Perancangan Sistem Manajemen Keselamatan dan Kesehatan Kerja untuk Meminimalisir Terjadinya Kecelakaan Kerja di CV.
NEPSINDO dengan Pendekatan Occupational Health and Safety Assessment Series (OHSAS) 18001:2007
Safety System and Health Management Design to Minimize Accident in CV.
NEPSINDO with Approach Occupational Health and Safety Assessment Series (OHSAS) 180001:2007
1Riska Safitri, 2Aviasti, 3M. Dzikron A.M
1,2,3 Prodi Teknik Industri, Fakultas Teknik, Universitas Islam Bandung, Jl. Taman Sari No. 1 Bandung 40116
email: 1[email protected], 2[email protected]
Abstract. CV. NEPSINDO is a production clothing industry and is a specialized to designing and marketing high-quality clothing. CV. NEPSINDO faced with the high work accidents problem each year.
Accidents of industry is really end result of the rules and unsafe working conditions. Failure in any process or work activity, and while the work accidents, will result in damaged effect (loss). In generally, the causes of accidents on the workplace, that is, exhaustion (fatigue), working conditions and job unsafe (unsafe working condition), lack of workers mastery to jobs, and work itself characteristics. As for the other factors that causes work accidents, that engine, machine, environment, human and material. One of vital in a company is human resources. Therefore, the protection for human resources very required in a company.
Based on work accidents data in 2015 showed that the accidents is moderate in CV. NEPSINDO.
Therefore, measurement of the risk work accidents is needed with Hazard Identification and Risk Assessment (HIRA) and Fault Tree Analysis (FTA) method that analyzes and identifies Management System Occupational Health and Safety (SMK3) with standard of Occupational Health and Safety Assessment Series (OHSAS) 18001: 2007. The result of identification and analysis is still a danger potential on the production process, so that companies require for repairs the risk of work accidents on the two categories that Management System Occupational Health and Safety and working environment.
Keywords: SMK3, Occupational Health and Safety Assessment Series (OHSAS) 18001: 2007, Fault Tree Analysis (FTA).
Abstrak. CV. NEPSINDO merupakan industri yang bergerak di bidang produksi pakaian dan dikhususkan untuk merancang dan memasarkan pakaian berkualitas tinggi. CV. NEPSINDO dihadapkan pada permasalahan tingginya tingkat kecelakaan kerja yang terjadi setiap tahunnya. Kecelakaan dalam industri sesungguhnya merupakan hasil akhir dari suatu aturan dan kondisi kerja yang tidak aman. Kegagalan pada setiap proses atau aktivitas pekerjaan, dan saat kecelakaan kerja seberapapun kecilnya, akan mengakibatkan efek kerugian (loss). Secara umum penyebab kecelakaan di tempat kerja yaitu, kelelahan (fatigue), kondisi kerja dan pekerjaan yang tidak aman (unsafe working condition), kurangnya penguasaan pekerja terhadap pekerjaan, dan karakteristik pekerjaan itu sendiri. Adapun faktor-faktor lain yang menyebabkan terjadinya kecelakaan kerja yaitu engine, machine, environment, human dan material. Salah satu bagian vital dalam sebuah perusahaan adalah sumber daya manusia. Oleh karena itu perlindungan terhadap sumber daya manusia sangat diperlukan dalam sebuah perusahaan. Berdasarkan data kecelakaan kerja pada tahun 2015 menunjukan bahwa tingkat kecelakaan di CV. NEPSINDO cukup tinggi. Oleh karena itu dibutuhkan suatu pengukuran risiko kecelakaan kerja dengan metode Hazard Identification and Risk Assessment (HIRA) dan Fault Tree Analysis (FTA) yang menganalisis dan mengidentifikasi Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3) dengan standar Occupational Health and Safety Assessment Series (OHSAS) 18001:2007. Hasil identifikasi dan analisis adalah masih terdapat potensi bahaya dalam proses produksi sehingga perusahaan memerlukan perbaikan risiko kecelakaan pada dua kategori yaitu sistem manajemen keselamatan dan kesehatan kerja dan lingkungan kerja.
Kata Kunci: SMK3, Fault Tree Analysis (FTA), Occupational Health and Safety Assessment Series (OHSAS) 18001:2007.
