ABSTRAK
Saat ini persaingan di dunia usaha semakin ketat dan perkembangan perindustrian pun semakin pesat. Salah satu perusahaan yang bergerak dalam perindustrian alat-alat kantor adalah PT. CHITOSE INDONESIA, MFG dimana salah satu produknya adalah kursi lipat Yamato. Saat ini perusahaan mengalami suatu permasalahan dalam kualitas produk dimana terdapat cacat yang membuat kualitas produk jadi terganggu sehingga membuat perusahaan kehilangan pendapatan yang cukup banyak. Sejauh ini perusahaan belum dapat mencari akar penyebab terjadinya cacat sehingga cacat terulang kembali. Oleh sebab itu, untuk membantu perusahaan dalam upaya memperbaiki kualitas produknya diperlukan suatu penelitian mencari penyebab cacat agar dapat menanggulangi cacat yang terjadi.
Adapun tujuan dari penelitian yang dilakukan pada PT. CHITOSE INDONESIA, MFG adalah untuk mengetahui dan menganalisis faktor-faktor penyebab cacat yang terjadi, dan untuk memberikan usulan-usulan perbaikan kualitas produk untuk perusahaan yang diteliti ini. Metode yang digunakan dalam penelitian ini menggunakan metode DMAIC. Dari metode ini dapat dijelaskan beberapa tahap proses perbaikan yang dapat berguna bagi perusahaan yang diamati.
Data yang dikumpulkan oleh penulis yaitu dengan cara melakukan pengamatan secara langsung dan melakukan wawancara dengan kepala bagian produksi. Data yang berhasil dikumpulkan adalah data umum perusahaan, data jenis dan jumlah cacat selama 40 hari, dan data proses produksi. Setelah semua data terkumpul kemudian dilakukan stratifikasi dan dibuat diagram paretonya sehingga diperoleh frekuensi yang telah diberi bobot dimulai dari frekuensi terbesar sampai terkecil dan dengan prioritas penanganan cacat antara lain jenis cacat Pipa Kentob, Pelubangan Tidak Sempurna, Belang, Chrome Terkelupas, dan Kotor. Selain itu dibuat peta kendali U dan diketahui bahwa semua proses dari masing-masing jenis cacat dalam pembuatan peta kendali semuanya berada dalam keadaan terkendali. Sedangkan untuk peta demerit diketahui bahwa tidak terjadi cacat yang serius. Kemudian perhitungan DPMO dan nilai sigma dimana dari hasil perhitungan didapat nilai sigma sebesar 4.359 Setelah itu dengan menggunakan FTA dan FMEA maka dapat diketahui akar penyebab cacat yang terjadi dan dapat diketahui cara untuk melakukan pencegahannya.
Berdasarkan hasil analisis maka dapat diusulkan beberapa upaya perbaikan-perbaikan yang diberikan kepada perusahaan melalui penerapan metode DMAIC, diantaranya adalah menyediakan wadah untuk memisahkan pipa sesuai dengan dimensinya, mengadakan penjadwalan pembersihan wadah yang lebih teratur, mengadakan bagian pembersihan dan alat pendukungnya seperti kuas dan lap, menjadwalkan pemeriksaan dan perawatan mesin minimal 1 bulan sekali, dengan demikian diharapkan perusahaan dapat mengurangi cacat yang terjadi dan dapat meningkatkan kualitas produk yang dihasilkannya.
