KEKERASAN DAN STRUKTUR MIKRO
SWING ARM SEPEDA MOTOR
TUGAS AKHIR
Diajukan untuk memenuhi Salah Satu Syarat Memperoleh Gelar Sarjana Teknik
Jurusan Teknik Mesin
Disusun oleh:
BENNY ADITYA KURNIAWAN 005214104
PROGRAM STUDI TEKNIK MESIN
JURUSAN TEKNIK MESIN
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA
YOGYAKARTA
2007
KEKERASAN DAN STRUKTUR MIKRO
SWING ARM SEPEDA MOTOR
TUGAS AKHIR
Diajukan untuk memenuhi Salah Satu Syarat Memperoleh Gelar Sarjana Teknik
Jurusan Teknik Mesin
Disusun oleh:
BENNY ADITYA KURNIAWAN 005214104
PROGRAM STUDI TEKNIK MESIN
JURUSAN TEKNIK MESIN
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA
YOGYAKARTA
2007
HARDNESS AND MICRO STRUCTURE
OF MOTOR CYCLE SWING ARM
FINAL PROJECT
Presented as Partial Fulfillment of the Requirements to Obtain the Sarjana Teknik Degree in Mechanical Engineering
by
BENNY ADITYA KURNIAWAN Student Number : 005214104
MECHANICAL ENGINEERING STUDY PROGARAM
MECHANICAL ENGINEERING DEPARTMENT
SCIENCE AND TECHNOLOGY FACULTY
SANATA DHARMA UNIVERSITY
YOGYAKARTA
2007
PERNYATAAN
Dengan ini saya menyatakan bahwa dalam tugas akhir ini tidak terdapat karya yang pernah diajukan untuk memperoleh gelar kesarjanaan di suatu Perguruan Tinggi, dan sepanjang pengetahuan saya juga tidak terdapat karya atau pendapat yang pernah ditulis atau diterbitkan oleh orang lain, kecuali yang secara tertulis diacu dalam naskah dan disebutkan dalam daftar pustaka.
Yogyakarta, 7 Oktober 2007 Penulis
Benny Aditya Kurniawan
HALAMAN MOTO
˝ Kegagalan biasanya merupakan langkah awal menuju sukses,
tapi sukses itu sendiri sesungguhnya baru merupakan jalan tak
berketentuan menuju puncak sukses ˝.
- Lambert Jeffries
˝ Tiada gading yang tak retak ˝.
- Anonim
˝ Pengetahuan ada dua macam : yang telah kita ketahui dengan
sendirinya atau yang hanya kita ketahui dimana ia bisa
didapatkan ˝.
- Samuel Johnson
˝ Sumber kekuatan baru bukanlah uang yang berada dalam
genggaman tangan beberapa orang, namun informasi di tangan
orang banyak ˝.
- John Naisbitt
Persembahanku
Kupersembahkan karya ini teruntuk :
Yesus sang pembimbingku
Orang tua tercinta, Paulus Sugihardjo
dan Yulia Sulastri
Kakakku Andari serta adikku Cahyo
Teman-teman angkatan 2000 dan 2002
Salamku,
Benny
KATA PENGANTAR
Penulis mengucapkan puji dan syukur kepada Tuhan Yang Maha Esa atas segala kasih, rahmat dan bimbingan-Nya sehingga dapat menyelesaikan Tugas Akhir dengan baik. Maksud dan tujuan dari Tugas Akhir ini adalah sebagai pemenuhan salah satu syarat mencapai gelar Sarjana Teknik di Jurusan Teknik Mesin Fakultas Sains Dan Teknologi Universitas Sanata Dharma.
Penulis dalam kesempatan ini mengucapkan banyak terima kasih atas bantuan, dukungan serta bimbingan yang diberikan dalam proses penyusunan ini, oleh karena itu penulis menyampaikan ucapan terima kasih kepada:
1. Romo Ir. Greg. Heliarko SJ.,S.S.,B.S.T.,M.A.,M.Sc., Dekan Fakultas Sains dan Teknologi Universitas Sanata Dharma Yogyakarta.
2. Bapak Budi Setyahandana, S.T., M.T., Dosen Pembimbing yang telah membimbing dalam penyelesaian Tugas Akhir ini.
3. Laboran Laboratorium Teknologi Mekanik dan Laboratorium Perpindahan Panas Universitas Sanata Dharma yang telah membantu penelitian penulis. 4. Segenap dosen dan karyawan Jurusan Teknik Mesin FT-USD yang telah
membantu dan selalu membimbing dalam masa-masa kuliah.
5. Keluarga besarku di Solo, bapak-ibu ( Paulus Sugihardjo ) dan ( Yulia Sulastri ), kakakku Andari-Kiswi dan adikku Cahyo MKW terima kasih untuk semuanya.
6. Teman-teman Andri , Rois, Yuris ( 2000 ), Bowo, Haryanto, Tomo, Surya, Dwi, Dimas, Heri, Yayat, Calvin, Andi, dan semua teman-teman TM angkatan 2000 yang telah membantu banyak dalam Tugas Akhir ini.
7. Temen-temen di Solo, Topo, Sidik, Feri, Pak Tejo dan temen-temen lain yang selalu setia menemani di wedangan.
Semoga penulisan Tugas Akhir ini dapat berguna dan memberikan manfaat baik bagi penulis maupun pihak lain, sebagai ilmu pengetahuan dan informasi.
INTISARI
Penelitian ini bertujuan untuk memperoleh material yang terbaik untuk pembuatan swing arm sepeda motor. Penelitian ini meliputi tiga material baja karbon rendah yang memiliki komposisi dan struktur mikro yang berbeda.
Pengujian yang dilakukan meliputi pengujian tarik, pengujian komposisi kimia dan pengujian struktur mikro. Setiap material dipotong menjadi plat, kemudian beberapa bagian plat tersebut dibentuk menjadi benda uji yang disesuaikan dengan standar ASTM. Dari hasil pengujian kekerasan diperoleh data bahwa baja MS 2 memiliki kekerasan tertinggi sebesar 161 kg/mm² dan baja MS 1 merupakan material yang memiliki kekerasan terendah sebesar 137 kg/mm² sedangkan baja MS 3 memiliki kekerasan sebesar 144 kg/mm². Pada pengujian komposisi kimia, unsur paduan karbon terbanyak pada baja MS 2 sebesar 0,128 % dan terendah pada baja MS 1 sebesar 0,09 %. Dari pengujian struktur mikro terlihat bahwa baja MS 2 memiliki kandungan karbon terbanyak, sedangkan baja MS 3 memiliki unsur paduan karbon yang sedikit lebih banyak dari baja MS 1.
Dari pengujian-pengujian tersebut, dapat disimpulkan unsur karbon memiliki pengaruh yang penting terhadap kekerasan material baja. Namun, kekerasan suatu material tidak hanya dipengaruhi oleh unsur karbon. Perlakuan panas, proses pembuatan dan pembentukan baja dapat juga mempengaruhi kekerasan material.