A. Pendahuluan
Kecelakaan dalam industri sesungguhnya merupakan hasil akhir dari suatu aturan dan kondisi kerja yang tidak aman (ILO, 1989:15). Kecelakaan tidak terjadi kebetulan melainkan ada sebabnya, oleh karena itu kecelakaan dapat dicegah asal kita cukup kemauan untuk mencegahnya (Suma’mur PK., 1996:212). Kecelakaan juga timbul sebagai hasil gabungan dari beberapa faktor. Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3) adalah salah satu bentuk upaya untuk menciptakan tempat kerja yang aman, sehat, dan bebas dari pencemaran lingkungan, sehingga dapat melindungi dan bebas dari kecelakaan kerja yang pada akhirnya dapat meningkatkan efisiensi dan produktivitas kerja. CV. NEPSINDO adalah industri yang bergerak di bidang produksi pakaian (clothing). CV. NEPSINDO terletak di Bandung tepatnya didaerah Cijerah, didirikan pada tahun 2006 dengan lebih dari 10 tahun pengalaman dalam komoditas ini. Sebelumnya industri ini bernama No Label Stuff atau disingkat NLS, akan tetapi karena adanya pergantian manajemen di industri pakaian jadi tersebut sehingga berganti nama menjadi CV. NEPSINDO. Seiring dengan peningkatan produksi yang selalu tinggi hingga mencapai 30.000 produksi dalam waktu 1 bulan, maka harus dirancang sistem manajemen keselamatan dan kesehatan kerja agar kecelakaan dapat diminimalisir. Kecelakaan yang pernah terjadi di CV.
NEPSINDO dikarenakan oleh kelalaian para pekerja dalam melakukan pekerjaannya (Human Error). Berikut merupakan data kecelakaan kerja pada tahun 2015 yang terjadi di CV. NEPSINDO.
Tabel 1. Data Kecelakaan Kerja pada Tahun 2015 yang Terjadi di CV. NEPSINDO
No Stasiun
Kerja Penyebab Kejadian %
1 Jahit Faktor
Manusia Tertusuk jarum yang akan dimasukkan ke mesin jahit 20 18%
2 Obras Faktor Manusia
Tidak menggunakan alas kaki dimana body dari mesin obras terbuat dari
logam sehingga mengakibatkan kaki terasa panas. 24 23%
3 Overdeck Faktor Manusia
Terbeset benang yang akan digunakan untuk menjahit yang
mengakibatkan luka ringan. 20 18%
4 Potong Faktor Manusia
Pada saat pemotongan dilakukan, pekerja tidak konsentrasi. Akibatnya jari
pekerja tersebut terpotong oleh mesin potong. 2 2%
5 Steam Faktor Manusia
Tidak memakai alat pelindung diri untuk wajah yang mengakibatkan uap
yang keluar seringkali mengenai wajah pekerja. 25 22%
6 Roll Faktor
Manusia
Pada saat melakukan pemotongan roll, pekerja tidak memakai sarung
tangan yang mengakibatkan tangan terkena mesin. 20 18%
Jumlah 111 100%
Sumber : Divisi Produksi CV. NEPSINDO
Berdasarkan latar belakang yang telah diuraikan maka perumusan masalah dari penelitian ini adalah bagaimana membuat suatu sistem keselamatan dan kesehatan kerja untuk menimalisir dampak kecelakaan kerja. Untuk itu dapat dirumuskan permasalahan pokok sebagai berikut :
1. Bagaimana kondisi lingkungan kerja di CV. NEPSINDO?
2. Bagaimana implementasi sistem manajemen dan aturan keselamatan dan kesehatan kerja apabila terjadi kecelakaan kerja di CV. NEPSINDO?
3. Bagaimana hasil perancangan sistem manajemen keselamatan dan kesehatan kerja yang dilakukan di CV. NEPSINDO berdasarkan Occupational Health and Safety Assessment Series (OHSAS) 18001:2007?
B. Landasan Teori
Keselamatan dan Kesehatan Kerja mempunyai tujuan untuk memperkecil atau menghilangkan potensi bahaya atau risiko yang dapat mengakibatkan kesakitan dan kecelakaan dan kerugian yang mungkin terjadi. Kerangka konsep berpikir Keselamatan dan Kesehatan Kerja adalah menghindari resiko sakit dan celaka dengan pendekatan ilmiah dan praktis secara sistematis (systematic), dan dalam kerangka pikir kesisteman (system oriented).
Untuk memahami penyebab dan terjadinya sakit dan celaka, terlebih dahulu perlu dipahami potensi bahaya (hazard) yang ada, kemudian perlu mengenali (identify) potensi bahaya tadi, keberadaannya, jenisnya, pola interaksinya dan seterusnya.