DAFTAR ISI
LEMBAR PENGESAHAN ... ii
PERNYATAAN HASIL KARYA PRIBADI ... iii
ABSTRAK ... iv
KATA PENGANTAR DAN UCAPAN TERIMA KASIH... v
DAFTAR ISI ... viii
DAFTAR TABEL... xiii
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN... xvi BAB 1 PENDAHULUAN
1.1.Latar Belakang Masalah... 1 - 1 1.2.Identifikasi Masalah... 1 - 2 1.3.Pembatasan Masalah ... 1 - 3 1.4.Perumusan Masalah ... 1 - 3 1.5.Tujuan Penelitian ... 1 - 4 1.6.Sistematika Penulisan ... 1 - 4 BAB 2 TINJAUAN PUSTAKA
2.1. Konsep Kualitas Secara Umum ... 2 - 1 2.1.1. Definisi Kualitas ... 2 - 1 2.1.2. Pentingnya Kualitas ... 2 - 3 2.1.3. Dimensi Kualitas... 2 - 3 2.1.4. Pengertian Pengendalian Kualitas ... 2 - 4 2.1.5. Faktor-faktor Yang Mempengaruhi Kualitas ... 2 - 5 2.1.6. Manfaat dan Tujuan Pengendalian Kualitas ... 2 - 6 2.1.7. Faktor-faktor yang mempengaruhi pengendalian
2.2. Alat Bantu Pengendalian Kualitas dari Seven Tools... 2 - 11 2.3.3. Tiga Kualifikasi dasar DMAIC... 2 - 22 2.3.4. Perhitungan Nilai Sigma ... 2 - 23 2.3.5. Fault Tree Analysis (FTA) ...2 - 25 2.3.6. Failure Mode and Effect Analysis (FMEA)... 2 - 26
BAB 3 METODOLOGI PENELITIAN
3.1. Penelitian Pendahuluan ... 3 - 1 3.2. Identifikasi Masalah... 3 - 1 3.3. Studi Pustaka... 3 - 3 3.5.2. Pembuatan Stratifikasi ... 3 - 6 3.5.3. Pembuatan Diagram Pareto... 3 - 6 3.5.4. Pembuatan Peta Kendali ... 3 - 6 3.5.5. Pembuatan Peta Demerit... 3 - 7 3.5.6. Perhitungan DPMO dan Nilai Sigma ... 3 - 8 3.6. Tahap Analyze ... 3 - 8 3.7. Tahap Improve ... 3 - 9
3.7.1. Usulan ... 3 - 9 3.8. Kesimpulan dan Saran ... 3 - 10 BAB 4 PENGUMPULAN DATA
4.1. Data Umum Perusahaan... 4 - 1 4.1.1. Sejarah Singkat Perusahaan ... 4 - 1 4.1.2. Waktu Kerja Perusahaan... 4 - 2 4.1.3. Struktur Organisasi Perusahaan ... 4 - 2 4.2. Bahan-bahan Produk ... 4 - 10 4.3. Uraian Produk ... 4 - 10 4.4. Uraian Fasilitas Produk... 4 - 11 4.5. Proses Produksi ...4 - 16 4.6. Karakteristik Jenis Cacat ...4 - 18 BAB 5 PENGOLAHAN DATA DAN ANALISIS
Pipa Kentob... 5 - 28 5.1.7. Analisis Failure Mode and Effect Analysis ... 5 - 36 5.1.7.1 Analisis FMEA Jenis Cacat Pipa Kentob ... 5 - 39
5.2.1. Usulan Berdasarkan Fault Tree Analysis (FTA) ... 5 - 49 5.2.1.1 Usulan Berdasarkan Jenis Cacat 5.2.2. Usulan Perbaikan Kualitas ... 5 - 52 BAB 6 KESIMPULAN DAN SARAN
6.1. Kesimpulan ... 6 - 1 6.2. Saran ... 6 - 3 DAFTAR PUSTAKA ... xvii LAMPIRAN... L1 - 1
DAFTAR TABEL
Tabel Judul Halaman
1.1 Jenis Produk Cacat 1 - 3
4.1 Data Jenis dan Jumlah Cacat 4 - 20 5.1 Stratifikasi Data Cacat 5 - 1 5.2 Tabel Diagram Pareto 5 - 4 5.3 Tabel Grafik Kontrol U Untuk Cacat Pipa Kentob 5 - 7 5.4 Tabel Grafik Kontrol U Untuk Cacat
Pelubangan Tidak Sempurna 5 - 10 5.5 Tabel Grafik Kontrol U Untuk Cacat Belang 5 - 12 5.6 Tabel Grafik Kontrol U Untuk Cacat Chrome Terkelupas 5 - 15 5.7 Tabel Grafik Kontrol U Untuk Cacat Kotor 5 - 17 5.8 Tabel Grafik Kontrol U Untuk Cacat Gabungan 5 - 20 5.9 Perhitungan Rata-rata Keseluruhan Jenis Cacat 5 - 22
5.10 Tabel Peta Demerit 5 - 23
5.11 Tabel FMEA 5 - 37
5.12 Tabel Lembar Kerja 5 - 51 5.13 Tabel 5W+1H 5 - 56
DAFTAR GAMBAR
Gambar Judul Halaman
3.1 Metodologi Penelitian 3 - 2