DAFTAR ISI
HALAMAN JUDUL………..………. i
HALAMAN JUDUL BAHASA INGGRIS………..………. ii
HALAMAN PENGESAHAN PEMBIMBING……….……… iii
HALAMAN PERNYATAAN………..……….. v
HALAMAN MOTO……… vi
HALAMAN PERSEMBAHAN………..……...………. vii
KATA PENGANTAR………..………...… viii
INTI SARI………..……….. x
DAFTAR ISI……….……... xi
DAFTAR GAMBAR………..………. xiv
DAFTAR TABEL……….………... xv
BAB I PENDAHULUAN………..………. 1
1.1. Latar Belakang………..…………... 1
1.2. Batasan Masalah………..… 3
1.3. Tujuan Penelitian……….………… 3
BAB II DASAR TEORI………..…………. 4
2.1. Pengertian Baja…………...………..…………... 4
2.2. Proses Produksi Baja………..……. 5
2.3. Struktur Mikro Besi dan Baja………..……… 5
2.3.1. Diagram Fasa Besin Karbon... 5
2.3.2. Perubahan Struktur Pada Perlakuan Panas..………. 9
2.4. Klasifikasi Baja.………..………. 11
2.4.1. Baja Karbon Biasa……….…………... 12
2.4.2. Baja Paduan Rendah... 13
2.4.3. Baja Tahan Karat... 15
2.4.4. Baja Cor………... 15
2.4.5. Baja Perkakas……….. 15
2.4.6. Baja Spesial……….. 16
2.5. Unsur-unsur Yang Terkandung Dalam Baja... 16
2.5.1. Karbon ( C )... 16 2.5.2. Mangan ( Mn )... 17 2.5.3. Sulfur ( S )... 17 2.5.4. Nikel ( Ni )... 17 2.5.5. Chromium ( Cr )... 17 2.5.6. Molybdenum ( Mo )………...………….. 18 2.5.7. Vanadium ( V )………. 18 2.5.8. Tembaga ( Cu )………. 18 2.5.9. Wolfram ( W )……….. 18 2.5.10. Phosfor ( P )………. 18 2.5.11. Aluminium ( Al )……….. 19 2.5.12. Boron……….... 19
2.6. Sifat Mekanis Baja……….. 19
2.7. Pengujian Bahan………. 21
2.7.1. Uji Kekerasan Brinell……… 21
2.7.2. Pengamatan Struktur Mikro……….. 23
BAB III METODE PENELITIAN……….. 25
3.1. Skema Penelitian…….………... 25
3.2. Persiapan Bahan………...………..……… 26
3.3. Peralatan Yang Digunakan... 26
3.4. Pengujian Bahan... 27
3.4.1. Uji Kekerasan Brinell………..………. 27
3.4.2. Pengamatan Struktur Mikro..………... 29
3.4.3. Uji Komposisi Kimia... 31
BAB IV DATA PENELITIAN DAN PEMBAHASAN……….. 33
4.1. Analisis Pengujian Kekerasan Brinell……….……… 33
4.2. Analisis Pengujian Struktur Mikro………... 35
4.3. Analisis Pengujian Komposisi Kimia……... 36
4.4 Analisis Ketebalan Plat... 38
BAB V KESIMPULAN DAN PENUTUP………... 39
5.1. Kesimpulan………..………... 39
5.2. Penutup ………..……… 40
5.3. Saran………..……….. 41
DAFTAR PUSTAKA
DAFTAR GAMBAR
Gambar 2.1. Diagram Fasa Besi Karbon…...……….. 7
Gambar 2.2. Struktur Mikro Baja Karbon……….……….. 8
Gambar 2.3. Pemantulan Cahaya pada Benda………. 24
Gambar 3.1. Skema Penelitian... 25
Gambar 3.2. Mesin Uji Kekerasan………..……. 29
Gambar 3.3. Mikroskop dan Kamera……….…... 30
Gambar 3.4. Mesin Uji Komposisi Kimia……….……….. 32
Gambar 4.1. Diagram Nilai Rata-rata Kekerasan Brinell………...…….. 34
Gambar 4.2. Foto Struktur Mikro Material MS 1………. 35
Gambar 4.3. Foto Struktur Mikro Material MS 2……….……… 35
Gambar 4.4. Foto Struktur Mikro Material MS 3………..…………... 35
DAFTAR TABEL
Tabel 2.1. Klasifikasi Baja Menurut SAE dan AISI... 12
Tabel 2.2. Diameter Penetrator dan Beban Uji... 23
Tabel 4.1. Data Hasil Pengujian Kekerasan Material Swing Arm... 33
Tabel 4.2. Nilai Rata-rata Kekerasan ... 33
Tabel 4.3. Nilai Unsur Paduan Karbon Baja Material Swing Arm... 37
Tabel 4.4. Nilai Unsur Paduan Karbon Setelah Pengujian Ulang pada Baja MS 3 ... 37
Tabel 4.5. Nilai Unsur Paduan Baja Material Swing Arm Setelah Pengujian Ulang ……….. 38
BAB I PENDAHULUAN
1.1 Latar Belakang
Dewasa ini perkembangan dunia otomotif berkembang dengan pesatnya, maka perancangan dan pemilihan bahan konstruksi ataupun komponen mesin sangatlah sulit dan rumit serta membutuhkan ketelitian. Sebagian besar konstruksi mesin dalam aplikasinya selalu menerima beban yang bervariasi, sehingga diperlukan suatu bahan yang baik dan kuat, untuk mendapatkan bahan tersebut diperlukan pengujian sifat-sifat fisis dan mekanis yang meliputi kekerasan, struktur mikro dan komposisi kimianya. Dalam pengujian ini dibutuhkan pengetahuan tentang teknik manufaktur untuk mengetahui kemampuan bahan dalam menerima pembebanan, baik dinamis maupun statis.
Riset dan pengembangan terus dilakukan untuk memperoleh teknologi baru yang lebih efisien dan efektif baik pengembangan mesin maupun konstruksi. Salah satu konstruksi yang terus dikembangkan adalah swing arm sepeda motor. Swing arm merupakan komponen penting pada sepeda motor yang dapat meredam beban kejut dengan baik sehingga kestabilan sepeda motor dapat terjaga. Bahan material yang umumnya digunakan dalam pembuatan swing arm sepeda motor yaitu baja karbon rendah. Material yang saat ini dipakai sering pecah karena komposisi, perlakuan panas maupun
2
pengerjaan yang salah. Maka dari itu diperlukan adanya penelitian terhadap material yang baik untuk swing arm sepeda motor.
Penelitian ini meliputi tiga jenis pipa kotak MS yang akan digunakan dalam pembuatan swing arm sepeda motor. Adapun ketiga baja tersebut adalah :
1. Pipa kotak putih, MS ukuran 20 mm x 40 mm x 1,8 mm.
2. Pipa kotak coklat, MS ukuran 20 mm x 39,5 mm x 1,8 mm.
3
1.2 Tujuan Penelitian
Adapun tujuan dari penelitian ini adalah untuk mengetahui pengaruh sifat-sifat fisis dan mekanis baja material swing arm sepeda motor terhadap kekerasannya. Dengan adanya pengujian ini diharapkan diperoleh material yang sesuai untuk pembuatan swing arm sepeda motor.
1.3 Batasan Masalah
Batasan masalah yang ditentukan penulis dalam penelitian dan penyusunan tugas akhir ini adalah untuk mengetahui sifat fisis dan mekanis dari 3 baja material yang akan digunakan dalam pembuatan swing arm sepeda motor. Pengujian yang dilakukan meliputi uji kekerasan, pengamatan struktur mikro dan uji komposisi kimia. Material diperoleh dari PT. Mega Andalan Kalasan dan pengujiannya di Laboratorium Ilmu Logam Jurusan Teknik Mesin Universitas Sanata Dharma Yogyakarta.
BAB II DASAR TEORI
2.1 Pengertian Baja
Baja merupakan paduan yang terdiri dari besi (Fe), karbon (C) dan unsur lainnya. Baja dapat dibentuk melalui pengecoron atau penempaan. Karbon merupakan salah satu unsur terpenting karena dapat meningkatkan kekerasan dan kekuatan baja.
Besi dan baja merupakan logam yang banyak dipakai dan digunakan dalam dunia teknik, meliputi 95% dari seluruh produksi logam dunia, baik dalam bentuk pelat, lembaran, pipa, batang profil dan sebagainya. Untuk penggunaan tertentu, besi dan baja merupakan satu-satuya logam yang memenuhi persyaratan teknik maupun ekonomis, tetapi yang paling penting karena sifat-sifatnya yang bervariasi. Yaitu bahwa bahan tersebut mempunyai berbagai sifat dari yang paling lunak dan mudah dibuat sampai yang paling keras dan tajam sekalipun atau apa saja dengan bentuk struktur logam dapat dibuat dengan metode pengecoran. Dari unsur besi (Fe) berbagai bentuk struktur logam dapat dibuat, itulah sebabnya mengapa besi dan baja disebut dengan bahan yang kaya dengan sifat-sifat. Namun di beberapa bidang lainnya logam ini mulai mendapat persaingan dari logam bukan besi. Besi diperkirakan telah dikenal manusia sekitar tahun 1200 SM.
5
2.2 Proses Produksi Baja
Untuk memproduksi baja dapat ditempuh dengan cara pengecoran atau dengan cara metalurgi serbuk. Pengecoran dilakukan dengan cara melebur biji besi yang diperoleh dari tambang dalam dapur tinggi (blast furnance). Dengan cara serbuk metalurgi yaitu dengan melebur kembali baja sraps dalam dapur pengolahan baja (steel furnance). Melalui cara ini , baja diperoleh dengan cara memadatkan campuran serbuk besi dan serbuk lainnya dalam satu wadah tertentu dan selanjutnya dilakukan pemanasan terhadap hasil pemadatan.