Setelah itu perlu dilakukan penilaian (asess, evaluate) bagaimana bahaya tadi dapat menyebabkan risiko (risk) sakit dan celaka dan dilanjutkan dengan menentukan berbagai cara (control, manage) untuk mengendalikan atau mengatasinya. Langkah langkah Sistematis tersebut tidak berbeda dengan langkah-langkah Sistematis dalam pengendalian resiko (risk management). Sistem manajemen keselamatan dan kesehatan kerja yang terintegrasi, lebih dari itu organisasi diharapkan memiliki budaya sehat dan selamat (safety and health culture) dimana setiap anggotanya menampilkan perilaku aman dan sehat.
Seperti diketahui, potensi bahaya keselamatan dan kesehatan kerja dapat berupa berbagai bentuk. Terlebih lagi, masing-masing risiko bisa menjadi tinggi atau rendah, tergantung pada tingkat peluang bahaya yang ada. Seperti contoh dari situasi sehari-hari misalnya tersandung tikar dilantai kantor, tingkat risio mungkin tergantung pada :
1. Posisi matras – Apakah dalam posisi tergulung? Apakah jelas terlipat?
2. Risiko cedera – jika seseorang tersandung oleh tikar ini, ia cenderung jatuh ke lantai atau menabrak mesin yang bergerak?
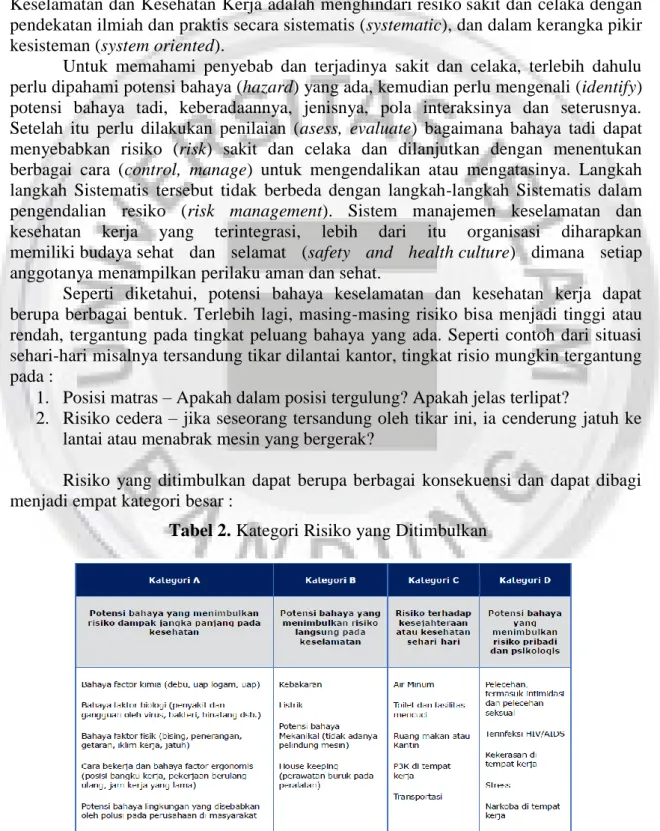
Risiko yang ditimbulkan dapat berupa berbagai konsekuensi dan dapat dibagi menjadi empat kategori besar :
Tabel 2. Kategori Risiko yang Ditimbulkan
Sumber : International Labour Organization, 2009
Menurut Ramli (2010) tujuan upaya Keselamatan dan Kesehatan Kerja (K3) adalah untuk mencegah kecelakaan yang ditumbulkan karena adanya suatu bahaya dilingkungan kerja. Karena itu pengembangan sistem manajemen Keselamatan dan Kesehatan Kerja (K3) harus berbasis pengendalian risiko sesuai dengan sifat dan kondisi bahaya yang ada. Adanya bahaya dan risiko tersebut harus dikelola dan dihindarkan melalui manajemen Keselamatan dan Kesehatan Kerja (K3) yang baik.
Karena itu, manajemen Keselamatan dan Kesehatan Kerja (K3) memiliki kaitan yang sangat erat dengan manajemen risiko. Sesuai dengan persyaratan Occupational Health and safety Assessment Series (OHSAS) 18001, organisasi harus menetapkan prosedur mengenai identifikasi bahaya (Hazards Identification), penilaian risiko (Risk Assessment) dan menentukan pengendalian (Risk Control) atau disingkat HIRARC.
Keseluruhan proses ini disebut juga manajemen risiko (Risk Management).
Analisis pohon kegagalan atau Fault Tree Analysis (FTA) adalah metode analisa desain, prosedur dan kesalahan pada faktor manusia (Ferdiansyah, 2011, hal.
