1
OPTIMASI MULTIRESPON PEMBUATAN KERTAS DI PAPER MACHINE II PT.
ADIPRIMA SARAPRINTA GRESIK DENGAN PENDEKATAN METODE FUZZY
LOGIC
1Niswatun Qonitah, 2Dr. Brodjol Sutijo SU,M.Si
1Mahasiswa S1 Statistika FMIPA, 2Dosen Jurusan Statistika FMIPA
Jurusan Statistika
Institut Teknologi Sepuluh Nopember (ITS) Surabaya Kampus ITS Sukolilo Surabaya 60111
Email : 1[email protected] ; 2[email protected]
ABSTRAK
Paper Machine adalah tahap pembuatan lembaran kertas dari bubur kertas (pulp) yang dijalankan oleh PT. Adiprima Suraprinta. Parameter kualitas kertas yang diamati diantaranya adalah thickness, opacity, dan roughness. Faktor kendali yang diduga mempengaruhi kualitas kertas serta dapat dikendalikan diantaranya main speed, headbox main header pressure, steam header pressure, tekanan NIP, heating water, sehingga tingginya tingkat variasi mutu kertas yaitu konsistensi pulp. Penelitian ini bertujuan untuk mengetahui faktor proses apa yang berpengaruh terhadap respon, mengetahui rancangan level faktor kendali yang mengoptimalkan semua respon kualitas kertas secara serentak menggunakan metode fuzzy logic, dan membandingkan hasil optimasi yang diperoleh dari metode taguchi dengan pendekatan TOPSIS yang telah dilakukan oleh Nike Devilya (2008) dengan hasil optimasi metode Fuzzy logic. Berdasarkan hasil analisis, dapat disimpulkan bahwa faktor utama yang memiliki pengaruh signifikan terhadap respon adalah main speed (faktor A), headbox maein header pressure (faktor B), NIP (faktor D). sedangkan faktor yang tidak signifikan adalah steam header pressure (faktor C), heating water (faktor E) dan interaksi AB. Hasil metode fuzzy logic di dapatkan kondisi optimal yaitu A1 B1 C2 D1 E1. Hasil optimasi dari metode fuzzy logic menghasilkan nilai
taksiran mutu yang lebih mendekati nilai target dibandingkan dengan hasil optimasi dari TOPSIS yang telah dilakukan oleh Nike Devilya (2008).
Kata Kunci : Parameter kualitas, Fuzzy logic
1. PENDAHULUAN
PT Adiprima Suraprinta adalah salah satu perusahaan manufaktur yang bergerak di bidang industri kertas khususnya pendaurulangan kertas. Perusahaan ini berupaya untuk selalu konsisten dalam meningkatkan dan mengendalikan mutu produksinya. Proses produksi yang telah dilakukan saat ini sudah cukup baik, namun nilai mutu kertas yang di hasilkan masih relative bervariasi. Oleh karena itu, hal yang di inginkan adalah mereduksi tingkat variasi tersebut sehingga mempermudah pengendalian mutu kertas.
Paper Machine adalah tahap pembuatan lembaran kertas dari bubur kertas (pulp) yang dijalankan oleh PT. Adiprima Suraprinta. Parameter kualitas kertas yang diamati diantaranya adalah
thickness, opacity, dan roughness. Faktor kendali yang diduga mempengaruhi kualitas kertas serta
dapat dikendalikan diantaranya main speed, headbox main header pressure, steam header pressure, tekanan NIP, heating water dan terdapat faktor lain yang sulit untuk dikendalikan (faktor noise) yang tidak mempengaruhi respon, sehingga tingginya tingkat variasi mutu kertas yaitu konsistensi pulp. Menurut pihak PT. Adiprima Suraprinta didapatkan kemungkinan ada faktor interaksi antara main
speed dengan , headbox main header pressure.
Sebelumnya penelitian pada paper mechine II sudah dilakukan oleh Nike Devilya (2008) menggunakan pendekatan TOPSIS dan diperoleh kondisi optimum pada A1B2C1D2E2 dengan nilai taksiran thicknees 69,32µm, roughness 144,33 ml/mn, 98,17%. Oleh karena itu peneliti ingin membandingkan antara hasil TOPSIS dengan menggunakan metode fuzzy logic. Dimana fuzzy logic memiliki keunggulan dibanding dengan metode lainnya, yaitu dalam pengerjaannya lebih sederhana dibandingkan dengan metode lain. Sebelumnya dilakukan penyusunan matrik eksperimen dengan analisis metode Taguchy dengan orthogonal array dan penghitungan nilai Signal to Noise ratio agar dapat mempermudah dalam proses pengerjaannya. Sehingga penelitian pembuatan lembaran kertas bertujuan mengetahui variabel proses yang berpengaruh secara signifikan terhadap respon serta mengetahui proses yang optimal pada thickness, opacity, dan roughness dengan menggunakan metode
2
fuzzy logic. Serta membandingkan hasil optimasi dari hasil fuzzy logic dengan TOPSIS hasil analisis
oleh Nike Devilya (2008).