2.3 Struktur Mikro Besi dan Baja 2.3.1 Diagram Fasa Besi Karbon
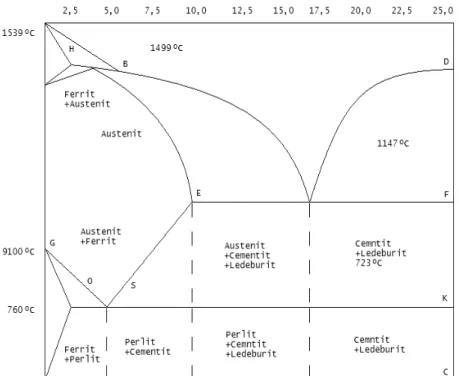
Dari unsur besi berbagai bentuk struktur logam dapat dibuat, itulah sebabnya besi dan baja kaya dengan sifat-sifat. Sifat unsur penyusun baja dan besi dapat dilihat secara jelas dalam diagram fasa besi karbon, seperti pada gambar 2.1. Gambar tersebut dibawah menunjukan gambar keseimbangan besi karbon sebagai dasar dari bahan yang berupa besi baja. Selain karbon pada besi dan baja, terkandung kira-kira 0,25 % Si, 0,3 – 1,5 % Mn, dan unsur pengotor lain P, S dan sebagainya. Karena unsur-unsur ini tidak memberikan pengaruh utama kepada diagram fasa, maka diagram fasa tersebut dapat dipergunakan tanpa menghiraukan adanya unsur-unsur tersebut.
Pada paduan besi karbon fasa karbida yang disebut simentit, dan juga grafit, grafit lebih stabil dari pada simentit. Yang akan dibahas disini
6
hanyalah diagram Fe-Fe3C (simentit mempunyai kadar C = 6,67 %). Titik-titik penting pada diagram fasa ini adalah :
A. Titik cair besi
B. Titik pada cairan yang ada hubungannya dengan reaksi peritektik
H. Larutan padat δ yang da hubungannya dengan reaksi peritektik. Kelarutan karbon maksimum, adalah 0,10 %.
J. Titik peritektik selama pendinginan eustenit, pada komposisi J, fase γ terbebtuk dari larutan padat δ, pada komposisi H, dan cairan komposisi B.
N. Titik transformasi dari besi δ ↔ besi γ, titik transformasi A4 dari besi murni.
C. Titik eutektik. Selama pendinginan fasa γ dengan komposisi E dan sementit pada komposisi F (6,67 % C) terbentuk dari cairan pada komposisi C, fasa eutektik ini disebut ledeburit.
E. Titik yang menyatakan fasa γ, ada hubungan dengan reaksi eutektik. Kelarutan maksimum dari karbon 2,14 %. Paduan besi karbon sampai pada komposisi ini disebut baja.
G. Titik transformasi besi δ ↔ α. Titik transformasi A3 untuk besi. P. Titik yang menyatakan ferit, fasa α ada hubungannya dengan reaksi
eutektoid. Kelarutan maksimum dari karbon kira-kira 0,02 %.
S. Titik eutectoid. Selama pendinginan, ferit pada komposisi P dan sementiti pada komposisi K (sama dengan F) terbentuk simultat dari austenit pada
7
komposisi S. Reaksi eutektoid ini dinamakan transformasi A1, dan fasa eutektoid ini dinamakan perlit.
GS. Garis yang menyatakan hubungan antara temperatur dengan komposisi di mana mulai terbentuk ferit dari austenit. Garis ini disebut garis A3. ES. Garis yang menyatakan hubungan antara temperature dan komposisi, di
mana mulai terbentuk simentit dari austenit dinamakan garis A cm
A . Titik transformasi magnetik untuk besi atau ferit. 2 A . Titik transformasi magnetik untuk sementit. 0
Gambar 2.1 : Diagram fasa besi karbon
8
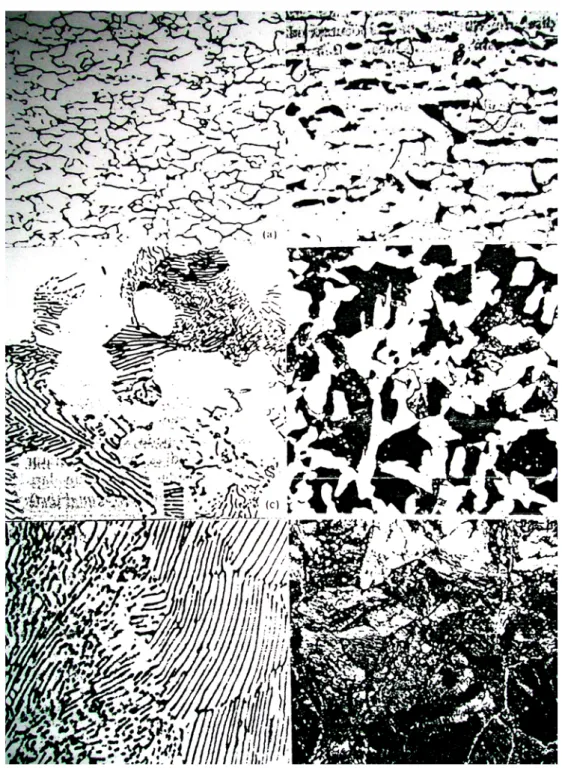
Gambar 2.2 : Struktur mikro baja karbon
Sumber : Prof. Ir. Tata Surdia, M.S. Met.E : Pengetahuan Bahan Teknik, hal 71
Keterangan Gambar 2.2 :
a. Menunjukkan stuktur mikro baja yang mempunyai kandungan karbon sebesar 0,06 % C.
9
b. Menunjukkan stuktur mikro baja mempunyai kandungan karbon sebesar 0,25 %. Baja ini dinormalkan pada suhu 930ºC.
c. Menunjukkan stuktur mikro baja mempunyai kandungan karbon sebesar 0,30 %. Baja ini diaustenitkan pada suhu 930ºC dan ditransformasikan isothermal pada suhu 700ºC.
d. Menunjukkan stuktur mikro baja mempunyai kandungan karbon sebesar 0,45 %. Baja ini dinormalkan pada suhu 840ºC.
e. Menunjukkan stuktur mikro baja mempunyai kandungan karbon 0,80 %. Baja ini diaustenitkan pada suhu 1150ºC dan didinginkan pada tungku.
f. Menunjukkan stuktur mikro baja mempunyai kandungan karbon sebesar 1 %. Baja ini dirol pada suhu 1050ºC dan pendinginannya dilakukan dengan udara.
Baja yang berkadar karbon sama dengan komposisi eutektoid dinamakan baja eutektoid, yang berkadar kurang dari komposisi eutektoid disebut baja hypoeutektoid dan yang berkadar karbon lebih dari komposisi eutektoid disebut baja hypopereutektoid.
2.3.2 Perubahan Struktur Pada Perlakuan Panas
Besi dan baja diharapkan mempunyai kekuatan statis dan dinamik, ulet, mudah diolah, tahan korosi dan mempunyai sifat elektromagnet agar dapat dipakai sebagai bahan untuk konstruksi dan mesin-mesin. Dilihat dari transformasi ada tiga macam baja yaitu :
10
1. Baja dengan titik transformasi A1 berupa ferit di bawah A1 dan austenit pada A atau diatas A3 1.
2. Baja dengan titik transformasi A1 di bawah temperatur kamar, berupa austenit pada temperatur kamar.
3. Baja dengan daerah austenit yang kecil, berupa ferit sampai temperatur tinggi pada daerah komposisi tertentu.
Baja yang tergolong macam 1 berupa ferit pada temperatur kamar (dalam keseimbangan), dapat diproses menjadi berbagai struktur dengan jalan perlakuan panas. Struktur tersebut diiktisarkan pada tabel 2.1. Fasa yang ada pada baja. Fasa-fasa tersebut memiliki sifat-sifat khas, sebagai berikut :
1. Ferit mempunyai sel satuan kubus pusat badan atau body centered cubic (bcc), menunjukan titik mulur yang jelas dan menjadi getas pada temperatur rendah.
