4.1. Proses Produksi
Produk yang menjadi contoh kasus dalam skripsi ini adalah sepeda BMX 20. Produk ini berada pada kuadran high volume-low end. Berdasarkan informasi dari perusahaan, sepeda BMX diproduksi dalam tingkat volume yang tinggi dan inovasi yang rendah. Karena sepeda BMX yang diproduksi di perusahaan ini ada bermacam-macam tipe, maka diambil BMX 20 yang memiliki tingkat volume yang paling tinggi dibandingkan sepeda BMX lainnya. Contoh produk BMX 20 dapat dilihat pada lampiran 7.
Pelaksanaan produksi perusahaan merupakan faktor yang paling penting yang menentukan tingkat hasil yang dicapai perusahaan sesuai dengan rencana yang telah ditetapkan. Adapun proses produksi pada CV X adalah secara bertahap dikerjakan melalui tenaga kerja manusia maupun mesin. Di sini akan dijelaskan urutan pengerjaan secara garis besar proses produksi di CV X. Untuk lebih detailnya, proses produksi pembuatan sepeda BMX 20 dapat dilihat pada lampiran 1 sampai lampiran 4. Sedangkan untuk urutan proses perakitan roda dan perakitan sepeda dapat dilihat dalam peta perakitan pada lampiran 5 sampai lampiran 6.
Proses produksi yang dikerjakan oleh perusahaan ini secara garis besar dapat dibagi menjadi empat tahap, yaitu:
1. Processing
Bahan yang dipakai untuk membuat tiap sepeda terdiri dari berbagai macam jenis. Bahan baku dan bahan pembantu yang dipakai dalam pembuatan tiap sepeda antara lain:
• Bahan baku: pipa besi, plat besi
• Bahan pembantu: braket/pipa kones dan borak, kawat las kuningan/kawat las CO dan argon, mur, baut, velg, ruji, ban, setir, sadel, pedal, rantai, gear, jagang, bahan cat, thinner, minyak tanah, plastik pembungkus, karton pembungkus/kardus
Berikut ini adalah sub proses yang ada dalam processing: a. Pemotongan
Pada tahap ini pipa besi atau plat besi dipotong sesuai dengan ukuran serta bentuk yang direncanakan.
b. Power press
Pada tahap ini membuat sambungan tee, supit atas, supit bawah, serta komponen penyusun lainnya.
c. Pengelasan
Setelah diadakan pemotongan, maka dilakukan pengelasan (menyambung bagian-bagian yang telah dibuat untuk dirakit) dengan bahan pembantu braket untuk as atau gear depan, bahan pembantu oksigen, LPG, borak dan kawat las kuningan untuk dibentuk menjadi sebuah kerangka sepeda.
d. Pengikiran atau penghalusan
Setelah dilakukan pengelasan, garpu atau bayangan yang sudah dilas tadi dimasukkan ke bak pencucian untuk menghilangkan kadar minyak dan karat, setelah bersih diangkat dan dikeringkan, selanjutnya dikikir dan dirempelas. e. Pengecatan
Tahap pengecatan ini dibagi menjadi tiga bagian yaitu: • Primer Coating
Yaitu pengecatan dasaran pada seluruh bagian kerangka sepeda secara manual dengan menggunakan alat spray gun (bahan yang digunakan adalah warna dasar).
• Top Coating
Yaitu pengerjaan yang sama dengan primer, hanya saja bahan yang digunakan adalah cat duco atau Enamellaquer spray.
• Electro Coating
Yaitu proses pengeringan dan pengkilatan dengan menggunakan oven yang dipanaskan pada kompor listrik selama 30 menit, sekaligus digunakan untuk pemasangan merek serta divernis selama 15-20 menit sehingga mengkilat, setelah itu diangkat dan didinginkan.
2. Assembling
Setelah selesai processing, dilakukan perakitan bagian sambungan-sambungan sepeda sesuai dengan susunannya sehingga membentuk sebuah kerangka sepeda.
