PENGARUH KADAR AIR TERHADAP TINGKAT KEKASARAN PADA PEMBUATAN TOPENG KAYU DENGAN MESIN CNC ROUTER 3 AXIS
Disusun sebagai salah satu syarat menyelesaikan Program Studi Strata I pada Jurusan Teknik Mesin Fakultas Teknik
Oleh:
BAYU PULBEN ADY D200 110 140
PROGRAM STUDI TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH SURAKARTA 2018
ii
HALAMAN PERSETUJUAN
PENGARUH KADAR AIR TERHADAP TINGKAT
KEKASARAN PADA PEMBUATAN TOPENG KAYU
DENGAN MESIN CNC ROUTER 3 AXIS
MAKALAH SEMINAR TUGAS AKHIR
Oleh:
BAYU PULBEN ADY D200 110 140
Telah diperiksa dan disetujui untuk diuji oleh:
Dosen Pembimbing
Bambang Waluyo F, ST, MT NIK. 735
HALAMAN PENGESAHAN MAKALAH TUGAS AKHIR
Naskah Tugas Akhir berjudul “PENGARUH KADAR AIR TERHADAP TINGKAT KEKASARAN PADA PEMBUATAN TOPENG KAYU
DENGAN MESIN CNC ROUTER 3 AXIS” telah di setujui pembimbing
dan diterima untuk memenuhi sebagian persyaratan memperoleh derajat sarjana S1 pada jurusan teknik mesin Universitas Muhammadiyah Surakarta.
Dipersiapkan oleh :
Nama : BAYU PULBEN ADY
NIM : D200.11.0140 Disetujui pada
Hari :
Tanggal :
Koordinator Seminar Tugas Akhir
Ir. Sunardi Wiyono, MT
Pembimbing
iv iii
PENGARUH KADAR AIR TERHADAP TINGKAT KEKASARAN PADA PEMBUATAN TOPENG KAYU DENGAN MESIN CNC
ROUTER 3 AXIS
ABSTRAK
Penelitian ini bertujuan untuk mengetahui pengaruh variasi kadar air pada pembuatan topeng kayu hasil pemesinan CNC milling router 3 axis pada material kayu, terhadap kekasaran permukaan yang dihasilkan dalam satuan (Ra) mana yang hasilnya baik, dan pengaruh pengaruh variasi tool path terhadap waktu proses pemesinan. Peneltian ini menggunakan bahan kayu mahoni dan menggunakan mesin CNC milling Router 3 axis dengan control mach3 proses pemesinan dilakukan dengan variasi tool path, dan pengujian kekasaran permukaan menggunakan alat uji kekasaran (Roughnes Tester Tipe TR200 dengan standar ISO). Hasil penelitian menunjukan variasi kadar air menghasilkan tingkat kekasaran yang berbeda pada hasil pemesinan CNC milling router 3 axis, tingkat kekasaran permukaan pada proses pemesinan CNC milling router 3 axis dengan material kayu akan menghasilkan tingkat kekasaran antara N7 sampai dengan N8. Dari hasil pengujian dapat diketahui nilai kekasaran rata-rata (Ra) terbaik dari variasi tool path, didapatkan pada spesimen ke 2 dengan nilai kekasaran rata-rata 1,567 µm.
Kata Kunci : Kadar air, Kayu, CNC milling Router 3 axis, Kekasaran.
ABSTRACT
This research aims to know the influence of variation of water content on the manufacture of wooden masks milling CNC router machining results 3 axis on wood , against the resulting surface roughness (Ra) in units where the results were good, and the influence of the influence of the variation of the tool path towards the process of machining time. This research uses a mahogany material and use CNC milling Router 3 axis machining process control with mach3 performed with variations in tool path, and testing using a tool surface roughness test ruggedness (Roughnes Tester TR200 Type with an ISO standard). Research results showed variation moisture content produces different levels of roughness on results of machining CNC milling router 3 axis, the level of surface roughness in machining CNC router milling process 3 axis with wooden material will result in a degree of roughness between up to N8 N7. From the test results can be known to the average roughness values (Ra) best of variations in tool path, obtained on the specimen to 2 with average roughness value of 1.567 µm.
