tidak memerlukan banyak perwatan dan perbaikan. 15. Dapat dikembangkan sesuai kebutuhan.
17. Biaya pembuatan alat tidak mahal. 18. Design compact, simple, presisi.
19. Tidak menimbulkan polusi dan ramah lingkungan.
20. Tidak memerlukan skill khusus untuk mengoperasikannya. 21. Dapat dibuat didalam negeri.
22. Diusahakan tidak teralalu berisik. 23. Ringkas dan tidak terlalu berat.
24. Alat portable bisa dipindah tempat dengan mudah. 25. Dapat dibuat di bengkel / work shop menengah. 26. Alat tidak mudah rusak.
27. Bahan tersedia didalam negeri.
28. Sebagian proses fabrikasi dapat menggunakanmesin konvensional. 29. Safety.
30. Assembling mudah dan cepat. 31. Hasil machining halus dan rapi 32. Mudah dilepas perbagian.
33. Menggunakan material mild steel ( SS41 ) dan tool steel ( SKD 11 )
Seluruh data yang berkaitan dengan tugas, yaitu tujuan pemecahan, sifat yang harus dimiliki, dapat didefinisikan secara lengkap dan jelas menjadi klasifikasi, seperti terlihat pada sub bab 3.2.
3.2 Klasifikasi Perancangan Dies Blank Untuk Flange pada Gasoline Pump Mobil Toyota Avanza
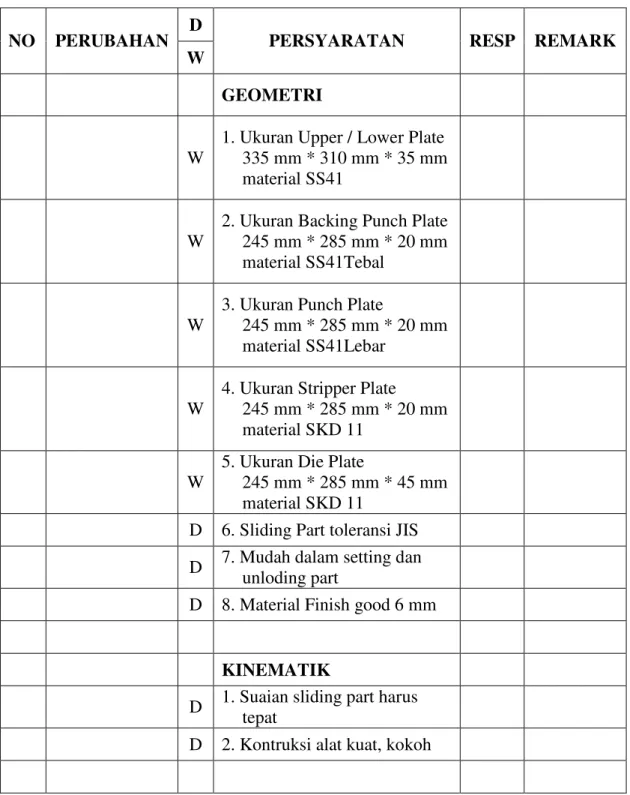
Tabel 3.1 Daftar Klasifikasi Perancangan
D NO PERUBAHAN
W
PERSYARATAN RESP REMARK
GEOMETRI
W
1. Ukuran Upper / Lower Plate 335 mm * 310 mm * 35 mm material SS41
W
2. Ukuran Backing Punch Plate 245 mm * 285 mm * 20 mm material SS41Tebal
W
3. Ukuran Punch Plate
245 mm * 285 mm * 20 mm material SS41Lebar
W
4. Ukuran Stripper Plate
245 mm * 285 mm * 20 mm material SKD 11
W
5. Ukuran Die Plate
245 mm * 285 mm * 45 mm material SKD 11
D 6. Sliding Part toleransi JIS D 7. Mudah dalam setting dan
unloding part
D 8. Material Finish good 6 mm
KINEMATIK
D 1. Suaian sliding part harus tepat
ENERGI
D 1. Pengoperasian alat dengan menggunakan manusia W 2. Hemat energi dan safety
MATERIAL
W 1. Menggunakan SS41 untuk upper dan lower base
W 2. Menggunakan SKD 11 untuk stripper dan die
W 3. Menggunakan spring / pegas W 4. menggunakan baut
D 5. Material banyak dipasaran D 6. Material kuat dan kokoh
SINYAL
D
1. Sliding guide pin tidak bisa masuk kelobang bushing jika part bergeser pada saat assembling
D 2. Loading dan unloding part mudah
ERGONOMI
D 1. Alat mudah dioperasikan D 2. Safety
D 3. Assembling mudah dan cepat D 4. Simple, compact dan presisi
KESELAMATAN
D 1. Aman dalam pengoperasian D 2. Aman dalam perawatan
PRODUKSI
D 1. Flatness atau kerataan plate toleransi +/- 0.03 mm D 2. Kepresisian maching sesuai
toleransi
D 3. Pin dan bushing sliding pit W 4. Mudah dalam fabrikasi dan
presisi
W 5. Biaya sekecil mungkin
TRANPORTASI
W 1. Alat dapat dipindahkan ke tempat lain dengan mudah
KEMAMPUAN OPERASI W 1. Cycle time 5 menit dapat
menghasilkan +/- 60 pcs
PERAWATAN
D 1. Mudah perawatannya D 2. Spare part mudah didapat
atau dibuat
D 3. Mudah dibersihkan
ESTETIKA
W 1. Mempunyai bentuk atau design yang indah
D 2. Hasil maching halus dan rapi
PERAKITAN
D 1. Mudah dilepas perbagian D 2. Mudah dibongkar pasang
PEMAKAIAN
D 1. Digunakan untuk industri spare part otomotive
D 2. Tidak terdapat efek negatif terhadap lingkungan Note :
D = Demans / keharusan W = Wishes / keinginan
Resp = Responsible / penanggung jawab
Setelah dibuat spesifikasi fungsi secara keseluruhan beserta sub fungsinya, maka selanjutnya dicari struktur fungsi yang berguna untuk memenuhi sub fungsi tersebut.
