III-1
BAB III
METODOLOGI PENELITIAN
Bab ini menguraikan tahapan penelitian secara sistematis berdasarkan kerja praktek yang dilakukan pada unit Weaving PT Primatexco Indonesia. Prosedur penelitian dijelaskan pada gambar 3.1 di bawah ini.
Latar Belakang Kerka Praktek
Penentuan Objek Kerja Praktek
Tinjauan Pustaka Tinjauan Lapangan
Perumusan Masalah
Penentuan Tujuan
Data yang Dikumpulkan : Rencana Produksi Juli 2009
Spesifikasi Produk yang dikerjakan pada bulan Juli 2009
Target Produksi tiap operator pada stasiun warping, sizing, reaching, dan loom
Kecepatan rata-rata mesin warping, sizing, reaching, dan loom
Perhitungan Kapasitas yang dibutuhkan pada warping, sizing, reaching, dan loom
Perhitungan Kapasitas yang tersedia pada warping, sizing, reaching, dan loom
Penentuan Loads Profile
Perhitungan Utilitas dan persentase penggunaan kapasitas
A Identifikasi Masalah
Pengumpulan data
III-2
A
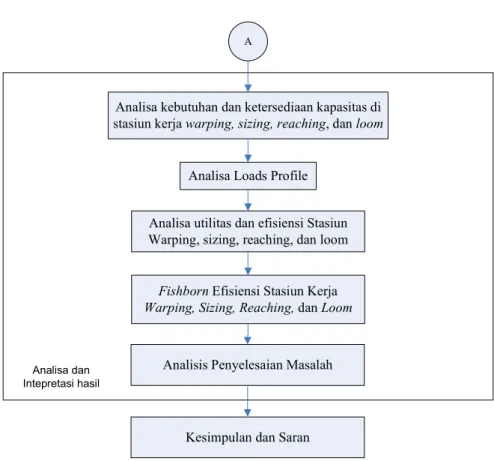
Analisa kebutuhan dan ketersediaan kapasitas di stasiun kerja warping, sizing, reaching, dan loom
Analisa utilitas dan efisiensi Stasiun Warping, sizing, reaching, dan loom
Analisis Penyelesaian Masalah
Kesimpulan dan Saran
Analisa dan Intepretasi hasil
Fishborn Efisiensi Stasiun Kerja Warping, Sizing, Reaching, dan Loom
Analisa Loads Profile
Gambar 3.1 Metodologi Kerja Praktek
Diagram alir metodologi kerja praktek di atas dapat dijelaskan lebih lanjut pada subbab di bawah ini.
3.1. IDENTIFIKASI MASALAH
Tahap ini merupakan langkah awal dalam pelaksanan kerja praktek. Pada tahap identifikasi masalah, terdapat penentuan latar belakang, penentuan lokasi kerja praktek, tinjauan pustaka dan sekaligus tinjauan lapangan. Kemudian dilanjutkan perumusan masalah dan penentuan tujuan. Adapun penjelasannya sebagaimana tersebut di bawah ini.
1. Latar Belakang Kerja Praktek
Latar belakang kerja praktek menjelaskan tentang alasan penulis melakukan kerja praktek dengan topik perhitungan kapasitas produksi. Tahap ini menjelaskan tentang perlunya mengetahui kapasitas untuk mencapai target produksi dan menjelaskan hal-hal yang dapat diperoleh atau dianalisis setelah dilakukan perhitungan kapasitas.
III-3 2. Penentuan Objek Kerja Praktek
Tahap ini merupakan tahap penentuan fokus penelitian yang akan dilakukan. Adapun objek penelitian yang diambil adalah bagian produksi unit Weaving PT Primatexco Idonesia. Area ini dipilih berdasarkan rekomendasi pihak perusahaan dan juga berdasarkan latar belakang yang diambil.