3. Finishing (Quality Control)
Setelah melalui proses assembly, kemudian diadakan inspeksi produk, dimana kegiatan ini dilakukan pada bagian quality control.
4. Packing
Tahap terakhir adalah pembungkusan dan pengepakan. Bagian kerangka sepeda dibungkus dengan plastik, bagian-bagian tertentu yang dirasa sulit dirakit terlebih dahulu oleh perusahaan. Kemudian dilakukan packing dengan kardus untuk semua bagian sepeda.
Proses pembuatan sepeda dapat dibagi menjadi empat proses assembly. Proses perakitan untuk membentuk sepeda jadi ada 3 macam:
• Perakitan garpu (assembly I) • Perakitan frame (assembly II) • Perakitan roda (assembly III) • Perakitan akhir (final assembly)
Dimana hasil dari tiga proses perakitan yang pertama (perakitan garpu, frame, dan roda) akan dirakit pada final assembly menjadi sepeda jadi.
4.1.1. Pembuatan Garpu
Pembuatan garpu untuk sepeda BMX 20 memerlukan komponen penyusun yaitu: 1. Kaki garpu 2. Tutup kaki 3. Jalu 4. Drat garpu 5. Sok
4.1.2. Pembuatan Frame
Pembuatan frame untuk sepeda BMX 20 memerlukan komponen penyusun yaitu: 1. Body tegak 2. Body bawah 3. Body atas 4. Leher 5. Supit atas 6. Supit bawah 7. Palakan atas 8. Palakan bawah 9. Kepet 10. Tee Sadel 11. Braket 12. Pivot 13. Stopper 4.1.3. Perakitan Roda
Perakitan roda untuk sepeda BMX 20 memerlukan komponen penyusun yaitu: 1. Ruji 2. Bozz 3. Velg 4. Ban dalam 5. Ban luar 4.1.4. Final Assembly
Pada final assembly, akan digabungkan antara garpu, frame, roda, dan komponen pendukung lainnya seperti gear belakang, rantai, rem, sadel, setir, dan lain-lain. Setelah dilakukan perakitan, maka akan dilakukan final inspection untuk mengetahui apakah sepeda yang telah dibuat memenuhi kriteria. Apabila sepeda
packing, dan selanjutnya disimpan. Apabila ada pesanan dari customer, baik melalui pengiriman (delivery) ataupun langsung dibawa pulang, maka barang yang ada di gudang akan dikeluarkan sesuai permintaan. Apabila lokasi pemesan jauh dari perusahaan dan pembeliannya dalam jumlah yang telah ditentukan, maka dapat dilakukan pengiriman.
4.2. Pengumpulan Data
TTM untuk sepeda BMX 20 ini didefinisikan sebagai waktu yang diperlukan oleh sepeda BMX 20 dari awal sampai siap untuk dijual. Dimana pada BMX 20 ini proses desain awal, market survey, serta proses-proses lain diluar proses produksi sampai pengiriman ditiadakan karena sesuai dengan keadaan yang ada di perusahaan yang meniadakan semua proses tersebut. Selain itu produk yang berada dalam kuadran high volume-low end mempunyai ciri yaitu production minded, sehingga lebih banyak berhubungan dengan production time. Jadi TTM untuk produk sepeda BMX 20 ini dapat didefinisikan sebagai waktu yang diperlukan suatu produk mulai dari proses produksi sampai dikirim. Data-data untuk mencari TTM diperoleh langsung dari perusahaan.