Struktur fungsi diusahakan sebanyak mungkin, akan tetapi struktur fungsi tersebut harus dianalisa lagi, bila ada struktur fungsi yang kurang bermampaat dapat dihilangkan atau diabaikan dengan tujuan agar dalam tahap perancangan konsep selanjutnya tidak terlalu banyak konsep yang harus dievaluasi lagi. Struktur fungsi perencanaan ini dapat dilihat pada sub bab 3.3.
3.3 Struktur Fungsi Perancangan Dies Blank Untuk Flange Pada Gasoline Pump Mobil Toyota Avanza
Struktur fungsi didefinisikan sebagai hubungan secara umum antara input dan output suatu system teknik yang akan menjalankan satu tugas tertentu, sedangkanfungsi keseluruhan adalah kegunaan dari suatu alat tersebut. Fungsi keseluruhan ini kemudian diuraikan menjadi beberapa sub fungsi yang
mempunyai tingkat kesulitan lebih rendah, sehingga sub fungsi merupakan tugas yang harus dijalankan oleh komponen – komponen yang menyusun alat tersebut. Rangkaian dari beberapa sub fungsi untuk menjalankan suatu tugas keseluruhan disebut sebagai struktur fungsi. Tujuan menerapkan struktur fungsi adalah untuk memeperoleh suatu definisi yang jelas dari sub system yang ada sehingga dapat diuraikan secara terpisah.
Fungsi ini digambarkan dengan diagram balok yang menunjukkan hubungan antara masukan keluaran dimana masukan dan keluaran tersebut berupa aliran energi, material dan sinyal, seperti terlihat pada gambar 3.1.
Eo
Gambar 3.1
Struktur Fungsi Keseluruhan Keterangan :
Ei : Energi Input = Pengoperasian alat secara manual Si : Sinyal Input = Mengunakan guide pin
Mi : Material Input = Material mild dan tool steel
Eo : Energi Output = Pengoperasian alat menggunakan manusia So : Sinal Output = Guide pin tidak masuk jika part bergeser Mo : Material Output = Menggunakan material SS41 dan SKD 11
Si Mi Si Mo DIES BLANK FLANGE Ei
Struktur fungsi keseluruhan yang terdapat pada gambar 3.1 masih kurang jelas, sehingga perlu dijelaskan lagi dengan menguraikan menjadi sub fungsi yang dapat dilihat pada gambar 3.2.
Gambar 3.2
Struktur Fungsi Dies Blank Untuk Flange Pada Gasoline Pump Mobil Toyota Avanza
Struktur fungsi berdasarkan unsur utama dalam Dies Blank untuk flange Pada Gasoline Pump Mobil Toyota Avanza.
1. Upper Plate
2. Bucking Punch Plate
Tenaga mesin Energi Material Design Dies Assembling Produksi Produk / Finish good Sinyal
3. Punch Plate / Punch Holder 4. Stripper Plate 5. Die Plate 6. Lower Plate 7. Punch Cutting 8. Spring 9. Baut Stripper 10. Guide Pin 11. Dowel Pin
Struktur fungsi digambarkan dengan diagram balok yang menunjukkan hubungan antara masukan dan keluaran dimana masukan dan keluaran tersebut berupa aliran energi, material, sinyal. Penjelasan struktur fungsi akan dibahas pada sub bab.
3.3.1 Fungsi bagian ditinjau dari unsur Upper Plate
Ei Eo
Perlu dicari prinsip solusi bahwa hasil proses machining upper plate harus rata dengan toleransi kerataan +/- 0.05 per 100 mm. Kerataan upper plate dimaksudkan untuk mendapatkan hasil yang presisi pada waktu pengukuran produk, material yang digunakan adalah SS41.
Penyangga Plate Si Upper Plate Si Tempat memegang plate proses
3.3.2 Fungsi bagian ditinjau dari unsur Backing Punch Plate
Ei Eo
Perlu dicari prinsip solusi bahwa hasil proses machining backing punch plate harus rata dengan toleransi kerataan +/- 0.05 per 100 mm,. material yang digunakan adalah SS41.
