BAB II
TINJAUAN PUSTAKA
2.1. Aluminium
Aluminium adalah logam yang paling banyak terdapat di kerak bumi, dan unsur ketiga terbanyak setelah oksigen dan silikon. Aluminium terdapat di kerak bumi sebanyak kira-kira 8,07% hingga 8,23% dari seluruh massa padat dari kerak bumi, dengan produksi tahunan dunia sekitar 30 juta ton pertahun dalam bentuk bauksit dan bebatuan lain (corrundum, gibbsite, boehmite, diaspore, dan lain-lain) (USGS). Sulit menemukan aluminium murni di alam karena aluminium merupakan logam yang cukup reaktif.
Selama 50 tahun terakhir, aluminium telah menjadi logam yang luas penggunaannya setelah baja. Perkembangan ini didasarkan pada sifat-sifatnya yang ringan, tahan korosi, kekuatan dan ductility yang cukup baik (aluminium paduan), mudah diproduksi dan cukup ekonomis (aluminium daur ulang). Yang paling terkenal adalah penggunaan aluminium sebagai bahan pembuat pesawat terbang, yang memanfaatkan sifat ringan dan kuatnya.
Aluminium murni adalah logam yang lunak, tahan lama, ringan, dan dapat ditempa dengan penampilan luar bervariasi antara keperakan hingga abu-abu, tergantung kekasaran permukaannya. Kekuatan tensil aluminium murni adalah 90 MPa, sedangkan aluminium paduan memiliki kekuatan tensil berkisar
200-600 MPa. Aluminium memiliki berat sekitar satu pertiga baja, mudah ditekuk, diperlakukan dengan mesin, dicor, ditarik (drawing), dan diekstrusi.
Resistansi terhadap korosi terjadi akibat fenomena pasivasi, yaitu terbentuknya lapisan aluminium oksida ketika aluminium terpapar dengan udara bebas. Lapisan aluminium oksida ini mencegah terjadinya oksidasi lebih jauh. Aluminium paduan dengan tembaga kurang tahan terhadap korosi akibat reaksi galvanik dengan paduan tembaga.
Aluminium juga merupakan konduktor panas dan elektrik yang baik. Jika dibandingkan dengan massanya, aluminium memiliki keunggulan dibandingkan dengan tembaga, yang saat ini merupakan logam konduktor panas dan listrik yang cukup baik, namun cukup berat.Aluminium murni 100% tidak memiliki kandungan unsur apapun selain aluminium itu sendiri, namun aluminium murni yang dijual di pasaran tidak pernah mengandung 100% aluminium, melainkan selalu ada pengotor yang terkandung di dalamnya. Pengotor yang mungkin berada di dalam aluminium murni biasanya adalah gelembung gas di dalam yang masuk akibat proses peleburan dan pendinginan/pengecoran yang tidak sempurna, material cetakan akibat kualitas cetakan yang tidak baik, atau pengotor lainnya akibat kualitas bahan baku yang tidak baik (misalnya pada proses daur ulang aluminium). Umumnya, aluminium murni yang dijual di pasaran adalah aluminium murni 99%, misalnya aluminium foil.
Pada aluminium paduan, kandungan unsur yang berada di dalamnya dapat bervariasi tergantung jenis paduannya. Pada paduan 7075, yang merupakan
bahan baku pembuatan pesawat terbang, memiliki kandungan sebesar 5,5% Zn, 2,5% Mg, 1,5% Cu, dan 0,3% Cr. Aluminium 2014, yang umum digunakan dalam penempaan, memiliki kandungan 4,5% Cu, 0,8% Si, 0,8% Mn, dan 1,5% Mg. Aluminium 5086 yang umum digunakan sebagai bahan pembuat badan kapal pesiar, memiliki kandungan 4,5% Mg, 0,7% Mn, 0,4% Si, 0,25% Cr, 0,25% Zn, dan 0,1% Cu.
