SIFAT FISIS DAN MEKANIS PADUAN AlSiZn
TUGAS AKHIR
Diajukan untuk memenuhi Salah Satu Syarat Memperoleh Gelar Sarjana Teknik
Jurusan Teknik Mesin
Disusun oleh :
Aloysius Fidyan Susanto NIM : 035214040
PROGRAM STUDI TEKNIK MESIN JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK
THE PHYSICAL AND MECHANICAL PROPERTIES OF
AlSiZn ALLOYS
FINAL PROJECT
Presented as Partial Fulfillment of the Requirements To Obtain the Sarjana Teknik Degree
In Mechanical Engineering
By :
Aloysius Fidyan Susanto Student Number : 035214040
MECHANICAL ENGINEERING STUDY PROGRAM MECHANICAL ENGINEERING DEPARTMENT
ENGINEERING FACULTY SANATA DHARMA UNIVERSITY
TUGAS AKHIR
SIFAT FISIS DAN MEKANIS PADUAN AlSiZn
Disusun oleh :
Aloysius Fidyan Susanto
NIM : 035214040
Telah disetujui oleh :
Pembimbing Utama
TUGAS AKHIR
SIFAT FISIS DAN MEKANIS PADUAN AlSiZn
Dipersiapkan dan ditulis oleh :
Aloysius Fidyan Susanto
NIM: 035214040
Telah dipertahankan didepan panitia penguji Pada tanggal : 14 Maret 2007
dan dinyatakan memenuhi syarat
Susunan Panitia Penguji Ketua : Ir. Rines Alapan, M.T.
Sekretaris : Budi Setyahandana, S.T., M.T.
Anggota : I Gusti Ketut Puja, S.T., M.T.
Yogyakarta, 28 Maret 2007 Fakultas Teknik Universitas Sanata Dharma
Yogyakarta
PERNYATAAN KEASLIAN KARYA
Saya menyatakan bahwa dalam tugas akhir ini tidak terdapat karya yang pernah diajukan untuk memperoleh gelar kesarjanaan di suatu Perguruan Tinggi, dan sepanjang pengetahuan saya juga tidak terdapat karya atau pendapat yang pernah ditulis atau diterbitkan oleh orang lain, kecuali yang secara tertulis diacu dalam naskah ini dan disebutkan dalam daftar pustaka.
Yogyakarta, 15 Maret 2007
Halaman Persembahan
Tugas Akhir ini aku persembahkan untuk Tuhan
Yesus Kristus Raja Manusia atas talenta dan berkat yang
indah ini.
Almarhum bapakku Hipolitus Kusmarsanto dan
ibuku Aloysia Sukartina atas cinta dan kasih sayang yang
tidak akan ada habisnya, untuk adik-adikku Dicky dan Sylvia
atas perhatian dan pengertiannya.
Pastur Norbert Betan SVD atas semua bantuan
moril maupun materil yang sudah banyak sekali diberikan.
Evarista Susani Fau atas waktu dan cinta yang
sangat berarati.
Get Up, Stand Up Don’t Give Up Keep Fight, JAH
INTISARI
Penelitian ini bertujuan untuk mengetahui pengaruh dari penambahan unsur seng (Zn) terhadap sifat fisis dan mekanis dari paduan aluminiumsilikon. Bahan utama pada penelitian ini adalah paduan AlSi yang didapatkan dari pelek mobil. Bahan utama ini kemudian ditambahkan variasi seng (Zn) sebesar 1%, 2%, 3% dan 4%.
Untuk mengetahui sifat fisisnya maka dilakukan pengamatan struktur mikro, pengamatan struktur makro, pengamatan porositas, pengujian berat jenis dan pengujian komposisi kimia, dan untuk mengetahui sifat mekanisnya dilakukan pengujian tarik dan pengujian kekerasan
Hasil dari penelitian ini mempelihatkan bahwa kekuatan tarik optimal terdapat pada paduan AlSi dengan variasi Zn sebanyak 2%, sedangkan kekerasan tertinggi terdapatt pada paduan AlSi dengan variasi Zn sebanyak 4%.
KATA PENGANTAR
Kiranya layak bagi saya bersyukur atas kekuatan akal, budi dan perasaan yang diberikan oleh Sang Pencipta. Karena dengan ”harta” itulah saya mampu menyelesaikan penelitian dan tulisan ini pada waktu yang tepat
Ketika penelitian yang berjudul ” Sifat Fisis dan Mekanis Paduan AlSi Zn ” ini saya mulai, saya hanya berfikir melakukannya dengan penuh kesenangan tanpa menafikan kaidahkaidah ilmiah. Bukan rahasia umum kalo tulisan seperti ini akhirnya sebagai salah satu syarat untuk memperoleh gelar sarjana teknik. Dengan segala kegembiraan dan kendala yang saya alami akhirnya tulisan selesai juga.
Oleh karena itu, pada kesempatan ini selayaknya pula saya menghaturkan terima kash kepada :
1. Tuhan Yesus Kristus Raja Alam Semesta yang selalu menyertai, melindungi, memberkati dan selalu memberikan kesempatan kepada penulis untuk selalu berubah menjadi lebih baik dan mempunyai arti dalam kehidupan ini.
2. Alm. Bapakku Hipolitus Kusmarsanto atas cinta dan kasih sayang yang tidak akan tergantikan oleh apapun.
3. Ibuku Aloysia Sukartina, dan kedua adikku Dicky dan Silvya atas perhatian 4. Ir. Gregorius Heliarko, SJ., SS., B.ST., MA., M.Sc. selaku Dekan Fakultas
Teknik Universitas Sanata Dharma.
6. I Gusti Ketut Puja, S.T., M.T., selaku Dosen Pembimbing Tugas Akhir 7. Seluruh staf pengajar Fakultas Teknik Mesin Universitas Sanata Dharma
yang telah mendidik dan memberikan berbagai Ilmu Pengetahuan yang sangat membantu penyelesaian Tugas Akhir ini.
8. Pastur Norbert Betan SVD yang telah banyak memberikan dukungan moril maupun materil pada keluarga dan penulis.
9. Segenap karyawan dan laboran Fakultas Teknik Mesin Universitas Sanata Dharma, Mas Martono, Mas Intan, Mas Ronny dan yang lainnya, terima kasih untuk kerjasamanya selama ini.
10. Rekanrekan Tugas Akhir yang telah berbagi suka dan duka serta pendorong dalam penyelesaian Tugas Akhir ini : Ahsanudin, Mei Tri Widiatmoko, Yusak Adi Nugroho, Jimmy Norel, Robert Bob N. P., dll.
11. Rekanrekan Teknik Seluruhnya 12. Rekanrekan yang pernah satu atap.
13. Evarista Susani Fau yang selalu membantu dan menyemangati. 14. Semua pihak yang tidak dapat disebutkan satu persatu.
Akhir kata teriring dengan harapan dari penulis semoga tugas akhir ini dapat berguna sebagai masukan bagi pembaca dan semua pihak yang membutuhkan.