3.3.3 Fungsi bagian ditinjau dari unsur Punch Plate
Ei Eo
Perlu dicari prinsip solusi bahwa hasil proses machining punch plate harus rata dengan toleransi kerataan +/- 0.05 per 100 mm. Kerataan punch plate dimaksudkan untuk mendapatkan hasil yang presisi pada waktu pengukuran produk, material yang digunakan adalah SS41.
3.3.4 Fungsi bagian ditinjau dari unsur Stripper Plate
Ei Eo Penahan Si B/k Punch Plate Si Tempat menahan te kanan waktu proses
Pengunci Si Punch Plate Si Tempat memegang punch pemotong Pengunci Si Stripper Plate Si Mencegah material bergerak saat proses
Perlu dicari prinsip solusi bahwa hasil proses machining stripper plate harus rata dengan toleransi kerataan +/- 0.05 per 100 mm. Kerataan stripper plate dimaksudkan untuk mendapatkan hasil yang presisi pada waktu pengukuran produk, material di heat treatment dengan HRC +/- 58 – 62, material yang digunakan adalah SKD11.
3.3.5 Fungsi bagian ditinjau dari unsur Die Plate
Ei Eo
Perlu dicari prinsip solusi bahwa hasil proses machining die plate harus rata dengan toleransi kerataan +/- 0.05 per 100 mm. Kerataan die plate dimaksudkan untuk mendapatkan hasil yang presisi pada waktu pengukuran produk, material di heat treatment dengan HRC +/- 60 – 62, material yang digunakan adalah SKD 11.
3.3.6 Fungsi bagian ditinjau dari unsur Lower Plate
Ei Eo
Perlu dicari prinsip solusi bahwa hasil proses machining lower plate harus rata dengan toleransi kerataan +/- 0.05 per 100 mm. Kerataan lower plate
Pembentukan Si
Die Plate
Si
Tempat landasan potong saat proses
Penyangga Plate Si Lower Plate Si Tempat memegang plate proses
dimaksudkan untuk mendapatkan hasil yang presisi pada waktu pengukuran produk, material yang digunakan adalah SS41.
3.3.7 Fungsi bagian ditinjau dari unsur Punch Cutting
Ei Eo
Perlu dicari prinsip solusi bahwa hasil proses machining punch cutting harus rata dengan toleransi kerataan +/- 0.05 per 100 mm. Kerataan punch cutting dimaksudkan untuk mendapatkan hasil yang presisi pada waktu pengukuran produk, material di heat treatment dengan HRC max +/- 62, material yang digunakan adalah SKD11.
3.3.8 Fungsi bagian ditinjau dari unsur Spring
Ei Eo
Perlu dicari prinsip solusi bahwa coil spring harus kuat menahan beban untuk menekan plate stripper dan mengembalikan plate stripper, bahan yang digunakan untuk coil spring adalah extra heavy load, diambil dari standar Misumi, yaitu SWB. Pembentukan Si Punch Si Alat memotong Produk/finish good Penahan Si Coil Spring Si Alat penekan plate stripper
3.3.9 Fungsi bagian ditinjau dari unsur Baut Stripper
Ei Eo
Perlu dicari prinsip solusi bahwa baut stripper berfungsi untuk pemegang plate stripper, material baut yang dipakai diambil dari standar Misumi yaitu MSB.
3.3.10 Fungsi bagian ditinjau dari unsur Guide Pin
Ei Eo
Perlu dicari prinsip solusi bahwa guide pin berfungsi sebagai penghubung antara plate atas dan plate bawah, sehingga guide pin harus sliding pit, material guide pin diambil dari standar Misumi, yaitu SGOH dengan toleransi 0.015 mm, dengan HRC +/- 58.
3.3.11 Fungsi bagian ditinjau dari unsur Dowel Pin
Ei Eo Pengunci Si Baut Stripper Si Tempat pemegang plate stripper Pengarah Plate Si Guide Pin Si Tempat penghubung plate atas dan bawah
Pengunci Si
Dowel Pin
Si
Untuk menjaga plate proses tidak bergeser
Perlu dicari prinsip solusi bahwa pemilihan dowel pin menggunakan standard Misumi yaitu MSTP, dengan HRC +/- 58, pemasangan dowel pin harus standard prees pit untuk menjaga agar plate proses tidak bergeser.
3.4. Prinsip Solusi Perancangan Dies Blank Untuk Flange Pada Gasoline Pump Mobil Toyota Avanza
Setelah dibuat struktur fungs keseluruhan beserta subfungsinya, maka selanjutnya dicari prinsip – prinsip solusi untuk memenuhi subfungsi tersebut. Metode yang akan digunakan dalam mencari prinsip solusi adalah metode kombinasi, yaitu metode yang mengkombinasikan semua solusi yang ada dalam bentuk matrik.
Prinsip solusi diusahakan sebanyak mungkin, akan tetapi prinsip – prinsip tersebut haruslah dianalisa lagi, dimana prinsip solusi yang kurang bermamfaat dapat dihilangkan atau diabaikan dengan tujuan agar dalam tahap perancangan konsep selanjutnya tidak terlalu banyak konsep yang harus dievaluasi lagi, prinsip solusi dapat dilihat pada table 3.2.