2.
LANDASAN TEORI
2.1 Metode Taguchi
Metode Taguchi diperkenalkan oleh Dr. Genichi Taghuci (1940) yang bertujuan mengoptimalkan hasil eksperimen dan berprinsip pada perbaikan mutu dengan memperkecil dari efek variasi tanpa menghilangkan penyebab variasi tersebut. Komponen utama dari filosofi Taguchi adalah mengurangi variabilitas sekitar nilai target. Dalam analisis pada metode Taguchi digunakan dua alat utama yaitu Signal to Noise Ratio (SN Rasio) dan Ortogonal Arry yang mampu mereduksi jumlah eksperimen secara signifikan serta dapat mempelajari sejumlah variabel keputusan dengan sejumlah kecil eksperimen (Park, 1996). Pemilihan Orthogonal Array bergantung pada :
1. Banyak variabel proses (faktor kendali) dan atau faktor interaksi antar faktor yang diamati. 2. Banyak taraf / level faktor.
Signal to Noise Ratio (SN Ratio) merupakan rancangan untuk transformasi pengulangan data
ke dalam suatu nilai yang merupakan ukuran variasi yang timbul. SN Ratio terdiri dari beberapa karakteristik kualitas, yaitu (Park,Sung H, 1996) :
1. Tertuju pada nilai tertentu (Nominal the best) 𝑆/𝑁 = 10 log 𝑀𝑆𝐷 = 10 log 𝑦 𝑖2 𝜎𝑖2 (2.1) dimana 𝜎𝑖2= 𝑦𝑖𝑗 − 𝑦 𝑖 2 𝑛 − 1 𝑛 𝑗 =1
varian sampel baris ke − i
n
y
y
n j ij i
1merupakan rata-rata sampel baris ke-i 2. Semakin besar semakin baik (Larger The Better)
𝑆/𝑁 = −10 log 𝑀𝑆𝐷 = −10𝑙𝑜𝑔 1 𝑛 1 𝑦𝑖𝑗2 𝑛 𝑗 =1 (2.2) 3. Semakin kecil semakin baik (Smaller The Better)
𝑆/𝑁 = −10 log 𝑀𝑆𝐷 = − 10 𝑙𝑜𝑔 1 𝑛 𝑦𝑖𝑗 2 𝑛 𝑗 =1 (2.3) Dimana i : indeks untuk baris ke-i, i =1,2,…,m
j : indeks untuk replikasi ke-j, j = 1,2,…,n
MSD : Mean Square Deviation. Nilai SN Rasio diekspresikan melalui suatu pengukuran dalam satuan decibels (dB).
Analisis varians adalah teknik perhitungan yang memungkinkan secara kuantitatif mengestimasi kontribusi setiap faktor pada semua pengukuran respon. ANOVA pada parameter
design berguna untuk membantu mengidentifikasi kontribusi faktor sehingga akurasi perkiraan model
dapat ditentukan. Dalam ANOVA dilakukan pemecahan total variasi percobaan ke dalam sumber-sumber variasi yang diamati yaitu komponen pembentuknya berupa faktor utama dan atau interaksi antar faktor utama (Fowlkes, 1995)
2.2 The Fuzzy Logics
Logika fuzzy pertama kali diperkenalkan oleh Prof.Lotfi A.Zadeh pada tahun 1965. Fuzzy
logic dapat dijadikan dasar yang tepat untuk menggambarkan langkah yang optimal dengan banyak
karakteristik yang rumit. Dengan menggunakan pendekatan grey relational analisis, yaitu pendekatan yang mengubah optimasi kedalam bentuk grey fuzzy yang lebih sederhana dan tunggal daripada
3
kedalam banyak karakteristik maka pendekatan inipun dapat digunakan untuk mengoptimalkan hasil eksperimen dan memilih pengaturan yang tepat yang dapat mengoptimalkan hasil eksperimen (Lu, H.S, J.Y. Chen dan Ch. T. Chung, 2008).