4.1 Struktur Organisasi Perusahaan 4 - 2
4.2 Mesin Double Bending 4 -11
4.3 Mesin Press 4 - 11
4.4 Mesin Double Pierching 4 - 12
4.5 Mesin But Seam Welder 4 – 12
4.6 Mesin CO2 Welding 4 – 13
4.7 Mesin Spot Welding 4 – 13
4.8 Mesin Rivet 4 – 14
4.9 Stapless Gun 4 – 14
4.10 Mesin Chrome 4 – 15
4.11 Vessel Gun 4 – 15
4.12 OPC 4 – 17
5.1 Diagram Pareto Pembobotan 5 - 5 5.2 Grafik Kontrol U Untuk Cacat Pipa Kentob 5 - 9 5.3 Grafik Kontrol U Untuk Cacat
Pelubangan Tidak Sempurna 5 - 11 5.4 Grafik Kontrol U Untuk Cacat Belang 5 - 14 5.5 Grafik Kontrol U Untuk Cacat Chrome Terkelupas 5 - 16 5.6 Grafik Kontrol U Untuk Cacat Cacat Kotor 5 - 19 5.7 Grafik Kontrol U Untuk Cacat Gabungan 5 - 21
5.8 Grafik Peta Demerit 5 - 26
5.9 Fault Tree Analysis Jenis Pipa Kentob 5 - 28
5.10 Fault Tree Analysis Jenis Cacat
5.11 Fault Tree Analysis Jenis Cacat Belang 5 - 32 5.12 Fault Tree Analysis Jenis Cacat Chrome Terkelupas 5 - 33 5.13 Fault Tree Analysis Jenis Cacat Kotor 5 - 35
DAFTAR LAMPIRAN
Lampiran Judul Halaman
1 Definisi FMEA untuk rating Severity, Occurrence, L1 – 1
dan Detectability
2 Lembar Kerja Peta Kendali L2 – 1
3 Check Sheet L3 – 1
Lampiran
LAMPIRAN 1
DEFINISI FMEA UNTUK RATING SEVERITY,
OCCURANCE, DAN DETECTABILITY
Definisi FMEA untuk Rating Severity
Ranking Efek Kriteria
1 Tidak Ada Tidak ada pengaruh.
2
Sangat Minor
Item tidak sesuai dan cacat dilihat oleh konsumen tertentu.
3 Minor
Item tidak sesuai dan cacat dilihat oleh sebagian konsumen.
4
Sangat Rendah
Item tidak sesuai dan cacat dilihat oleh kebanyakan konsumen.
5 Rendah
Item dapat dioperasikan, tetapi kenyamanan item mengalami penurunan. Konsumen agak merasa
kecewa.
6 Sedang Item dapat dioperasikan, tetapi kenyamanan item tidak ada. Konsumen merasa tidak senang.
7 Tinggi Item dapat dioperasikan, tetapi ada penurunan tingkat performansi. Konsumen kecewa.
8 Sangat Tinggi
Item tidak bisa dioperasikan, dengan kehilangan fungsi utamanya
9
Berbahaya Dengan Peringatan
Pengaruh buruk yang sangat tinggi ketika mode kegagalan mempengaruhi keselamatan dari operasi dan atau bertentangan dengan peraturan pemerintah dengan
peringatan
10
Berbahaya Tanpa Peringatan
Pengaruh buruk yang sangat tinggi ketika mode kegagalan mempengaruhi keselamatan dari operasi dan
atau bertentangan dengan peraturan pemerintah tanpa peringatan
Lampiran
Definisi FMEA untuk Rating Occurance
Ranking Kemungkinan Kegagalan
Angka Kemungkinan Kegagalan
1 Tidak Ada : Kegagalan tidak
mungkin terjadi ≤ 1 dalam 1.500.000
2 1 dalam 150.000
3
Rendah : Kegagalan sangat sedikit
terjadi 1 dalam 15.000
4 1 dalam 2.000
5 1 dalam 400
6
Sedang : Kegagalan kadang-kadang terjadi
1 dalam 80
7 1 dalam 20
8
Tinggi : Kegagalan berulang-ulang
terjadi 1 dalam 8
9 1 dalam 3
10
Sangat Tinggi : Kegagalan hampir
Lampiran
Definisi FMEA untuk Rating Detectability
Ranking
Kemampuan
Deteksi Kriteria Deteksi oleh Kontrol Kualitas
1 Hampir Pasti Hampir pasti bahwa kontrol akan mendeteksi penyebab kegagalan potensial
2 Sangat Tinggi Kemungkinan sangat tinggi kontrol akan mendeteksi penyebab kegagalan potensial
3 Tinggi Kemungkinan tinggi kontrol akan mendeteksi penyebab kegagalan potensial