3.5 Kombinasi Prinsip Solusi Perancangan Dies Blank Untuk Flange Pada Gasoline Pump Mobil Toyota Avanza
Setelah prinsip solusi sub fungsi dibuat, maka perlu dilakukan kombinasi sehingga terbentuk suatu sistim yang saling menunjang, kombinasi prinsip solusi dibagi dalam beberapa varian yang dapat dilihat pada table 3.3.
Prinsip solusi yang diperoleh dikombinasikan kedalam solusi – solusi keseluruhan dengan bantuan skema klasifikasi. Ari hasil kombinasi prinsip solusi yang terdapat pada table 3.3 dihasilkan beberapa kombinasi atau variasi :
1. Varian 1 : A1 – B3 – C3 – D1 – E1 – F1 – G2 – H1 – I1 – J1 – K1 2. Varian 2 : A3 – B1 – C3 – D1 – E2 – F3 – G1 – H1– I1 – J1 – K1 3. Varian 3 : A1 – B1 – C3 – D2 – E2 – F1 – G1 – H1 – I1 – J1 – K1 4. Varian 4 : A1 – B1 – C1 – D3 – E3 – F1 – G3 – H1 – I1 – J1 – K1
Tabel 3.2
Prinsip Solusi Perancangan Dies Blank Untuk Flange Pada Gasoline Pump Mobil Toyota Avanza
PRINSIP SOLUSI NO UNSUR MESIN PERSYARATAN FUNGSI BAGIAN 1 2 3 A Upper plate
Bahan mild steel Tahan benturan Harga murah Untuk material upper plate B Backing punch plate
Bahan mild steel Tahan benturan Harga murah Untuk material backing plate C Punch plate
Bahan mild steel Tahan benturan Harga murah Untuk material punch plate SS41 SS40 S45C SS41 SS40 S45C SS41 SS40 S45C
D Stripper plate
Bahan tool steel Tahan benturan Harga murah HRC +/- 58 Untuk material stripper plate E Die plate
Bahan tool steel Tahan benturan Harga murah HRC +/- 58 - 62 Untuk material die plate F Lower plate
Bahan mild steel Tahan benturan Harga murah Untuk material lower plate G Punch cutting
Bahan tool steel Tahan benturan Harga murah HRC +/- 60 - 62 Untuk material Punch cutting SKD11 ASAB SGT SKD11 ASAB SGT SS41 SS40 S45C SKD11 ASAB SGT
H Coil spring
Bahan tool steel Tahan benturan Harga murah Untuk material Coil spring I Baut stripper
Bahan mild steel Tahan benturan Harga murah
Untuk material baut stripper
J Guide pin
Bahan tool steel Tahan benturan Harga murah HRC +/- 58 Untuk material Guide pin K Dowel pin
Bahan tool steel Tahan benturan Harga murah HRC +/- 58 Untuk material Dowel pin Standard Standard Standard Standard
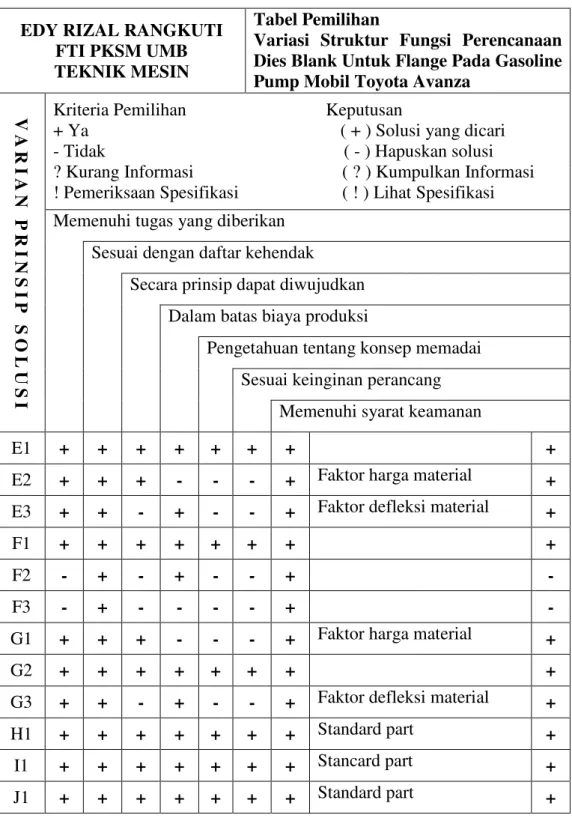
Tabel 3.3
Pemilihan Variasi Struktur Fungsi
EDY RIZAL RANGKUTI FTI PKSM UMB TEKNIK MESIN
Tabel Pemilihan
Variasi Struktur Fungsi Perencanaan Dies Blank Untuk Flange Pada Gasoline Pump Mobil Toyota Avanza
Kriteria Pemilihan Keputusan
+ Ya ( + ) Solusi yang dicari - Tidak ( - ) Hapuskan solusi ? Kurang Informasi ( ? ) Kumpulkan Informasi ! Pemeriksaan Spesifikasi ( ! ) Lihat Spesifikasi Memenuhi tugas yang diberikan
Sesuai dengan daftar kehendak
Secara prinsip dapat diwujudkan Dalam batas biaya produksi
Pengetahuan tentang konsep memadai Sesuai keinginan perancang
V A R I A N P R I N S I P S O L U S
I Memenuhi syarat keamanan
A1 + + + + + + + + A2 - + - + - - + - A3 - + - - - - + - B1 + + + + + + + + B2 + + + - - - - - B3 + + + + - - + + C1 + + + + - - + + C2 - - + + - - + - C3 + + + + + + + + D1 + + + + + + + +
D2 + + + - - - + Faktor harga material +
EDY RIZAL RANGKUTI FTI PKSM UMB TEKNIK MESIN
Tabel Pemilihan
Variasi Struktur Fungsi Perencanaan Dies Blank Untuk Flange Pada Gasoline Pump Mobil Toyota Avanza
Kriteria Pemilihan Keputusan