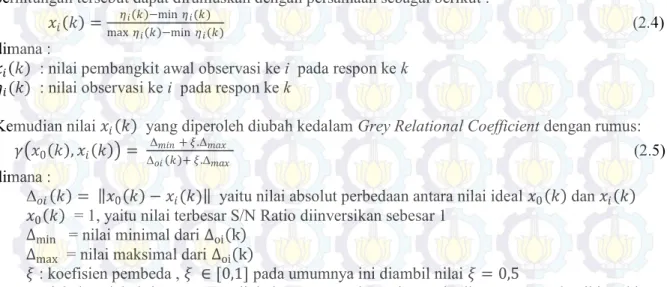
Langkah awal pada grey relational analisis yaitu membangkitkan data yang akan diproses kedalam data awal yang telah dinormalisasi yaitu dalam bentuk perhitungan SN ratio yang ditransformasi kedalam pembangkitan nilai grey relation yang mana nilainya antara 0 sampai 1, perhitungan tersebut dapat dirumuskan dengan persamaan sebagai berikut :
𝑥𝑖 𝑘 =
𝜂𝑖 𝑘 −min 𝜂𝑖(𝑘)
max 𝜂𝑖 𝑘 −min 𝜂𝑖(𝑘) (2.4)
dimana :
𝑥𝑖 𝑘 : nilai pembangkit awal observasi ke i pada respon ke k 𝜂𝑖(𝑘) : nilai observasi ke i pada respon ke k
Kemudian nilai 𝑥𝑖 𝑘 yang diperoleh diubah kedalam Grey Relational Coefficient dengan rumus: 𝛾 𝑥0 𝑘 , 𝑥𝑖 𝑘 = Δ𝑚𝑖𝑛
+ 𝜉.Δ𝑚𝑎𝑥
Δ𝑜𝑖 𝑘 + 𝜉.Δ𝑚𝑎𝑥 (2.5)
dimana :
Δ𝑜𝑖 𝑘 = 𝑥0 𝑘 − 𝑥𝑖(𝑘) yaitu nilai absolut perbedaan antara nilai ideal 𝑥0 𝑘 dan 𝑥𝑖 𝑘 𝑥0 𝑘 = 1, yaitu nilai terbesar S/N Ratio diinversikan sebesar 1
Δmin = nilai minimal dari Δoi k Δmax = nilai maksimal dari Δoi k
𝜉 : koefisien pembeda , 𝜉 ∈ [0,1] pada umumnya ini diambil nilai 𝜉 = 0,5
Variabel-variabel input yang diubah menggunakan sistem logika Fuzzy sedemikian hingga menjadi Grey Relational Coefficient untuk masing-masing variabel input. Kemudian koefisien tersebut akan diubah kedalam Linguistic Fuzzy Subsets menggunakan fungsi keanggotaan dari bentuk segitiga (Triangle), karena keanggotaan segitiga memberi nilai yang tegas dan memiliki tiga bagian yang jelas dan sederhana. Seperti yang ditunjukkan pada Gambar 2.1, yaitu ditandai secara uniform kedalam 3 Fuzzy Subsets: Small (S), Medium (M) dan Large (L)
Gambar 2.1 Grey Relational Coefficient pada variabel input
Dasar aturan fuzzy (The fuzzy rule base) adalah sekelompok aturan pengontrolan Jika - Maka ( IF-THEN control) yang menyatakan hubungan antara input dan output. Aturan khusus Linguistic
fuzzy yang disebut Mamdami adalah digambarkan sebagai berikut:
Rule 1: if x1 is A1, x2 is B1 and x3 is C1 then y is D1 else Rule 2: if x1 is A2, x2 is B2 and x3 is C2 then y is D2 else
⋮ ⋮ ⋮
Rule n: if x1 is An, x2 is Bn and x3 is Cn then y is Dn
Ai, Bi, Ci dan Di adalah fuzzy subsets yang didefinisikan oleh fungsi keanggotaan yang sesuai, yaitu 𝜇𝐴𝑖, 𝜇𝐵𝑖, 𝜇𝐶𝑖, 𝜇𝐷𝑖. Jika Linguistic fuzzy dari tiga variabel input definisikan dengan Small (S), Medium (M) dan Large (L), maka variabel output harus mempunyai definisi sebagai Very Very Small (VVS),
Very Small (VS), Small (S), Medium (M), Large (L) dan Very Large (VL), Very Very Large (VVL)
4
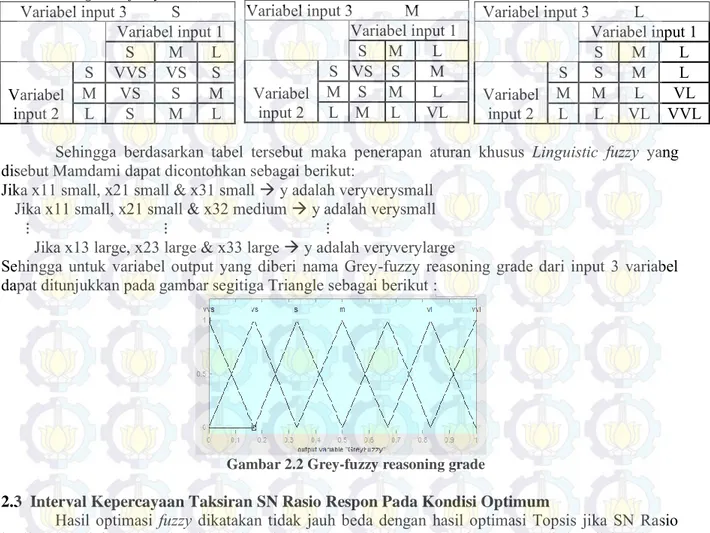
Tabel 2.3 Linguistic fuzzy
Sehingga berdasarkan tabel tersebut maka penerapan aturan khusus Linguistic fuzzy yang disebut Mamdami dapat dicontohkan sebagai berikut:
Jika x11 small, x21 small & x31 small y adalah veryverysmall Jika x11 small, x21 small & x32 medium y adalah verysmall
⋮ ⋮ ⋮
Jika x13 large, x23 large & x33 large y adalah veryverylarge
Sehingga untuk variabel output yang diberi nama Grey-fuzzy reasoning grade dari input 3 variabel dapat ditunjukkan pada gambar segitiga Triangle sebagai berikut :
Gambar 2.2 Grey-fuzzy reasoning grade
2.3 Interval Kepercayaan Taksiran SN Rasio Respon Pada Kondisi Optimum
Hasil optimasi fuzzy dikatakan tidak jauh beda dengan hasil optimasi Topsis jika SN Rasio hasil optimasi fuzzy masuk dalam selang kepercayaan taksiran SN Rasio respon pada kondisi optimum Topsis atau apabila selang kepercayaan SN Rasio hasil optimasi fuzzy didalam atau berpotongan dengan selang kepercayaan taksiran SN Rasio respon pada kondisi optimum Topsis. Berikut rumus interval kepercayaan taksiran SN Rasio respon pada kondisi optimum:
CI = η ± F∝,𝑉1,𝑉2× 𝑉𝑒×
1
neff (2.6)
Dimana
V1 : derajat bebas rata-rata
V2 : derajat bebas prediktor dalam pooled ANOVA Ve : varian pooled error
Neff : jumlah percobaan efektif yang dilakukan neff =
total percobaan
jumlah derajat bebas dalam estimasi mean (2.7)
3. METODOLOGI 3.1 Sumber Data
Data yang digunakan dalam penelitian ini adalah data sekunder hasil penelitian oleh Nike Devilya Yusrita Sari (1303 100 035) Jurusan Statistika, yang pengamatan dilakukan di PT. Adiprima Suraprinta Gresik.
3.2 Variabel Penelitian
Berikut variabel yang digunakan dalam penelitian ini adalah : 1. Variabel Respon (y)
y1 : Thickness / ketebalan [micrometer (µm)], nilai target 65µm dengan batas spesifikasi 60µm s/d 70µm, karakteristik nominal-the-best. Variabel input 3 L Variabel input 1 S M L Variabel input 2 S S M L M M L VL L L VL VVL Variabel input 3 S Variabel input 1 S M L Variabel input 2 S VVS VS S M VS S M L S M L Variabel input 3 M Variabel input 1 S M L Variabel input 2 S VS S M M S M L L M L VL
5
y2: Roughness / kekasaran (ml/min), batas spesifikasi < 220ml/min, karakteristik
smaller-the-better.
y3 : Opacity / daya tembus (%), batas spesifikasi >93%, karakteristik large-the-better. 2. Variabel Bebas
Variabel bebas terdiri dari faktor kendali (x) dan faktor noise (z) dimana masing-masing faktor memiliki 2 level.
a) Faktor kendali (x)
x1 : Main Speed (fase I, pembentukan kertas / WirePart) Level 1 = 800 -830 m/min (rendah)
Level 2 = 831 -865 m/min (tinggi)
x2 : Headbox Main Header Pressure (fase II, pengepresan kertas / Press Part) Level 1 = 1,1 bar
Level 2 = 1,2 bar
x3 : Steam Header Pressure (fase III, pengeringan kertas / Drying Part) Level 1 = 3,64 – 3,70 bar (rendah)
Level 2 = 3,71 – 3,77 bar (tinggi)
x4 : NIP (fase IV, penghalusan kertas / Callender ) Level 1 = 100 kN/m
Level 2 = 120 kN/m
x5 : Heating Water (fase IV, penghalusan kertas / Callender ) Level 1 : 124,80 – 130,70C (rendah)
Level 2 : 130,80 – 135,50C (tinggi) b) Faktor Pengganggu / Noise (N)
N : konsistensi pulp yaitu proporsi dari kandungan air dan bubur kertas headbox. Level 1 = 0,80 – 0,91 %
Level 2 = 0,92 – 1,10 %
Terdapat 5 faktor utama dan 1 faktor interaksi dengan masing-masing 2 level, sehingga terdapat 6 kolom dengan 8 baris run percobaan/eksperimen. Pemilihan orthogonal array L8 sudah sesuai karena VOA > Vf dimana derajat bebas total dari faktor (Vf) adalah :
Vf = 5 x (2-1) + 1 x (2-1) = 6 VOA = 8 -1 = 7
Sehingga rancangan yang digunakan adalah L8 (27)
3.3 Langkah Analisis
Adapun langkah-langkah dalam pengolahan data adalah sebagai berikut :
1. Membedakan antara variabel respon dan faktor kendali dan faktor noise beserta level. 2. Melakukan statistika deskriftif
3. Menghitung derajat bebas pada masing-masing faktor 4. Menentukan rancangan orthogonal array yang sesuai
5. Menghitung nilai MSD masing-masing respon yang selanjutnya digunakan untuk menghitung nilai Signal to Noise ratio
6. Menghitung nilai normalisasi SN ratio serta nilai beta berdasarkan masing-masing respon. 7. Hasil masing-masing nilai beta setiap respon digunakan untuk mendapatkan nilai grey relation
analysis setiap respon.