2. Austenit mempunyai sel satuan kubus pusat muka atau face centered cubic (fcc), menunjukan titik mulur yang jelas tanpa kegetasan pada keadaan dingin. Akan tetapi kalau berupa fasa metastabil bisa berubah menjadi α’ pada temperatur rendah, dengan pengerjaan.
3. Martensit adalah fasa larutan padat lewat jenuh dari karbon dalam sel satuan tetragonal pusat badan atau body centered tetragonal (bct). Makin tinggi derajat kelewat jenuhan karbon, makin besar
11
perbandingan satuan sumbu sel satuannya dan makin keras serta makin getas martensit tersebut.
4. Bainit mempunyai sifat-sifat antara martensit dan ferit.
Sesuai dengan keanekaragaman strukturnya, maka dapat diperoleh berbagai sifat baja termasuk kekuatan dan keuletan. Faktor-faktor yang menentukan sifat-sifat mekanik adalah macam fasa, kadar unsur paduan dalam fasa, ukuran dan bentuk senyawa. Untuk mendapatkan sifat-sifat mekanik yang diinginkan perlu mendapat struktur yang cocok dengan komposisi kimia dan perlakuan panas yang tepat.
2.4 Klasifikasi Baja
Berdasarkan unsur paduannya, klasifikasi baja mengikuti SAE (Society of Automotive Engineers) dan AISI (American Iron and Steel Institute). Macam-macam kategori baja diantaranya sebagai berikut :
- Baja karbon biasa (plain-carbon steel).
- Baja paduan rendah (hight-strength, low alloy steel). - Low alloy structural steel.
- Baja tahan karat (stainless steel). - Baja tuang / cor (cast steel). - Baja perkakas (tool steel).
12
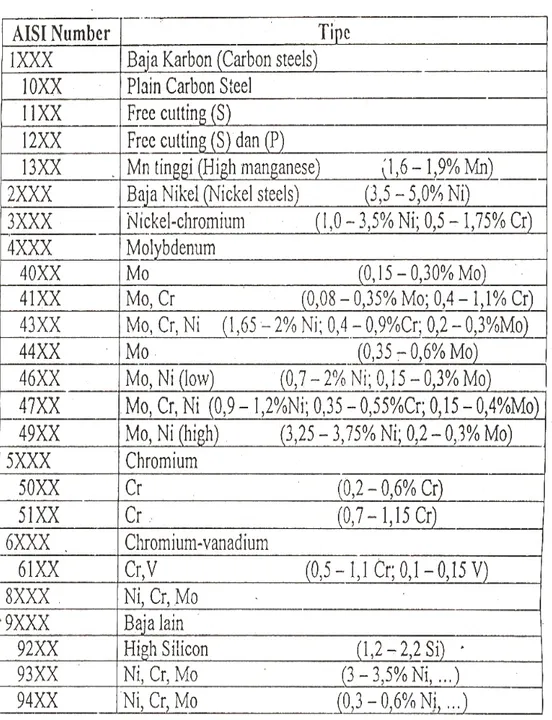
Tabel 2.1. Klasifikasi baja menurut SAE dan AISI
Sumber : Budi Setyahandana. S.T, M.T. : Diktat Material Teknik, hal 12
2.4.1 Baja karbon biasa
Baja karbon biasa merupakan jenis baja yang paling awal dikenal orang. Baja ini mempunyai komponen utama Fe dan C, baja ini dibedakan lagi menjadi :
13
1. Baja karbon rendah dengan kandungan karbon berkisar 0,05 – 0,30 % 2. Baja karbon sedang dengan kandungan karbon berkisar 0,30 – 0,50 % 3. Baja karbon tinggi dengan kandungan karbon lebih besar dari 0,50 % Sifat umum baja karbon berdasarkan kadar % C :
1. Baja karbon rendah (0,05 – 0,30 %)
- Kekuatan sedang, liat dan tangguh tapi lunak. - Untuk komponen dengan tegangan rendah. - Mudah dimesin dan dilas.
2. Baja karbon sedang (0,3 – 0,6 %)
- Lebih keras dari pada baja karbon rendah. - Lebih kuat dan tangguh, tetapi kurang liat. - Sifat dapat diubah dengan heat treatment. 3. Baja karbon tinggi (0,6 – 0,95 %)
- Lebih keras tetapi kurang liat dan tangguh.
- Dapat di heat treatment untuk memperkeras dan mempertinggi ketahanan arus.
- Untuk C > 0,96 % digunakan untuk tool steel. 2.4.2 Baja paduan rendah
Baja paduan rendah mengandung unsur-unsur paduan sebagai elemen tambahan pada Fe dan C, Mo (Molibden), Si (Silicon) dan lain-lain. Umumnya kandungan masing-masing elemen paduan lebih kecil dari 5 %. Baja ini pada umunya telah mendapat perlakuan panas (heat treatment) oleh pabrik pembuatnya.Baja paduan dipisah menjadi :
14
1. Baja paduan rendah (jumlah unsur paduan khusus < 8,0 %) 2. Baja paduan tinggi (jumlah unsur paduan khusus > 8,0 %) Maksud penambahan unsur-unsur paduan :
1. Meningkatkan kekerasan dan kekuatan baja. 2. Memperbaiki sifat-sifat baja.
Unsur-unsur paduan pada baja dapat digolongkan menjadi :
1. Membuat baja lebih kuat dan ulet yang bereaksi dengan Fe seperti Ni, Mn, Cr dan Mo.
2. Membuat baja lebih keras jika bereaksi dengan C seperti Cr, W, Mo dan V.
Penggolongan 1 terutama digunakan untuk baja konstruksi, sedang 2 terutama digunakan untuk baja perkakas dan baja pembentuk seperti pembentuk huruf nama. Dari segi ilmu bahan, unsur-unsur paduan pada baja akan memberi pengaruh dalam hal :
1. Perubahan struktur fcc – bcc, suhu kritis akan berpindah ke atas (Cr, W, Mo, Si) atau ke bawah (Ni, Mn).
Penyimpangan diagram sebanding dengan kadar unsur-unsur paduan yang terdapat pada baja. Peningkatan cukup banyak kadar Mn dan Ni (12 – 14 %) dapat mengubah suhu kritis bawah, dibawah suhu kamar.
2. Titik eutektik (titik dimana suhu kritis atas dan bawah berada pada tempat yang sama) akan bergeser ke kiri pada diagram Fe-C.
15
2.4.3 Baja tahan karat
Baja tahan karat pada umumnya yang berlaku dipasaran dapat dibedakan menjadi sebagai berikut :
- Baja tahan karat austenit (Austenite stainlees steel). - Baja tahan karat ferit (ferit stainlees steel).
- Baja tahan karat martensit (martensite stainlees steel).
Semua jenis baja tahan karat ini mempunyai daya tahan terhadap korosi yang berbeda, tergantung pada kandungan cromium (Cr). Baja austenit termasuk kelompok baja Cr – Ni (seri 300). Baja ferit (masuk dalam seri 400) tidak dapat dikeraskan dengan perlakuan panas.
2.4.4 Baja cor
Baja cor mempunyai komposisi yang hampir sama dengan baja tempa, kecuali pada komposisi Si dan Mn mempunyai jumlah lebih besar yang berfungsi untuk mengikat O dan gas-gas lainnya. Baja cor komersial masih dibedakan atas :
2
- Baja karbon rendah dengan C < 0,2 %. - Baja karbon sedang dengan C 0,20 – 0 ,50 %. - Baja karbon tinggi dengan C > 0,50 %.
- Baja paduan rendah dengan jumlah total elemen paduan C < 8 %. - Baja paduan tinggi dengan jumlah total elemen paduan C > 8 %. 2.4.5 Baja perkakas
Baja perkakas yang beredar secara internasional pada umumnya harus mempunyai persyaratan sebagai berikut :
16
- Kemampuan mempertahankan kekerasan dan kekuatan pada suhu tinggi. - Kemampuan terhadap beban kejut/impact.
- Kemampuan untuk mempertahankan diri terhadap keausan dan gesekan. Baja perkakas biasanya mengandung unsur-unsur Cr, W, V dan Mo dengan jumlah cukup besar, sehingga baja tersebut menjadi lebih keras dan tahan terhadap keausan.