2.1.1. Kandungan Atom atau Unsur
Alumunium murni mempunyai kemurnian hingga 99,96% dan minimal 99%. Zat pengotornya berupa unsur Fe dan Si. Alumunium paduan memiliki berbagai kandungan atom-atom atau unsur-unsur utama (mayor) dan minor. Unsur mayor seperti Mg, Mn, Zn, Cu, dan Si sedangkan unsur minor seperti Cr, Ca, Pb, Ag, Fe, Sn, Zr, Ti, Sn, dan lain-lain. Unsur- unsur paduan yang utama dalam almunium antara lain:
1. Copper (Cu), menaikkan kekuatan dan kekerasan, namun menurunkan elongasi (pertambahan panjang pangjangan saat ditarik). Kandungan Cu dalam alumunium yang paling optimal adalah antara 4-6%.
2. Zink atau Seng (Zn), menaikkan nilai tensile.
3. Mangan (Mn), menaikkan kekuatan dalam temperature tinggi.
4. Magnesium (Mg), menaikkan kekuatan alumunium dan menurunkan nilai ductility-nya. Ketahanan korosi dan weldability juga baik.
5. Silikon (Si), menyebabkan paduan alumunium tersebut bisa diperlakukan panas untuk menaikkan kekerasannya.
2.1.2. Sifat-sifat Teknis Alumunium a. Kekuatan
Kekuatan dan kekerasan aluminium tidak begitu tinggi. Namun, dengan adanya pemaduan dan heat treatment dapat meningkatkan kekuatan dan kekerasannya. Kebanyakan material aluminium ditingkatkan kekuatannya dengan suatu mekanisme penguatan bahan logam yang disebut precipitation hardening. Dalam precipitation hardening harus ada dua fasa, yaitu fasa yang jumlahnya lebih banyak disebut matriks dan fasa yang jumlahnya lebih sedikit disebut precipitate. Mekanisme penguatan ini meliputi tiga tahapan, yaitu solid solution treatment: memanaskan hingga diatas garis solvus untuk mendapatkan fasa larutan padat yang homogen, quenching: didinginkan dengan cepat untuk mempertahankan struktur mikro fasa padat homogeny agar tidak terjadi difusi, dan aging: dipanaskan dengan temperatur tidak terlalu tinggi agar terjadi difusi fasa alpha pada jarak membentuk precipitate. Selain itu, ada beberapa cara pengujian kekerasan yang berstandar yang digunakan untuk menguji kekerasan logam yaitu antara lain pengujian Brinell, Rockwell, Vickers, Shore, dan Meyer.
b. Modulus Elastisitas
Aluminium memiliki modulus elastisitas yang lebih rendah bila dibandingkan dengan baja maupun besi, tetapi dari sisi strength to weight ratio, aluminium lebih baik. Aluminium yang elastis memiliki titik lebur yang lebih rendah dan kepadatan. Dalam kondisi yang dicairkan dapat diproses dalam berbagai cara. Hal ini yang memungkinkan produk-produk dari aluminium yang akan dibentuk pada dasarnya dekat dengan akhir dari desain produk.
c. Keuletan (ductility)
Semakin tinggi tingkat kemurnian aluminium maka akan semakin tinggi tingkat keuletannya.
d. Fatigue (Kelelahan)
Bahan aluminium tidak menunjukan batas kepenatan, karena aluminium akan gagal jika ditekan.
e. Recyclability (daya untuk didaur ulang)
Aluminium adalah 100% bahan yang didaur ulang tanpa downgrading dari kualitas. Yang kembali dari aluminium, peleburannya memerlukan sedikit energy, hanya sekitar 5% dari energy yang diperlukan untuk memproduksi logam utama yang pada awalnya diperlukan dalam proses daur ulang.
f. Reflectivity (daya pemantulan)
Aluminium adalah reflektor yang terlihat cahaya serta panas, dan yang bersama-sama dengan berat rendah, membuatnya ideal untuk bahan reflektor misalnya perabotan ringan.
2.2. Magnesium
Magnesium merupakan logam yang ringan, putih keperak-perakan dan cukup kuat. Magnesium mudah ternoda di udara, dan magnesium yang terbelah-belah secara halus dapat dengan mudah terbakar di udara dan mengeluarkan lidah api putih yang menakjubkan.