8. Nilai grey relation analysis setiap respon digunakan dalam perhitungan dengan fuzzy logic untuk mendapatkan nilai grey fuzzy reasoning (hasil nilai gabungan dari tiga respon) menggunakan software matlab, berikut langkah dalam matlab:
a. Grey relation analysis akan diubah kedalam Linguistic Fuzzy Subsets menggunakan fungsi keanggotaan dari bentuk segitiga (Triangle), sebab keanggotaan segitiga memberi nilai yang tegas dan memiliki tiga bagian yang jelas dan sederhana yaitu small, medium dan large.
b. Merancang output yang diberinama Grey-fuzzy reasoning grade dari input 3 variabel c. Merancang aturan khusus Linguistic fuzzy yang disebut Mamdami
d. Memanggil hasil output, sehingga didapatkan nilai grey-fuzzy reasoning grade itulah yang dianalisis sebagai variabel respon baru yang mewaili tiga respon.
6
9. Analisis Nilai grey fuzzy reasoning dengan menggunakan metode taguchi sehingga didapatkan proses paper machine II yang optimal.
10. Kesimpulan
4. ANALISIS DAN PEMBAHASAN.
4.1 Optimasi Multirespon dengan Metode Fuzzy Logic 4.1.1 Transformasi Nilai Respon ke SN Rasio
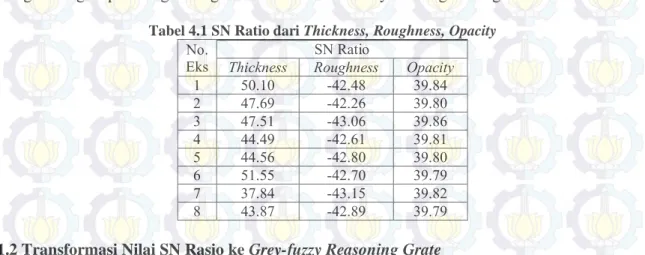
SN Rasio merupakan hasil transformasi dari beberapa pengulangan data sehingga nilainya mewakili kualitas penyajian variasi. Masing-masing respon memiliki karakteristik yang berbeda yaitu untuk Thichness / ketebalan karakteristik nominal-the-best), Roughness / kekasaran karakteristik
smaller-the-better, Opacity / daya tembus karakteristik large-the-better. Berikut hasil SN Rasio
masing-masing respon dengan fungsi karakteristik kualitasnya masing-masing:
Tabel 4.1 SN Ratio dari Thickness, Roughness, Opacity
No.
Eks Thickness SN Ratio Roughness Opacity
1 50.10 -42.48 39.84 2 47.69 -42.26 39.80 3 47.51 -43.06 39.86 4 44.49 -42.61 39.81 5 44.56 -42.80 39.80 6 51.55 -42.70 39.79 7 37.84 -43.15 39.82 8 43.87 -42.89 39.79
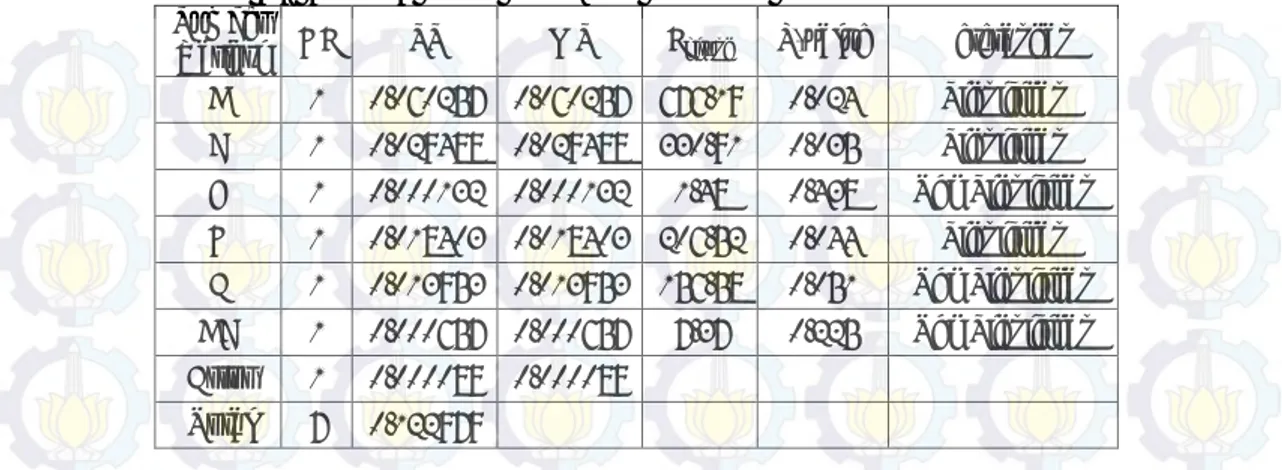
4.1.2 Transformasi Nilai SN Rasio ke Grey-fuzzy Reasoning Grate
Nilai pada grey relational analisis yaitu membangkitkan data yang akan diproses kedalam data awal yang telah dinormalisasi yaitu dalam bentuk perhitungan SN ratio yang ditransformasi kedalam pembangkitan nilai grey relation coefficient yang mana nilainya antara 0 sampai 1. Variabel-variabel input yang diubah menggunakan sistem logika Fuzzy sedemikian hingga menjadi Grey