2.4.6 Baja Spesial
Baja special pada umumnya digunakan untuk maksud-maksud tertentu sebagai berikut :
- Baja tahan suhu tinggi. - Baja tahan suhu rendah. - Baja kekuatan tinggi.
Untuk penggunaan pada suhu tinggi (950 – 1100 ºC) dapat dipilih baja tahan karat austenik (misal seri 302, 309, 310, 316, 321, 327) tetapi kekuatannya turun dratis sampai pada temperatur 1100 ºC. Dapat juga digunakan baja tahan karat jenis martensit dan feritik.
2.5. Unsur-unsur Yang Terkandung Dalam Baja
Unsur-unsur paduan baja mempunyai pengaruh sebagai berikut : 2.5.1. Karbon ( C )
Pengaruh unsur karbon adalah menaikkan besaran kekuatan tarik, kekerasan dan kepekaan takik tetapi menurunkan keliatan ( regangan patah), kemampuan tempa dan las. Hal ini dapat diatasi dengan cara paduan dan perlakuan panas.
17
2.5.2. Mangan ( Mn )
Kombinasi Mn + S sebagai MnS ( mangan sulfida lunak ), penambahan pada besi sulfida untuk mengurangi kegetasan. Pada alloy stell kandungan 11 % - 14 % Mn berfungsi untuk :
- Membentuk paduan austenit yang tidak magnetis. - Meningkatkan kekerasan, tahan aus.
- Ideal untuk alat iris yang menderita beban kejut. 2.5.3. Sulfur ( S )
Umumnya tidak dikehendaki karena membuat efek brittle ( getas ). Jika bersenyawa dengan mangan sifat sulfur berkurang atau membuat baja rapuh bila tidak ada mangan.
2.5.4. Nikel ( Ni )
Unsur ini berpengaruh untuk meningkatkan ketangguhan dan ketahanan
terhadap beban kejut terutama pada temparatur rendah, membantu pengerasan inti. Umumnya unsur ini digunakan sebagai paduan sebesar 2 % - 5 %, biasnya diguanakan pada baja perkakas. Kadar 12 % - 20 % Ni dengan C rendah dapat meningkatkan ketahanan korosi. Sifat Ni-Cr untuk keliatan, tahan api dan panas dan tahan terhadap asam.
2.5.5. Chromium ( Cr )
Prosentase Cr dalam jumlah besar dapat berpengaruh terhadap ketahanan korosi dan tahan panas/api. Kandungan Cr rendah < 2 % berfungsi untuk mampu keras dan menambah kekuatan, biasanya paduan ini digunakan bersama Ni dengan perbandingan 1 : 2. Kombinasi Cr dan C menjadi
18
Chromium Carbides yang tahan aus dan dugunakan pada baja karburising, baja perkakas, baja bantalan tahanaus dan karat.
2.5.6. Molybdenum ( Mo )
Unsur ini digunakan pada baja paduan kurang dari 0,3 % untuk menaikkan kekerasan dan menaikkan kekuatan terutama terhadap beban dinamik dan temperatur tinggi, mencegah kegetasan. Mo dapat juga menggantikan Cr untuk baja yang di temper dan di quench, menggantikan W untuk baja-baja perkakas.
2.5.7. Vanadium ( V )
Kandungan 0,03 % - 0,25 % pada Vanadium Carbide berguna untuk menghindari atau menahan pertumbuhan batas butir dan menaikkan kekuatan. 2.5.8. Tembaga ( Cu )
Tembaga mempunyai sifat tahan korosi di udara luar, umumnya sebagai paduan baja 0,10 % - 0,50 %. Tembaga biasanya digunakan pada low carbon sheet dan baja struktur karena tahan korosi.
2.5.9. Wolfram ( W )
Wolfram berfungsi untuk menaikkan kekerasan dan keliatan. Biasanya unsur ini digunakan untuk baja-baja pada pengerjaan panas dengan kadar W sebesar 3 % - 20 %.
2.5.10. Posfor ( P )
Posfor memperburuk kegetasan pada temperatur rendah dan meningkatkan sensitivitas dari kegetasan temper karena fasa yang tersegregasikan pada batas butir, oleh karena itu P harus selalu minimum.
19
2.5.11. Aluminium ( Al )
Unsur ini berfungsi untuk meninggikan pengerasan permukaan dari baja nitrat dengan membentuk Al-nitrat sebesar 0,95 % - 1,3 %, memperbaiki ketahanan terhadap panas dan proses penuaan.
2.5.12. Boron
Boron sangat efektif terhadap sifat kekerasan, 250 – 750 kali lebih efektif dari Ni, 75 – 125 kali lebih efektif dari Mo, 100 kali lebih efektif dari C. Dengan jumlah yang sangat sedikit boron memberikan sifat yang dikehendaki pada baja karbon rendah ( efek berkurang drastis seiring kenaikan kadar C ). Boron tidak membentuk carbide sehingga bersifat machinability dan cold forming capability.
2.6 Sifat Mekanis Baja
Tujuan pengujian mekanik suatu logam yaitu dengan percobaan-percobaan yang dilakukan terhadap suatu logam untuk mendapatkan data-data yang dapat menunjukan sifat-sifat mekanik logam tersebut serta berperan penting dalam mendesain suatu rancangan.
1. Malleability / dapat ditempa
Logam ini dapat dengan mudah dibentuk dengan suatu gaya, baik dalam keadaan dingin maupun panas tanpa terjadi retak misalnya hammer ataupun dengan rol.
2. Ductility / keuletan
Logam dapat dibentuk dengan tarikan tanpa menunjukan gejala putus. 3. Toughness / ketangguhan
20
Kemampuan suatu logam untuk dibengkokan beberapa kali tanpa mengalami retak.
4. Hardness / kekerasan
Ketahanan suatu logam terhadap penetrasi/penusukan logam lain. 5. Strength / kekuatan
Kemampuan suatu logam untuk menahan gaya yang bekerja atau kemampuan logam menahan deformasi (perubahan bentuk karena pengaruh aksi dari luar).
6. Weldability
Kemampuan logam untuk dapat dilas, baik dengan listrik maupun las karbit/gas.
7. Corrosion resistance / tahan korosi
Kemampuan suatu logam untuk menahan korosi/karat akibat kelembaban udara, zat-zat kimia dan lain-lainnya.
8. Machinability
Kemampuan suatu logam untuk dikerjakan dengan mesin, misalnya dengan mesin bubut, mesin frais dan lain-lainnya.
9. Elasticity
Kemampuan suatu logam untuk kembali ke bentuk semula tanpa mengalami deformasi plastic / permanen.
10. Brittle / kerapuhan
Sifat logam yang mudah retak dan pecah. Sifat ini berhubungan erat dengan kekerasan dan merupakan kebalikan dari ductility.
21
Baja mempunyai kandungan besi ( Fe ) dan Karbon ( C ) dengan kadar karbon 0,05 % - 1,7 %. Selain karbon pada baja terkandung kurang lebih 0,25 % Si - 0,3 – 0.15 % Mn dan unsur pengotor lain seperti : Phosfor ( P ) dan Belerang ( S ) Karena unsur-unsur tidak memberikan pengaruh utama maka unsur tersebut di abaikan.
Biji besi yang diperoleh dari pertambangan kemudian di lebur dalam dapur tinggi. Hasil dari dapur tinggi berupa besi kasar cair, di tuang dan di proses kembali dengan pemanasan lanjutan untuk mengurangi atau menambah unsur lain pada besi cair. Hasil leburan tersebut di sebut baja..
2.7 Pengujian Bahan
Pengujian bahan ini dilakukan untuk mengetahui sifat fisis dan mekanis dari benda uji yang diteliti.
2.7.1 Uji Kekerasan Brinell
Pengujian kekerasan menurut Brinell bertujuan untuk menentukan kekerasan suatu material dalam bentuk daya tahan material terhadap bola baja yang ditekankan pada permukaan material tersebut. Disarankan agar pengujian Brinell ini hanya diperuntukkan material yang memiliki kekerasan Brinell sampai dengan 400 (ditulis 400 HB). Bila kekerasan lebih dari itu, disarankan memakai pengujian Rockwell atau Vickers. Cara pengujian Brinell adalah dengan menekankan bola baja yang dikeraskan dengan diameter D (mm) ke permukaan bagian material yang diuji dengan beban P (kg) tegak lurus terhadap permukaan tersebut, bebas hentakan (beban kejut) dan secara demikian berangsur-angsur sehingga beban uji tercapai dalam waktu 15 detik.