Magnesium digunakan di fotografi, flares, pyrotechnics, termasuk incendiary bombs.Magnesium sepertiga lebih ringan dibanding aluminium dan dalam campuran logam digunakan sebagai bahan konstruksi pesawat dan missile. Logam ini memperbaiki karakter mekanik, fabrikasi dan las aluminium ketika digunakan sebagai alloying agent. Magnesium digunakan dalam memproduksi grafit dalam cast iron, dan digunakan sebagai bahan tambahan conventional propellants. Magnesium juga digunakan sebagai agen pereduksi dalam produksi uranium murni dan logam-logam lain dari garam-garamnya. Hidroksida (milk of magnesia), klorida, sulfat (Epsom salts) dan sitrat digunakan dalam kedokteran.Magnesite digunakan untuk refractory, sebagai batu bata dan lapisan di tungku-tungku pemanas.
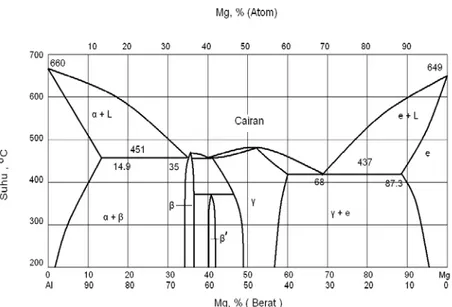
Magnesium dan paduannya lebih mahal daripada alumunium atau baja dan hanya digunakan untuk industri pesawat terbang, alat potret, teropong, suku cadang mesin dan untuk peralatan mesin yang berputar dengan cepat dimana diperlukan nilai inersia yang rendah.Logam magnesium ini mempunyai temperatur 650°C yang perubahan fasanya dapat dilihat pada gambar 2.1.
Karena ketahanan korosi yang rendah ini maka magnesium memerlukan perlakuan kimia atau pengecekan khusus segera setelah benda dicetak tekan. Paduan magnesium memiliki sifat tuang yang baik dan sifat mekanik yang baik dengan komposisi 9% Al, 0,5% Zn, 0,13% Mn, 0,5% Si, 0,3% Cu, 0,03% Ni dan sisanya Mg. kadar Cu dan Ni harus rendah untuk menekan korosi.
Gambar 2.1 Diagram fasa magnesium (Matter; 1999)
2.2.1. Pembuatan Magnesium
Cara yang paling murah untuk membuat magnesium adalah dengan proses elektrolitik. Pada masa Perang Dunia II, magnesium dibuat juga dengan dua proses lain, yaitu proses silikotermik atau proses ferosilikon dan proses reduksi karbon. Proses reduksi karbon ternyata tidak pernah dapat beroperasi secara memuaskan, sehingga sejak lama tidak lagi dipakai. Proses silikotermik masih banyak digunakan saat ini.
• Elektrolisis Magnesium Klorida. Magnesium klorida yang diperlukan diperoleh dari air garam dan reaksi magnesium hidroksida (dari air laut atau dolomit) dengan asam klorida. Produsen perintis magnesium, yaitu Dow Chemical Co. di Freeport dan Velasco, Texas, membuat magnesium dengan mengelektrolisis magnesium klorida dari air laut, dimana gamping yang diperlukan diperoleh dari kulit kerang. Kulit kerang yang seluruhnya
terdiri dari kalsium karbonat yang hampir murni, dibakar sehingga menjadi gamping, dijadikan slake, dan dicampur dengan air laut sehingga magnesium hidroksida mengendap. Magnesium hidroksida ini dipisahkan dengan menyaringnya dan direaksikan dengan asam klorida yang dibuat dengan klor yang keluar dari sel. Dari sini terbentuk larutan magnesium klorida yang lalu diuapkan menjadi magnesium klorida padat di dalam evaporator dengan pemanasan langsung dan diikuti dengan pengeringan di atas rak. Klorida ini cenderung terdekomposisi pada waktu pengeringan. Setelah dehidrasi (proses penghilangan air), magnesium klorida tersebut diumpankan ke sel elektrolisis, dimana bahan ini terdekomposisi menjadi logam dan gas klor.