46). Metode ini dilakukan dengan pendekatan yang bersifat Top Down, yang diawali dengan asumsi kegagalan atau kerugian dari kejadian puncak (Top Event) kemudian merinci sebab-sebab suatu top Event sampai pada suatu kegagalan dasar (Root Cause).
Analisis pohon kegagalan atau Fault Tree Analysis (FTA) merupakan metode yang efektif dalam menemukan inti permasalahan karena memastikan bahwa suatu kejadian yang tidak diinginkan atau kerugian yang ditimbulkan tidak berasal pada satu titik kegagalan. FTA mengidentifikasi hubungan antara faktor penyebab dan ditampilkan dalam bentuk pohon kesalahan yang melibatkan gerbang logika sederhana. Gerbang logika menggambarkan kondisi yang memicu terjadinya kegagalan, baik kondisi tunggal maupun sekumpulan dari berbagai kondisi.
Menurut Ramli (2010) Occupational Health and safety Assessment Series (OHSAS) 18001 merupakan standar internasional untuk penerapan sistem manajemen atau biasa disebut Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3).
Sistem Manajemen Keselamatan dan Kesehatan Kerja (K3) Occupational Health and safety Assessment Series (OHSAS) 18001 harus dikelola sebagaimana dengan aspek lainnya dalam perusahaan seperti operasi, produksi, logistik, sumber daya manusia, keuangan, dan pemasaran. Aspek Keselamatan dan Kesehatan Kerja (K3) tidak akan bisa berjalan seperti apa adanya tanpa adanya intervansi dari manajemen berupa upaya terencana untuk mengelolanya. Karena itu, ahli K3 sejak awal tahun 1980 berupaya meyakinkan semua pihak, khususnya manajemen organisasi untuk menempatkan aspek K3 setara dengan unsur lain dalam organisasi.
Sumber: Soehatman Ramli, 2010
Gambar 1. Siklus OHSAS 18001
C. Hasil Penelitian dan Pembahasan
Kebijakan Keselamatan dan Kesejatan Kerja (K3)
CV. NEPSINDO pada saat ini belum memiliki Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3). Oleh karena itu wajib dibuat suatu kebijakan yang berkaitan dengan sistem manajemen keselamatan dan kesehatan kerja tersebut.
Kebijakan Keselamatan dan Kesehatan Kerja (K3) merupakan syarat dasar dalam membangun Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3) di sebuah perusahaan. Kebijakan K3 merupakan komitmen pimpinan suatu organisasi perusahaan untuk menjamin Keselamatan dan Kesehatan Kerja (K3) seluruh personil di bawah kendalinya juga pihak-pihak yang berkaitan dengan kegiatan maupun aktivitas operasi dan produksi CV. NEPSINDO. Menurut Ramli (2010) persyaratan kebijakan Keselamatan dan Kesehatan Kerja (K3) berdasarkan Dalam klausul 4.2 berbasis OHSAS 18001:2007 terdapat beberapa persyaratan mengenai Kebijakan K3 (Keselamatan dan Kesehatan Kerja) antara lain:
1. Sesuai dengan lingkungan dan besar resiko K3 organisasi (perusahaan).
2. Terdapat komitmen untuk mencegah kecelakaan kerja dan Penyakit Akibat Kerja (PAK) juga berkomitmen dalam peningkatan berkelanjutan terhadap Sistem Manajemen K3 dan Kinerja K3 organisasi (perusahaan).
3. Terdapat komitmen untuk memenuhi peraturan perundang-undangan dan persyaratan lainnya yang berkaitan dengan Keselamatan dan Kesehatan Kerja (K3).
4. Terdapat kerangka kerja untuk menyusun dan meninjau sasaran / target / tujuan K3 organisasi (perusahaan).
5. Didokumentasikan, diterapkan dan dipelihara.
6. Dikomunikasikan kepada seluruh personil yang terdapat di bawah kendali organisasi (perusahaan) dengan maksud supaya seluruh personil mengetahui kewajiban K3 masing-masing.
7. Tersedia untuk pihak ke tiga yang berhubungan dengan aktivitas operasional organisasi (perusahaan).
8. Ditinjau secara berkala untuk menjamin pemenuhan dan kesesuaian terhadap aktivitas (operasional) organsasi (perusahaan).
Tabel 3. Potensi Bahaya yang Dapat Ditimbulakan dari Aktivitas Produksi di CV.
NEPSINDO
No Aktivitas Divisi Produksi CV. NEPSINDO Potensi
Bahaya
1.
