4
BAB II
TINJAUAN PUSTAKA
2.1 Proses Pengolahan di Pabrik Kelapa Sawit
Pabrik Kelapa Sawit (PKS) berfungsi untuk mnegutip secara optimal minyak sawit dan inti sawit yang terdapat pada Tandan Buah Segar (TBS) dengan menekan losses sekecil mungkin. Selain itu, kualitas produksi juga perlu mendapat perhatian dalam proses pengolahan di PKS, semakin baik kualitas produksi akan semakin baik nilai jualnya. Keberhasilan pengoperasian pabrik dapat diketahui dari :
a. Efisiensi ekstraksi minyak dan inti sawit
b. Kapasitas olah efektif minimal 85% dari kapasitas olah terpasang c. Biaya olah rendah
d. Mutu produk yang sesuai standart e. Ketenangan kerja di PKS
f. Umur teknik alat dan instalasi lebih panjang dari yang ditetapkan dari sebelumnya (Naibaho, 1998).
Stasiun pengolahan TBS menjadi Minyak Kelapa Sawit (MKS) dan Inti Kelapa Sawit (IKS) umumnya terdiri dari stasiun utama dan stasiun pendukung.
Stasiun utama berfungsi sebagai berikut, yaitu : a. Penerimaan buah (fruit reception)
b. Rebusan (sterilizer)
c. Pemipilan (digester) dan pengempaan (presser) d. Pemurnian (clarifier)
5
Stasiun pendukung pada PKS sebagai berikut, yaitu : a. Pembangkit tenaga (power)
b. Laboratorium (laboratory) c. Pengolahan air (water treatment) d. Penimbunan produk (bulking) e. Bengkel (workshop)
2.2 Perebusan (Sterilizer)
Pada pabrik pengolahan kelapa sawit sterilizer adalah bejana uap bertekanan yang berfungsi untuk merebus/memasak tandan buah sawit dengan uap. Uap yang digunakan adalah 1,5 – 3,0 bar dengan temperatur 120 – 1400C yang diinjeksikan dari back pressure valve (BPV), untuk mencapai suatu kondisi tertentu pada buah yang dapat digunakan untuk mencapai tujuan proses berikutnya. Design dari bejana ini yaitu dengan sistem horizontal dalam bentuk kapsul. Bejana ini dilengkapi dengan panel panel kontrol
pengoperasian automatic valvecontrol,alat pembaca waktu dan tekanan (rototherm), alat ukur suhu, pipa uap masuk, pipa exhaust dan air kondensasi, keran pengaman (safety valve),serta pembuangan uap bekas sisa perebusan (silincer blow down dan blow up).
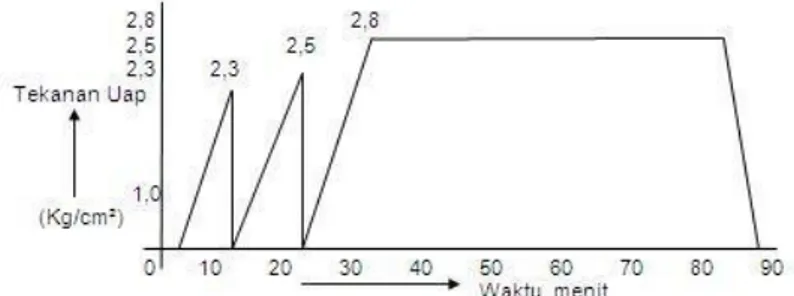
Pola perebusan yang umumnya digunakan ada dua yaitu double peak atau triple peak.Jumlah puncak dalam pola perebusan ditunjukkan dari jumlah pembukaan atau penutupan dari uap masuk atau uap keluar selama perebusan berlangsung yang diatur secara manual atau otomatis.Waktu perebusan triple peak berlangsung 80-85 menit (Gurning, 2013).