Relational Coefficient untuk masing-masing variabel input, kemudian koefisien tersebut akan diubah
kedalam Linguistic Fuzzy Subsets menggunakan fungsi keanggotaan dari bentuk segitiga (Triangle), sehingga didapatkan nilai Fuzzy Logisc sebagai berikut :
Tabel 4.2 Nilai Grey-fuzzy reasoning grade
No
Grey relational coefficient Grey-fuzzy reasoning
grade Thickness Roughness Opacity
1 0.8254672 0.667790746 0.6579114 0.6772 2 0.6398017 1 0.4012043 0.6796 3 0.6292406 0.35936317 1 0.6641 4 0.4926274 0.559541366 0.4111537 0.4861 5 0.4950169 0.452473424 0.3997662 0.4325 6 1 0.502484164 0.3503837 0.6134 7 0.3333333 0.333333333 0.4990386 0.3698 8 0.4714813 0.413900381 0.3333333 0.397
Hasil nilai Grey-fuzzy reasoning grade itulah yang dianalisis sebagai variabel respon baru yang mewaili tiga respon dari Thickness, Roughness, dan Opacity.
4.1.3 Analysis of Variance (ANOVA) pada hasil Grey-fuzzy reasoning grade
Nilai Fuzzy Logics yang didapat selanjutnya akan diperhitungkan dengan analisis Analysis of
Variance (ANOVA) yang digunakan untuk mengetahui pengaruh dari berbagai macam faktor dan
iteraksi terhadap respon tunggal yaitu nilai Fuzzy Logics yang mewakili ketiga respon, berikut hasil analisis dari ANOVA :
7
Tabel 4.3 ANOVA untuk Grey-fuzzy reasoning grade
Sumber
Variasi DF SS MS Fhitung P-value Keterangan
A 1 0.060257 0.060257 676.19 0.024 Signifikan B 1 0.029488 0.029488 330.91 0.035 Signifikan C 1 0.000132 0.000132 1.48 0.438 Tdk Signifikan D 1 0.018403 0.018403 206.52 0.044 Signifikan E 1 0.013953 0.013953 156.58 0.051 Tdk Signifikan AB 1 0.000657 0.000657 7.37 0.225 Tdk Signifikan Error 1 0.000089 0.000089 Total 7 0.122979
Dari Tabel 4.4 dapat dijelaskan bahwa tingkat α =5%, faktor utama yang memiliki pengaruh signifikan adalah main speed (faktor A), headbox maein header pressure (faktor B), NIP (faktor D). sedangkan faktor yang tidak signifikan adalah steam header pressure (faktor C), heating water (faktor E) dan interaksi AB.
4.1.4 Penentuan Kondisi optimum
Untuk memperoleh kondisi optimum, level yang dipilih adalah level yag memberikan nilai rata-rata SN Rasio yang terbesar untuk masing respon. Nilai rata-rata SN Rasio dari masing-masing level untuk setiap respon terdapat pada lampiran 4. Secara visual digambarkan oleh plot berikut ini.