+ Ya ( + ) Solusi yang dicari - Tidak ( - ) Hapuskan solusi ? Kurang Informasi ( ? ) Kumpulkan Informasi ! Pemeriksaan Spesifikasi ( ! ) Lihat Spesifikasi Memenuhi tugas yang diberikan
Sesuai dengan daftar kehendak
Secara prinsip dapat diwujudkan Dalam batas biaya produksi
Pengetahuan tentang konsep memadai Sesuai keinginan perancang
V A R I A N P R I N S I P S O L U S
I Memenuhi syarat keamanan
E1 + + + + + + + +
E2 + + + - - - + Faktor harga material +
E3 + + - + - - + Faktor defleksi material +
F1 + + + + + + + +
F2 - + - + - - + -
F3 - + - - - - + -
G1 + + + - - - + Faktor harga material +
G2 + + + + + + + +
G3 + + - + - - + Faktor defleksi material +
H1 + + + + + + + Standard part +
I1 + + + + + + + Stancard part +
Tabel 3.4
Kombinasi Prinsip Solusi Perancangan Dies Blank Untuk Flange Pada Gasoline Pump Mobil Toyota Avanza
PRINSIP SOLUSI NO UNSUR MESIN PERSYARATAN FUNGSI BAGIAN 1 2 3 A Upper plate
Bahan mild steel Tahan benturan Harga murah Untuk material upper plate B Backing punch plate
Bahan mild steel Tahan benturan Harga murah Untuk material backing plate C Punch plate
Bahan mild steel Tahan benturan Harga murah Untuk material punch plate SS41 SS40 S45C SS41 SS40 S45C SS41 SS40 S45C
D Stripper plate
Bahan tool steel Tahan benturan Harga murah HRC +/- 58 Untuk material stripper plate E Die plate
Bahan tool steel Tahan benturan Harga murah HRC +/- 58 - 62 Untuk material die plate F Lower plate
Bahan mild steel Tahan benturan Harga murah Untuk material lower plate G Punch cutting
Bahan tool steel Tahan benturan Harga murah HRC +/- 60 - 62 Untuk material Punch cutting SKD11 ASAB SGT SKD11 ASAB SGT SS41 SS40 S45C SKD11 ASAB SGT
H Coil spring
Bahan tool steel Tahan benturan Harga murah Untuk material Coil spring I Baut stripper
Bahan mild steel Tahan benturan Harga murah
Untuk material baut stripper
J Guide pin
Bahan tool steel Tahan benturan Harga murah HRC +/- 58 Untuk material Guide pin K Dowel pin
Bahan tool steel Tahan benturan Harga murah HRC +/- 58
Untuk material Dowel pin
Note : - Varian 1 - Varian 3 - Varian 2 - Varian 4
Standard Standard
Standard
S45C Backing Punch Plat e S45C Punch Plat e SKD 11 St ripper Plat e SKD 11 Die Plat e Supprt Support
SS41 Backing Punch Plate
S45C Punch Plat e SKD 11 St ripper Plate
ASAB Die Plat e
Supprt Support
SS41 Backing Punch Plat e
S45C Punch Plat e ASAB St ripper Plat e
ASAB Die Plat e
Supprt Support
SS41 Backing Punch Plat e SS41 Punch Plat e SGT St ripper Plate SGT Die Plat e Supprt Support
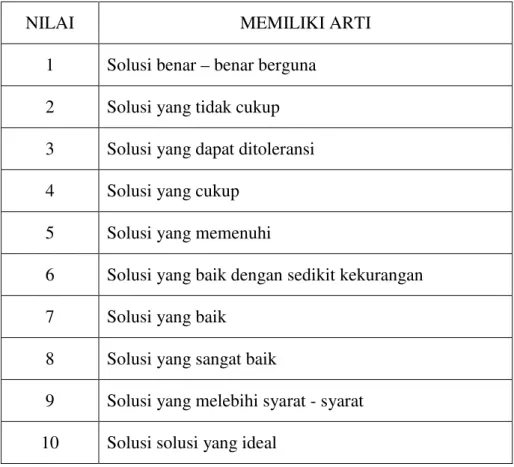
Tabel 3.4 Nilai Evaluasi
NILAI MEMILIKI ARTI
1 Solusi benar – benar berguna 2 Solusi yang tidak cukup 3 Solusi yang dapat ditoleransi 4 Solusi yang cukup
5 Solusi yang memenuhi
6 Solusi yang baik dengan sedikit kekurangan 7 Solusi yang baik
8 Solusi yang sangat baik
9 Solusi yang melebihi syarat - syarat 10 Solusi solusi yang ideal
Untuk toleransi nilai evaluasi varian ditentukan sebagai berikut : 1. Untuk nilai Wi range 0.05 s/d 0.15
Nilai 0.05 = Semakin kecil bobotnya Nilai 0.15 = Semakin besar bobotnya 2. Untuk nilai Vi range 1 s/d 10
Nilai 1 = Semakin kecil bobotnya Nilai 10 = Semakin besar bobotnya
Tabel 3.5 Hasil Evaluasi Varian 1 NO KRITERIA BOBOT ( Wi ) PARAMETER NILAI ( Vi ) SUB TOTAL