4 Agak tinggi Kemungkinan agak tinggi kontrol akan mendeteksi penyebab kegagalan potensial
5 Sedang Kemungkinan sedang kontrol akan mendeteksi penyebab kegagalan potensial
6 Rendah Kemungkinan rendah kontrol akan mendeteksi penyebab kegagalan potensial
7 Sangat Rendah Kemungkinan sangat rendah kontrol akan mendeteksi penyebab kegagalan potensial
8 Kecil Kemungkinan kecil kontrol akan mendeteksi penyebab kegagalan potensial
9 Sangat Kecil Kemungkinan sangat kecil kontrol akan mendeteksi penyebab kegagalan potensial
10 Sangat Tidak Pasti Kontrol tidak akan dapat mendeteksi penyebab kegagalan potensial
Lampiran
LAMPIRAN 3
LEMBAR KERJA PERIKSA (check sheet)
Lembar Kerja Periksa (check sheet)
Oleh :
Produk :
Cacat Tgl. Jmlh yang
diperiksa PK PTS B CT K
Total Cacat
Total produk
cacat
Penyebab cacat
PK: Pipa Kentob
PTS: Pelubangan Tidak Sempurna B: Belang
CT: Chrome Terkelupas
K: Kotor
Bab 1 Pendahuluan 1 - 1
BAB 1
PENDAHULUAN
1.1 Latar Belakang Masalah
Perkembangan bisnis di Indonesia memberi dampak yang sangat besar seiring dengan semakin ketatnya persaingan dalam dunia industri. Banyak perusahaan manufaktur yang tidak mampu bersaing dan akhirnya tidak bisa bertahan. Oleh sebab itu, perusahaan harus mampu mempertahankan kelangsungan hidupnya yaitu dengan menjaga dan meningkatkan kualitas produk yang dihasilkannya.
PT. Chitose Indonesia, mfg adalah sebuah perusahaan yang memproduksi kursi Caesar, kursi Vista, kursi NA, kursi Flora, kursi lipat Yamato dan nursing
bed. Dalam usahanya, perusahaan ini berusaha untuk memberikan kualitas produk
yang terbaik. Hal ini dapat dilihat dari keseriusan perusahaan dalam menyeleksi supplier bahan baku (pipa) yang berkualitas baik, yaitu melalui penelitian di Balai Besar Penelitian dan Pengembangan Industri Manufaktur. Meski demikian, masih
juga terdapat produk cacat yang disebabkan oleh kesalahan pada proses produksi. Produk yang cacat ini harus dijual dengan potongan harga kecuali untuk kursi lipat Yamato telah disepakati tidak dijual maupun diberikan kepada pihak manapun melainkan komponen-komponen dari produk ini yang masih bisa digunakan dipakai untuk produksi kursi lipat Yamato lainnya. Jumlah produksi kursi lipat Yamato dalam 1 hari sebanyak 2500 unit sedangkan untuk produk lain berkisar 1000 unit sampai 1500 unit. Hal ini menyebabkan adanya kerugian yang cukup tinggi dibandingkan produk lain mengingat produk kursi lipat Yamato yang paling besar jumlah produksinya oleh sebab itu perlu dilakukan perbaikan kualitas terhadap kursi lipat Yamato.
Bab 1 Pendahuluan 1 - 2
sehingga dapat mengakibatkan kesalahan tersebut terulang kembali dimana hal ini dapat dilihat dari rata-rata persentase produk cacat dalam 3 bulan sebesar 4%. Oleh sebab itu, perusahaan ingin mengetahui hal-hal yang menyebabkan produk cacat tersebut sehingga perusahaan dapat mengurangi jumlah produk cacat yang terjadi dalam perusahaan.
Berdasarkan uraian di atas maka penulis melakukan penelitian yang diberi judul “ANALISIS DAN USULAN PERBAIKAN KUALITAS KURSI LIPAT YAMATO DI PERUSAHAAN PT. CHITOSE INDONESIA MFG DENGAN MENGGUNAKAN METODA DMAIC.