Yogyakarta, 15 Maret 2007
DAFTAR ISI
HALAMAN JUDUL... i
HALAMAN PENGESAHAN... iii
HALAMAN PERNYATAAN KEASLIAN KARYA... v
HALAMAN PERSEMBAHAN... vi
INTISARI... vii
KATA PENGANTAR... viii
DAFTAR ISI... x
BAB I PENDAHULUAN... 1
Latar Belakang... 1
Rumusan Masalah... 2
Tujuan Penelitian ... 2
Batasan Masalah ... 3
BAB II DASAR TEORI... 4
Sejarah Pengecoran... 4
Proses pengecoran... 6
Perencanaan pengecoran... 6
Pencairan logam ... 10
Pembuatan cetakan ... 11
Alumunium dan Paduannya... 14
Produksi Aluminium... 14
Aluminium Murni... 17
Paduan Aluminium... 19
Pengaruh Unsur Paduan Terhadap Aluminium... 23
Tinjauan Pustaka... 27
BAB III METODOLOGI PENELITIAN... 28
Diagram Alir... 28
Data yang Dikumpulkan... 30
Pelaksanaan Pengecoran... 31
Bahan coran... 31
Alatalat yang digunakan ... 31
Proses peleburan logam ... 32
Pelepasan hasil coran... 34
Pembuatan Benda Uji... 35
Peralatan Pengujian... 38
Pengujian Hasil Coran... 38
Pengujian Tarik ... 38
Pengujian Kekerasan ... 41
Pengamatan Struktur Mikro ... 44
Pengamatan Struktur Makro ... 46
Pengamatan Porositas Hasil Coran... 46
Pengujian Berat Jenis Coran ... 47
Pengujian Komposisi Kimia ... 49
BAB IV HASIL PENELITIAN DAN PEMBAHASAN... 51
Pengujian Tarik... 51
Pengujian Kekerasan... 53
Pengamatan Struktur Mikro... 54
Pengamatan Struktur Makro... 57
Pengamatan Porositas... 59
Pengamatan Berat Jenis... 63
Pengamatan Komposisi Kimia ... 64
BAB V KESIMPULAN DAN SARAN... 65
Kesimpulan... 65
Saran... 66
DAFTAR PUSTAKA... 67
BAB I
PENDAHULUAN
Latar Belakang
Pada jaman sekarang ini pemanfaatan barangbarang usang atau barang rongsokan sangat maju pesat, terlebih pada barang yang mempunyai kemampuan untuk dibentuk kembali. Aluminium merupakan salah satu bahan yang paling diminati, selain sifatnya yang tahan terhadap korosi, kekuatan aluminium juga baik. Sifat aluminium tersebut juga dapat diperbaiki dengan memadukan unsur lain dengan cara pengecoran. Pemanfaatan aluminium sudah banyak hasilnya, salah satunya adalah pelek untuk kendaraan bermotor, tetapi untuk mendapatkan komposisi yang baik harus dilakukan penelitian. Pada penelitian sebelumnya penambahan unsur tembaga (Cu) dapat meningkatkan kekuatannya (Sigit, 2006), tetapi menyebabkan porositas yang sangat besar, sedangkan penambahan unsur magnesium (Mg) dapat meningkatkan kekerasan bahan (Luis, 2006)
Rumusan Masalah
Penelitian ini meneliti perubahan sifat fisis dan mekanis hasil coran paduan AlSi dengan variasi kadar seng (Zn), yang mana AlSi diperoleh dari pelek mobil, dengan komposisi kadar Al sebanyak 92% dan Si sebanyak 7%. Coran yang ingin dibuat dan diteliti terdiri dari lima jenis coran, yaitu :
1. Paduan Coran aluminiumsilikon (100%) 2. Paduan Coran AlSi (99%) dengan Zn (1%). 3. Paduan Coran AlSi (98%) dengan Zn (2%) 4. Paduan Coran AlSi (97%) dengan Zn (3%) 5. Paduan Coran AlSi (96%) dengan Zn (4%)
Hasil dari setiap coran akan dibandingkan dan dilihat akibat pengaruh unsur seng yang ditambahkan, diperkirakan akan membuat paduan AlSi akan lebih kuat dan tahan terhadap korosi.
Tujuan Penelitian
Tujuan dari penelitian yang dilakukan adalah untuk mengetahui pengaruh dari unsur seng (Zn) pada paduan aluminiumsilikon terhadap :
1. Pengujian tarik (tegangan dan regangan) hasil coran 2. Pengujian kekerasan Brinell
6. Berat jenis hasil coran. 7. Komposisi kimia
Batasan Masalah
Agar penelitian ini tidak terlalu luas dan tetap berada dalam jangkauan penulis, maka perlu adanya batasan masalah. Untuk itu, dalam penelitian tentang “ Sifat Fisis dan Mekanis Paduan AlSiZn ”. Penulis memberikan batasanbatasan supaya penulisan ini tidak terlalu luas serta mengenai sasaran yang dituju. Pembatasan penulisan adalah sebagai berikut :
1. Bahan yang akan diteliti adalah AlSiZn maka bahanbahan lainnya hanya akan dibahas sekilas saja.
2. Pengecoran aluminium menggunakan cetakan yang terbuat dari logam (permanent moulding), maka bentuk cetakan yang lainya tidak akan dibahas di sini
3. Tidak adanya penelitian lebih lanjut mengenai pengaruh kecacatan yang terjadi pada penelitian karena penulis lebih menitik beratkan pada aspek teknik pengecoran
BAB II
DASAR TEORI
Sejarah Pengecoran
Coran dibuat dari logam yang dicairkan, dituang ke dalam cetakan, kemudian dibiarkan mendingin dan membeku. Oleh karena itu sejarah pengecoran dimulai ketika manusia mengetahui bagaimana mencairkan logam dan bagaimana membuat cetakan. Hal itu terjadi kirakira 4000 sebelum Masehi, sedangkan tahun yang pasti tidak diketahui. Awal penggunaan logam adalah ketika manusia membuat perhiasan atau perak tempaan, dan kemudian membuat senjata atau mata bajak dengan menempa tembaga. Hal itu dimungkinkan karena logamlogam ini terdapat di alam dalam keadaan murni, sehingga dengan mudah dapat menempanya. Kemudian secara kebetulan manusia menemukan tembaga mencair, selanjutnya mengetahui cara untuk menuang logam cair ke dalam cetakan, dengan demikian untuk pertama kalinya manusia dapat membentuk coran yang rumit, umpamanya perabot rumah, perhiasan atau hiasan makam. Coran tersebut dibuat dari perunggu yaitu suatu paduan tembaga, timah dan timbal yang titikcairnya lebih rendah dari tembaga.
teknik pengecoran Mesopotamia juga diteruskan ke Eropa, dan dalam tahun 1500 1400 sebelum Masehi barangbarang sepeti mata bajak, pedang, mata tombak, perhiasan, tangki, dan perhiasan makan dibuat di Spanyol, Swiss, Jerman, Austria, Norwegia, Denmark, Swedia, Inggris dan Prancis. Teknik pengecoran perunggu di India dan Cina diteruskan ke Jepang dan Asia Tenggara, sehingga Jepang banyak arcaarca Budha dibuat antara tahun 600 dan 800.
disahkan agar kokas dapat dipakai untuk mencairkan kembali besi kasar dalam tanur kecil pada pembuatan coran. Kemudian tanur yang serupa dengan tanur kupola yang ada sekarang dibuat di Inggris, dan cara pencairan besi kasar yang dilakukan sama dengan yang dilakukan pada saat sekarang. Walaupun sejak masa kuno baja dipakai dalam bentuk tempaan, namun sejak H. Bessemer atau W. Siemens sajalah telah diusahakan untuk membuat baja dari besi kasar, dan coran baja diproduksi pada akhir pertengahan abad 19. Coran paduan aluminium dibuat pada akhir abad 19 dengan cara pemurnian dengan elektrolisa ditemukan.
Proses Pengecoran
Perencanaan PengecoranProses pengecoran meliputi: pembuatan cetakan, persiapan dan peleburan logam, penuangan logam cair ke dalam cetakan, pembongkaran coran, pembersihan dan proses daur ulang pasir cetakan, dan hasilnya disebut coran. Berdasarkan proses pencetakan dan bahan cetakannya, pengecoran dibedakan menjadi :
1. Pengecoran menggunakan cetakan pasir (Sand Mould).
2. Pengecoran menggunakan cetakan pasir dengan pengikat khusus.
3. Pengecoran menggunakan cetakan dengan model lilin (Investment Moulding).
Coran dibuat dari logam yang dicairkan dan dituang ke dalam cetakan, kemudian dibiarkan dingin dan membeku. Untuk mencairkan logam digunakan bermacammacam tanur, memilih tanur yang tepat bisa mempercepat pengecoran. Oleh karena itu sebelum membuat coran harus dibuat perencanaan yang matang untuk mencapai keberhasilan akan hasil coran. Adapun perencanaan proses pengecoran adalah sebagai berikut :
1. Penentuan pola
Pola adalah tiruan benda coran (tidak sama dengan benda coran, baik dari bahan maupun ukurannya). Perbedaan pola dengan benda coran diakibatkan oleh beberapa alasan, yaitu :
· Benda coran pasti menyusut.
· Benda coran bukan produk akhir, masih melalui proses permesinan.
· Bentuk pola biasanya terjadi penirusan yang dimaksudkan untuk mempermudah pengangkatan coran dari cetakan. Pola dibuat dengan proses permesinan secara langsung pada cetakan logam, yaitu dengan memakai mesin milling.
2. Menetapkan kup, drag, dan permukaan pisah
· Pola harus mudah dikeluarkan dari cetakan. Permukaan pisah harus satu bidang, pada dasarnya kup dibuat agak lebih dangkal.
· Penempatan inti harus mudah. Tempat inti dalam cetakan utama harus ditentukan dengan teliti.
· Sistim saluran harus dibuat sempurna untuk mendapatkan aliran logam cair yang optimal.
· Terlalu banyak permukaan pisah akan mengambil banyak waktu dalam proses pembuatan cetakan.
3. Penentuan penambahan penyusutan
Untuk menentukan tambahan penyusutan digunakan mistar susut, adanya tambahan penyusutan karena coran menyusut pada waktu pembekuan dan pendinginan. Besarnya penyusutan tergantung dari : bahan coran, bentuk coran, tempat, tebalnya coran.