22
Lama pengujian (pembebanan uji) untuk : 1. Semua jenis baja : 15 detik
2. Metal bukan besi : 30 detik.
Pada umumnya pusat tempat pengujian berjarak sekurang-kurangnya 2 x d dari tepi material uji dan jarak tempat pengujian yang satu terhadap yang lain sekurang-kurangnya 3 x d.
Garis tengah bekas indentor d harus diukur dengan ketelitian 0,01 mm. Untuk menghindari terjadinya deformasi pada material uji bagian bawah, maka ditentukan tebal minimal material uji adalah 17 x dalamnya bekas indentor.
Rumus angka kekerasan Brinell (BHN) :
(
2 2)
2 DD D d P BHN − − = π Catatan : d min = 0,25 x D d maks = 0,5 x D dengan :P = gaya yang bekerja pada penetrator (kg) D = diameter indentor (mm)
d = diameter bekas injakan (mm)
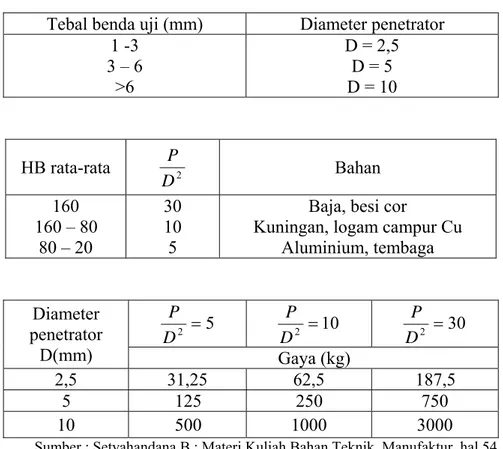
Dalam pengujian ini perlu diperhatikan jenis logam benda uji, ketebalan benda uji untuk menentukan besarnya beban dan diameter bola baja yang akan digunakan untuk melakukan penekanan seperti terlihat pada tabel 2.2.
23
Diameter bola baja yang sering digunakan untuk penekanan adalah sebagai berikut :
Tabel 2.2 Diameter penetrator dan beban yang digunakan pada Brinell. Tebal benda uji (mm) Diameter penetrator
1 -3 3 – 6 >6 D = 2,5 D = 5 D = 10 HB rata-rata 2 D P Bahan 160 160 – 80 80 – 20 30 10 5
Baja, besi cor
Kuningan, logam campur Cu Aluminium, tembaga 5 2 = D P 10 2 = D P 30 2 = D P Diameter penetrator D(mm) Gaya (kg) 2,5 31,25 62,5 187,5 5 125 250 750 10 500 1000 3000
Sumber : Setyahandana B : Materi Kuliah Bahan Teknik Manufaktur, hal 54.
2.7.2 Pengamatan Struktur Mikro
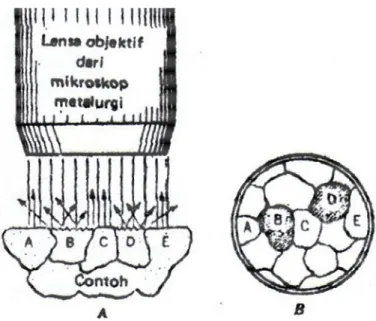
Pengamatan struktur mikro dilakukan dengan tujuan untuk mempelajari sifat-sifat logam dan perlakuan panas dengan mikroskop, serta memeriksa struktur logam. Bila cahaya yang dipantulkan masuk ke dalam lensa mikroskop metal, permukaan akan tampak terlihat dengan jelas. Bila berkas dipantulkan dan tidak mengenai lensa, daerah itu akan tampak hitam.
Batas butir akan tampak seperti mengelilingi setiap butir dan cahaya tidak dipantulkan ke dalam lensa. Jadi batas butir tampak seperti garis-garis hitam Pada gambar berikut akan tampak arah pemantulan cahaya.
24
Gambar 2.3 A contoh sedang diamati Gambar 2.3 B tampilan contoh di okuler Gambar 2.3 Pemantulan cahaya pada benda
Sumber : Avner, S.H., Introduction to Physical Metalurgy, McGraw Hill, Tokyo, Japan.
BAB III
METODE PENELITIAN
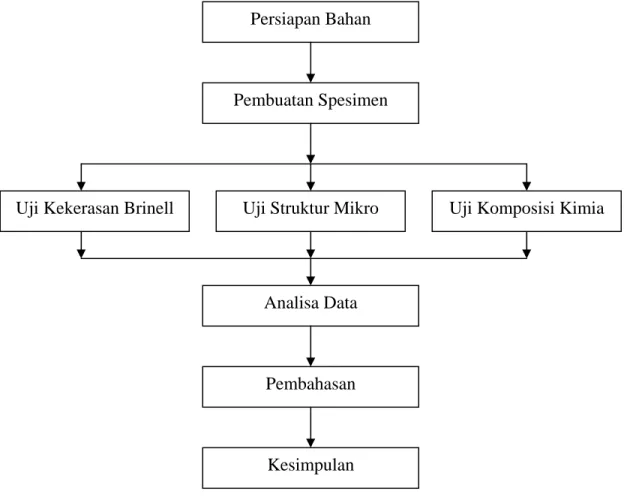
3.1. Skema Penelitian
Persiapan Bahan
Pembuatan Spesimen
Uji Kekerasan Brinell Uji Struktur Mikro Uji Komposisi Kimia
Analisa Data
Pembahasan
Kesimpulan
26
3.2. Persiapan Bahan
Penelitian ini menggunakan 3 jenis baja MS yang akan diproduksi menjadi swing arm sepeda motor. Ketiga baja tersebut merupakan baja karbon rendah yang komposisi utamanya adalah Fe dan karbon serta sisanya adalah unsur paduan logam lain. Data lengkap komposisi kimia unsur paduan dari ketiga baja tersebut terdapat dalam lampiran.
3.3. Peralatan Yang Digunakan
Adapun peralatan yang digunakan dalam penelitian ini adalah sebagai berikut: a. Alat-alat yang digunakan dalam poses pembuatan benda uji :
1. Mesin Skrap 2. Kikir
3. Jangka sorong 4. Gergaji besi
b. Alat-alat yang digunakan dalam pengujian benda uji : 1. Mesin uji tarik
2. Mikroskop optik dan kamera 3. Amplas
4. Autosol 5. Kain
27
3.4 Pengujian Benda Uji
Pengujian benda uji dilakukan untuk mendapatkan data dari ketiga benda uji untuk mendapatkan sifat fisis dan mekanis dari ketiga benda uji tersebut, dimana data-data yang dihasilkan tersebut selanjutnya akan dibandingkan untuk melihat hasil yang terbaik dari benda uji tersebut.
3.4.1 Uji Kekerasan
Pengujian kekerasan dalam penelitian ini memakai pengujian kekerasan Brinell dengan diameter bola indentor 2,5 mm dan batasan diameter bekas injakan bola indentor adalah sebagai berikut :
diameter minimal (dmin) = 0,25 × D = 0,625 mm diameter maksimal (dmaks
)
= 0,5 × D = 1,25 mm beban yang digunakan ( P ) = 187,5 kgPada umumnya pengujian kekerasan ini mempunyai tujuan untuk menentukan kekerasan suatu material dalam bentuk daya tahan material terhadap bola baja yang ditekankan pada permukaan material tersebut.
Urutan pengujian kekerasan ini sebagai berikut :
a. Permukaan benda uji dihaluskan dengan amplas, dimulai dengan menggunakan amplas kasar dan selanjutnya memakai amplas yang halus agar permukaan benda uji tersebut rata dan sejajar.
b. Setelah proses pengamplasan selesai, benda uji dibersihkan dengan digosok memakai autosol hingga benar-benar bersih.