1.2 Identifikasi Masalah
Permasalahan yang terjadi di PT. Chitose Indonesia, mfg adalah masih tingginya jumlah cacat pada kursi lipat Yamato dan hal ini lebih banyak disebabkan pada saat proses produksi dibandingkan cacat pada bahan baku. Kursi
lipat Yamato yang cacat merugikan perusahaan, karena produk yang cacat tidak dijual maupun diberikan kepada pihak manapun.
Selain itu, di bagian QC bertugas untuk melakukan pemeriksaan 100% yaitu memisahkan produk yang cacat dan tidak cacat. dan tidak ada tindakan lebih lanjut dari perusahaan untuk mendeteksi kesalahan yang terjadi Hal ini menyebabkan perusahaan sulit untuk mengetahui dan mengidentifikasi faktor-faktor yang menyebabkan terjadinya cacat secara terperinci dan mengontrol produksinya agar mencapai target atau kualitas yang maksimal. Dengan demikian, kesalahan yang sama tersebut terus dilakukan berulang-ulang padahal dengan banyaknya produk cacat yang dihasilkan pada saat proses produksi selain menyebabkan penurunan kualitas produk tersebut juga mengakibatkan pemborosan sumber daya perusahaan (waktu, bahan baku, tenaga dan sebagainya).
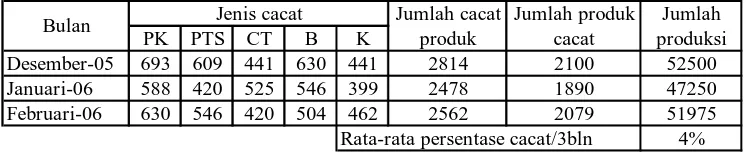
Cacat yang terjadi pada kursi lipat Yamato yaitu cacat Pipa Kentob (PK), dan cacat Pelubangan Tidak Sempurna (PTS), cacat Chrome Terkelupas (CT), cacat Belang (B), dan cacat Kotor (K). Berikut ini adalah jenis produk cacat yang dapat dilihat pada Tabel 1.1
Bab 1 Pendahuluan 1 - 3
Tabel 1.1 Jenis Produk cacat
Jumlah cacat Jumlah produk Jumlah PK PTS CT B K produk cacat produksi Desember-05 693 609 441 630 441 2814 2100 52500 Januari-06 588 420 525 546 399 2478 1890 47250 Februari-06 630 546 420 504 462 2562 2079 51975 Rata-rata persentase cacat/3bln 4% Bulan Jenis cacat
Sumber: data kursi lipat Yamato, PT. Chitose Indonesia, mfg 2005-2006
1.3 Pembatasan Masalah
Dalam penyusunan laporan ini, penulis membatasi permasalahan yang terjadi sehingga tidak menyimpang dari pencapaian tujuan penelitian dan lingkup pembahasan. Pembatasan masalah dalam penelitian ini adalah:
1. Produk yang diamati adalah kursi lipat Yamato.
2. Penelitian membahas tentang tahap Define, Measure, Analyze, Improve dan
Control (Dalam pembuatan Tugas Akhir ini tahap Improve dan Control hanya
sampai usulan tidak dilakukan implementasi). 3. Tidak membahas masalah biaya.
1.4 Perumusan Masalah
Berdasarkan masalah yang terjadi di atas, dapat dirumuskan permasalahan yang akan dihadapi oleh penulis dalam penelitian ini, yaitu:
1. Prioritas jenis cacat apa yang mempengaruhi kualitas kursi lipat Yamato? 2. Bagaimana kinerja kualitas produk perusahaan yang ada saat ini?
3. Bagaimana kondisi pengendalian proses yang telah dilaksanakan oleh perusahaan pada saat ini?
4. Faktor-faktor apa saja yang menyebabkan terjadinya cacat pada kursi lipat Yamato?
Bab 1 Pendahuluan 1 - 4
1.5 Tujuan Penelitian
Adapun tujuan dari penelitian tersebut adalah sebagai berikut:
1. Dapat mengetahui prioritas jenis cacat yang dapat mempengaruhi kualitas kursi lipat Yamato.
2. Dapat mengetahui kinerja kualitas produk perusahaan yang ada saat ini.
3. Dapat mengetahui kondisi pengendalian proses yang telah dilaksanakan oleh perusahaan pada saat ini.
4. Dapat mengetahui dan menganalisis faktor-faktor penyebab cacat yang terjadi. 5. Dapat memberikan usulan-usulan perbaikan kualitas produk untuk perusahaan
yang diteliti ini.