2
1. PENDAHULUAN
Seiring berkembangnya usaha mikro, kecil, menengah (UMKM) khususnya pengrajin batik kayu yang berada didaerah klaten, dalam produksinya masih menemui beberapa kendala, membutuhkan waktu yang cukup lama untuk membuat sebuah kerajinan secara manual, sedangkan permintaan pasar semakin hari semakin tinggi baik itu pasar dalam negri maupun pasar luar negri. Untuk membuat sebuah miniatur topeng mebutuhkan waktu satu hari, selain waktu yang lama hasil dari proses kerajinan secara manual tidak bisa seragam ukurannya. Untuk mengoptimalkan proses produksi kita dapat menggunakan mesin milling cnc router
3-axis.
Dalam proses pemesinan secara manual maupun CNC (Computer
Numerical Control), output yang diharapkan adalah mampu melakukan proses
pemesinan secara cepat dan skala yang besar dan spesifikasi geometri yang diharapkan. Namun pada hasil proses pemesinan sering terjadi kekasaran pada permukaan benda yang dikerjakan sangatlah berbeda. Kekasaran permukaan adalah salah satu penyimpangan yang disebabkan oleh kondisi pemotongan dari proses pemesinan. Oleh karena itu, untuk memperoleh produk bermutu berupa tingkat kepresisian yang tinggi serta kekasaran permukaan yang baik, perlu didukung oleh proses pemesinan yang tepat. Karakteristik kekasaran permukaan dipengaruhi oleh beberapa parameter pemotongan diantaranya yaitu kecepatan spindel (spindle
speed), kedalaman potong (Depth of cut), alur pahat (Tool path), dan material
benda kerjanya.(Dwi, 2016)
Karena mempunyai kelebihan dari mesin manual/konvensional alat yang di gunakan adalah Mesin CNC milling router 3 axis. Mesin CNC milling router 3
axis merupakan mesin perkakas yang digunakan untuk melakukan pemotongan
benda kerja dengan pahat yang berputar pada sumbunya, permukaan yang dipotong baik berbentuk datar, sudut atau melengkung.
1.1. Tujuan Penelitian
1) Ada tidaknya pengaruh variasi kadar air terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan Mesin CNC router Milling 3 axis melalui uji kekasaran permukaan ( Surface roughness tester ).
2) Untuk mengetahui nilai (Ra) (µm) terbaik dari variasi alur pahat (Toolpath) terhadap tingkat kekasaran permukaan benda kerja, dan untuk mengetahui (Ra) total hasil pemesinan Mesin CNC router Milling 3 axis melalui uji kekasaran permukaan ( Surface roughness tester ).
3) Untuk mengetahui pengaruh kadar air (Water Content) terhadap waktu proses pemesinan, menggunakan mesin CNC Router 3 axis.
1.2. Batasan Masalah
Agar pembahasannya tidak terlalu luas dan menyimpang dari permasalahan, maka lingkup penelitian ini dibatasi sebagai berikut :
1) Material yang digunakan adalah kayu mahoni dengan ukuran150 mm x 100 mm x 50 mm, pemilihan bahan didasarkan karena bahan umum dugunakan untuk membuat Souvenir, harga relatif murah dan mudah didapat
2) Kadar air kayu yang digunakan berbeda beda sesue dengan yang diuji.
3) Proses pemesinan mengunakan CNC Milling router 3 axis dengan sistem control mach 3.