28
c. Beban penekanan ditentukan sesuai dengan tabel konversi yang ada (dalam penelitian ini memakai beban 187,5 kg) dan syarat batas bekas injakan bola indentor (dari perhitungan diperoleh dmin = 0,625 mm dan dmaks = 1,25 mm). d. Penekanan indentor ke permukaan bagian material yang diuji dengan beban P
(kg) tegak lurus terhadap permukaan tersebut, bebas hentakan (beban kejut) dan secara demikian berangsur-angsur sehingga beban uji tercapai dalam waktu 15 detik, dengan cara memutar handel penekan.
e. Pengamatan dan pencatatan data besarnya gaya penekan.
f. Handel penekan di putar balik untuk melepaskan atau menggeser benda uji. g. Pengujian kekerasan dan pengukuran dilakukan beberapa kali untuk tiap
benda uji di tempat yang berbeda.
h. Benda uji dipindahkan dari alat uji dan amati besarnya lubang bekas injakan indentor dengan mikroskop.
29
Gambar 3.2 Mesin Uji Kekerasan
3.4.2 Pengamatan Struktur Mikro
Pengamatan struktur mikro bertujuan untuk membandingkan struktur mikro dari benda uji yang diteliti dengan kondisi yang berbeda-beda, namum dalam hal ini yang digunakan yaitu benda uji berupa plat baja yang telah dipotong menjadi lebih kecil. Prosedur pengamatan struktur mikro adalah sebagai berikut :
a. Permukaan benda uji dihaluskan dengan gerinda dan dibersihkan sehingga permukaan tersebut rata dan sejajar, kemudian benda uji dihaluskan dengan amplas yang memiliki tingkat kekasaran yang berbeda mulai dari yang paling kasar sampai yang paling halus.
b. Benda uji tersebut digosok dengan autosol sehingga permukaannya mengkilap.
30
c. Benda uji dicuci dengan aquades kemudian keringkan (dilap dengan kain dan dihembuskan udara).
d. Permukaan benda uji dietsa dengan menggunakan larutan NaOH, kemudian diamkan selama 60 detik sambil digoyang-goyangkan.
e. Benda uji dimasukan ke dalam alkohol untuk menetralkan bahan etsa kemudian cuci dengan aquades dan keringkan.
f. Permukaan benda uji yang telah dietsa diamati dengan menggunakan mikroskop, lakukan pemotretan dan analisa.
g. Dilakukan langkah seperti diatas pada benda uji yang lainnya.
31
3.4.3 Uji Komposisi Kimia
Uji komposisi kimia bertujuan untuk mengetahui unsur-unsur kimia dan besarnya kandungan unsur-unsur kimia tersebut dalam suatu logam. Proses pengujian komposisi sebagai berikut :
a. Peralatan pendukung (Argon, printer, dll) disambung dengan arus listrik yang kemudian dinyalakan.
b. Pengujian dapat dilakukan sampai spektrometer siap dilakukan pengujian yang kira-kira ± 20 menit.
c. Sebelum melakukan pengujian dilakuakan pemilihan program yang akan diuji atau Gun Metal sesuai barang yang akan diuji.
d. Lakukan standarisasi alat uji.
e. Setelah selesai standarisasi, lakukan pengujian pada sampel uji. (sampel uji sebelumnya harus dipreparasi sebelumnya, Al dengan dibubut dan Gun Metal dengan digrinda).
f. Cara melakukan analisa sampel uji :
1. Meletakkan sampel pada kedudukan kerja,
2. Tombol start ditekan pada alat dimana analisa sampel mulai dilakukan, penekanan sampel jangan dilepas sampai bunyi spark terdengar,
3. Penembakan dilakukan minimal 3 kali pada tempat yang berbeda, 4. Pin penembak dibersihkan setiap selesai penembakan.
32
g. Proses analisa selesai.
BAB IV
HASIL PENELITIAN DAN PEMBAHASAN
4.1 Analisa Pengujian Kekerasan Brinell
Pengujian kekerasan ini bertujuan untuk mengetahui ketahanan baja material terhadap deformasi. Hasil pengujian disajikan dalam Tabel 4.1 sampai Tabel 4.2 dan Gambar 4.1.
Tabel 4.1. Data Hasil Pengujian Kekerasan Brinell Pada Baja Material Swing Arm
No Bahan Diameter Lekukan ( mm ) Kekerasan Brinell ( kg/mm² ) 1 Baja MS 1 1,26 140 2 Baja MS 1 1,28 135 3 Baja MS 1 1,28 135 4 Baja MS 1 1,28 135 5 Baja MS 1 1,26 140 6 Baja MS 2 1,16 167 7 Baja MS 2 1,18 161 8 Baja MS 2 1,18 161 9 Baja MS 2 1,20 156 10 Baja MS 2 1,18 161 11 Baja MS 3 1,26 140 12 Baja MS 3 1,24 145 13 Baja MS 3 1,24 145 14 Baja MS 3 1,24 145 15 Baja MS 3 1,24 145
Tabel 4.2. Nilai Rata-Rata Kekerasan Brinell Pada Baja Material Swing Arm
No Bahan Kekerasan Brinell ( kg/mm² )
1 Baja MS 1 137
2 Baja MS 2 161
34
Tabel 4.2 menunjukan hasil analisa pengujian kekerasan Brinell, baja MS 2 merupakan material yang memiliki kekerasan paling tinggi yaitu 161 kg/mm². Dengan kondisi ini baja MS 2 memiliki ketahanan yang paling baik terhadap deformasi. Kekerasan lekukan tergantung pada :
- Perilaku pengerasan regang bahan selama diadakan pengujian. - Perilaku pengerasan regang bahan sebelum di uji.
Perlakuan panas sangat berpengaruh terhadap kekerasan material, Baja MS 2 dimungkinkan mendapat perlakuan panas yang lebih banyak jika dibandingkan dengan baja MS lainnya.
137 161 144 0 20 40 60 80 100 120 140 160 180
Baja MS 1 Baja MS 2 Baja MS 3
Bahan K e ke ra sa n B ri n el l ( k g /m m 2 )
Gambar 4.1. Diagram Nilai Rata-Rata Kekerasan Brinell Baja Material Swing Arm
35
4.2 Pengujian Struktur Mikro
Foto struktur mikro dapat diamati pada Gambar 4.2 sampai Gambar 4.4.
Gambar 4.2. Foto Struktur Mikro Baja MS 1
1
1
4
4
0
0
µ
µ
m
m
1
1
4
4
0
0
µ
µ
m
m
Gambar 4.3. Foto Struktur Mikro Baja MS 2
1
1
4
4
0
0
µ
µ
m
m
36
Dari foto diketahui bahwa baja MS 2 memiliki perlit lebih banyak dan menyebar merata, sehingga baja ini memiliki kekerasaan terbesar diantara ketiga baja MS tersebut. Baja MS 3 memiliki unsur paduan karbon yang sedikit lebih banyak jika dibandingkan dengan baja MS 1. Baja MS 1 memiliki unsur paduan karbon yang paling rendah sehingga kekerasanya paling kecil tetapi keuletannya yang paling baik dan tidak mudah mengalami keretakan.
4.3 Pengujian Komposisi Kimia
Dari data hasil pengujian komposisi kimia dapat diketahui, baja MS 2 mempunyai unsur paduan karbon sebesar 0,128 % sedangkan baja MS 3 sebanyak 0,026 % dan baja MS 1 sebanyak 0,090 %. Baja MS 2 memiliki kekerasan yang paling besar diantara bahan lainnya, tetapi keuletannya lebih rendah jika dibandingkan dengan material yang lainnya. Pada pengujian komposisi Baja MS 3 dimungkinkan terjadi kesalahan dalam analisa data atau tertukar dengan data hasil pengujian yang lain, karena banyaknya unsur karbon pada material ini terlalu sedikit dan tidak sesuai dengan data hasil pengujian tarik. Maka dari itu dilakukan pengujian ulang terbatas pada pangujian baja MS 3 di laboratorium yang lain. Hasil penelitian ini digunakan sebagai perbandingan dengan hasil pengujian sebelumnya. Data lengkap hasil pengujian komposisi kimia dilampirkan pada halaman lampiran.
Kekerasan suatu material tidak hanya dipengaruhi oleh banyaknya unsur paduan karbon tetapi juga dipengaruhi oleh perlakuan panas dan proses pembuatan material. Perlakuan panas tidak dapat mempengaruhi banyaknya
37
unsur paduan material sekalipun kekerasannya meningkat. Data hasil pengujian komposisi kimia dapat dilihat pada Tabel 4.6 sampai Tabel 4.7.