6
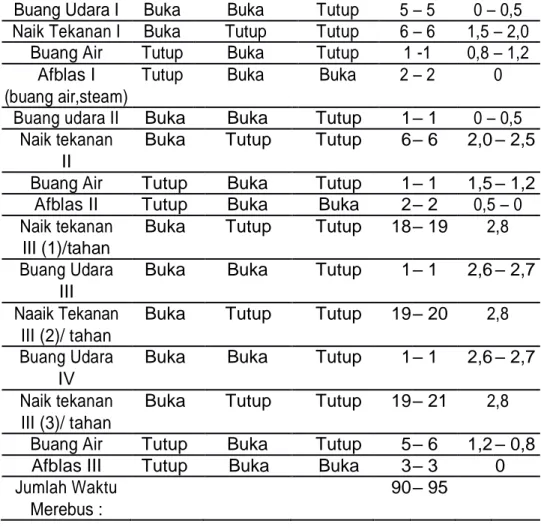
Proses In-Let Condensate Exhaust Waktu Target
Perebusan (Menit) Tekanan
Uap
Kg/Cm2
Buang Udara I Buka Buka Tutup 5 – 5 0 – 0,5 Naik Tekanan I Buka Tutup Tutup 6 – 6 1,5 – 2,0
Buang Air Tutup Buka Tutup 1 -1 0,8 – 1,2
Afblas I Tutup Buka Buka 2 – 2 0
(buang air,steam)
Buang udara II Buka Buka Tutup 1 – 1 0 – 0,5 Naik tekanan Buka Tutup Tutup 6 – 6 2,0 – 2,5
II
Buang Air Tutup Buka Tutup 1 – 1 1,5 – 1,2 Afblas II Tutup Buka Buka 2 – 2 0,5 – 0 Naik tekanan Buka Tutup Tutup 18 – 19 2,8
III (1)/tahan
Buang Udara Buka Buka Tutup 1 – 1 2,6 – 2,7 III
Naaik Tekanan Buka Tutup Tutup 19 – 20 2,8 III (2)/ tahan
Buang Udara Buka Buka Tutup 1 – 1 2,6 – 2,7 IV
Naik tekanan Buka Tutup Tutup 19 – 21 2,8 III (3)/ tahan
Buang Air Tutup Buka Tutup 5 – 6 1,2 – 0,8
Afblas III Tutup Buka Buka 3 – 3 0
Jumlah Waktu 90 – 95
Merebus :
Tabel 2.1 Tahapan proses perebusan
Faktor – faktor yang diperhatikan untuk meningkatkan efisiensi pelepasan buah dalam proses perebusan antara lain :
a. Pembuangan udara
Udara merupakan penghantar panas yang lambat dan berpengaruh negatif terhadap proses perebusan.
7 b. Pembuangan air kondensat
Di perkirakan jumlah air kondensat 13 – 15% dari TBS yang diolah. Uap air yang terkondensasi berada didasar bejana rebusan yang merupakan penghambat dalam proses perebusan.
c. Lama perebusan
Lama perebusan menjadi penentu dan yang berpengaruh terhadap efesiensi ekstraksi dan mutu minyak adalah penahan pada puncak yang terpanjang (untuk triple peak adalah puncak ke 3).
d. Pembuangan uap
Pembungan uap dilakukan sesuai dengan sistem perebusan yang di lakukan (Naibaho, 1998).
Gambar 2.1 Kurva Perebusan
2.3 Tujuan Perebusan (sterilizer)
Adapun tujuan dari perebusan Tandan Buah Sawit, yaitu : a. Menghentikan aktifitas enzim
Dalam buah yang di panen terdapat enzim lipase yang tetap bekerja sebelum enzim itu di hentikan dengan pelaksanaan tertentu. Enzim dapat dihentikan dengan cara kimia dan fisika. Cara fisika yaitu dengan melakukan pemanasan dengan suhu yang dapat mendegradasi protein (Naibaho, 1998).
8 b. Memudahkan pemipilan
Minyak dan inti sawit terdapat didalam buah. Maka untuk mempermudah proses ekstraksi minyak, buah perlu di lepaskan dari tandannya (Naibaho, 1998).
c. Menurunkan kadar air
Sterilisasi buah dapat menyebabkan penurunan kadar air buah dan inti, yaitu dengan cara penguapan baik pada saaat perebusan maupun pada saat sebelum pemipilan. Penurunan kandungan air buah menyebabkan penyusutan buah sehingga terbentuk rongga-rongga kosong pada daging buah yang mempermudah proses pengempaan (Naibaho, 1998).
d. Mempermudah penguraian serabut pada biji
Perebusan buah yang tidak sempurna dapat menimbulkan kesulitan pelepasan serat dan biji dalam polishing drum, yang akan menyebabkan pemecahan biji lebih sulit dalam alat pemecah biji (Nusaibah, 2012).
e. Membantu proses pelepasan inti dari cangkang
Perebusan yang sempurna akan menurunkan kadar air biji hingga 15%. Kadar biji yang turun hingga 15% akan menyebabkan biji yang lekang dari cangkang, hal ini akan membantu proses di dalam nut silo, sehingga pemecahan biji dapat berlangsung dengan baik (Nusaibah, 2012).
f. Menghentikan perkembangan ALB
Asam lemak bebas merupakan asam yang di bebaskan pada hidrolisa dari lemak.Asam lemak yang tinggi menimbulkan kerugian dalam rafinasi dan korosi logam poxidant seperti besi dan tembaga. Maka dari itu asam lemak bebas sangat tidak diinginkan oleh pabrik dan harus dikendalikan mulai dari pemanenan sampai dengan pengolahan. Kandungan asam lemak bebas yang berasal dari pabrik kelapa sawit (PKS) masih masuk dalam kualitas yang ditetapkan oleh SNI yaitu sebesar 5% (Mangoensoekarjo, 2005).