Gambar 4.1 Boxplot nilai fuzzy logic masing-masing faktor level optimum Tabel 4.4 Nilai Mean Setiap Level
Level A B C D E
1 0.6267 0.6007 0.5359 0.5879 0.4982
2 0.4532 0.4792 0.544 0.492 0.5817
Delta 0.1736 0.1214 0.0081 0.0959 0.0835
Rank 1 2 5 3 4
Berdasarkan Gambar 4.1 dan Tabel 4.4 terlihat kondisi optimum untuk kualitas kertas pada proses paper machine II dicapai pada kombinasi A1 B1 C2 D1 E2, karena pada faktor C dan E tidak signifikan maka dilakukan coba-coba untuk mengetahui kombinasi yng menghailkan paling optimum,yaitu didapatkan kombinasi A1 B1 C2 D1 E1 :
Main Speed (A1) : 800 – 830 m/min
Headbox Main Header Pressure (B1) : 1,1 bar
Steam Header Pressure (C2) : 3,71 – 3,77 bar NIP (D1) : 100 kN/m
Heating Water (E2) : 124,80 – 130,70 C
4.1.5 Nilai Taksiran Setiap Respon
Untuk mendapatkan nilai taksiran setiap respon menggunakan rancangan level optimum yang diperoleh, yaitu A1 B1 C2 D1 E1, berikut hasil nilai rata-rata dan SN ratio taksiran setiap respon:
2 1 0.65 0.60 0.55 0.50 0.45 2 1 1 2 2 1 0.65 0.60 0.55 0.50 0.45 2 1 A B C D E 2 1 0.7 0.6 0.5 0.4 2 1 0.7 0.6 0.5 0.4 A B 1 2 A 1 2 B
8
Tabel 4.5 Nilai Taksiran Optimum Setiap Respon
Thickness Roughness Opacity
SN Ratio 52.3455 -42.3328 39.8132
Mean 69.3469 130.656 97.8762
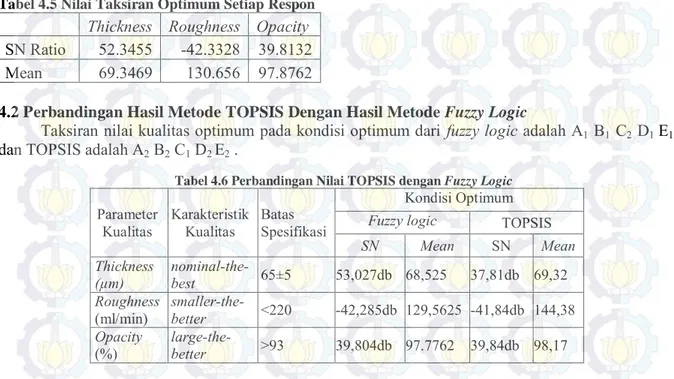
4.2 Perbandingan Hasil Metode TOPSIS Dengan Hasil Metode Fuzzy Logic
Taksiran nilai kualitas optimum pada kondisi optimum dari fuzzy logic adalah A1 B1 C2 D1 E1, dan TOPSIS adalah A2 B2 C1 D2 E2 .
Tabel 4.6 Perbandingan Nilai TOPSIS dengan Fuzzy Logic
Parameter
Kualitas Karakteristik Kualitas Batas Spesifikasi
Kondisi Optimum Fuzzy logic TOPSIS
SN Mean SN Mean
Thickness
(µm) nominal-the-best 65±5 53,027db 68,525 37,81db 69,32 Roughness
(ml/min) smaller-the-better <220 -42,285db 129,5625 -41,84db 144,38 Opacity
(%) large-the-better >93 39,804db 97.7762 39,84db 98,17
Pada Tabel 4.8 dapat jelaskan bahwa hasil optimasi dari metode fuzzy logic menghasilkan nilai prediksi yang lebih baik pada parameter kualitas Thickness dan Roughness. Sedangkan hasil optimasi dari metode TOPSIS menghasilkan nilai prediksi hanya pada parameter kualitas Opacity, Kesimpulan yang dapat diambil adalah metode fuzzy logic menghasilkan nilai prediksi yang lebih baik dari pada TOPSIS.
4.3 Interval Kepercayaan Taksiran SN Rasio Respon Pada Kondisi Optimum 1. Respon Thickness
Kondisi Optimum Fuzzy Logic
𝑛𝑒𝑓𝑓 = 8 1+1+1+1+1+1+1= 1,14 ;F(0,05;1;2) = 18,51 CI = η 𝑜𝑝𝑡 ± F∝,𝑉1,𝑉2 × 𝑉𝑒 × 1 neff = 53,027 ± 18,51 × 0,164 × 1 1,14 = 53,027 ± 1,632
Kondisi Optimum TOPSIS
𝑛𝑒𝑓𝑓 = 8 1+1+1+1+1+1+1= 1,14 ; F(0,05;1;2) = 18,51 CI = η 𝑜𝑝𝑡 ± F∝,𝑉1,𝑉2× 𝑉𝑒× 1 neff = 37,81 ± 18,51 × 0,164 × 1 1,14 = 37,81 ± 1,632
Kedua selang kepercayaan tersebut tidak saling berpotongan maka dapat dikatakan metode fuzzy lebih dapat mengoptimalkan faktor thickness.