4. Penuangan logam cair.
Setelah peleburan logam dan cetakan sudah siap, maka proses penuangan logam cair dapat dilaksanakan. Halhal yang harus diperhatikan dalam proses penuangan, yaitu :
· Pembuangan terak. Sebelum penuangan, terak yang ada di atas cairan logam yang ada dalam ladel harus dibuang. Supaya pada saat penuangan tidak ikut ke dalam cetakan. · Temperatur penuangan. Temperatur logam cair harus dijaga
agar logam cair tidak cepat membeku dan untuk mendapatkan coran berkualitas tinggi.
· Waktu penuangan. Penuangan harus dilakukan dengan tenang, capat dan cermat.
5. Pembongkaran cetakan
Pembongkaran cetakan dilakukan untuk mengetahui hasil coran. Pembongkaran cetakan dengan cara memukul cetakan hingga coran lepas dari cetakan.
6. Pemeriksaan hasil coran
Tujuan dari pemeriksaan coran adalah :
· Penyempurnaan teknis. Cacat pada coran harus dideteksi sebaik mungkin sehingga dapat dengan cepat dilakukan penyempurnaan teknis dan selanjutnya kualitas coran tersebut dapat dipelihara.
Pencairan logam
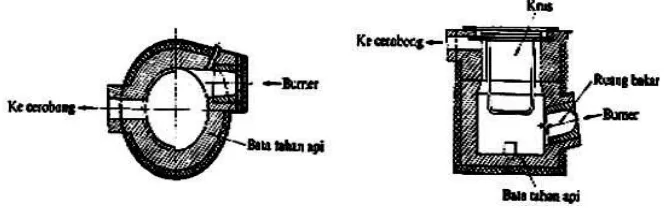
Untuk mencairkan logam dapat menggunakan berbagai macam tanur. Pada umumnya dapur kupola atau tanur frekuensi rendah dipergunakan untuk besi cor, tanur busur listrik atau tanur induksi frekuensi tinggi untuk baja tuang, dan tanur krus untuk paduan tembaga atau coran paduan ringan karena tanurtanur ini dapat menghasilkan logam cair yang baik dan ekonomis untuk logamlogam tersebut. Karena pengecoran yang akan dilakukan menggunakan aluminium yang termasuk logam paduan ringan sebagai bahan dasar maka tanur yang dibahas hanya tanur krus saja.
Gambar 2.2 Tanur Krus Tampak Atas (kiri) dan Tampak Samping (kanan)
Peleburan dengan krus besi cor dan krus karbon dilakukan sebagai berikut. Pertama diisikan sekrap, kemudian logam baru dan paduan dasar. Magnesium harus ditenggelamkan ke dasar cairan dengan mempergunakan alat yang khusus seperti alat untuk pemberi fosfor. Magnesium yang tenggelam kemudian mencair sedangkan magnesium yang terapung akan hilang karena oksidasi.
dipanaskan. Kalau bahan sudah mulai mencair, fluks harus ditambahkan untuk mencegah oksidasi dan absorpsi gas. Selama pencairan permukaan harus ditutup dengan fluks dan cairan diaduk pada jangka waktu tertentu untuk mencegah segregasi.
Pembuatan cetakan
Cetakan biasanya dibuat dengan jalan memadatkan pasir. Pasir yang dipakai kadangkadang pasir alam atau pasir buatan yang mengandung tanah lempung. Cetakan pasir mudah dibuat dan tidak mahal asal dipakai pasir yang cocok, kadangkadang dicampurkan juga pengikat khusus, umpamanya air kaca, semen, resin furan, resin fenol atau minyak pengering karena pengunaan zatzat tersebut dapat memperkuat cetakan. Tentu saja penggunaan zatzat tersebut mahal, sehingga perlu memilih dengan mempertimbangkan bentuk, bahan dan jumlah produk hasil coran.
saluran masuk dekat cetakan jangan terlalu besar untuk memudahkan pematahannya dan untuk memudahkan penyusutan aluminium, pada kup juga biasanya dibuat saluran cadangan atau riser (penambah).
Fungsi saluran masuk perlu dirancang dengan mempertimbangkan faktorfaktor berikut ini :
1. Aliran logam hendaknya memasuki rongga cetakan dekat dasarnya dengan turbulensi seminimal mungkin, khususnya pada benda tuang yang berukuran kecil.
2. Pengikisan dinding saluran masuk dan permukaan rongga cetakan harus ditekan dengan mengatur aliran logam cair.
3. Aliran logam cair yang masuk harus diatur sedemikian rupa sehingga terjadi solidifikasi yang terarah. Solidifikasi hendaknya dimulai dari permukaan cetakan ke arah logam cair sehingga selalu ada logam cair cadangan untuk menutupi kekurangan akibat penyusutan.
4. Usahakan kotoran dan partikel asing tidak dapat masuk ke dalam rongga cetakan.
1. Cawan tuang
Cawan tuang adalah penerima pertama yang menerima logam cair langsung dari ladel. Cawan ini biasanya berbentuk corong, cawan ini harus mempunyai kontruksi yang tidak dapat melewatkan kotoran/terak yang terbawa logam cair dari ladel. Cawan tuang tidak boleh terlalu dangkal, perbandingan kedalaman dan diameter yang terlalu kecil akan menjadi pusaran yang akan menampung kotoran/terak sisa pada logam cair, sehingga tidak ikut masuk kedalam cetakan.
2. Saluran turun
Saluran turun saluran yang pertama membawa logam cair dari cawan tuang kedalam pengalir dan saluran masuk. Saluran ini dibuat tegak lurus dengan irisan yang berupa lingkaran, biasanya irisannya sama dari atas sampai bawah atau sebaliknya. Saluran turun dibuat dengan melubangi cetakan dengan mempergunakan satu batang atau dengan memasang bumbung tahan panas. 3. Pengalir
Saluran masuk adalah saluran yang mengisikan logam cair dari pengalir kedalam rongga cetakan. Saluran masuk dibuat dengan irisan yang lebih kecil dari pada pengalir. Bentuk irisan biasanya berupa bujur sangkar, trapesium, segitiga, atau setengah bola yang membesar ke arah rongga cetakan.
Gambar 2.3 BagianBagian Sistem Saluran dalam Cetakan
Aluminium Dan Paduannya
Produksi AluminiumAluminium diproduksi dari bauksit yang merupakan campuran mineral gibbsite [Al(OH)3], diaspore [AlO(OH)] dan mineral lempung seperti kaulinit
[Al2Si2O5(OH)4]. Proses produksi aluminium dari bauksit meliputi dua tahap,
yaitu : proses pengolahan alumina (Al2O3) dan proses elektrolisa alumina menjadi
proses yang disebut proses Bayer. Bauksit dimasukan ke dalam larutan NaOH dan alumina didalamnya membentuk sodium alumina.
Al2O3 + 2NaOH → 2NaAlO2 + H2O (160˚ 170˚ C)
Setelah pemisahan sodium aluminat dari zat cair lainnya, lalu didinginkan secara perlahan sampai temperature 25˚ 35˚ C untuk mengendapkan aluminium hidroksida [Al(OH)3] menurut reaksi.
NaAlO2 + 2H2O → Al(OH)3 + NaOH
Kemudian Al(OH)3 dicuci dan selanjutnya dipanaskan sampai temperatur
1100˚ 1200˚C untuk menghasilkan aluminium oksida (Al2O3) menurut reaksi
berikut. 2Al(OH)3 → Al2O3 + 3H2O
Alumina yang diperoleh melalui proses pengolahan bauksit, diproses lagi secara elektrolisa pada temperatur tinggi dengan proses HallHerlout karena alumina mempunyai titik leleh yang tinggi (2000˚C), maka alumina tersebut dilarutkan ke dalam cairan cryolite (Na3AlF6) yang bertindak sebagai elektrolit sehingga titik leleh menjadi lebih rendah (1000˚C).
Aluminium merupakan logam nonferro yang banyak digunakan karena memiliki sifatsifat yang baik, yaitu :
1. Kerapatan(density).
2. Berat jenis dari suatu Aluminium adalah 2,7 g/m 3 . 3. Tahan terhadap korosi (corrosion resistance).
Hal tersebut tidak berlaku untuk aluminium, walaupun aluminium merupakan alah satu jenis logam non ferro. Karena aluminium memiliki lapisan atau selaput tipis oksida transparan dan jenuh terhadap oksigen di seluruh permukaan. Lapisan tersebut dapat mengendalikan laju korosi serta sekaligus melindungi lapisan di bawahnya.
5. Sifat mekanis (mechanical properties).
6. Aluminium mempunyai sifat mekanis yang sebanding dengan paduan bukan besi (non ferrous alloy) juga beberapa jenis baja. Adapun sifat mekanis tersebut adalah kekuatan tarik, dan kekerasan.