4) Pahat yang digunakan adalah SOLID103-013 ( ) 2. METODE PENELITIAN
2.1. Alat Penelitian
Alat yang digunakan dalam penelitian ini sebagai berikut: 1) Satu set komputer
2) Mesin CNC milling Router 3 axis 3) Digital Tacho Meter
4) Kunci pas 5) Jangka sorong 6) Digital indikator
7) Pahat end mill HSS (6mm) 8) Pahat ball nose HSS (6mm)
9) Surface Rougness taster type TR200 10) Oven
4 2.2. Bahan Penelitian
Bahan yang digunakan dalam penelitian ini adalah kayu, pemilihan material ini dikarenakan bila dibandingkan dengan material struktur lain, material kayu mempunyai berat jenis yang ringan dan proses pengerjaannya dapat dilakukan dengan peralatan yang sederhana dan ringan.
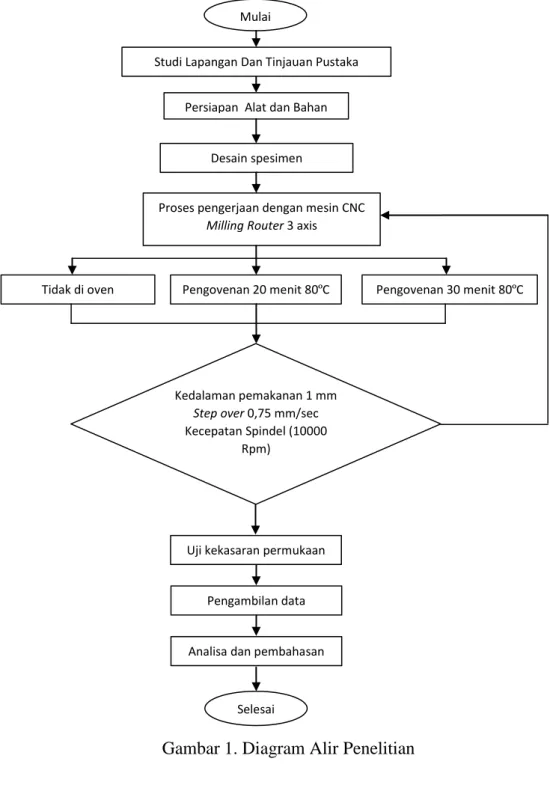
2.3. Diagram Alir Penelitian
Gambar 1. Diagram Alir Penelitian
Mulai
Studi Lapangan Dan Tinjauan Pustaka
Persiapan Alat dan Bahan
Desain spesimen
Proses pengerjaan dengan mesin CNC
Milling Router 3 axis
Tidak di oven Pengovenan 20 menit 80ºC Pengovenan 30 menit 80ºC
Kedalaman pemakanan 1 mm
Step over 0,75 mm/sec
Kecepatan Spindel (10000 Rpm)
Pengambilan data Uji kekasaran permukaan
Analisa dan pembahasan
3. HASIL DAN PEMBAHASAN
3.1. Hasil pemesinan dan waktu pemesinan
Hasil proses pemesinan menggunakan kadar air 12%, 9,75%, 8,25%.
Gambar 2. Produk hasil pemesinan Tabel 1 Waktu proses machining Spesimen Step Over (mm) Step Down (mm) Kecepatan Spindel (Rpm) Alur
Pahat Waktu Pemakanan
A1 0,75 1 10000 3D Offset 9316 detik A2 5345 detik Rata-rata 7331 detik B1 0,75 1 10000 3D Offset 9304 detik B2 5344 detik Rata-rata 7324 detik C1 0,75 1 10000 3D Offset 9331 detik C2 5345 detik Rata-rata 7338 detik
Berdasarkan hasil pengukuran waktu rata-rata pada proses pembuatan topeng kayu menggunakan mesin CNC router milling 3 axis menggunakan
6
Gambar 3 Grafik waktu proses pemesinan
Pada gambar 3 dapat dijelaskan bahwa pada proses pemesinan spesimen A yaitu 7331 detik.Kemudian spesimen B memeliki waktu pemesinan lebih rendah yaitu 7324 detik.selanjutnya spesimen C menghasilkan waktu pemesinan lebih tinggi yaitu 7338 detik.