9 2.4 Metode Perebusan (sterilizer)
Metode perebusan di tentukan mengikuti dengan jenis perebusan yang di gunakan, untuk jenis sterilizer horizontal dengan menggunakan lori dan menggunakan tekanan sampai triple peak. Karena buah akan benar matang sampai ke lapisan bawah apabila tekanan mencapai 3 bar.
Perebusan yang dilakukan dengan tekanan uap 2,8 – 3 kg/cm2 dan waktu antara 80-90 menit merupakan yang paling optimal karena menghasilkan minyak dan inti yang memuaskan. Selain itu pada proses perebusan juga perlu dilakukan pengurasan udara agar udara bias keluar dan digantikan oleh uap air sebagai media perebusan. Pengurasan udara dilakukan pada awal proses perebusan, dimana uap dimasukan melalui kran pemasukan (inlet valve), sedangkan kran pengeluaran dibiarkanterbuka.(Damanik,2012).
2.5 Proses Manufakturing
Proses manufaktur pada alat ini menggunakan prinsip proses pemotongan konvensional dengan mesin perkakas yaitu meliputi proses gurdi (drilling) dan proses gerinda (grinding).
2.5.1 Proses Gurdi (Drilling)
Gurdi adalah suatu proses pembuatan lubang yang dengan bentuk silinder bulat yang biasanya dilakukan dengan menggunakan twist drill, jenis mata bor ini yang sangat umum kita temukan di kehidupan sehari-hari.
Hasil pemotongan (chip/beram) akan keluar melalui alur yang ada pada mata bor seperti gambar dibawah. Proses bor yang menancap langsung kedalam material menyebabkan mata bor menjadi panas dan terjadi slip. Untuk proses gurdi lebih banyak menggunakan mesin gurdi portable karena mesin ini berukuran kecil dan dapat dilakukan dengan mudah dengan tangan. Penggurdi ini mudah di jinjing, dilengkapi dengan motor
10
listrik kecil, beroperasi pada kecepatan cukup tinggi, dan mampu menggurdi sampai diameter 12 mm.
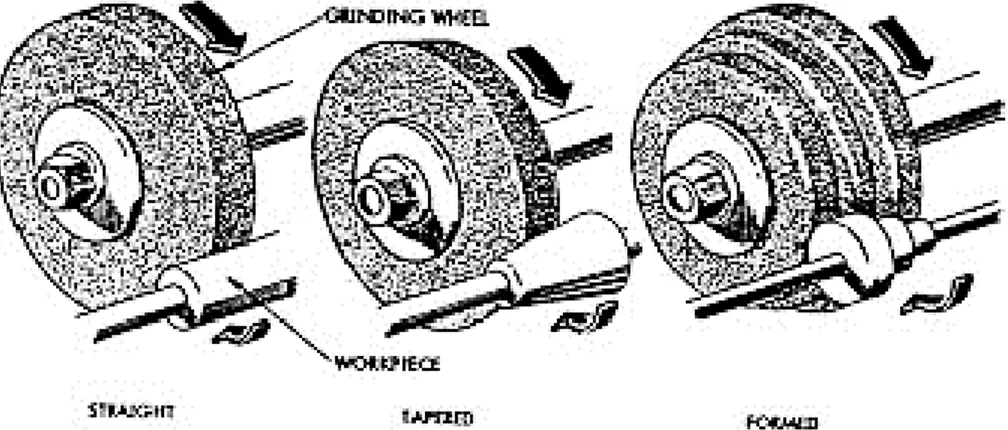
Gambar 2.2 Proses Gurdi (Drilling) 2.5.2 Proses Gerinda (grinding)
Mesin gerinda adalah salah satu mesin perkakas yang digunakan untuk mengasah/memotong benda kerja dengan tujuan tertentu. Prinsip kerja mesin gerinda adalah batu gerinda berputar bersentuhan dengan benda kerja sehingga terjadi pengikisan, penajaman, pengasahan, atau pemotongan(Widarto 2008).
11
2.6 Analisa Oil Losses Di Laboratorium Pabrik Kelapa Sawit
Peralatan Laboratorium Pabrik Kelapa Sawit sangat dibutuhkan untuk analisa losses di pabrik kelapa sawit. Mesin Pengolahan kelapa sawit hingga menjadi minyak yang siap dimanfaatkan tidaklah semudah yang kita pikirkan. Ada proses panjang yang harus dilalui sebuah pabrik atau perkebunan untuk mengubah kelapa sawit menjadi minyak. Biasanya selama proses pengolah dilakukan, resiko oil losses tidak dapat dihindari. Meski tidak dapat dihindari, namun oil losses dengan nilai yang besar akan membuat pabrik rugi. Karena itu laboratorium pabrik kelapa sawit harus melakukan analisis nilai oil losses yang tepat sehingga dapat mencegah kerugian lebih besar.