3. Tinjauan Lapangan
Pada tahap ini, dilakukan tinjauan langsung ke area penelitian. Observasi dilakukan dengan mengamati proses produksi dan sistem yang dijalankan pada proses produksi di area kerja praktek. Pengamatan dilakukan dengan mempelajari semua proses di setiap stasiun kerja di unit Weaving. Metode observasi yang dilakukan adalah dengan wawancara terhadap operator di tiap stasiun kerja dan juga melalui perhitungan sendiri. Hal ini dilakukan untuk mengetahui lebih dalam tentang sistem dan hambatan-hambatan yang biasanya muncul.
4. Tinjauan Pustaka
Tinjauan pustaka dilakukan bersamaan dengan proses tinjauan lapangan. Tahap ini bertujuan untuk membandingkan antara tinjauan teoritis dan tinjauan langsung sesuai kenyataan di lapangan. Tinjauan pustaka berisi uraian tentang proses penenunan, alur produksi unit weaving, serta perhitungan kapasitas di setiap stasiun kerja. Adanya perbedaan antara observasi dan tinjauan pustaka memerlukan perhatian khusus untuk mengetahui permasalahan yang ada dalam unit produksi tersebut.
5. Perumusan Masalah
Pada tahap ini, mulai ditemukan permasalahan yang terjadi dan akan dibahas secara detail. Masalah yang diambil dalam penelitian ini adalah tentang penentuan kapasitas yang dibutuhkan untuk menghasilkan output target pada bulan Juli 2009 serta menentukan kapasitas yang tersedia dari setiap stasiun kerja.
6. Penentuan Tujuan
Penentuan tujuan kerja praktek ini menjelaskan hal-hal yang akan dicapai dalam kerja praktek. Tujuan yang ditetapkan akan menjadi pokok bahasan
III-4
dan arah penulisan laporan. Tahap ini tidak hanya memaparkan tentang penentuan kapasitas, tetapi juga tentang apa yang dapat diketahui dari penentuan kapasitas tersebut.
3.2. PENGUMPULAN DATA
Tahap ini dilakukan untuk menentukan dan mendapatkan data-data yang terlibat dalam perhitungan kapasitas. Sebagian besar data yang diperoleh merupakan data sekunder dari perusahaandan hasil wawancara. Beberapa data yang diambil adalah:
1. Rencana Produksi Juli 2009
Data rencana produksi merupakan salah satu data utama yang dibutuhkan untuk menilai apakah target produksi yang ditetapkan perusahaan sudah sesuai dengan kapasitas yang tersedia.
2. Spesifikasi Produk
Data ini digunakan untuk menentukan besarnya kapasitas yang dibutuhkan oleh tiap jenis produk. Melalui data spesifikasi produk, dapat diketahui banyaknya material yang harus dikerjakan. Beberapa data spesifikasi yang digunakan antara lain jumlah Tetal Pakan, jumlah benang, panjang maksimal satu beam,dan jumlah creel.
3. Target Produksi Operator
Data target produksi operator merupakan data sekunder yang dapat digunakan dalam perhitungan efisiensi. Data target produksi operator tidak sama untuk masing-masing stasiun kerja. Dalam laporan ini, digunakan data target kerja operator di stasiun kerja warping, sizing, reaching, dan loom.
4. Kecepatan rata-rata mesin
Data tentang kecepatan mesin merupakan salah satu data inti untuk mengetahui waktu proses yang terjadi karena hampir semua tahap operasi membutuhkan tenaga mesin, sehingga kecepatan produksi sangat tergantung pada kecepatan mesin.
III-5 3.3. PENGOLAHAN DATA
Data yang telah dikumpulkan kemudian digunakan dalam pengolahan data. Pengolahan data bertujuan untuk membandingkan teori yang ada dan kondisi yang sesungguhnya di perusahaan. Perhitungan teoritis dilakukan berdasarkan data aktual yang terjadi di perusahaan. Berikut ini akan diuraikan tahap-tahap pengolahan data yang dilakukan.