Memindahkan bahan baku dari stasiun pola ke stasiun cutting menggunakan keranjang
plastik Ya
Meletakkan bahan baku dibawah mesin cutting dengan tidak menggunakan alat pelindung
diri Ya
2.
Proses memasukkan benang ke mesin jahit dengan tangan terbuka Ya Proses menjahit yang tidak menggunakan alas kaki pada saat menginjak body mesin jahit Ya
3.
Proses quality control yang masih menggunakan alat-alat sederhana Ya Proses pengecekan dengan posisi duduk yang tidak ergonomis Ya Proses pengecekan ulang kain yang akan disimpan digudang menggunakan cara manual Ya
4.
Pada proses steam dilakukan tidak menggunakan alat pelindung diri Ya Bahaya dari mesin steam dapat terjadi akibat uap panas yang kapan saja dapat keluar dari
selang Ya
Saat menghidupkan mesin steam Ya
5.
Proses overdeck dilakukan dengan tangan terbuka Ya Bahaya dari mesin overdeck dapat terjadi pada saat memasukkan benang dan jarum kedalam
mesin Ya
Posisi duduk yang tidak ergonomis dan membungkuk Ya
6.
Proses cutting roll dilakukan dengan berdiri membungkuk ke benda kerja Ya Proses cutting roll dilakukan dengan tidak menggunakan alat pelindung diri Ya Bahaya dari mesin cutting roll dapat terjadi karena tidak adanya pemakaian APD Ya
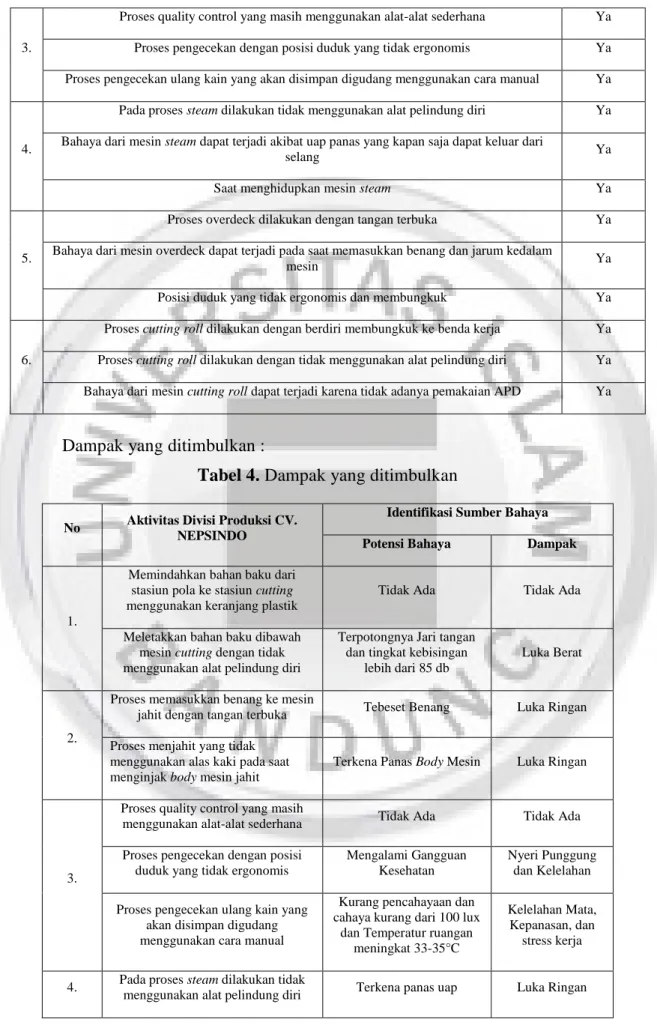
Dampak yang ditimbulkan :
Tabel 4. Dampak yang ditimbulkan
No Aktivitas Divisi Produksi CV.
NEPSINDO
Identifikasi Sumber Bahaya Potensi Bahaya Dampak
1.
Memindahkan bahan baku dari stasiun pola ke stasiun cutting menggunakan keranjang plastik
Tidak Ada Tidak Ada
Meletakkan bahan baku dibawah mesin cutting dengan tidak menggunakan alat pelindung diri
Terpotongnya Jari tangan dan tingkat kebisingan
lebih dari 85 db
Luka Berat
2.
Proses memasukkan benang ke mesin
jahit dengan tangan terbuka Tebeset Benang Luka Ringan Proses menjahit yang tidak
menggunakan alas kaki pada saat menginjak body mesin jahit
Terkena Panas Body Mesin Luka Ringan
3.