3.2. Uji Kekasaran
Pengujian kekasaran permukaan (Surface Roughness Test) dilakukan dengan menggunakan alat Surface Roughness Tester type TR200 milik jurusan teknik mesin di Lab. CATIA Teknik Mesin UMS. Alat ini kompatibel dengan empat standar dunia yaitu ISO, DIN, ANSI, dan JIS.
Dalam dunia industri, permukaan benda kerja memiliki nilai kekasaran permukaan yang berbeda, sesuai dengan kebutuhan dari alat tersebut. Nilai kekasaran permukaan berbeda, sesuai dengan kebutuhan dari alat tersebut. Nilai kekasaran permukaan memiliki nilai kwalitas (N) yang berbeda. Nilai kwalitas kekasaran permukaan telah diklarifikasikan oleh ISO dimana yang paling kecil adalah N1 yang memiliki nilai kekasaran 0,025 µm. Pengukuran kekasaran permukaan diperoleh dari sensor pergerakan stylus berbentuk diamond untuk bergerak sepanjang garis lurus pada permukaan sebagai alat indicator pengukur kekasaran permukaan benda uji.
Angka kekasaran dapat dilihat pada Tabel 2 berikut :
7331 7324 7338 0 1000 2000 3000 4000 5000 6000 7000 8000 A B C Wakt u p em es ina n (De tik ) Spesimen
Tabel 2. Angka kekasaran Permukaan Menurut ISO atau DIN 4763:1981
(Sumber :Arif, 2012 : 62)
Tabel 3 Data Hasil pengukuran kekasaran dengan kadar air 12%
Spesimen Titik Pengukuran Step Over (mm) Kecepatan Spindel (Rpm) (Ra) µm A1 1 0,75 10000 1.704 2 1.691 Rata-rata 1.698 A2 1 0,75 10000 2.281 2 2.520 Rata-rata 2.401 Rata-rata (Ra) 2.050
Pada proses masining kadar air 12% menghasilkan kekasaran pada spesimen A1 sebesar 1,698 µm, A2 sebesar 2,401 µm. Sedangkan rata-rata kekasaran (Ra) didapatkan hasil sebesar 2,050 µm.
Kelas Harga Toleransi Panjang Sampel
Kekasaran Ra (µm) (µm) N12 50 37,5 - 75 N11 25 18,5 - 37,5 N10 12,5 9,6 - 18,5 N9 6,3 4,8 - 9,6 N8 3,2 2,4 - 4,8 N7 1,6 1,2 - 2,4 N6 0,8 0,6 - 1,2 N5 0,4 0,3 - 0,6 N4 0,2 0,15 - 0,3 N3 0,1 0,08 - 0,15 N2 0,05 0,04 - 0,08 N1 0,025 0,02 - 0,04 0,08 8 2,5 0,8 0,25 (mm)
8
Gambar 4 grafik kekasaran permukaan hasil pemesinan.
Pada gambar 4 menunjukan bahwa kekasaran permukaan pada spesimen A1 lebih rendah yaitu 1.698 µm,dibandingkan dengan spesimen B yaitu 2.401. Hasil kekasaran permukaan ini menunjukan bahwa banyak factor yang mempengaruhi tingkat kekasaran pada spesimen yaitu kayu, pahat,rpm dan feed rate.
Tabel 3 Hasil pengukuran kekasaran kadar air 9,75%
Spesimen Titik Pengukuran Step Over (mm) Kecepatan Spindel (Rpm) (Ra) µm B1 1 0,75 10000 1.469 2 1.212 Rata-rata 1.341 B2 1 0,75 10000 2.083 2 1.860 Rata-rata 1.972 Rata-rata (Ra) 1.567
Pada proses masining dengan suhu 80ºc waktu 10 menit menghasilkan kekasaran pada spesimen B1 sebesar 1,347 µm, B2 sebesar 1,972 µm,Sedangkan rata-rata kekasaran (Ra) didapatkan hasil sebesar 1,567 µm.