1 Kualitas produk 0.16 Faktor kualitas 8 1.28
2 Safety 0.09 Kecil resiko kecelakaan 8 0.72
3 Mudah dirakit dan
dibongkar 0.09
Kecepatan , ketepatan
dalam perakitan 7 0.63
4 Jumlah komponen 0.06 Banyak komponen 7 0.42
5 Bentuk komponen
sederhana 0.11
Banyak terdapat
dipasaran 8 0.88
6 Komponen mudah
didapat 0.07 Faktor kualitas 8 0.56
7 Perawatan mudah 0.09 Mudah melekukan
perawatan 8 0.72
8 Nyaman
digunakan 0.11 Faktor kenyamanan 9 0.99
9 Komponen mudah dibuat 0.07 Mudah dalam pembuatan 7 0.49 10 Toleransi bentuk dan dimensi ukuran
0.08 Ketepatan ukuran dan
bentuk 8 0.64
11 Ringkas dan tidak
terlalu berat 0.07 Faktor mobilisasi alat 7 0.49
Tabel 3.6 Hasil Evaluasi Varian 2 NO KRITERIA BOBOT ( Wi ) PARAMETER NILAI ( Vi ) SUB TOTAL
1 Kualitas produk 0.13 Faktor kualitas 8 1.04
2 Safety 0.09 Kecil resiko kecelakaan 8 0.72
3 Mudah dirakit dan
dibongkar 0.15
Kecepatan , ketepatan
dalam perakitan 7 0.90
4 Jumlah komponen 0.06 Banyak komponen 7 0.42
5 Bentuk komponen
sederhana 0.09
Banyak terdapat
dipasaran 8 0.72
6 Komponen mudah
didapat 0.06 Faktor kualitas 8 0.48
7 Perawatan mudah 0.09 Mudah melekukan
perawatan 8 0.72
8 Nyaman
digunakan 0.11 Faktor kenyamanan 9 0.99
9 Komponen mudah dibuat 0.07 Mudah dalam pembuatan 7 0.49 10 Toleransi bentuk dan dimensi ukuran
0.08 Ketepatan ukuran dan
bentuk 8 0.64
11 Ringkas dan tidak
terlalu berat 0.07 Faktor mobilisasi alat 7 0.49
Tabel 3.7 Hasil Evaluasi Varian 3 NO KRITERIA BOBOT ( Wi ) PARAMETER NILAI ( Vi ) SUB TOTAL
1 Kualitas produk 0.13 Faktor kualitas 8 1.04
2 Safety 0.09 Kecil resiko kecelakaan 8 0.72
3 Mudah dirakit dan
dibongkar 0.09
Kecepatan , ketepatan
dalam perakitan 6 0.54
4 Jumlah komponen 0.09 Banyak komponen 7 0.63
5 Bentuk komponen
sederhana 0.11
Banyak terdapat
dipasaran 7 0.77
6 Komponen mudah
didapat 0.07 Faktor kualitas 8 0.56
7 Perawatan mudah 0.09 Mudah melekukan
perawatan 8 0.72
8 Nyaman
digunakan 0.09 Faktor kenyamanan 9 0.81
9 Komponen mudah dibuat 0.07 Mudah dalam pembuatan 7 0.49 10 Toleransi bentuk dan dimensi ukuran
0.08 Ketepatan ukuran dan
bentuk 8 0.64
11 Ringkas dan tidak
terlalu berat 0.09 Faktor mobilisasi alat 8 0.72
Tabel 3.8 Hasil Evaluasi Varian 4 NO KRITERIA BOBOT ( Wi ) PARAMETER NILAI ( Vi ) SUB TOTAL
1 Kualitas produk 0.13 Faktor kualitas 8 1.04
2 Safety 0.09 Kecil resiko kecelakaan 8 0.72
3 Mudah dirakit dan
dibongkar 0.15
Kecepatan , ketepatan
dalam perakitan 6 0.90
4 Jumlah komponen 0.06 Banyak komponen 7 0.42
5 Bentuk komponen
sederhana 0.09
Banyak terdapat
dipasaran 8 0.72
6 Komponen mudah
didapat 0.06 Faktor kualitas 7 0.48
7 Perawatan mudah 0.09 Mudah melekukan
perawatan 8 0.72
8 Nyaman
digunakan 0.11 Faktor kenyamanan 9 0.99
9 Komponen mudah dibuat 0.07 Mudah dalam pembuatan 7 0.49 10 Toleransi bentuk dan dimensi ukuran
0.08 Ketepatan ukuran dan
bentuk 8 0.64
11 Ringkas dan tidak
terlalu berat 0.07 Faktor mobilisasi alat 7 0.49
3.6 Pemilihan Variasi Kombinasi Perancangan Dies Blank Untuk Flange Pada Gasoline Pump Mobil Toyota Avanza
Karena jumlah variasi kombinasi yang cukup banyak, maka harus dilakukan seleksi sehingga mendapatkan kombinasi yang terbaik. Variasi – variasi kombinasi tersebut dikaji dan diseleksi berdasarkan kriteria – kriteria, sebagai berikut ini :