Proses quality control yang masih
menggunakan alat-alat sederhana Tidak Ada Tidak Ada Proses pengecekan dengan posisi
duduk yang tidak ergonomis
Mengalami Gangguan Kesehatan
Nyeri Punggung dan Kelelahan
Proses pengecekan ulang kain yang akan disimpan digudang menggunakan cara manual
Kurang pencahayaan dan cahaya kurang dari 100 lux
dan Temperatur ruangan meningkat 33-35°C
Kelelahan Mata, Kepanasan, dan
stress kerja
4. Pada proses steam dilakukan tidak
menggunakan alat pelindung diri Terkena panas uap Luka Ringan
Bahaya dari mesin steam dapat terjadi akibat uap panas yang kapan
saja dapat keluar dari selang
Terkena panas uap Luka Ringan
Saat menghidupkan mesin steam
Temperatur ruangan meningkat 33-35°C
Kepanasan dan dehidrasi
5.
Proses overdeck dilakukan dengan tangan terbuka
Tebeset Benang dan
Tertusuk Jarum Terluka Bahaya dari mesin overdeck dapat
terjadi pada saat memasukkan benang dan jarum kedalam mesin
Tebeset Benang dan
Tertusuk Jarum Terluka
Posisi duduk yang tidak
ergonomis dan membungkuk Gangguan Kesehatan Nyeri Punggung dan Kelelahan
6.
Proses cutting roll dilakukan dengan berdiri membungkuk ke
benda kerja
Gangguan Kesehatan
Nyeri Punggung dan Kelelahan
Proses cutting roll dilakukan dengan tidak menggunakan alat
pelindung diri
Terpotongnya Jari
tangan Luka Berat
Bahaya dari mesin cutting roll dapat terjadi karena tidak adanya
pemakaian APD
Terpotongnya Jari
tangan Luka Berat
Analisis Pohon Kegagalan (Fault Tree Analysis)
Analisis pohon kegagalan potensi bahaya K3 di stasiun kerja CV. NEPSINDO disebabkan oleh tingkat kebisingan di tingkat kebisingan ≥ 85 dB disebabkan oleh mesin mengeluarkan kebisingan ≥ 85 dB. Selanjutnya disebabkan oleh kondisi stasiun kerja kurang efektif dan efisien dan penyebab dasarnya yaitu tidak adanya peredam suara di ruangan produksi dan jalan terlalu sempit, jarak antara mesin terlalu dekat dan tidak sesuai dengan kapasitas mesin. Selanjutnya disebabkan oleh kelelahan kerja, penyebab dasarnya yaitu tingkat pencahayaan ≤ 100 lux dan temperatur ruangan yang sangat panas lebih dari 30˚C. Selanjutnya disebabkan oleh posisi kerja yang tidak ergonomis dan penyebab dasarnya yaitu letak mesin ± 0.5 meter dibawah mata, tombol-tombol operasi tidak terjangkau oleh jangkauan tangan dan letak Control Panel ± 0.5 meter diatas mata. Selain itu penyebab dasar lainnya yaitu tertusuk jarum dan gunting, terjepit, tertimpa dan terpeleset.