• Proses Silikotermik atau Proses Ferosilikon. Langkah-langkah proses silikotermik terdiri dari pencampuran dolomit gilingan yang dijadikan slake dengan ferosilikon sebanyak 70-80% dan fluorspar 1% dan kemudian dijadikan pelet. Pelet itu diumpankan ke dalam tanur. Tanur kemudian divakumkan dan dipanaskan sampai 1170 derajat celsius. Kalsium oksida (CaO) yang terdapat di dalam dolomit bakaran itu membentuk dikalsium silikat yang tak melebur dan dikeluarkan dari reaktor pada akhir proses. Reaksi pokok proses silikotermik ini adalah sebagai berikut. 2(MgO.CaO) + 1/6FeSi6 --> 2Mg + (CaO)2SiO2 + 1/6Fe Pada akhir proses, tanur didinginkan sedikit dan magnesium dikeluarkan dari kondensor dengan suatu prosedur yang berdasarkan atas perbedaan kontraksi antara magnesium dan baja.
2.3. Paduan Aluminium-Magnesium
Aluminium lebih banyak dipakai sebagai paduan daripada logam paduan sebab tidak kehilangan sifat ringan dan sifat-sifat mekanisnya serta mampu cornya diperbaiki dengan menambah unsur –unsur lain. Unsur-unsur paduan yang tidak ditambahkan pada aluminium murni selain dapat menambah kekuatan mekaniknya juga dapat memberikan sifat-sifat baik lainnya seperti ketahanan korosi dan ketahanan aus.
Keberadaan magnesium hingga 15,35% dapat menurunkan titik lebur logam paduan yang cukup drastis, dari 660oC hingga 450oC. Namun, hal ini tidak menjadikan aluminium paduan dapat ditempa menggunakan panas dengan mudah karena korosi akan terjadi padasuhu di atas 60oC. Keberadaan magnesium juga menjadikan logam paduan dapat bekerja dengan baik pada temperatur yang sangat rendah, di mana kebanyakan logam akan mengalami failure pada temperatur tersebut.
Paduan magnesium (Mg) merupakan logam yang paling ringan dalam hal berat jenisnya.Magnesium mempunyai sifat yang cukup baik seperti alumunium, hanya saja tidak tahan terhadap korosi. Magnesium tidak dapat dipakai pada suhu diatas 150°C karena kekuatannya akan berkurang dengan naiknya suhu. Sedangkan pada suhu rendah kekuatan magnesium tetap tinggi.
2.4. Logam Busa (Metal Foam)
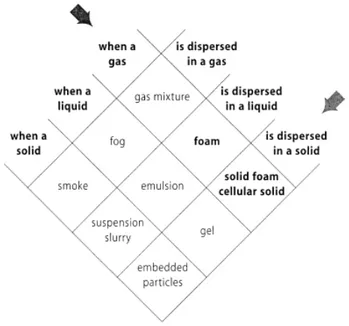
Solid foam didefenisikan sebagai material koloid dengan adanya fasa gas yang terdispersi kedalam fasa padat. Jenis-jenis koloid yang dapat tebentuk dari dua fasa seperti terlihat pada gambar 2.2.
Gambar 2.2 : Diagram klasifikasi koloid berdasarkan fasa-fasa
pembentuknyafoam (John Banhart, Advance Material; 1999)
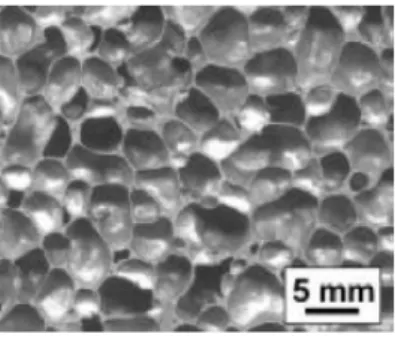
Solid foam sering kali juga disebut dengan celullar foam karena fasa gas yang terdispersi dalam solid membentuk konstruksi sel seperti pada gambar 2.3. jika solid foam berasal dari materi logam (metal) maka dinamakan dengan metalic foam.metal foam dibedakan dari logam berpori (posors metal) melalui nilai densitasnya yang lebih kecil dan jumlah % fasa gas sebesar 30-98 % vol.