7. Penghantar panas dan listrik yang baik (heat and electrical conductivity).
8. Aluminium mempunyai daya hantar listrik yang tinggi. Daya hantar listrik yang dimiliki aluminium adalah sekitar 65% dari daya hantar tembaga. Dalam hal ini digunakan Al dengan kemurnian 99,0%. Selain sifatsifat di atas, aluminium juga mempunyai sifat anti magnet.
9. Tidak beracun(nontoxicity).
antara makanan dan minuman dengan aluminium tidak menghasilkan zat beracun yang dapat membahayakan manusia. 11. Sifat mampu bentuk(formability).
12. Sifat mampu bentuk aluminium yang baik memungkinkan aluminium dapat dibuat menjadi lembaran tipis atau plat. Sifat mampu bentuk ini disebut juga mampu tempa (malleability). 13. Titik lebur rendah.
14. Titik lebur aluminium adalah ± 660 ºC sehingga aluminium sangat baik untuk proses penuangan dengan waktu peleburan relatif singkat dan dengan biaya operasi relatif murah.
Aluminium Murni
Alumnium didapat dalam keadaan cair dengan elektrolisa, pada umumnya mencapai kemurnian 99,85 % berat. Dengan mengelektrolisa kembali dapat dicapai kemurnian 99,99 yakni dicapai bahan dengan angka sembilan berjumlah empat.
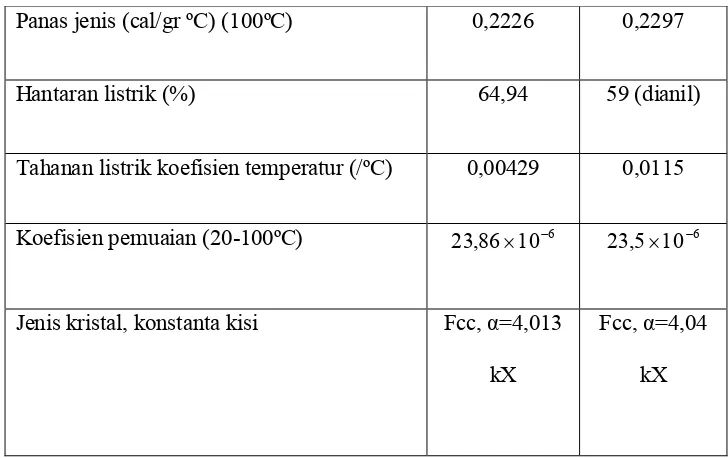
Tabel 2.1 Sifatsifat fisik aluminium
Kemurnian Al (%) Sifatsifat
99,996 >99,0
Massa jenis (20ºC) 2,6989 2,71
Panas jenis (cal/gr ºC) (100ºC) 0,2226 0,2297
Hantaran listrik (%) 64,94 59 (dianil)
Tahanan listrik koefisien temperatur (/ºC) 0,00429 0,0115
Koefisien pemuaian (20100ºC) 23, 86 ´ 10 - 6 23, 5 ´ 10 - 6
Jenis kristal, konstanta kisi Fcc, α=4,013 kX
Fcc, α=4,04 kX
Catatan : fcc : face centered cubic = kubik berpusat muka
Tabel 2.2 Sifatsifat mekanik aluminium
Kemurnian Al (%)
99,996 >99,0
Sifatsifat
Dianil 75% dirol dingin Dianil H18
Kekuatan tarik (kg/mm²) 4,9 11,6 9,3 16,9
Kekuatan mulur (0,2%) (kg/mm²)
1,3 11,0 3,5 14,8
Perpanjangan (%) 48,8 5,5 35 5
Kekerasan Brinell 17 27 23 44
Catatan : fcc : face centered cubic = kubik berpusat muka
Paduan Aluminium
Penggunaan aluminium murni terbatas pada aplikasi yang tidak terlalu mengutamakan faktor kekuatan, seperti : penghantar panas dan listrik, perlengkapan bidang kimia, lembaran (plat) dan sebagainya. Salah satu usaha yang dapat dilakukan untuk meningkatkan kekuatan aluminium adalah dengan proses pengerasan regangan, tetapi cara ini tidak senantiasa memuaskan bila tujuan utamanya adalah untuk menaikan kekuatan bahan. Pada perkembangan selanjutnya peningkatan kekuatan aluminium dapat dicapai dengan penambahan unsurunsur paduan ke dalam aluminium. Unsurunsur yang biasa dipakai dalam paduan aluminium adalah : tembaga (Cu), mangan (Mn), silikon (Si), magnesium (Mg), seng (Zn), dan lain sebagainya, serta sifat lainnya seperti mampu cor dan mampu mesin juga bertambah baik. Dengan demikian penggunaan aluminium paduan lebih luas dibandingkan dengan aluminium murni. Paduan aluminium diklasifikasikan dalam berbagai standar oleh berbagai negara di dunia. Saat ini klasifikasi yang sangat terkenal dan sangat sempurna adalah standar Aluminium Association di Amerika (AA) yang didasarkan atas standar terdahulu dari Alcoa (Aluminium Company of America). Paduan aluminium diklasifikasikan menjadi dua kelompok umum, yaitu : paduan aluminium tuang/cor (cast aluminium alloys) dan paduan aluminium tempa (wrought aluminium alloys). Setiap kelompok tersebut dibagi lagi menjadi dua kategori, yaitu dengan perlakuan panas (heat treatable alloys)dan paduan tanpa perlakuan panas (non heat treatable alloys).
dilakukan. Laju pendinginan ini tergantung pada jenis cetakan yang digunakan. Dengan cetakan logam, laju pendinginan akan berlangsung lebih cepat dibandingkan dengan cetakan pasir sehingga struktur logam cor yang dihasilkan akan lebih halus dan menyebabkan peningkatan sifat mekanisnya. Berikut ini adalah beberapa contoh aluminium paduan:
1. Paduan AlCu.
Paduan AlCu sangat jarang digunakan karena tingkat kecairannya jelek. Sebagai coran dipergunakan paduan yang mengandung 4 – 5 %Cu, ternyata dari fasanya paduan ini mempunyai daerah luas dari pembekuannya, penyusutan yang besar, resiko besar pada kegetasan panas dan mudah terjadi retakan pada coran. Paduan ini juga memiliki sifatsifat mekanis dan mampu mesin yang baik sedangkan mampu cor bahan ini agak jelek. Adanya Si sangat berguna untuk mengurangi keadaan itu dan penambahan Ti sangat efektif untuk memperhalus butir, dan juga dapat memperbaiki mempu cornya. Dengan perlakuan panas pada coran dapat dibuat bahan yang mempunyai kekuatan tarik yang sangat tinggi.
2. Paduan AlSi, AlSiMg, dan AlSiCu.
mempunyai visikositas yang baik dan tahan terhadap korosi serta memiliki mampu cor yang baik, sehingga dipakai untuk elemenelemen utama mesin. Paduan ini relatif ringan, koefisien pemuaian rendah, penghantar panas dan listrik yang baik. Bila Paduan ini dicor, akan mempunyai sifat mekanis yang rendah karena butiranbutiran Si cukup besar, sehingga pada saat pengecoran perlu ditambahkan natrium untuk membuat kristal halus dan memperbaiki sifatsifat mekanisnya, tetapi cara ini tidak efektif untuk coran tebal. Sifatsifat mekanik paduan AlSi dapat diperbaiki dengan menambahkan Mg, Cu, atau Mn, dan selanjutnya diperbaiki dengan perlakuan panas. Penambahan unsur Mg ( 0,3 1 % ) pada paduan AlSi akan menghasilkan peningkatan cukup besar terhadap sifatsifat mekanisnya. Dalam hal ini unsur Mg meningkatkan respon terhadap perlakuan panas bahan. Peningkatan tersebut karena adanya presipitasi Mg2Si.
unsur Mg ditingkatkan sehingga komposisi standarnya berubah menjadi Al – 4,5 % Cu – 1,5 % Mg – o,5 % Mn dinamakan paduan duralumin super.
3. Paduan AlMg.
Paduan aluminium dengan kadar Mg sekitar 4 – 10 % mempunyai ketahanan korosi dan sifatsifat mekanis yang baik. Paduan ini mempunyai kekuatan tarik di atas 300 Mpa dan perpanjangan di atas 12 % setelah perlakuan panas. Paduan Al Mg (disebut juga hidronalium) dipakai untuk bagianbagian dari alatalat industri kimia, kapal laut, kapal terbang yang membutuhkan daya tahan yang baik terhadap korosi. Paduan ini mempunyai daya tahan yang sangat baik terhadap korosi dalam air laut dan udara dengan kadar garam relatif tinggi. Paduan Al dengan 2 – 3 % Mg dapat dengan mudah ditempa, dirol dan diekstrusi. Paduan Al dengan 4,5 % Mg setelah dianil merupakan paduan cukup kuat dan mudah dilas. Paduan ini banyak dipakai sebagai bahan tangki LNG.