1.6 Sistematika Penulisan
Untuk memudahkan pemahaman dan memberikan gambaran tentang penyusunan penelitian ini, maka penulis menyusun bentuk penulisan laporan
Tugas Akhir sebagai berikut:
BAB 1 PENDAHULUAN
Bab ini berisi tentang latar belakang masalah yang terjadi, identifikasi masalah dan pembatasan masalah yang akan dibahas, perumusan masalah, tujuan penelitian, dan sistematika penulisan secara garis besar.
BAB 2 TINJAUAN PUSTAKA
Bab ini berisi tentang uraian singkat teori yang berhubungan dengan masalah yang terjadi dan digunakan untuk mendukung sebagai dasar pemikiran dalam membantu untuk memecahkan masalah yang terjadi.
BAB 3 METODOLOGI PENELITIAN
Bab ini berisi tentang kerangka pemikiran dan langkah-langkah sistematis dalam penyusunan laporan tugas akhir ini.
Bab 1 Pendahuluan 1 - 5
BAB 4 PENGUMPULAN DATA
Bab ini berisi tentang data-data umum mengenai perusahaan baik struktur organisasi, deskripsi produk, data-data cacat yang akan digunakan untuk penelitian, dan pengolahan data.
BAB 5 PENGOLAHAN DATA DAN ANALISIS
Bab ini berisi tentang pengolahan data dan analisis terhadap hasil pengumpulan dan pengolahan data serta mengusulkan perbaikan dan pengendalian kualitas.
BAB 6 KESIMPULAN DAN SARAN
Bab ini berisi rangkuman isi dari bagian analisis, jawaban atas masalah yang telah dirumuskan pada bab 1 dengan jelas dan ringkas. Dan saran berisi tentang saran untuk perusahaan agar masalah yang terjadi dapat diantisipasi dan
Bab 6 Kesimpulan dan Saran 6 - 1
BAB 6
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Berdasarkan hasil penelitian yang telah dilakukan maka dapat ditarik beberapa kesimpulan diantaranya adalah :
1. Diketahui bahwa prioritas jenis cacat yang sangat mempengaruhi kualitas kursi lipat Yamato adalah jenis cacat Pipa Kentob yang merupakan jenis cacat dengan persentase cacat terbesar dengan persentase cacat sebesar 36,547%. Dimana jenis cacat ini juga termasuk ke dalam karakteristik cacat kritis. Pipa Kentob dikatakan paling mempengaruhi karena berdasarkan dari diagram pareto yang telah dibuat di pengolahan data pada tabel 5.2 diketahui bahwa Pipa Kentob perlu mendapatkan prioritas penanganan terlebih dahulu.
2. Nilai Sigma 4.359 ini ekivalen dengan 2130 DPMO yang berarti dalam 1 unit produk kursi lipat Yamato terdapat rata-rata kesempatan untuk cacat adalah 2130 kegagalan per 1 juta kesempatan. Dari nilai sigma ini dapat menunjukkan bahwa kinerja kualitas produk perusahaan yang ada saat ini sudah cukup baik karena sudah berada diatas nilai rata-rata sigma industri yaitu 3 sigma.
3. Pengendalian proses yang telah dilaksanakan perusahaan saat ini semua dalam keadaan terkendali. Hal ini dapat dilihat dari hasil pengolahan data pada tabel dan grafik peta kendali U untuk semua jenis cacat yang menunjukkan bahwa tidak ada data yang keluar dari Batas Kendali Bawah (BKB) dan tidak ada data juga yang keluar dari Batas Kendali Atas (BKA). Sehingga dapat disimpulkan bahwa proses dalam keadaan terkendali.
4. Penyebab jenis cacat Pipa Kentob adalah karena tidak ada bagian yang melakukan pembersihan terhadap wadah, tidak ada jadwal pembersihan yang khusus dalam prosedur pengerjaannya, perencanaan kapasitas produksi yang terlalu tinggi dan tidak sesuai dengan kecepatan operator, lalu disebabkan pula karena kemasan pipa kurang kuat.