Gambar 2.3 : Struktur dalam Metal Foam (AlporasTM)
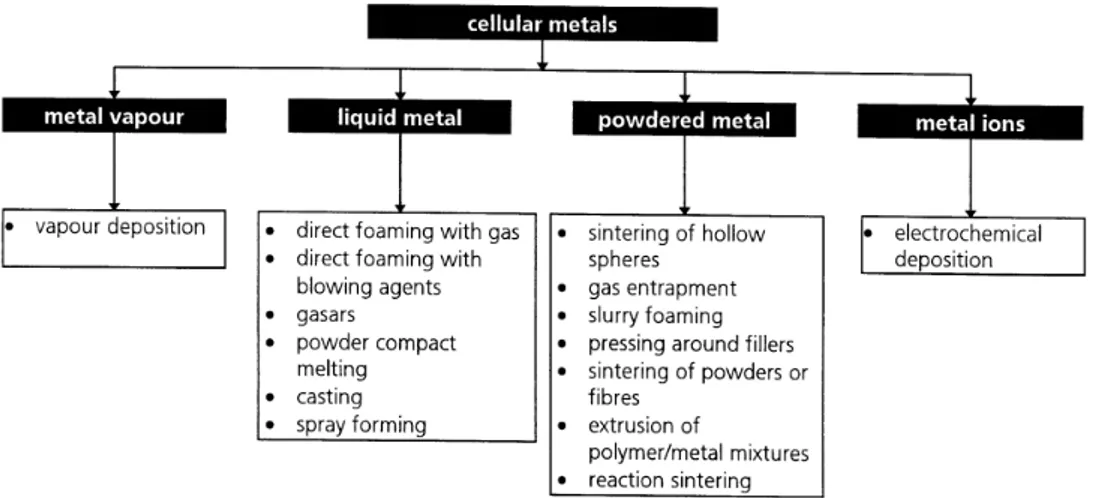
Untuk menghasilkan aluminium busa (Aluminium foam), serbuk aluminium perlu dicampur dengan gas pada temperatur tinggi sehingga aluminium bisa mengembang dan mengandung pori-pori udara. Sesudah itu campuran aluminium dan gas dikeluarkan dari dapur dan didinginkan, sehingga aluminium foam akan membeku sesuai dengan bentuk cetakannya. Hasil dari metode ini adalah sel tertutup aluminium busa yang menunjukkan kulit seperti pengecoran yang tipis pada bagian permukaannya. Gas yang biasa digunakan untuk membuat pori-pori pada logam bisa berasal dari tiga hal, yaitu gas dari luar yang disuntikkan ke dalam logam cair, blowing agent atau pun gas-gas yang terlarut. Pada gambar 2.4 menunjukkan metode-metode yang biasa digunakan untuk membuat metal foam. Dari gambar tersebut dapat diketahui bahwa secara umum metalfoam dapat dibuat dari logam yang berbentuk lelehan (melt) dan serbuk (powder).
Gambar 2.4 : Skema beberapa metode pembuatan metal foam (John Banhart,
Advance Material; 1999)
Pada umumnya gelembung gas yang terbentuk di dalam lelehan logam akan cenderung naik ke atas permukaan lelehan logam karena adanya gaya tekan ke atas oleh zat cair. Namun gaya tekan terhadap gelembung udara ini dapat dikurangi dengan cara meningkatkan kekentalan lelehan logam, penambahan serbuk keramik atau penambahan unsur pemadu yang akan menjadi partikel-partikel penstabil. Adapun metode-metode yang umum digunakan untuk membuat metal foam adalah :
1. Penambahan gas secara langsung (Hydro/Alcan) 2. Metode pemanfaatan Blowing Agent (Alporas) 3. Solid-Gas Eutectic Solidification (Gasar)
4. Metode kompaksi antara serbuk Aluminium dengan blowing Agent (Foaminal/Alulight)
2.1.1. Penambahan Gas Secara Langsung
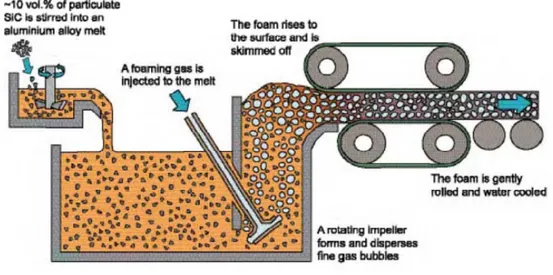
Pertama kali metode ini digunakan untuk membuat aluminium foam oleh perusahaan Hydro Aluminium di Norwegia dan Cymat Aluminium Corporation di Kanada. Skema yang dilakukan pada metode ini seperti ditunjukkan pada gambar 2.5.