4. Paduan AlMn.
5. Paduan AlMgZn.
Aluminium menyebabkan keseimbangan biner semu dengan senyawa antar logam MgZn dan kelarutannya menurun apabila temperaturnya turun. Telah diketahui sejak lama bahwa paduan sistem ini dapat dibuat keras sekali dengan penuaan setelah perlakuan pelarutan. Paduan bersifat keras dan getas oleh korosi tegangan. Paduan tersebut dinamakan ESD (duralumin super ekstra).
6. Paduan Aluminium Tahan Panas.
Paduan AlCuNiMg mempunyai kekuatan konstan sampai suhu 300˚C sehimgga paduan ini banyak dipakai untuk piston atau tutup silinder. Paduan AlSiCuNiMg mempunyai koefisien muai rendah dan tahan terhadap suhu tinggi sehingga paduan ini banyak dipakai untuk piston.
Pengaruh Unsur Paduan Terhadap Aluminium
Dalam coran aluminium unsurunsur paduan sangat mempengaruhi hasil dari coran aluminium tersebut, ada yang memberi pengaruh baik dan ada juga yang memberikan pengaruh kurang baik. Berikut ini adalah pengaruh unsurunsur pada paduan aluminium.
1 Unsur silikon (Si)
- Meningkatkan daya tahan terhadap korosi. - Memperbaiki sifatsifat atau karakteritik coran. · Pengaruh negatif yang ditimbulkan unsur silikon (Si), yaitu :
- Penurunan keuletan bahan terhadap beban kejut. - Hasil cor akan rapuh jika kandungan Si terlalu tinggi. 2. Unsur tembaga (Cu)
· Pengaruh positif yang ditimbulkan unsur tembaga (Cu), yaitu - Meningkatkan kekerasan bahan
- Memperbaiki kekuatan tarik.
- Mempermudah proses pengerjaan mesin.
· Pengaruh negatif yang ditimbulkan unsur tembaga (Cu), yaitu :
- Menurunkan daya tahan terhadap korosi. - Mengurangi keuletan bahan.
- Mengurangi mampu bentuk dan mampu rol. 3. Unsur mangan (Mn)
· Pengaruh positif yang ditimbulkan unsur mangan (Mn), yaitu :
- Meningkatkan kekuatan dan daya tahan pada temperatur tinggi.
· Pengaruh negatif yang ditimbulkan unsur mangan (Mn), yaitu :
- Menurunkan kemampuan penuangan. - Meningkatkan kekasaran butiran partikel. 4. Unsur magnesium (Mg)
· Pengaruh positif yang ditimbulkan unsur magnesium (Mg), yaitu :
- Mempermudah proses penuangan.
- Meningkatkan kemampuan pengerjaan mesin. - Meningkatkan daya tahan terhadap korosi. - Meningkatkan kekuatan mekanis.
- Menghaluskan butiran kristal secara efektif.
- Meningkatkan ketahanan terhadap beban kejut/impak. · Pengaruh negatif yang ditimbulkan unsur magnesium (Mg),
yaitu :
- Meningkatkan kemungkinan timbulnya cacat pada hasil coran.
5. Unsur nikel (Ni)
· Pengaruh yang ditimbulkan unsur nikel (Ni), yaitu :
- Meningkatkan kekuatan dan ketahanan bahan pada temperatur tinggi.
6. Unsur besi (Fe)
· Pengaruh positif yang ditimbulkan unsur besi (Fe), yaitu : - Mencegah terjadinya penempelan logam cair pada
cetakan selama proses penuangan.
· Pengaruh negatif yang ditimbulkan unsur besi (Fe), yaitu : - Penurunan sifat mekenis.
- Penurunan kekuatan tarik.
- Timbulnya bintik keras pada hasil cor. - Peningkatan cacat porositas.
7 Unsur seng (Zn)
· Pengaruh positif yang ditimbulkan unsur seng (Zn), yaitu : - Meningkatkan sifat mampu cor..
- Mempermudah dalam pembentukan. - Meningkatkan keuletan bahan.
- Meningkatkan kekuatan terhadap beban kejut. · Pengaruh negatif yang ditimbulkan unsur seng (Zn), yaitu :
- Menurunkan ketahanan korosi.
- Menurunkan pengaruh baik dari unsur besi (Fe). - Menimbulkan cacat rongga udara.
8 Unsur titanium (Ti)
- Memperhalus butiran kristal dan permukaan. - Mempermudah proses penuangan.
· Pengaruh negatif yang ditimbulkan titanium (Ti), yaitu : - Menaikan viskositan logan cair
- Mengurangi fluiditas logam cair.
Tinjauan Pustaka
Menurut penelitian yang pernah dilakukan sebelumnya, pengaruh penambahan unsur paduan pada aluminium menghasilkan :
1. Paduan AlAgMg.
Beberapa pengaruh yang ditimbulkan akibat penambahan unsur Mg yaitu : dapat meningkatkan kekuatan tarik, menambah nilai kekerasan menjadi tinggi, butiran kristal mrnjadi lebih rapat hal ini berpengaruh terhadap sifat mekanis bahan. Sedangkan penambahan unsur Ag akan memperlambat waktu pembekuan. 2. Paduan AlCuAg.
BAB III
METODOLOGI PENELITIAN
Diagram Alir
Diagram alir penelitian pengecoran dapat digambarkan sebagai berikut : Pengadaan bahan coran
Proses pengecoran AlSi dengan variasi kadar Zn :
AlSi 100% AlSi dengan Zn 1% AlSi dengan Zn 2% AlSi dengan Zn 3% AlSi dengan Zn 4%
Pengujian benda uji Uji komposisi
Pembuatan benda uji
Data hasil penelitian
Analisa data penelitian
Kesimpulan Referensi
Jenis Penelitian
Penelitian yang dilakukan merupakan studi kasus dan bersifat deskriptif kualitatif, yaitu suatu penelitian terhadap obyek tertentu dan kesimpulan yang diambil hanya terbatas pada obyek yang diteliti berdasarkan hasil analisa data yang telah dilakukan. Dalam hal ini obyek yang diteliti adalah pengaruh penambahan seng (Zn) dengan variasi penambahan antara 1% hingga 4% terhadap paduan aluminium dan silikon. Sedangkan sebagai bahan perbandingan digunakan coran aluminium murni sebagai pembanding.
Metode Penelitian
Metode yang digunakan untuk memperoleh datadata atau informasi yang dibutuhkan dalam penelitian dibagi menjadi 3 tahap utama, yaitu :
1. Tahap persiapan
Tahap ini merupakan tahap perumusan masalah yang akan diangkat menjadi topik dalam penulisan, pengumpulan pustaka sebagai sumber informasi yang mendukung penelitian, dan penentuan batasan masalah agar penelitian tidak menyimpang dari topik rencana.
2. Tahap penelitian
Yaitu suatu penelitian yang bertujuan untuk mengetahui keadaan dan sifatsifat bahan sebelum diadakan pengecoran. · Pelaksanaan penelitian
Yaitu penelitian yang dilakukan setelah penelitian pendahuluan selesai dilakukan dan pada tahap ini mulai dilakukan penelitian terhadap pengaruh penambahan variasi Zn (1 4%) pada pengecoran AlSi yang sesungguhnya. 3. Penelitian Kepustakaan
Suatu penelitian yang bertujuan untuk mendapatkan landasan teori mengenai masalah yang akan diteliti. Dasardasar teoritis diperoleh dari membaca literaturliteratur, jurnal dan sebagainya yang ada sangkut pautnya dengan masalah yang diteliti.
Data yang Dikumpulkan
Data yang dikumpulkan untuk penelitian ini meliputi : 1. Data pengecoran logam
2. Data dan grafik pengujian tarik 3. Data pengujian kekerasan Brinell
4. Data dan gambar pemotretan struktur mikro dan makro 5. Data perhitungan porositas benda hasil pengecoran 6. Data berat jenis coran
Pelaksanaan Pengecoran
Bahan CoranBahan yang digunakan dalam pengecoran ini adalah aluminiumsilikon (AlSi). Paduan aluminiumsilikon (AlSi) yang dipakai didapat dari pelek kendaraan bermotor (mobil), untuk seng (Zn) yang digunakan berasal dari mur pengikat meubel.