Untuk menentukan TTM, data waktu proses yang diperlukan adalah: 1. CT proses assembly
Proses assembly ini terdiri dari tiga proses assembly, namun untuk menentukan CT-nya tidak perlu dicari berapa CT masing-masing, tapi hanya CT dari proses assembly yang memiliki CT terpanjang. CT untuk assembly I diperoleh dari penjumlahan antara waktu proses pembuatan komponen yang terpanjang dengan waktu pengelasan, pelubangan, scrap, dan proses pengecatan, demikian juga dengan assembly II. Untuk assembly III, CT-nya dianggap sama dengan waktu proses perakitan komponen yang terpanjang. Diasumsikan waktu pembuatan komponen penyusun yang sangat banyak untuk tiap assembly, diwakili oleh satu komponen dengan waktu proses terpanjang. Berdasarkan informasi internal perusahaan, proses terpanjang untuk assembly I adalah pembuatan jalu (1.4 menit), untuk assembly II adalah pembuatan supit bawah (2.8 menit), dan untuk assembly III adalah pemasangan ruji (15 menit). Dari sini jelas bahwa
assembly II memiliki CT terpanjang. Sehingga CT proses assembly sama dengan CT assembly II.
2. CT inspeksi hasil rakitan 3. CT final assembly 4. CT inspeksi akhir
5. Data waktu lamanya penyimpanan barang jadi (ST) 6. Data waktu lamanya pengiriman
Setelah mengetahui jenis data yang diperlukan, maka dicari data waktu yang berkaitan. Data-data tersebut antara lain:
1. Waktu proses assembly terpanjang (assembly II) Proses yang ada di assembly II adalah:
a. Waktu pembuatan supit bawah: 2.8 menit
b. Waktu pengelasan untuk membentuk frame: 10 menit c. Waktu proses pelubangan frame: 1 menit
d. Waktu proses scrap frame: 2.5 menit e. Waktu pengecatan
Proses pengecatan terdiri dari beberapa proses, yaitu: • Pembersihan frame dengan H2SO4: 17 jam
• Pencucian dengan air kapur: 30 menit • Pengeringan: 5 menit
• Pengikiran: 10 menit
• Penghalusan dengan rempelas kasar: 10 menit • Pemberian meni/dasar cat: 3 menit
• Pengovenan I: 30 menit
• Penghalusan dengan dempul: 5 menit • Penghalusan dengan rempelas halus: 5 menit • Pengecatan warna: 10 menit
• Pengovenan II: 30 menit • Pemberian vernis: 5 menit • Pengovenan III: 30 menit
2. Inspeksi hasil rakitan: 5 menit 3. Waktu final assembly: 25 menit 4. Waktu inspeksi akhir: 5 menit
5. Waktu penyimpanan barang jadi: 1 minggu (asumsi: diambil yang terpanjang) 6. Waktu lama pengiriman barang: 3 hari (asumsi: diambil yang terpanjang) Dari data tersebut dapat diketahui TTM awal adalah 15644.3 menit.
4.3. Pemetaan Proses Awal
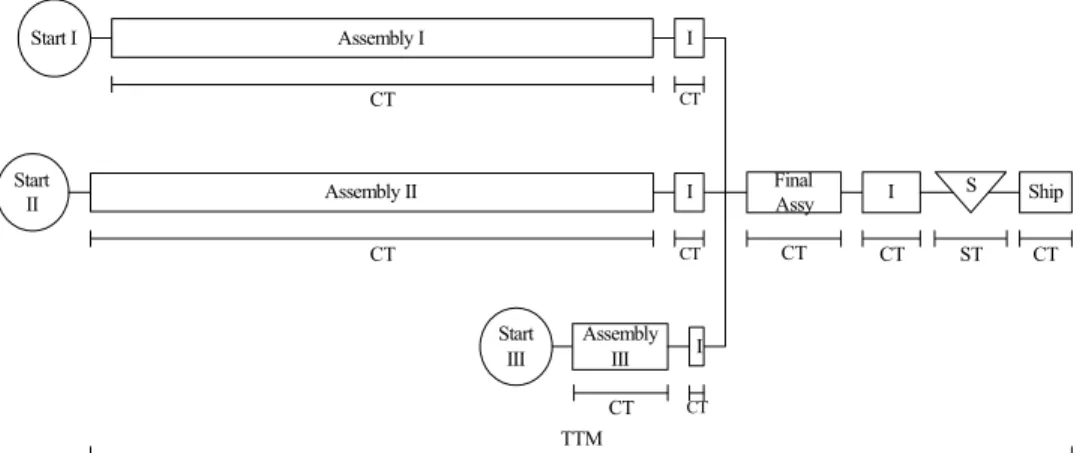