Gambar 2.5 : Skema proses penambahan gas secara langsung (Curran; 2003)
Untuk mempertinggi kekentalan lelehan aluminium biasanya digunakan partikel penguat seperti silicon-carbide, aluminium-oxide atau magnesium-oxide sehingga kecenderungan naiknya gelembung gas ke permukaan lelehan logam dapat dihambat. Pada metode ini, pertama kali disiapkan lelehan logam aluminium yang mengandung salah satu partikel penguat tersebut di atas sehingga campuran ini juga bisa disebut sebagai metal matrix composite. Namun dengan cara ini, untuk memperoleh distribusi partikel yang merata di dalam lelehan aluminium sangat sulit sehingga biasanya digunakan aluminium yang sudah dipadukan. Fraksi volum dari partikel penguat adalah 10-20% dengan ukuran
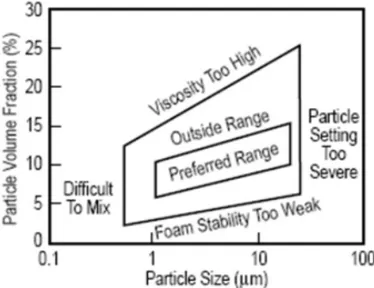
partikel rata-rata 5µm – 20µm. Apabila ukuran partikel terlalu kecil atau terlalu besar maka akan muncul masalah pada kemampuan pencampuran (difficult to mix), kekentalan lelehan logam dan kestabilan metal foam yang terbentuk. Oleh karena itu ukuran dan fraksi volum partikel penguat harus berada pada rentang yang diperbolehkan sebagaimana pada gambar 2.6.
Gambar 2.6 : Rentang ukuran dan fraksi foam yang diperbolehkan untuk metal foam(John Banhart, Advance Material; 1999)
Langkah kedua yaitu penyuntikan gas (udara, nitrogen atau argon) dengan menggunakan rotating impeller atau vibrating nozzle yang akan membantu pemerataan gelembung gas di dalam lelehan aluminium. Campuran lelehan aluminum dan gelembung gas akan mengapung di bagian atas aluminium cair kemudian akan mengalami pembekuan.
Densitas aluminium foam yang dihasilkan 0.069 gr/cm3 – 0,54 gr/cm3, ukuran pori-pori yang dihasilkan antara 3mm sampai 25mm dan ketebalan aluminium foam yang bisa dihasilkan mulai dari 50µm (L.D. Kenny, Mater. Sci. Forum, 1996). Parameter yang mempengaruhi proses ini adalah kecepatan aliran
gas, kecepatan impeller dan frekuensi getaran nozzle. Adanya gaya gravitasi berpengaruh selama proses pengeringan sehingga akan mempengaruhi produk akhir metal foam. Produk ini cenderung memiliki gardien pada densitas, ukuran pori-pori dan pemanjangan pori-pori (pores elongation).
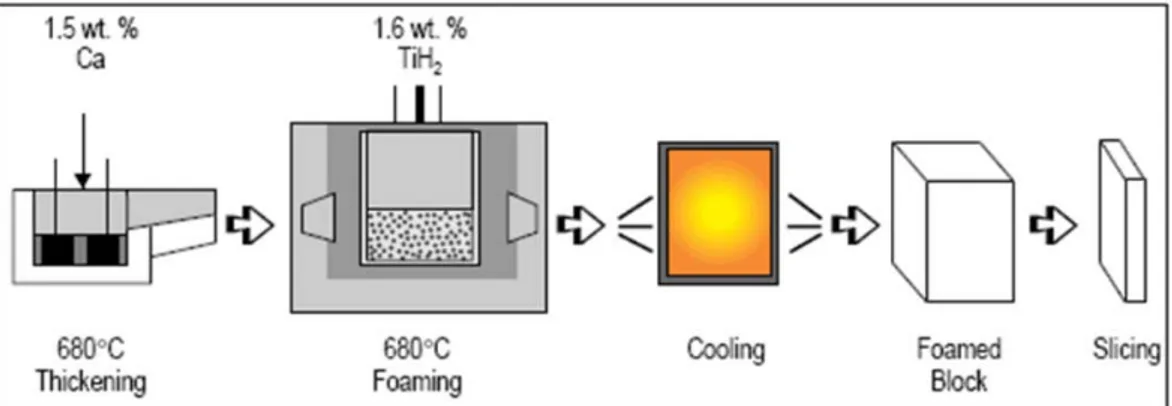
2.1.2. Metode pemanfaatan Blowing Agent (AlporasTM)
Di pasaran, metode ini disebut Alporas. Pada metode ini digunakan blowing agent sebagai pengganti dari udara yang disuntikkan pada metode pertama. Blowing agent akan terurai dan menghasilkan gas akibat proses pemanasan. Skema metode pembuatan metal foam dengan metode ini ditunjukkan pada gambar 2.7.