Alatalat yang digunakan
Alatalat yang digunakan dalam proses pengecoran antara lain : 1. Tangki kompor minyak bertekanan + selang bahan bakar 2. Burner
3. Kompresor 4. Tang penjepit
5. Tungku dan kowi tanah liat 6. Thermokopel
7. Stopwatch 8. Kunci ring 14
Proses peleburan logam
Mulamula pelek dipotong menjadi bagian kecilkecil menggunakan gergaji agar dapat mempermudah dalam proses peleburan. Setelah dipotong potong aluminium kemudian dimasukkan dalam kowi yang berada di dalam tungku yang sebelumnya sudah dipanaskan dengan burner.
Gambar 3.1 Burner dan Tangki Minyak Bertekanan serta Kompresor
Gambar 3.2 Kowi dan Tungku Tanah Liat
coran ditunggu sampai logam cair membeku/mengeras (dicatat waktu pembekuannya), demikian pula dengan variasi 2%, 3% dan 4%.
Gambar 3.3 Cetakan Logam dilengkapi Baut dan Tang Penjepit
Prosedur Pengecoran secara lebih jelas adalah sebagai berikut :
1. Aluminiumsilikon (AlSi) dipotongpotong dan ditimbang menurut komposisinya
2. Seng (Zn) ditimbang masingmasing komposisinya
3. Bahan bakar berupa solar disiapkan bersama corong pengisian 4. Mulamula tangki kompor minyak + burner di isi solar
secukupnya lalu diberi tekanan angin dengan memakai kompresor
5. Cetakan dilabur dengan kapur supaya hasil coran tidak menempel pada cetakan lalu disiapkan untuk pengecoran.
6. Kowi diletakan sedemikian rupa pada tungku yang sudah dipasangi burner
8. Pada saat kowi mulai memanas bahan cor dimasukkan kurang lebih 5 menit dari pengapian sempurna
9. Setelah aluminium mencair sekitar 18 menit seng dapat dimasukan.
10. Agar bahan paduan tercampur dan melebur dengan baik kowi ditutup supaya panas yang dihasilkan sesuai
11. Sekitar 2 menit semua bahan sudah melebur menjadi satu
12. Saat inilah kowi dapat diambil dari tungku dengan menggunakan tang penjepit untuk selanjutnya dituangkan ke dalam cetakan logam yang sudah dipersiapkan terlebih dahulu
13. Dalam penuangan membutuhkan waktu kurang lebih sekitar 8 detik
14. Tunggu sampai logam cair membeku sekitar 24 detik baru cetakan dibongkar.
Pelepasan hasil coran
Pembuatan Benda Uji
Hasil coran yang berupa plat kotak dengan ukuran 150 mm × 150 mm × 5 mm kemudian dihaluskan dan diratakan dengan menggunakan mesin milling hingga dicapai ketebalan yang sudah ditentukan yaitu antara 2,73,8 mm (disesuaikan dengan kemampuan mesin uji tarik yang akan digunakan).
Gambar 3.4 Mesin Milling
Gambar 3.5 Mesin Sekrap
Langkahlangkah Pembuatan Benda Uji dapat dijelaskan sebagai berikut :
1. Meratakan permukaan benda kerja menggunakan mesin frais/milling hingga diperoleh tebal benda uji antara 2,73,8 mm. 2. Membuat batangbatang benda uji, dengan lebar batang benda uji
22 mm dengan menggunakan mesin sekrap kemudian difinishing dengan menggunakan mesin frais/milling hingga rata.
3. Pembuatan benda uji dengan menggunakan standar ASTM (American Society for Testing Materals ) seperti tertera pada tabel 3.1, dengan urutan perhitungan sebagai berikut :
Untuk benda uji berupa lembaran/plat 5
, 4 / Ao =
Lo (1)
Ao
dengan;
t w
Ao= ´ (3)
Ao = luas permukaan benda uji t = tebal benda uji w = lebar benda uji Lo = panjang ukur L = panjang total benda uji r = fillet
Tabel 3.1 Dimensi Benda Uji Tarik yang digunakan diantara Negara yang Berbedabeda
(Sumber ; Dieter.G.E, Djaprie.S, : Metalurgi Mekanik Jilid I, hlm 296)
Gambar 3.6 Gambar Benda Uji Tarik
Sisa dari potongan plat akan dipakai untuk melakukan pengujian kekerasan brinnel, foto mikro, foto makro, porositas, berat jenis dan uji komposisi.
Jenis Benda Uji Amerika Serikat Inggris Raya Jerman
(ASTM) Sebelum 1962 Sekarang
Lembaran (Lo/√Ao) 4,5 4,0 5,65 11,3
Peralatan Pengujian
Peralatan yang digunakan dalam proses pengujian antara lain :
1. Mesin uji tarik dengan kemampuan uji 1 ton (1000 kg), milik Laboratorium Ilmu Logam Jurusan Teknik Mesin Universitas Sanata Dharma, Yogyakarta
2. Mesin uji kekerasan "Brinell hardness tester MOD 100 MR" milik Laboratorium Ilmu Logam Jurusan Teknik Mesin Universitas Sanata Dharma, Yogyakarta
3. Lup mikrometer untuk mengukur bekas injakan (kekerasan Brinell)
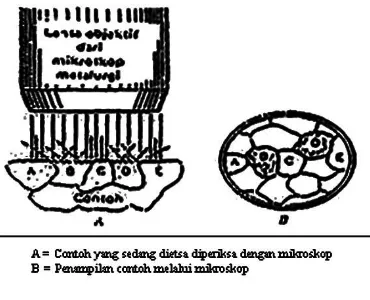
4. Mikroskop merek Union buatan Jepang, untuk mengetahui porositas dan struktur mikro bahan
5. Kamera Nikon FM 2 dengan film berwarna ASA 200, untuk pemotretan struktur mikro
6. Gelas ukur dan timbangan digital 7. Jangka sorong
8. Amplas tahan air ukuran kehalusan 200, 400, 800, 1000 9. Autosol, kain, batu hijau, stopwatch, dan millimeter blok
Pengujian Hasil Coran
Pengujian Tarikjalan memberikan beban tarik pada benda uji secara perlahanlahan sampai putus. Batas mulur, kekuatan tarik, perpanjangan, pengecilan luas diukur dalam pengujian ini. Pelaksanaan pengujian adalah sebagai berikut :
a. Untuk langkah pertama ukuranukuran benda uji dan nomor benda uji dicatat.
b. Kemudian benda uji dipasang pada penjepit atas dan bawah pada mesin uji, dan diatur posisinya agar penjepitan benda uji benar benar vertikal setelah itu kedua penjepit dikencangkan secukupnya saja
c. Power printer hidupkan dan kertas milimeter blok dipasang pada printer
d. Mesin dijalankan dan angka yang ditampilkan pada data display dicatat sampai benda uji patah.