1.698 2.401 0 500 1.000 1.500 2.000 2.500 3.000 A1 A2 Ke ka sar an Ra (µm) Spesimen
Gambar 5 grafik kekasaran permukaan hasil pemesinan dengan kadar air 9,75%.
Pada gambar 5 menunjukan bahwa kekasaran permukaan pada spesimen A1 lebih rendah yaitu 1.341 µm,dibandingkan dengan spesimen B yaitu 1.972 µm. Hasil kekasaran permukaan ini menunjukan bahwa banyak factor yang mempengaruhi tingkat kekasaran pada spesimen yaitu kayu, pahat,rpm dan feed rate.
Tabel 4 Hasil pengukuran kekasaran dengan kadar air 8,25% Spesimen Titik Pengukuran Step Over (mm) Kecepatan Spindel (Rpm) (Ra) µm C1 1 0,75 10000 2.477 2 2.097 Rata-rata 2.287 C2 1 0,75 10000 2.904 2 2.401 Rata-rata 2.653 Rata-rata (Ra) 2.470
Pada proses masining dengan suhu 80ºc waktu 20 menit menghasilkan kekasaran pada spesimen C1 sebesar 2,287µm, C2 sebesar 2,653 µm, Sedangkan rata-rata kekasaran (Ra) didapatkan hasil sebesar 2,470 µm.
1.341 1.972 0 500 1.000 1.500 2.000 2.500 B1 B2 Ra (µ m) Spesimen
10
Gambar 6 grafik kekasaran permukaan hasil pemesinan dengan kadar air 8,25%. Pada gambar 6 menunjukan bahwa kekasaran permukaan pada spesimen A1 lebih rendah yaitu 12.287 µm,dibandingkan dengan spesimen B yaitu 2.653 µm. Hasil kekasaran permukaan ini menunjukan bahwa banyak factor yang mempengaruhi tingkat kekasaran pada spesimen yaitu kayu, pahat,rpm dan feed rate.
3.3 Pengaruh kadar air pada tingkat kekasaran permukaan topeng
Pengujian kekasaran ini bertujuan untuk mengetahui nilai kekasaran (Ra) permukaan spesimen kayu pada proses milling. Prinsip kerja dari alat uji kekasaran ini adalah sensor / peraba (stylus) alat ukur harus digerakkan mengikuti lintasan yang berupa garis lurus dengan jarak yang telah ditentukan terlebih dahulu. Panjang lintasan ini disebut dengan panjang pengukuran (traversing length). Instrumen roughness meter ini menggunakan empat standar yaitu ISO, DIN, ANSI, dan JIS. Sesaat setelah jarum bergerak pada proses pengukuran dan sesaat sebelum jarum berhenti secara elektronik alat ukur melakukan perhitungan berdasarkan data yang dideteksi oleh jarum peraba. Bagian panjang pengukuran yang dibaca oleh sensor alat ukur kekasaran permukaan disebut panjang spesimen.
Varasi (pengovenan) memiliki pengaruh terhadap tingkat kekasaran permukaan. Dari data yang didapat spesimen yang di oven sama tanpa oven menunjukan hasil kekasaran yang berbeda semakin kering kadar air kayu bukan berarti menghasilkan angka kekasaran yang rendah .
Berdasarkan pengujian kekasaran permukaan rata-rata pada benda kerja hasil pemesinan Mesin CNC router Milling 3 axis, menggunakan kadar air yang berbeda
2.287 2.653 0 500 1.000 1.500 2.000 2.500 3.000 C1 C2 Ra (µm ) Spesimen
melalui uji kekasaran permukaan ( Surface roughness tester ) didapatkan hasil kadar air 12% sebesar 2,050 µm, kadar air 9,75% sebesar 1,567 µm,kadar air 8,25% sebesar 2,470 µm. Gambar 4.5 menunjukkan bahwa nilai kekasaran permukaan terbaik didapatkan pada kadar air 9,75% dengan nilai kekasaran rata-rata sebesar 1,567 µm.