2. Respon Roughness
Kondisi Optimum Fuzzy Logic
𝑛𝑒𝑓𝑓 = 8
9
CI = η 𝑜𝑝𝑡 ± F∝,𝑉1,𝑉2× 𝑉𝑒× 1 neff = −42,285 ± 10,13 × 0,0101 × 1 2 = −42,48 ± 0,226Kondisi Optimum TOPSIS
𝑛𝑒𝑓𝑓 = 8 1+1+1+1= 2 ; F(0,05;1;3) = 10,13 CI = η 𝑜𝑝𝑡 ± F∝,𝑉1,𝑉2× 𝑉𝑒× 1 neff = −43,84 ± 18,51 × 0,164 × 1 1,14 = −43,84 ± 0,226
Kedua selang kepercayaan tersebut tidak saling berpotongan maka dapat dikatakan metode fuzzy lebih dapat mengoptimalkan faktor Roughness.
3. Respon Opacity
Kondisi Optimum Fuzzy Logic
𝑛𝑒𝑓𝑓 = 8 1+1+1+1+1+1= 1,33 ; F(0,05;1;2) = 18,51 CI = η 𝑜𝑝𝑡 ± F∝,𝑉1,𝑉2× 𝑉𝑒× 1 neff = 39,804 ± 18,51 × 0,000013 × 1 1,33 = 39,804 ± 0,013451
Kondisi Optimum TOPSIS
𝑛𝑒𝑓𝑓 = 8 1+1+1+1+1+1= 1,33 ; F(0,05;1;2) = 18,51 CI = η 𝑜𝑝𝑡 ± F∝,𝑉1,𝑉2× 𝑉𝑒× 1 neff = 39,84 ± 18,51 × 0,000013 × 1 1,33 = 39,84 ± 0,013451
Diketahui bahwa taksiran SN Rasio roughness Fuzzy logic 39,804 dB terletak dalam selang kepercayaan antara -39,79 dB dan 39,81 dB. Hasil SN Rasio roughness TOPSIS -39,84 dB terletak dalam selang kepercayaan antara 39,83 dB dan 39,85 dB. Sehingga dapat disimpulkan bahwa kedua selang kepercayaan tersebut saling berpotongan maka dapat dikatakan haasil optimasi faktor opacity dengan metode fuzzy logic tidak jauh beda dengan metode TOPSIS.
5. KESIMPULAN DAN SARAN 5.1. Kesimpulan
Berdasarkan hasil analisis yang sudah dilakukan, dapat diambil kesimpulan yaitu :
1. faktor utama yang memiliki pengaruh signifikan terhadap respon adalah main speed (faktor A),
headbox maein header pressure (faktor B), NIP (faktor D). sedangkan faktor yang tidak
signifikan adalah steam header pressure (faktor C), heating water (faktor E) dan interaksi AB. 2. Kombinasi level – level faktor kendali yang dapat mengoptimalkan kualitas thickness, roughness,
10
Main Speed (A1) : 800 – 830 m/min
Headbox Main Header Pressure (B1) : 1,1 bar
Steam Header Pressure (C2) : 3,71 – 3,77 bar
NIP (D1) : 100 kN/m
Heating Water (E1) : 124,80 – 130,70 C 3.
Thickness
(µm) Roughness (ml/min) Opacity (%)
Batas Spesifikasi 65±5 <220 >93
Fuzzy logic 69.3469 130.656 97.8762
TOPSIS 69,32 144,38 98,17
Kesimpulan yang dapat diambil adalah metode fuzzy logic menghasilkan nilai prediksi yang lebih baik dari pada TOPSIS.
5.2 Saran
Pada penelitian ini menggunakan data sekunder maka tidak bisa melakukan percobaan konfirmasi, oleh sebab itu untuk percobaan selanjutnya disarankan menggunakan data primer agar bisa dilakukan percobaan konfirmasi.
DAFTAR PUSTAKA
Balavendra, N. (1995). Quality by Design Taguchi Techniques for Industrial Experimentation. London : Prentice Hall Internasional.
Fowlkes, William Y. (1995). Engineering Methods for Robust Product Design (Using Taguchi
Methods in Technology and Product Development). Massachusetts : Addison Wesley
Publishing Company.
Lu, H.S, J.Y. Chen dan Ch. T. Chung. (2008). “The Optimal Cutting Parameter Design Of Rough
Cutting Process In Side Milling”. Journal of Achievment in Materials and Manufacturing
Engineering, volume 29 issue 2.
Nike, D. Y. (2008). “Penerapan Metode Taguchi & Pendekatan Metode Data Envolopment Analysis
(DEA) Based Ranking Dalam Mengoptimasian Parameter Kualitas Kertas Pada Proses Paper Machine II (studi kasus : di PT. Adiprima Saraprinta Gresik)”. Tugas Akhir.
Jurusan Statisstika Institut Teknologi Sepuluh November Surabaya.
Park, Sung H. (1996). Robust Design And Analysis for Quality Engineering, New Delhi : PT. Palatino Thomson Press.
Phadke, M. (1989). Quality Engineering Using Robust Design. London : Prentice Hall International, Inc.