Gambar 2.7 :Skema Proses foaming secara langsungdengan penambahan gas-releasing powders.(Curran; 2003)
Pada metode ini, langkah pertama yang dilakukan yaitu penambahan 15%wt kalsium (Ca) ke dalam lelehan aluminium 680oC kemudian diaduk selama beberapa menit. Selama proses pengadukan, kekentalan lelehan aluminium akan meningkat sampai 5 kali karena pembentukan oxide (CaO), calcium-aluminium-oxide (CaAl2O4) atau pun Al4Ca intermetalic.
Pada proses ini sangat penting untuk menjaga lelehan logam yang sedang mengembang agar tidak runtuh, oleh karena itu sebelumnya aluminium ditambahkan Ca dan pada saat proses disuntikkan udara agar terbentuk CaO dan CaAlO4 untuk meningkatkan viskositas dari lelehan. Dengan metode ini dapat dihasilkan produk dengan ρ*/ ρs sekitar 0.05-0.3 dengan ukuran rongga 2-10 mm. metode ini memiliki keterbatasan terhadap bentuk. Karena memrlukan pengadukan pada saat penambahan senyawa penghasil gas maka metode ini tidak dapat membentuk benda yang kompleks.
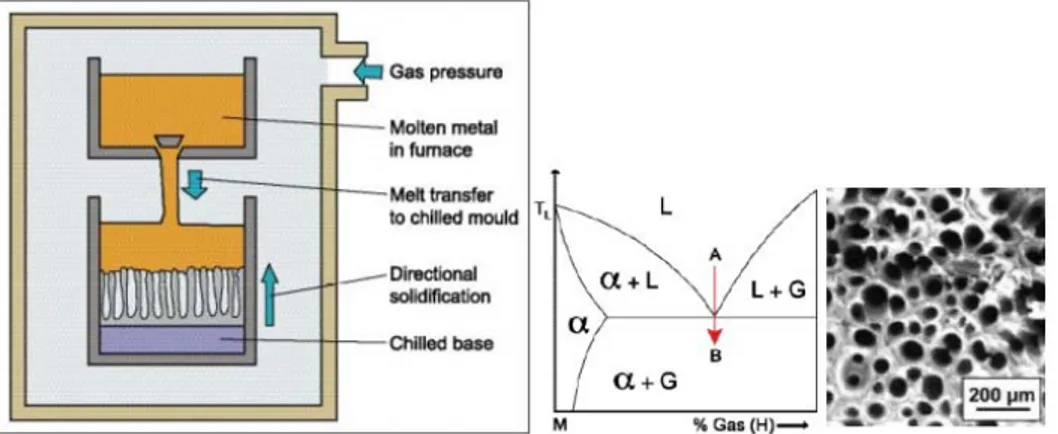
2.1.3. Solid-Gas Eutectic Solidification (Gasar)
Metode ini dikembangkan sejak beberapa dekade lalu dengan berdasar pada teori bahwa beberapa jenis logam cair memiliki sistem eutectic bersama dengan gas hidrogen. Apabila salah satu logam ini dilelehkan pada lingkungan mengandung hidrogen dan tekanan tinggi (sampai 50 atm) akan diperoleh lelehan logam dan hidrogen yang homogen. Apabila temperatur diturunkan, lelehan logam akan mengalam transisi eutectic menjadi lelehan yang memiliki fasa heterogen terdiri dari padatan dan gas (solid+gas). Apabila komposis sisem ini mendekati komposis pada titik eutectic, maka proses segregasi akan terjadi pada satu temperatur. Pada saat lelehan logam membeku, gas-gas akan berusaha keluar dari lelehan namun terperangkap di dalam lelehan sehingga diperoleh logam padat yang mengandung pori-pori berisi gas hidrogen. Metode ini menghasilkan produk dengan pori-pori antara 10µm sampai 10mm dengan panjang pori-pori antara 100µm sampai 300µm dan derajat porositas 5% sampai 75%. Pada umumnya, bentuk pori yang akan didapat berupa pori besar yang memanjang sesuai arah pembekuan. Kata “Gasar” sendiri tercipta dari akronim rusia yang berarti
gas-reinforced”. Saat ini metode ini telah diadaptasi oleh Jepang dengan penamaan “lotus-structure” karena menyerupai akar lotus (teratai). Gambar 2.8 menunjukkan rute proses gasar dan hasil proses.