Pemetaan proses dilakukan untuk mengetahui gambaran proses apa saja yang menentukan besarnya TTM. Alur pembuatan sepeda awal dapat dilihat pada gambar 4.1. Start I Start III Start II Assembly I Assembly III Final Assy I S Ship CT CT CT CT CT ST CT I I I TTM CT CT CT Keterangan: ST = Stock Time CT = Cycle Time Assembly II
Gambar 4.1. Alur Pembuatan Sepeda Awal
Berdasarkan gambar 4.1. diketahui proses sesungguhnya di perusahaan adalah:
1. Proses assembly
Dibagi menjadi tiga bagian, yaitu proses assembly I, II, dan III. Di dalam proses assembly tersebut ada beberapa sub proses assembly. Assembly I adalah
proses pembuatan garpu dan perakitannya. Assembly II adalah proses pembuatan frame beserta perakitannya, dan assembly III adalah proses perakitan roda.
2. Inspeksi hasil rakitan
Barang yang telah dirakit akan diinspeksi. Inspeksi dilakukan dengan mencoba merakitnya menjadi sepeda. Jika barangnya kurang bagus maka diproses ulang, tapi kalau sangat jelek, langsung dibuang.
3. Final Assembly
Jika ada pesanan dari customer ataupun untuk stok penjualan, dilakukan perakitan akhir (final assembly). Pada perakitan ini hasil assembly I, II, dan III digabung menjadi satu dan diberi komponen pembantu untuk menghasilkan sepeda jadi.
4. Inspeksi
Setelah final assembly, maka produk diinspeksi apakah sudah sesuai kriteria atau belum. Misalnya penggabungan garpu dengan frame sudah center atau belum.
5. Packing
Setelah melewati inspeksi, maka produk dipacking. 6. Penyimpanan barang jadi
Setelah packing, maka barang masuk ke gudang penyimpanan dan sebagian dibawa ke toko sebagai barang siap jual.
7. Pengiriman
Barang yang disimpan tadi jika ada order baru dikeluarkan dari gudang dan dikirimkan. Lamanya pengiriman tergantung dari lokasi pembeli.
4.4. Alur Pembuatan Sepeda Dengan Reorganisasi Urutan Proses dan Penurunan CT pada Proses Produksi Terpanjang dengan Konsep CE
Setelah mengetahui TTM awal, maka dilakukan perhitungan TTM usulan. Untuk menentukan TTM baru, dilakukan dengan reorganisasi urutan proses dan penurunan CT pada proses assembly yang terpanjang dengan konsep CE, data yang diperlukan sama dengan data untuk TTM awal.
CT-nya turun. Paralel proses juga berarti satu bagian pekerjaan belum selesai dilakukan sudah mengerjakan pekerjaan selanjutnya (paralel 50% atau 25%). Selain itu dengan melakukan reorganisasi assembly II, yaitu memindahkan suatu prosesnya ke bagian lain di luar proses assembly II atau menurunkan waktu proses yang memungkinkan.