2.6.1 Oil Losses Pada Pengolahan TBS
Mengingat resiko oil losses selama pengolahan Tandan Buah Segar (TBS) tidak dapat dihindari, perusahaan atau pabrik pengolah kelapa sawit telah melakukan berbagai upaya untuk mengalami oil losses sekecil mungkin. Salah satunya adalah dengan cara meningkatkan kinerja masing-masing stasiun pengolahan dengan melakukan modifikasi alat. Berikut ini analisa laboratorium pabrik kelapa sawit pada oil losses yang terjadi selama pengolahan TBS:
1. Oil losses kondensat sterilizer
Tujuan dilakukannya penghitungan oil losses ini adalah dalam rangka mengukur hilangnya minyak yang terjadi pada setiap sterilizer. Selain itu juga dapat digunakan untuk memantau efisiensi proses sterilisasi, memantau tingkat kematangan TBS hingga mengetahui mengenai hilangnya minyak yang terjadi karena penggunaan cara perebusan tertentu. Untuk menghitung oil losses di pabrik kelapa sawit, penghitungan dilakukan dengan mengambil sampel dari keluaran pipa kondensat sterilizer pada masing-masing rebusan.
2. Oil losses tandan kosong
Tujuan dilakukan penghitungan oil losses tandan kosong adalah dalam rangka mengukur hilangnya minyak yang ada pada tandan kosong.
12
Nantinya akan didapatkan data harian berupa hilangnya minyak, buah rebus terlalu matang hingga kapasitas thresher. Sampel akan diambil setiap 2 jam sekali pada setiap jenjangan jika sampai ke 10 dan 20. 3. Oil losses Unstripped Bunches
Tujuan dilakukannya penghitungan oil losses pabrik kelapa sawit adalah memastikan efisiensi yang didapatkan dari proses sterilisasi dan juga threshing sekaligus memantau hilangya minyak akibat penggunaan cara perebusan tertentu yang tidak dilakukan dengan sempurna. Sampel diambil sebanyak 100 buah dengan kelipatan 5 masing-masing diambil satu sampel saja.
4. Oil losses fibre press
Menghitung hilangnya minyak selama proses fibre press ini dalam rangka mengetahui seberapa besar kehilangan minyak sekaligus persentase nut pecah yang ada dalam fibre. Sampel harus diambil dengan jumlah yang sama yang didapatkan dari 3 sudut cones keluaran press. Sampel harus diambil setiap satu jam selama proses pengolahan sawit berlangsung.
5. Oil losses stasiun klarifikasi
Oil losses juga dapat terjadi stasiun klarifikasi. Laboratorium kelapa sawit harus menghitung oil losses di stasiun klarifikasi dengan tujuan memantau proses klarifikasi selama pengolahan kelapa sawit. Untuk menghitungnya harus diambil sampel dari pipa keluaran stasiun klarifikasi menuju fat pit selama dua jam sekali.
6. Oil losses sludge waste
Tujuan dilakukannya pengukuran oil losses ini dalam rangka
mengetahui seberapa besar hilangnya minyak yang terjadi pada sludge waste. Selain itu juga untuk mempertahankan efektifitas sludge
centrifuge sehingga oil losses terjadi seminimal mungkin. Untuk mengukurnya, sampel harus diambil dua jam sekali dari pipa sludge waste.
13 2.6.2 Penghitungan Oil Losses Metode NIR
Untuk mengukur oil losses, metode NIR telah banyak digunakan oleh pabrik pengolah kelapa sawit. Metode ini akan membantu pabrik menetapkan angka standar losses pabrik kelapa sawit. Dengan standar oil losses ini, proses penghitungan dapat dilakukan dengan sangat mudah. Hasil oil losses juga semakin akurat, karena nilai oil losses telah memiliki standar baku. Sehingga pabrik dapat melihat seberapa besar oil losses yang telah terjadi.
Metode NIR atau Near Infra Red ini pada dasarnya bukanlah teknologi baru penghitungan oil losses pabrik pengolah kelapa sawit. Tingkat akurasinya yang sangat tinggi dengan waktu yang dibutuhkan untuk mengetahui hasil sangat cepat membuat alat ini sangat membantu penghitungan oil losses. Dengan alat laboratorium pabrik kelapa sawit yang lengkap, metode NIR dapat dilakukan dengan sangat mudah untuk meminimalisasi oil losses.