Tabel 4.3. Nilai Unsur Paduan Karbon ( C ) Baja Material Swing Arm
No Material Unsur C ( % )
1 Baja MS 1 0,090
2 Baja MS 2 0,128
3 Baja MS 3 0,026
Tabel 4.4. Nilai Unsur Paduan Karbon ( C ) Baja Material Swing Arm Setelah Pengujian Ulang Pada Baja MS 3
No Material Unsur C ( % )
1 Baja MS 1 0,090
2 Baja MS 2 0,128
3 Baja MS 3 0,110
Tabel 4.5 Nilai Unsur Paduan Baja Material Swing Arm Setelah Pengujian Ulang
Material Unsur
Baja MS 1 Baja MS 2 Baja MS 3
C 0,090 0,128 0,110 Mn 0,472 0,381 0,414 S 0,004 0,008 0,031 Ni 0,034 0,023 0,194 Cr 0,134 0 0 Mo 0,018 0,007 0,004 Cu 0,049 0,053 0,004 W 0 0 0,16 Si 0 0 0,181 Al 0,045 0,004 0 P 0,020 0,020 0,025 Ti 0,036 0,036 0 Nb 0,034 0,022 0,03
38
Dari data hasil pengujian ulang, Baja MS 3 memiliki unsur paduan karbon sebesar 0,110 %. Berdasarkan hasil pengujian kekerasan dan pengamatan struktur mikro diperoleh hasil yang sebanding dengan hasil pengujian ulang komposisi kimia, sehingga dapat disimpulkan telah terjadi kesalahan dalam pengujian komposisi kimia. Baja MS 3 memiliki unsur S 0,031 % dan unsur P 0,025 %, unsur ini berpengaruh terhadap keuletan suatu material yaitu dapat mengurangi keuletan suatu material. Unsur Mn terbesar terdapat pada baja MS 1 sebesar 0,472 %, penambahan unsur Mn pada besi sulfida dapat mengurangi kegetasan.
4.4 Pengamatan Ketebalan Plat
Baja MS 3 10 % lebih tebal daripada baja MS 1 dan baja MS 2. Baja MS 3 merupakan material yang tidak paling keras dan getas tetapi paling mudah rusak apabila dirol karena memiliki ketebalan yang paling besar diantara ketiga material tersebut. Keadaan ini membuat baja MS 3 lebih mudah mengalami keretakan atau pecah, karena pada batas tekukan pengerolan baja MS 3 mengalami tarikan dan tekanan yang lebih besar daripada material lainnya. Material yang tipis dapat menjangkau perlakuan pengerolan sampai pada sudut kecil atau sempit sedangkan material yang tebal memerlukan perlakuan pengerolan dengan sudut yang lebih besar.
BAB V
KESIMPULAN DAN SARAN
5.1. Kesimpulan
Dari hasil penelitian, pengujian dan analisis di laboratorium Ilmu Logam dan laboratorium Teknologi Mekanik jurusan Teknik Mesin Fakultas Teknik Universitas Sanata Dharma, maka dapat disimpulkan:
1. Hasil penelitian menunjukkan Baja MS memiliki kekerasan tertinggi terdapat pada Baja MS 2 yaitu sebesar 161 kg/mm2, Sedangkan kekerasan terendah terdapat pada baja MS 1 sebesar 137 kg/mm2.
2. Material 2 dan 3 mengalami keretakan atau pecah. Hal ini dapat dilihat dari dua tinjauan yaitu ketebalan dan komposisi kimia. Dari ketebalan, baja MS 3 paling tebal sehingga dalam proses pengerolan mengalami tekanan dan tarikan yang lebih besar daripada baja MS 2 dan baja MS 1. Pada tekukan yang mengalami tekanan dan tarikan tersebut baja MS 1 dan baja MS 2 dapat ditekuk sampai sudut yang kecil sedangakan baja MS 3 dapat ditekuk pada sudut yang lebih besar. Untuk tekukan yang sama sudutnya baja MS 3 mengalami retakan atau pecah, sehingga baja MS 3 tidak dipilih. Untuk baja MS 2 tidak dipilih karena baja MS 2 paling keras dan getas, sehingga pada material juga dapat dilihat mengalami keretakan atau pecah. Maka baja MS
40
1 yang dipilih karena memiliki kekerasan yang tidak terlalu keras dan pada materialnya tidak terdapat keretakan atau pecah.
3. Baja MS 1 merupakan material yang terbaik untuk pembuatan swing arm sepeda motor karena memiliki ketahanan terhadap deformasi yang paling baik diantara ketiga baja material tersebut.
5.2. Penutup
Didalam penelitian baja material swing arm sepeda motor ini diharapkan dapat membantu semua pihak dalam pemahaman tentang material untuk pembuatan swing arm sepeda motor. Selain itu penelitian ini juga diharapkan dapat berguna bagi pengembangan teknologi swing arm sepeda motor.
Akhir kata penulis mengucapkan terima kasih kepada semua pihak yang telah banyak membantu selama proses penyusunan Tugas Akhir ini. Bila terjadi ketidak akuratan data, peralatan dan ketilitian dalam pengamatan. Kritik dan saran untuk kemajuan sangat penulis harapkan, sehingga Tugas Akhir ini dapat berguna bagi semua pihak.
5.3. Saran
1. Dalam proses pengujian tarik perlu diperhatikan hal-hal yang dapat menghambat pada penelitian seperti :
¾ Kesimpang siuran data dalam pengujian komposisi kimia. ¾ Ketelitian dan kecermatan dalam pengambilan data.
41
2. Perawatan dan perbaikan alat uji yang ada di setiap laboratorium sebaiknya dilakukan secara baik dan teratur dan bila memungkinkan dengan alat uji yang lebih modern agar diperoleh ketelitian yang baik.
3. Buku-buku referensi tentang bahan yang ada di perpustakaan sebaiknya diperbanyak.
4. Alat-alat pendukung Tugas Akhir, khususnya alat-alat uji komposisi sebaiknya disediakan dalam laboratorium.
Daftar Pustaka
Avner, S. H. 1989. Introduction to Physical Metalurgy. McGraw Hill : Tokyo. Dieter, G. E. 1993. Metalurgi Mekanik. Erlangga : Jakarta.
Setyahandana, B. 2004. Diktat Material Teknik. Universitas Sanata Dharma : Yogyakarta.
Surdia, T. 1991. Pengetahuan Bahan Teknik. Pradnya Paramita : Jakarta. Suroto, A. 1992. Ilmu Logam/Metalurgi. Erlangga : Jakarta.
DATA-DATA HASIL PENGUJIAN DAN PERHITUNGAN
1. UJI KEKERASAN BRINELL
Rumus yang digunakan untuk perhitungan :
) )( 2 / ( D D D2 d2 P BHN − − = π dengan :
BHN = Angka kekerasan Brinell (BHN)
P = Beban yang diberikan pada identor/gaya penekanan (kg)
D = Diameter identor (mm)
d = Diameter lubang bekas injakan identor (mm)
Data-data hasil pengujian kekerasan
No Bahan Diameter Lekukan ( mm ) Kekerasan Brinell ( kg/mm² ) 1 Baja MS 1 1,26 140 2 Baja MS 1 1,28 135 3 Baja MS 1 1,28 135 4 Baja MS 1 1,28 135 5 Baja MS 1 1,26 140 6 Baja MS 2 1,16 167 7 Baja MS 2 1,18 161 8 Baja MS 2 1,18 161 9 Baja MS 2 1,20 156 10 Baja MS 2 1,18 161 11 Baja MS 3 1,26 140 12 Baja MS 3 1,24 145 13 Baja MS 3 1,24 145 14 Baja MS 3 1,24 145 15 Baja MS 3 1,24 145
Nilai Rata-Rata Kekerasan Brinell Pada Baja Material Swing Arm
No Bahan Kekerasan Brinell ( kg/mm² )
1 Baja MS 1 137
2 Baja MS 2 161
2. UJI STRUKTUR MIKRO
Data-data hasil pengujian struktur mikro
1
1
4
4
0
0
µ
µ
m
m
Foto Struktur Mikro Material Swing Arm MS 1
1
1
4
4
0
0
µ
µ
m
m
Foto Struktur Mikro Material Swing Arm MS 2
1
1
4
4
0
0
µ
µ
m
m
Foto Struktur Mikro Material Swing Arm MS 3
III. UJI KOMPOSISI KIMIA
Data hasil analisa pengujian komposisi kimia :