Gambar 2. Potensi Bahaya K3 di Stasiun Kerja CV. NEPSINDO
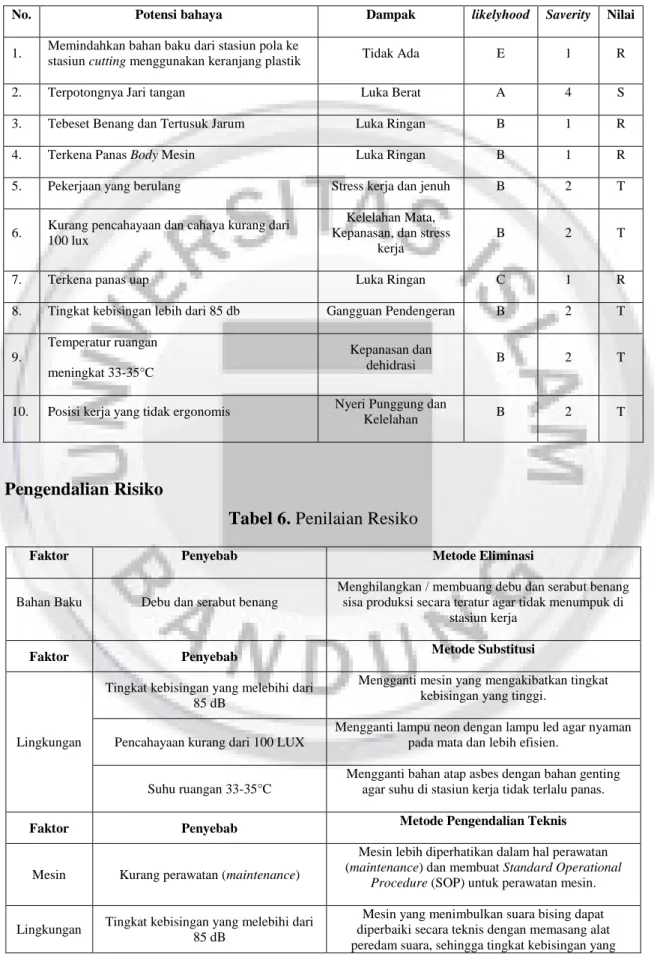
Penilaian Resiko
Tabel 5. Penilaian Resiko
No. Potensi bahaya Dampak likelyhood Saverity Nilai
1. Memindahkan bahan baku dari stasiun pola ke
stasiun cutting menggunakan keranjang plastik Tidak Ada E 1 R
2. Terpotongnya Jari tangan Luka Berat A 4 S
3. Tebeset Benang dan Tertusuk Jarum Luka Ringan B 1 R
4. Terkena Panas Body Mesin Luka Ringan B 1 R
5. Pekerjaan yang berulang Stress kerja dan jenuh B 2 T
6. Kurang pencahayaan dan cahaya kurang dari 100 lux
Kelelahan Mata, Kepanasan, dan stress
kerja
B 2 T
7. Terkena panas uap Luka Ringan C 1 R
8. Tingkat kebisingan lebih dari 85 db Gangguan Pendengeran B 2 T
9.
Temperatur ruangan meningkat 33-35°C
Kepanasan dan
dehidrasi B 2 T
10. Posisi kerja yang tidak ergonomis Nyeri Punggung dan
Kelelahan B 2 T
Pengendalian Risiko
Tabel 6. Penilaian Resiko
Faktor Penyebab Metode Eliminasi
Bahan Baku Debu dan serabut benang
Menghilangkan / membuang debu dan serabut benang sisa produksi secara teratur agar tidak menumpuk di
stasiun kerja
Faktor Penyebab Metode Substitusi
Lingkungan
Tingkat kebisingan yang melebihi dari 85 dB
Mengganti mesin yang mengakibatkan tingkat kebisingan yang tinggi.
Pencahayaan kurang dari 100 LUX
Mengganti lampu neon dengan lampu led agar nyaman pada mata dan lebih efisien.
Suhu ruangan 33-35°C
Mengganti bahan atap asbes dengan bahan genting agar suhu di stasiun kerja tidak terlalu panas.
Faktor Penyebab Metode Pengendalian Teknis
Mesin Kurang perawatan (maintenance)
Mesin lebih diperhatikan dalam hal perawatan (maintenance) dan membuat Standard Operational
Procedure (SOP) untuk perawatan mesin.
Lingkungan Tingkat kebisingan yang melebihi dari 85 dB
Mesin yang menimbulkan suara bising dapat diperbaiki secara teknis dengan memasang alat peredam suara, sehingga tingkat kebisingan yang
ditimbulkan oleh mesin dapat ditekan.
Suhu ruangan 33-35°C
Membuka pintu produksi dan memasang peredam panas untuk melapisi atap stasiun kerja yang terbuat
dari asbes.
Faktor Penyebab Metode Pengendalian Teknis
Mesin Kurang perawatan (maintenance)
Mesin lebih diperhatikan dalam hal perawatan (maintenance) dan membuat Standard Operational
Procedure (SOP) untuk perawatan mesin.
Lingkungan
Tingkat kebisingan yang melebihi dari 85 dB
Mesin yang menimbulkan suara bising dapat diperbaiki secara teknis dengan memasang alat peredam suara, sehingga tingkat kebisingan yang
ditimbulkan oleh mesin dapat ditekan.
Suhu ruangan 33-35°C
Membuka pintu produksi dan memasang peredam panas untuk melapisi atap stasiun kerja yang terbuat
dari asbes.