Beban tarik yang bekerja pada benda uji akan menimbulkan pertambahan panjang disertai pengecilan penampang benda uji. Dari data yang diperoleh dari pengujian tarik kita dapat melakukan perhitungan untuk mencari nilai dari tegangan maksimum dan regangan dari benda uji tersebut, perhitungan dilakukan dengan menggunakan rumus berikut ini :
1. Kekuatan Tarik Maksimum :
2 max kg/mm A
P
u =
s (4)
dengan : P.Max = gaya maksimum (kg)
A = luas penampang (mm 2 )
2. Regangan :
ε =
0 0
0
L L L
L
L D
=
- (5)
dengan : Lo = panjang awal/sebelum pengujian(mm)
L = panjang akhir/sesudah pengujian (mm) Δ L = pertambahan panjang (mm)
Semakin besar panjang ukur semakin besar pula nilai regangan karena pertambahan panjang akan semakin besar dan rumus dari regangan sendiri berbanding lurus dengan perubahan panjang dan berbanding terbalik dengan panjang ukur awal benda uji. Percobaan tarik diadakan untuk hampir semua bahan, oleh karena dengan demikian kita dapat memperoleh kesimpulan dari sifat sifat mekanik sebagai berikut
kuat. Suatu bahan dengan kekuatan tarik yang lebih rendah kita sebut lebih lemah
2. Regangan adalah ukuran untuk sifat dapat dibentuk dari suatu bahan. Suatu bahan dengan regangan yang lebih besar kita sebut lebih dapat dibentuk. Bahan dengan regangan yang lebih kecil kita sebut kurang dapat dibentuk
Pengujian Kekerasan
Pengujian kekerasan yaitu untuk mengetahui kekerasan bahan yang merupakan ukuran ketahanan terhadap deformasi plastis. Pengujian dilakukan dengan pengujian Brinell. Cara pengukuran kekerasannya adalah bola baja berdimeter 5 mm, ditekankan ke permukaan bagian dari benda uji dengan beban tertentu. Kemudian diameter bekas injakan penetrator diukur dengan menggunakan alat ukur optik. Cara Brinell ini dilakukan dengan penekanan sebuah bola (penetrator) yang terbuat dari baja krom ke permukaan benda uji Tekanan yang digunakan berupa gaya tekan statis. Permukaan yang diuji harus bersih dan rata. Setelah gaya tekan ditiadakan pada benda uji akan terdapat bekas injakan penetrator, kemudian diameter bekas injakan tadi diukur secara teliti untuk dipakai dalam perhitungan uji kekerasan. Kekerasan ini disebut “Kekerasan Brinell” yang disingkat dengan HB atau BHN (Brinell Hardness Number). Besarnya harga kekerasan brinell dapat dihitung dengan rumus sebagai berikut :
HB =
) (
2
2 2 d
D D D
P
-
-p mm 2
dengan :
P = gaya yang bekerja pada penetrator (kg) D = diameter penetrator (mm)
d = diameter bekas injakan (mm)
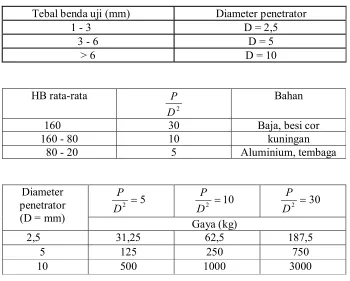
Bola Brinell tidak boleh terdeformasi saat pengujian benda uji. Bola Brinell mempunyai standar dengan diameter (D). Saat pengujian Brinell ini, perlu diperhatikan beban tekan (P), diameter bola dan jenis logam uji. Besar beban yang bekerja tergantung pada diameter bola dan jenis benda uji. Diameter penetrator yang digunakan tergantung pada tabel benda uji. Diameter penetrator yang sering digunakan adalah sebagai berikut:
Tabel 3.2 Pemilihan Diameter Penetrator
Tebal benda uji (mm) Diameter penetrator
1 3 D = 2,5
3 6 D = 5
> 6 D = 10
HB ratarata
2
D
P Bahan
160 30 Baja, besi cor
160 80 10 kuningan
80 20 5 Aluminium, tembaga
5
2 = D
P 10
2 = D
P 30
2 = D
P Diameter
penetrator
(D = mm) Gaya (kg)
2,5 31,25 62,5 187,5
5 125 250 750
Langkah – langkah pelaksanaan pengujian
1. Permukaan pada benda uji harus dibersihkan dan dihaluskan dengan amplas supaya permukaannya rata dan halus.
2. Setelah itu harus menentukan diameter penetrator dan besarnya gaya penekanan.
3. Penekanan injektor dilakukan dengan cara memutar hendel penekan, hingga mencapai gaya penekanan yang diinginkan, lama penekanan diukur dengan stopwatch selama 30 detik Pengujian ini dilakukan hingga mendapat 10 bekas injakan dengan tempat yang berbeda.
4. Benda uji yang telah selesai diuji dipindahkan dari alat uji untuk diamati besarnya lubang bekas penetrator dengan lup mikrometer.
Gambar 3.8 Mesin uji kekerasan "Brinell Hardness Tester MOD 100 MR"
Pengamatan Struktur Mikro
Dalam pengujian ini kualitas bahan ditentukan dengan mengamati struktur benda uji dengan menggunakan mikroskop, disamping itu dapat pula mengamati cacat dan bagian yang tidak teratur. Struktur mikro dari suatu bahan dapat diketahui dengan cara memfoto yang sudah dietsa. Pengamatan struktur mikro dilakukan dengan tujuan untuk mempelajari sifatsifat logam dan akibat dari perlakuan panas dengan mikroskop, serta memeriksa struktur logam. Bila cahaya yang dipantulkan masuk ke dalam lensa mikroskop metal, permukaan akan tampak terlihat dengan jelas. Bila berkas dipantulkan dan tidak mengenai lensa, daerah itu akan tampak hitam. Batas butir akan tampak seperti mengelilingi setiap butir dan cahaya tidak dipantulkan ke dalam lensa. Jadi batas butir tampak seperti garisgaris hitam. Pada gambar berikut akan tampak arah pemantulan cahaya.
Prosedur Pengujian :
1. Permukaan benda uji dihaluskan dan dibersihkan pada sisinya sehingga permukaan tersebut rata dan sejajar dengan menggunakan amplas mulai dari yang kasar sampai amplas yang halus.
2. Benda uji tersebut digosok dengan autosol hingga permukaannya mengkilat, kemudian benda uji cuci dengan air kemudian keringkan.
3. Benda uji dipasang di bawah mikroskop, dan lensa diatur dengan perbesaran 50× dan gambarnya amati dan ambil dengan kamera. 4. Gambar yang difoto sebelum benda uji dietsa ini nantinya akan
digunakan untuk perhitungan porositas bahan.
5. Benda uji dietsa dengan menggunakan larutan NaOH 50%. 6. Setelah itu benda uji dimasukan ke dalam cairan alkohol untuk
menetralkan bahan etsa kemudian dilap dan dikeringkan.
Pengamatan Struktur Makro
Pengamatan struktur makro bertujuan untuk mengetahui bagaimana bentuk penampang patahan dari dari benda uji tarik dan juga untuk mengetahui porositas secara visual. Cara pengamatan struktur makro adalah dengan memfoto bentuk patahan dari benda uji tarik secara vertikal dan horisontal.
Pengamatan Porositas Hasil Coran
Pengujian yang dilakukan untuk mengetahui kepadatan molekul dari benda tersebut. Pada pengujian ini yang patut diketahui adalah sedikit banyaknya poripori, dengan kita mengetahui sedikit banyaknya poripori yang ada di benda tersebut dapat memberi kesimpulan pada kita bahwa semakin sedikit poripori suatu benda berarti semakin padat molekul yang terdapat pada benda tersebut dan sebaliknya. Porositas atau cacat lubang jarum dapat terjadi apabila gas hidrogen yang terbawa dalam logam cair terjebak selama proses pembekuan. Penyebab utamanya adalah adanya gas yang terserap dalam logam cair selama penuangan coran. Beberapa upaya untuk mencegah timbulnya cacat poripori ini diantaranya dengan melakukan perencanaan sistem saluran masuk yang baik
Tujuan dari pengujian porositas adalah untuk :
Proses pengujiannya adalah sebagai berikut :
1. Foto mikro dengan perbesaran 50 × tempelkan di bawah kertas millimeter blok yang sudah dijadikan transparasi sehingga foto tersebut terbagi ke dalam blokblok kecil dan kemudian dihitung..
2. Seluruh daerah hitam (poripori) yang mengisi kotak millimeter blok juga dijumlahkan, langkah ini dilakukan sebanyak dua kali, agar data perhitungan bisa lebih akurat
3. Kedua luasan dibagi dan hasilnya kemudian dikalikan 100%, maka akan didapatkan persentase porositas.
Perhitungan dilakukan dengan cara membagi hasil coran menjadi blok blok kecil kemudian dilakukan perhitungan jumlah pori hitam pada foto. Perhitungan dilakukan menggunakan persamaan berikut :
% 100 ´ =
total luasan jumlah
porositas luasan
jumlah porositas
Persentase (7)
Pengujian Berat Jenis Coran
Gambar 3.11 Timbangan Digital
Proses pengujian berat jenis adalah sebagai berikut :
1. Berat (w) spesimen dihitungan secara tepat dengan menggunakan timbangan digital.
2. Volume air diukuran dalam gelas ukur sebelum spesimen benda uji dicelupkan.
3. Pertambahan volume air dalam gelas ukur dihitung sesudah spesimen benda uji dicelupkan, diperoleh volume (v) spesimen. 4. Perhitungan berat jenis dilakukan dengan menggunakan rumus
berikut ini:
v w
=
r (8)
dengan : ρ = berat jenis (gram/cm 3 )
Gambar 3.12 Gelas Ukur
Pengujian Komposisi Kimia
Pengujian komposisi kimia adalah untuk mengetahui apakah komposisi kimia dari benda coran sesuai dengan yang diharapkan. Dengan demikian kita dapat mengetahui seberapa banyak unsur paduan yang larut ke dalam coran. Jalanya pengujian komposisi kimia dalah sebagai berikut :
1. Nyalakan semua peralatan pendukung dan sambungkan dengamn arus listrik dan tunggu beberapa saat sampai spektrometer siap melakukan pengujian.
2. Setelah spektrometer siap, pilih program yang akan diuji. 3. Lakukan standarisasi benda uji.
4. Setelah selesai distandarisasi, lakukan pengujia pada sampel benda uji.
· Letakan sampel benda uji pada dudukan kerja, kemudian tekan start pada alat dimana analisa sampel mulai dilakukan, penekanan sampel jangan dilepas sampai bunyi spark terdengar.
· Lakukan penembakan minimal 4 kali pada tempat yang berbeda.