1. Perhitungan Kapasitas yang Dibutuhkan
Perhitungan kapasitas yang dibutuhkan yaitu perhitungan waktul total produksi di stasiun kerja warping, sizing, reaching, dan loom. Kapasitas dihitung berdasarkan rumus perhitungan waktu proses produksi di setiap stasiun kerja sesuai dengan teori yang ada. Rumus-rumus perhitungan yang digunakan telah dijelaskan pada bab sebelumnya.
2. Perhitungan Kapasitas yang Tersedia
Perhitungan kapasitas yang tersedia di stasiun kerja warping, sizing, reaching, dan loom, dihitung berdasarkan total jam kerja serta tingkat utilitas dan efisiensi jam kerja. Metode yang digunakan dalam perhitungan kapasitas yang tersedia adalah rated capacity. Metode ini mempertimbangkan adanya waktu istirahat dan down time mesin, sehingga hasil perhitungan lebih logis dan sesuai dengan kondisi sebenarnya.
3. Penentuan Load Profile
Load Profile digunakan untuk menampilkan kondisi kapasitas yang dibutuhkan terhadap ketersediaan kapasitas di masing-masing stasiun kerja, sehingga keseimbangan beban kerja dapat lebih terlihat.
4. Perhitungan Utilitas dan Persentase Penggunaan Kapasitas
Perbandingan antara kapasitas yang dibutuhkan dengan kapasitas tersedia dinyatakan melalui nilai Utilitas, sedangkan persentase penggunaan kapasitas dibutuhkan untuk mengetahui proporsi penggunaan kapasitas dari tiap-tiap stasiun kerja dalam proses pengerjaan produk.
III-6
3.4. ANALISIS DAN INTERPRETASI HASIL
Analisis data merupakan verifikasi hasil pengolahan data. Di dalamnya menjelaskan penggunaan dan ketersediaan kapasitas, utilisasi, efisiensi, permasalahan, dan alternatif solusi yang disebabkan oleh hal-hal tersebut. Berikut ini hal-hal yang menjadi analisis dari hasil pengolahan data.
1. Analisis kebutuhan dan ketersediaan kapasitas di stasiun kerja warping, sizing, reaching, dan loom
Bagian ini menjelaskan kebutuhan sumber daya waktu untuk memenuhi rencana produksi pada bulan Juli 2009 terhadap total jam kerja yang tersedia. Dari perbedaan yang terjadi, dapat dilakukan analisis penyebab ketidakseimbangan beban kerja.
2. Analisis Loads Profile
Bagian ini menganalisa kondisi beban kerja antara satu stasiun terhadap stasiun kerja yang lain. Berdasarkan tampilan Loads Profile tersebut dapat dilihat kesesuaian antara kapasitas yang dibutuhkan dan kapasitas yang dapat disediakan.
3. Analisa utilitas dan efisiensi Stasiun Warping, sizing, reaching, dan loom Bagian ini menganalisa besarnya utilitas dan efisiensi untuk setiap stasiun kerja. Berdasarkan nilai tersebut akan diketahui efektifitas proses yang berlangsung di stasiun tersebut.
4. Fishborn Efisiensi Stasiun Kerja Warping, Sizing, Reaching, dan Loom Diagram ini berfungsi untuk memperjelas analisis tentang penyebab rendahnya efisiensi di tiap stasiun kerja. Bagian ini sekaligus dapat menguraikan alternatif solusi yang direkomendasikan ke perusahaan.
5. Analisis penyelesaian masalah
Berdasarkan Fishborn yang diulas dalam poin sebelumnya, muncul berbagai alternatif solusi yang memungkinkan untuk dilakukan oleh perusahaan dalam meningkatkan nilai efisiensi.
III-7 3.5. KESIMPULAN DAN SARAN
Kesimpulan yang diberikan menjawab tujuan-tujuan yang ingin dicapai pada kerja praktek sesuai pemaparan pada bab awal. Kesimpulan ini diharapkan dapat memberikan referensi untuk menunjukkan inti permasalahan yang terjadi pada area riset yang dipilih. Sedangkan saran berisi tentang hal-hal yang menjadi rekomendasi bagi perushaan untuk meningkatkan kinerja perusahaan berdasarkan hasil analisa perhitungan,