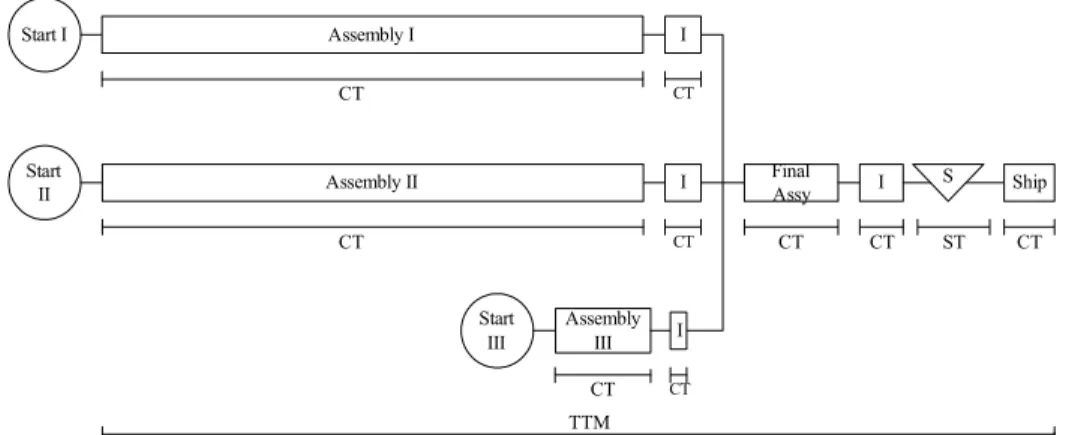
Untuk dapat memperoleh CT yang lebih pendek, dilakukan dengan reorganisasi urutan proses dan menurunkan CT proses assembly terpanjang dengan konsep CE. Dari sini akan dapat dilihat apakah CT proses assembly terpanjang tersebut dapat diturunkan dengan konsep CE atau tidak, dan apakah proses reorganisasi urutan proses mungkin dilakukan atau tidak. Alur pembuatan sepeda yang baru yang diberikan untuk menurunkan TTM awal dapat dilihat pada gambar 4.2. Start I Start III Start II Assembly I Assembly III Final Assy I S Ship CT CT CT CT CT ST CT I I I TTM CT CT CT Keterangan: ST = Stock Time CT = Cycle Time Assembly II
Gambar 4.2. Alur Pembuatan Sepeda dengan Reorganisasi Urutan Proses dan Menurunkan CT pada Proses Assembly Terpanjang dengan Konsep CE
Gambar 4.2. menunjukkan urutan proses yang direorganisasi dan juga dilakukan penurunan CT pada proses produksi yang terpanjang dengan konsep CE, yaitu proses II. Reorganisasi ini dilakukan pada bagian inspeksi I, II, dan inspeksi akhir, yaitu dengan memindahkan beberapa kegiatan yang
memungkinkan dari inspeksi akhir ke inspeksi I dan II. Sehingga waktu pada inspeksi akhir lebih pendek dari sebelumnya. Walaupun hanya dipindahkan letaknya, akan terjadi penurunan TTM, karena waktu inspeksi akhir yang awalnya terlalu panjang dapat dipindahkan ke inspeksi I, dimana dalam perhitungan TTM nanti, waktu di inspeksi I diabaikan karena yang diperhitungkan hanya proses terpanjang, yaitu proses II. Diharapkan akan didapat TTM yang lebih kecil dari sebelumnya.
4.5. Analisa Urutan Pembuatan Sepeda yang Baru
Setelah dilakukan analisa terhadap urutan proses di atas dikaitkan dengan data-data yang ada, ternyata cara ini tidak dapat dilakukan, karena:
1. Tidak ada bagian dari proses yang dapat dipindahkan ke bagian lain, jadi tidak ada perubahan dalam besarnya TTM. Semua proses yang terjadi di masing-masing bagian saling mempengaruhi satu dengan yang lainnya sehingga tidak mungkin dipindah ke bagian lain. Misalnya pada proses inspeksi tidak ternyata tidak ada kegiatan yang dapat dipindah-pindahkan atau dturunkan waktu prosesnya.
2. Tidak ada bagian dari proses assembly II yang memungkinkan untuk diturunkan waktu prosesnya.
3. Proses reorganisasi tidak memungkinkan untuk dilakukan karena tidak ada proses yang memungkinkan untuk dilakukan perubahan, tidak ada proses yang dapat diparalel.
Berdasarkan analisa di atas dapat diketahui bahwa upaya penurunan TTM pada sepeda BMX 20 sulit untuk dilakukan hanya dengan mempertimbangkan faktor-faktor yang ada.