Faktor Penyebab Metode administratif
Metode Kerja
Tidak mengikuti Standard Operational Procedure (SOP) kerja secara berurut
Perlu dilakukan inspeksi secara berkala oleh pihak manajer produksi agar para pekerja bekerja dengan
benar dan serius Pekerjaan yang membutuhkan
konsenteasi tinggi
Dibuatkan Pantry atau ruang istirahat di ruangan stasiun kerja
Posisi kerja yang menuntut untuk berdiri, jongkok dan duduk dalam jangka waktu yang cukup lama
Faktor Penyebab Metode administratif
Faktor manusia
Tidak menggunakan alat pelindung diri (APD) yang ada
Membuatkan Standard Operational Procedure (SOP) agar pelaksanaan produksi berjalan dengan baik dan
terintegrasi Bekerja sambil mengobrol
1Kurang teliti dalam bekerja Bekerja sambil bersenda gurau
Posisi kerja yang salah
D. Kesimpulan
Berdasarkan pembahasan dalam penelitian ini, peneliti menyimpulkan beberapa hasil penelitian sebagai berikut:
1. Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3) di CV.
NEPSINDO m belum berbasis standar Occupational Health and Safety Assessment Series (OHSAS) 18001:2007 dilihat dari rendahnya kesadaran dan pemahaman akan pentingnya keselamatan dan kesehatan kerja, belum adanya Standard Operational Procedure (SOP) penanganan kecelakaan kerja serta lemahnya pengawasan dari pihak manajemen terhadap proses keselamatan dan kesehatan kerja yang ada diperusahaan.
2. Dari hasil pengamatan lapangan dan data yang diperoleh, dapat dilihat masih terdapat kekurangan-kekurangan yang harus dipenuhi oleh CV. NEPSINDO khususnya yang berbasis standar OHSAS 18001:2007. Karena masih banyak
sekali persyaratan-persyaratan dalam OHSAS 18001:2007 yang belum sesuai dengan keadaan lapangan di CV. NEPSINDO. Semakin berkurangnya jumlah angka kecelakaan kerja maka semakin berkurangnya kerugian yang ditanggung oleh perusahaan baik dalam segi materi, hilangnya jam kerja ataupun kerugian karena rusaknya sarana dan prasarana akibat kecelakaan kerja. Sehingga dengan demikian perusahaan dapat lebih fokus dalam meningkatkan produktivitas.
3. Hasil dari penelitian ini adalah merancang Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3) di CV. NEPSINDO agar kecelakaan kerja dapat diminimalisir dengan standar Occupational Health and Safety Assessment Series (OHSAS) 18001:2007 berupa manual K3 yang meliputi kebijakan K3 dan proses perencanaan. Proses perencanaan mengidentifikasi persyaratan dan perundang-undangan untuk menunjang SMK3 serta dibuat objektif dan program K3. Diharapkan dengan adanya manual K3 ini, pihak CV. NEPSINDO dapat mengembangkan SMK3 dengan standar OHSAS 18001:2007 dan harus adanya penelitian lebih lanjut.
Daftar Pustaka
Dhinar Tiara Lucky ta dan Sri Gunani Partiwi. 2012. Evaluasi dan Perancangan Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3) dalam Rangka Perbaikan Safety Behaviour Pekerja, PT. X, Sidoarjo. ITS Vol 1 No. 1, September 2012. ISSN: 2301-9271.
Nurseha. 2005. Mengikuti Prosedur K3 Dalam Bekerja. Jakarta: Direktorat pendidikan menengah kejuruan.
Permenaker No.05/Men/ 1996 Tentang Sistem Manajemen Keselamatan dan Kesehatan Kerja
Ramli, Soehatman. 2010. Sistem Manajemen Keselamatan dan Kesehatan Kerja OHSAS 18001. Cetakan Ketiga. Jakarta : Dian Rakyat
Silalahi, Bennet N.B. 1985. Manajemen Keselamatan Kerja dan Kesehatan Kerja Jakarta : PT. Pustaka Binaman Pressindo.
Sucipto, Cecep Dani. 2014. Keselamatan dan Kesehatan Kerja. Yogyakarta : Gosyen Publishing.
Suma’mur, PK, 1989. Keselamatan dan Pencegahan Kecelakaan. Jakarta : PT. Toko Gunung Agung.
Tarwaka, 2008. Keselamatan dan Kesehatan Kerja (Manajemen dan Implementasi K3 di Tempat Kerja). Surakarta : Harapan Press.
Yanri, Zulmiar. 2005. Pedoman bersama ILO/WHO tentang Pelayanan Kesehatan dan HIV/AIDS. Jakarta : Kantor Perburuhan Internasional.
https://library.binus.ac.id/eColls/eThesisdoc/Bab2/2006-2-01102-TI-Bab%202.pdf ( Diakses pada tanggal 17 November 2016)