1. Dapat menyelesaikan tugas secara keseluruhan. 2. Memenuhi keharusan pada spesifikasi.
3. Kemungkinan realisasi secara prinsip. 4. Batas biaya produksi.
5. Kemudahan dalam pembuatan.
6. Kesesuiaan dengan keinginan perancangan tau perusahaan.
Pengkajian variasi – variasi kombinasi untuk mendapatkan kombinasi terbaik didalam tabel lembar seleksi seperti yang dapat dilihat pada tabel 3.5. Dari tabel 3.5 dapat disimpulkan bahwa variasi struktur fungsi 1, dipilh untuk dikembangkan prinsip solusinya.
BAB IV
PERHITUNGAN KOMPONEN PERANCANGAN
4.1 Analisa Bentangan Pelat Material
Analisa bentangan pelat material diperlukan untuk menentukan ukuran bahan baku produk. Dalam perencanaan ini digunakan bahan baku untuk flange adalah SPHC, dengan spesifikasi adalah sebagai berikut :
1. Tegangan potong = 225 N/mm2 2. Tegangan tarik = 328 - 334 N/mm2 3. Tebal material = 6 mm
Gambar 4.1 Flange Ukuran bahan baku adalah sebagai berikut :
1. Lebar = 40 mm + 16 mm Total = 56 mm
2. Panjang = 67 mm + 16 mm Total = 83 mm
4.2 Analisa Gaya Potong Punch
Analisa gaya potong punch pada proses blanking, dengan besar gaya potong sebagai berikut :
Fpot = 0.8 x Lpot x S x Rm ……….( lit 1. hal. 658 )
Keterangan :
Fpot = Gaya potong ( N )
Lpot = Panjang garis pemotongan ( mm ) S = Tebal material ( mm )
Rm = Tegangan tarik material ( N / mm2 )
Untuk perhitungan besarnya gaya potong punch yang terjadi adalah sebagai berikut :
Panjang garis potong / area = 165,6376 mm ( 166 mm ) Rm = 330 N/mm2
Fpot = 0.8 . Lpot . S . Rm
= 0.8 x 166 mm x 6 mm x 330 N/mm2 Fpot = 262.944 N
Jadi besarnya gaya potong punch yang terjadi pada proses blanking flange adalah sebesar 262.944 N.
4.3 Analisa Gaya Pegas Stripper
Pegas stripper berfungsi untuk menekan pelat stripper ke material dan mengembalikan pelat stripper kedudukan semula ( sebelum penekanan ), bahan pegas stripper diambil material tool steel dengan kekerasan HRC ±58. Besarnya gaya pegas stripper secara umum yang biasa digunakan pada perencanaan press tool adalah 5 % sampai 20 % dari nilai gaya potong.
Pada perancangan ini dipakai 8 ( delapan ) pegas atau spring, besarnya gaya pegas stripper adalah :
Fs = K x. A ……….( lit 1, hal 698 )
Keterangan :
Fs = Gaya pegas stripper
K = Konstanta = 147.68 kg / cm2
A = Panjang garis potong total x tebal material
Untuk perhitungan gaya pegas stripper yang terjadi adalah sebagai berikut : A = Lpot . S = 166 mm x 6 mm = 996 mm = 9.96 cm A = 9.96 cm Fs = 147.68 kg / cm x 9.96 cm = 1470.89 kg Fs = 13105.66 N
Pada perancangan ini digunakan 8 ( delapan ) pegas , sehingga daya yang terjadi pada masing – masing pegas stripper sebesar :
= 8 66 . 13105 N = 1638.21 N = 81 , 9 21 . 1638 Fs = 166.99 Kg
Untuk standard maksimal dari coil spring SWB 35 – 50 yang diijinkan adalah sebesar 490 kg ( lampiran standar coil spring ).