Gambar 7 grafik pengaruh proses pemakanan terhadap kekasaran. 4. PENUTUP
Dari hasil penelitian dan analisa pengujian serta pembahasan data yang diperoleh, dapat disimpulkan :
1) Varasi (kadar air) memiliki pengaruh terhadap tingkat kekasaran permukaan, tingkat kekasaran rata-rata (Ra) terendah didapatkan dengan kadar air 8,25% dan tingkat kekasaran tertinggi didapatkan dengan kadar air 9,75 %.
2) Dari hasil pengujian dapat diketahui nilai kekasaran rata-rata (Ra) terbaik dari variasi (kadar air), didapatkan pada spesimen ke 2 dengan menggunakan kadar air 8,25% dengan nilai kekasaran rata-rata 1.567 µm.
DAFTAR PUSTAKA
Arif Budi Hermawan, Danar Susilo Wijayanto(2012) dan Herman Saputro.”Pengaruh
Kecepatan Pemakanan Dan Kadar Air Terhadap Kekasaran Permukaan Pada Proses Milling Cnc 3 Axis Dengan Material Kayu Jati”, Program Studi
Pendidikan Teknik Mesin, Jurusan Teknik Kejuruan, FKIP,Universitas Sebelas Maret Surakarta,Surakarta.
Setiawan,Muhammad Riski.2016.”Optimasi Pembuatan Mobil Kayu Dengan Mesin
Cnc Router 3 Axis Pada Industri Batik Kayu”,Fakultas Teknik, Jurusan Teknik
Mesin,Universitas Muhammadiyah Surakarta,Surakarta.
2.050 1.567 2.470 0 500 1.000 1.500 2.000 2.500 3.000 12% 9,75% 8,25% R a (µm ) Kadar Air
12
Prajono, dkk.,2013. “Pengukuran Kekasaran Permukaan Tutup Klongsong Dari Zikaloi
Menggunakan Alat Roughness Tester Surtronic-25”.Bidang Bahan Bakar
Nuklir,Pusat Teknologi Bahan Bakar Nuklir (PTBN)-Batan,Serpong.
Kurniawan, Anzizan. (2013). “Kajian Gaya Pemotongan Dan Kekasaran Permukaan
Pada Proses Pembuatan Berbagai Material Menggunakan Pahat HSS”.
Jurusan Teknik Mesin, Universitas Sebelas Maret Surakarta, Surakarta.
Zulhendri, Gandjar Kiswanto, Yasmendra Rosa (2007). “Pengaruh Tipe Pahat Dan
Arah Pemakanan Permukaan Berkontur Pada Pemesinan Milling Awal Dan Akhir Terhadap Kekasaran Permukaan”. Jurnal Teknik Mesin, Juni 2007
Kiswanto & Rosa ( 2007). “Pahat Yang Digunakan Pada Saat Proses Roughing Dan
Finishing Tersebut Akan Menghasilkan Kekasaran Permukaan Yang Berbeda, Serta Masing-masing Mempunyai Keuntungan Dan Kerugian”. Jurnal Teknik
Mesin, Juni 2007
Yudhyadi et al , (2016). “Waktu Proses Dalam Pemrograman Mesin CNC Milling”. https://www.deltavorm.com/technology/cnc-milling.
Pranjono, dkk., 2013. “Bentuk-bentuk Kekasaran Dan Gelombang Pada
Permukaan”. psg15.um.ac.id/wp-content/uploads/2013/08/Teknik-Mesin-Bidang-Studi.
KURNIAWAN, (2014 ). “Setelah Jarum Berhenti Secara Elektronik Alat Ukur
Melakukan Perhitungan Berdasarkan Data Yang Dideteksi Oleh Jarum Peraba”.
https://www.slideshare.net/BhimoKurniawan/diktat-pengujian-material