· Setiap selesai penembakan lakukan pembersihan pada pin penembakan.
· Print out hasil uji komposisi kimia didapatkan. 6. Proses analisa selesai.
BAB IV
HASIL PENELITIAN DAN PEMBAHASAN
Dalam pengujian paduan aluminiumsilikon ini, penambahan unsur seng yang diberikan sebesar 1%, 2%, 3% dan 4%. Sebagaimana sudah dibahas pada bab II, penambahan unsur seng dapat berpengaruh pada sifat mampu cor, meningkatkan keuletan bahan, meningkatkan kekuatan. Penambahan variasi Zn adalah untuk mengetahui perubahan sifatsifat fisis dan mekanisnya.
Pengujian Tarik
Dalam pelaksanaan pengujian tarik ini, setiap variasi benda uji menggunakan lima buah spesimen dengan variasi Zn 1%, 2%, 3% dan 4%. Dari kelima spesimen yang telah diuji itu kemudian ditentukan rataratanya, sehingga dengan melakukan pengujian tarik ini akan diperoleh harga ratarata kekuatan tarik dan persentase regangan. Dari hasil pengujian tarik didapatkan grafik seperti di bawah ini.
Kekuatan Tarik
0 5 10 15 20 25 30
mulamula cor ulang AlSi 1%Zn AlSi 2%Zn A lSi 3%Zn AlSi 4%Zn
Paduan
K
ek
ua
ta
n
T
ar
ik
(k
g/
m
m
2 )
Dari gambar grafik kekuatan tarik diatas dapat dilihat bahwa kekuatan tarik terbesar terdapat pada paduan AlSi (benda mulamula), karena pada paduan ini proses pembekuannya menggunakan penekanan. Kekuatan tariknya mencapai 27,9 kg/mm 2 . Setelah benda mulamula dicor ulang kekuatan tariknya malah
mengalami penurunan, besarnya kekuatan tarik setelah mengalami pengecoran ulang adalah sebesar 14,7 kg/mm 2 , karena pada benda mulamula yang
mengalami proses pengecoran ulang pada waktu pembekuan hanya menggunakan grafitasi. Penambahan unsur Zn menyebabkan peningkatan pada kekuatan tariknya jika dibandingkan dengan paduan AlSi yang mengalami pengecoran ulang. Kekuatan tarik tertinggi terdapat pada paduan AlSi yang telah ditambahkan unsur Zn sebanyak 2%, kekuatan tariknya adalah sebesar 17,4 kg/mm 2 . Besarnya kekuatan tarik dari seluruh variasi adalah sebagai berikut
(seperti terlihat pada lampiran hal 69) :
Tabel 4.1 Tabel kekuatan tarik
Paduan Kekuatan Tarik (s u ),
kg/mm 2
Mulamula Cor ulang AlSi1% Zn AlSi2% Zn AlSi3% Zn AlSi4% Zn
27. 9 14.7 10.7 17.4 14.1 10.8
dilihat bahwa regangan terbesar terdapat pada paduan AlSi dengan variasi Zn 2% dan regangan terkecil terdapat pada paduan AlSi dengan variasi Zn 1% Regangan 0 1 2 3 4 5 6 7 8 9
mulamula cor ulang AlSi 1%Zn AlSi 2%Zn AlSi 3%Zn AlSi 4%Zn
Paduan Pe rs en ta se R eg an ga n (% ) Gambar 4.2 Grafik Regangan Tabel 4.2 Tabel regangan Paduan Regangan Total (%) Mulamula Cor ulang AlSi1% Zn AlSi2% Zn AlSi3% Zn AlSi4% Zn 3.9 4.3 2.0 8.4 2.3 2.0
Pengujian Kekerasan
Kekerasan 0 20 40 60 80 100 120mulamula Cor ulang A lSi 1%Zn A lSi 2%Zn A lSi 3%Zn A lSi 4%Zn
Paduan
B
H
N
Pada pengujian kekerasan ini dilakukan dengan cara memberikan penekanan pada setiap variasi dengan alat uji kekerasan. Setiap variasi diberikan 10 kali penekanan pada tempat yang berbeda, tekanan yang diberikan sebesar 125 kg. Dari Gambar 4.4 dapat dilihat bahwa benda mulamula merupakan benda yang paling keras setelah diuji kekerasan. Angka kekerasannya mencapai 96,5 BHN. Benda awal yang mengalami pengecoran ulang justru malah turun kekerasannya. Setelah mendapatkan unsur variasi Zn kekerasannya justru mengalami peningkatan jika dibandingkan dengan benda mulamula yang mengalami pengecoran ulang. Kekerasan tertinggi terdapat pada penambahan variasi Zn sebanyak 4% yaitu sebesar 64.2 BHN dan kekerasan terendah terdapat pada variasi Zn 1%. Besarnya paduan pada masingmasing variasi dapat dilihat pada tabel berikut ini (seperti terlihat pada lampiran hal 72) :
Tabel 4.3 Tabel pengujian kekerasan
Paduan BHN
Mulamula Cor ulang AlSi1% Zn AlSi2% Zn AlSi3% Zn AlSi4% Zn
96.5 56.2 48.8 52.2 60.7 64.2
Pengamatan Struktur Mikro
pada benda uji yang sudah dietsa, adapun fungsi etsa adalah untuk mengkorosi permukaan benda uji supaya strukturnya jadi lebih jelas.
Gambar 4.4 AlSi mulamula
Gambar 4.5 AlSi setelah dicor ulang
Gambar 4.7 AlSi 2% Zn
Gambar 4.8 AlSi 3% Zn
Gambar 4.9 AlSi 4% Zn
halnnya dengan benda mulamula yang mengalami proses pengecoran ulang, dapat dilihat bahwa bentuk butirannya tidak sama satu dengan yang lainnya, ada yang berbentuk oval ada juga yang berbentuk bulat besarnya pun tidak sama antara satu dengan yang lainnya. Sedangkan untuk paduan yang telah diberi variasi 1% sampai dengan 4% Zn. Pada paduan dengan variasi Zn 2% strukturnya oval dan agak besar, ini menyebabkan kekuatan tariknya baik, dan pada paduan dengan variasi 4% Zn strukturnya lebih rapat ini menyebabkan kekerasanya baik.
Pengamatan Struktur Makro
Gambar 4.10 mulamula
Gambar 4.12 1% Zn
Gambar 4.13 2% Zn
Gambar 4.15 4% Zn
Dari gambar di atas dapat dilihat bahwa pada setiap benda uji pada bagian patahan ukurannya mengecil dan juga jika dilihat dari bentuk patahannya yang tidak beraturan menandakan bahwa paduan variasi Zn ini merupakan benda yang ulet. Pada bagian patahan ukuran yang mengecil disebabkan oleh gaya tarik dari mesin uji tarik itu sendiri.
Pengamatan Porositas
Grafik Porositas
0 0.002 0.004 0.006 0.008 0.01 0.012 0.014
mulamula cor ulang AlSi 1%Zn A lSi 2%Zn A lSi 3%Zn AlSi 4%Zn
Paduan
Pe
rs
en
ta
se
(%
)
Tabel 4.4 Tabel uji porositas
Paduan Persentase (%)
Mulamula Cor ulang AlSi1% Zn AlSi2% Zn AlSi3% Zn AlSi4% Zn
0 0.006 0.010 0.004 0.008 0.012
Gambar 4.17 mulamula
Gambar 4.18 Cor ulang
Gambar 4.20 2% Zn
Gambar 4.21 3% Zn
Pengujian Berat Jenis
Dari gambar grafik di bawah ini dapat dilihat bahwa semakin banyak penambahan unsur Zn semakin besar berat jenisnya. Dilihat dari benda mulamula yang dicor ulang mengalami penurunan berat jenisnya dari benda mulamula tanpa proses pengecoran ulang, setelah diberikan penambahan variasi Zn 1% sampai dengan 4% berat jenisnya meningkat bahkan melebihi berat jenis benda mulamula. Hal ini disebabkan karena berat jenis Zn lebih besar dari berat jenis Al yaitu sebesar 7,1 g/cm 3 , sedangkan berat jenis Al hanya 2,7 g/cm 3 (perhitungan
porositas terlampir pada hal 75). Berat Jenis 0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5
Mulamula Cor Ulang AlSi 1%Zn AlSi 2%Zn A lSi 3%Zn A lSi 4%Zn
Paduan Be ra t J en is (g /c m 3 ) Gambar 4. 23 Grafik Berat Jenis Tabel 4.5 Tabel Berat Jenis
Paduan Berat Jenis (g/cm 3 )
Pengujian Komposisi Kimia
Pengujian komposisi kimia adalh untuk mengetahui unsur variasi paduan yang masuk ke dalam coran