Besarnya persentase gaya pegas stripper yang terjadi adalah : % 100 % x Gayapotong Fs Fs = 100% 944 , 262 66 . 13105 x N N = = 0.05 x. 100 % % Fs = 5 %
Gaya pegas stripper yang dihasilkan adalah sebesar 5 %
4.4 Analisa Perancangan Die
Die pelat berfungsi sebagai landasan potong dan bentuk, die pelat dipasang tetap pada pelat bawah / lower pelat dan tidak bergerak. Bahan yang digunakan harus mampu menahan gaya potong dan tahan terhadap gesekan, bahan yang digunakan adalah bahan tool steel dengan kekerasan HRC ±60 −62.
4.4.1 Analisa Perancangan Tebal Die
3 Fpot
C
H = ………..( Lit 8, hal 0-62.58 )
Keterangan :
Fpot = Gaya potong = 262.944 N = 262.944 / 9.81 Fpot = 26.776,375
C = Koefisien koreksi = 1.5
Untuk perhitungan tebal die adalah sebagai berikut :
3 Fpot
C H =
H = 44,875 mm = 45 mm
Tebal die untuk perencanaan flange dengan tebal material 45 mm.
4.4.2 Analisa Perancangan Lebar Die
L = Lebar bahan baku + 2 ( 1,5 H ) + Safety die Keterangan :
Lebar bahan baku = lebar finish good + stock material = 40 mm + 16 mm
= 56 mm
Sefety die = 46 / sisi ………( lit 8 hal 0-62.45 ) L = 56 mm + 2 ( 1,5 x 45 mm ) + 92 mm
L = 283 mm = 285 mm
4.4.3 Analisa Perancangan Panjang Die
P = Panjang bahan baku + 1,5 H + Safety die Keterangan :
Lebar bahan baku = panjang finish good + stock material = 67 mm + 16 mm
= 83 mm
Sefety die = 46 / sisi ………( lit 8 hal 0-62.45 ) L = 83 mm + 1,5 x 45 mm + 92 mm
L = 242,5 mm = 245 mm
Jadi panjang die pada perancangan ini adalah 285 mm
4.4.4 Analisa Clearance Dan Penetrasi Die
Gambar 4.2
Clearence Dan Penetrasi Die Us
p H
S
Keterangan :
Us = Clearance
S = Tebal material = 6 mm τgeser = 0,7 s/d 0,8 τ tarik
α = Derajat tapper
p = Penetrasi punch potong H = Tebal die
Us = 0,01 x s x ττττgeser ……… ( lit 7 hal 00-62.40 )
Us = 0,01 x 6 mm 0,75x33 = 0.06 24,75
= 0,06 x 4,97
Us = 0,29 mm ≈ 0,3 mm
Jadi besarnya clearance pada perancangan ini adalah 0,3 mm / sisi
4. 5 Analisa Tonase Mesin Press
T = Fpot + Fs ……… ( lit 8 hal 0-62.10 )
Keterangan :
Fpot = Gaya potong ( N )
Ls = Gaya pegas stripper ( N ) T = 262,944 N + 13105.66 N = 276,049.66 N = 81 , 9 66 . 049 , 276 T = 28,139.62 Kg = 1000 62 . 139 , 28 Kg T = 28.14 Ton
Jadi tonase mesin press pada perancangan ini adalah 30 ton.
4.6 Pemilihan Material Perancangan
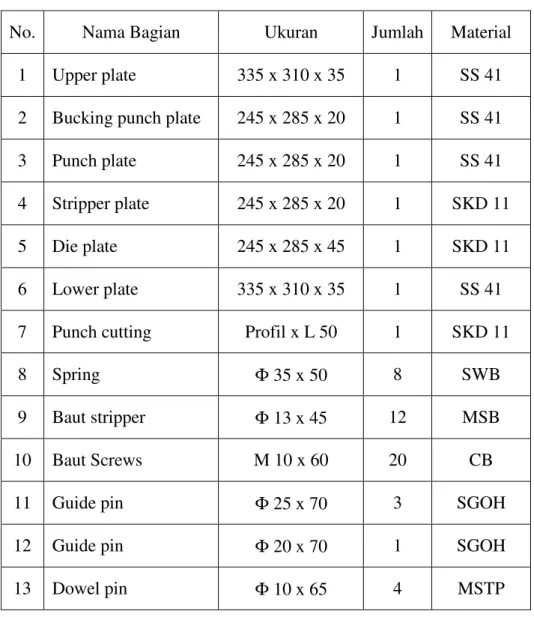
Tabel 4.1 Material Perancangan
No. Nama Bagian Ukuran Jumlah Material
1 Upper plate 335 x 310 x 35 1 SS 41
2 Bucking punch plate 245 x 285 x 20 1 SS 41
3 Punch plate 245 x 285 x 20 1 SS 41
4 Stripper plate 245 x 285 x 20 1 SKD 11
5 Die plate 245 x 285 x 45 1 SKD 11
6 Lower plate 335 x 310 x 35 1 SS 41
7 Punch cutting Profil x L 50 1 SKD 11
8 Spring Φ 35 x 50 8 SWB
9 Baut stripper Φ 13 x 45 12 MSB
10 Baut Screws M 10 x 60 20 CB
11 Guide pin Φ 25 x 70 3 SGOH
12 Guide pin Φ 20 x 70 1 SGOH