Bab 6 Kesimpulan dan Saran 6 - 2
Penyebab masalah dari jenis cacat Pelubangan Tidak Sempurna ini adalah karena tidak adanya stándar ketentuan batas máksimal penggunaan pisau pada mesin pelubangan, tidak ada jadwal pemeriksaan dan juga karena operator mengejar target produksi.
Penyebab masalah dari jenis cacat Belang ini adalah jarak penjadwalan pemeriksaan dan perawatan mesin jauh, perencanaan kapasitas produksi yang terlalu tinggi dan tidak sesuai dengan kecepatan operator, dan tidak ada prosedur secara tertulis mengenai ukuran larutan saat ini yang ada hanya diberitahukan secara lisan.
Penyebab masalah dari jenis cacat Chrome Terkelupas ini adalah karena tidak ada petunjuk mengenai seberapa besar konsentrasi larutan kimia, tidak ada wadah untuk memisahkan pipa, tidak ada prosedur kerja mengenai pemisahan pipa serta tidak adanya standar batas maksimal komponen yang akan dichrome.
Penyebab masalah dari jenis cacat Kotor ini adalah jadwal perawatan tidak jelas, kurang pengontrolan terhadap jadwal pembersihan bak, tidak ada prosedur kerja bagi operator untuk membersihkan bak.
5. Usulan-usulan yang dapat diberikan kepada perusahaan agar dapat menjadi pertimbangan bagi perusahaan untuk melakukan perbaikan dan peningkatan kualitas produknya :
a. Mengadakan bagian pembersihan dan alat pendukungnya seperti kuas dan lap.
b. Mengadakan penjadwalan pembersihan wadah yang lebih teratur dan menyediakan baskom besar.
c. Menyediakan wadah untuk pemisahan pipa sehingga dapat membedakan pipa sesuai dengan komponennya.
d. Menjadwalkan pemeriksaan dan perawatan mesin minimal 1 bulan sekali.
e. Mengganti kemasan dengan bahan yang lebih tebal. f. Menjadwalkan pemeriksaan umur pakai pisau.
Bab 6 Kesimpulan dan Saran 6 - 3
h. Memberikan peringatan jika operator tidak menjalankan prosedur dengan benar.
6.2 Saran
Saran yang dapat diberikan dan dikemukakan setelah melakukan pengamatan adalah :
1. Perusahaan perlu meninjau ulang standar mengenai pengawasan mesin oleh operator.
2. Perusahaan perlu mengadakan rapat yang lebih rutin untuk meningkatkan koordinasi antar bagian atau antar atasan dan bawahan khususnya yang berada langsung di lapangan atau area produksi.
3. Meningkatkan penggunaan sarung tangan, masker, dan kaca mata sehingga operator lebih aman dalam bekerja.
4. Perusahaan perlu melakukan penelitian lebih lanjut mengenai perencanaan
kapasitas produksi.
DAFTAR PUSTAKA
1. Besterfield, E.H.; Quality Control, Fourth Edition, Prenctice Hall, Inc., United States of America, 1994.
2. Feigenbaum and Vallin, Armand.; Total Quality Control, Third Edition, Mc Graw Hill Book, Inc., New York, 1986.
3. Gaspersz, Vincent.; Total Quality Management, PT. Gramedia Pustaka Utama, Jakarta, 2001.
4. Grant, Eugene L., Richard S. Leavenworth.; Pengendalian Mutu Statistik, Penerbit Erlangga, Jakarta, 1994.
5. Ishikawa, Kaoru; Teknik Penuntun Pengendalian Mutu, terjemahan Ir. Nawolo Widodo, PT. Mediyatama Sarana Perkasa, Jakarta, 1993.
6. Juran, J. M.; Merancang Mutu, PT. Pustaka Binaman Pressindo, Jakarta, 1995.
7. Miranda, ST., Six Sigma Gambaran Umum, Penerapan Proses dan Metode-Metode Yang Digunakan Untuk Perbaikan, Harvarindo, Jakarta, 2003.
8. Nasution, M.N.; Manajemen Mutu Terpadu, Ghalia Indonesia, Jakarta, 2001.
9. Pande, Peter S., Robert P. Neuman dan Roland R. Cavanagh.; The Six Sigma
Way, Andi, Yogyakarta, 2002