Gambar 2.8 : Rute proses aluminium foam dengan pembekuan eutectic dari Solid-Gas; dan hasil proses(Curran; 2003)
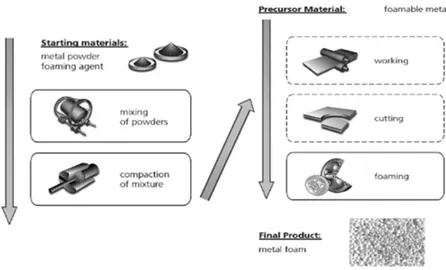
2.1.4. Metode kompaksi antara serbuk Aluminium dengan blowing Agent Aluminium foam juga bisa diperoleh dari serbuk aluminium yang dicampur dengan blowing agent kemudian dikompaksi menjadi semi-finish product (precursor) sebagaimana ditunjukkan pada gambar 2.9. Metode kompaksi yang bisa dilakukan dengan pembebanan uni-axial atau isostatic compression, misalnya rod extruder atau powder rolling. Metode ini diawali dengan pencampuran serbuk aluminium (aluminium murni, aluminium paduan atau serbuk campuran aluminium dengan logam lain) dengan Langkah selanjutnya adalah pemanasan precursor pada temperatur lebur aluminium sehingga blowing agent akan terurai dan menghasilkan gas hidrogen. Lelehan precursor akan mengembang dan menghasilkan struktur yang memiliki banyak pori. Waktu yang diperlukan untuk mencapai ekspansi maksimum dari lelehan logam tergantung pada temperatur dan
ukuran precursor. Contoh metode kompaksi yang lazim digunakan adalah dengan uniaxial atau isostatic compression, rod extrusion atau powder rolling.
Gambar 2.9 : Prinsip Metode kompaksi antara serbuk Aluminium dengan blowing Agent(Curran; 2003)
2.1.5. Foaming of Ingots Containing Blowing Agents(Formgrip)
Metode ini dikembangkan dengan menggunakan bahan dasar ingot aluminium agar tidak perlu menggunakan serbuk logam dalam pembuatan aluminium foam. Material precursor juga dapat dibuat dengan mencampurkan partikel titanium hydride (TiH2) kedalam logam cair, sesaat setelah cairan logam akan membeku. Hasil precursor yang didapatkan, selanjutnya dapat diproses dengan metode yang sama dengan yang sebelumnya. Untuk menghindari pembentukan dini gas hidrogen saat pencampuran, maka pembekuan harus dilakukan dengan cepat atau menggunakan blowing agent yang “dipasifkan” sehingga mencegah pelepasan gas yang berlebihan. Salah satu metodenya adalah dengan menggunakan mesin die-casting. Serbuk hidrida diinjeksikan kedalam cetakan (die) bersamaan dengan logam cair. Untuk mendapatkan foam yang stabil, maka sering digunakan partikel SiC sekitar 10-15 % volume.
Gambar 2.10 : Rute Proses Formgrip dan penampang melintang dari produknya(Curran; 2003)
2.2. Senyawa Penghasil Gas (Blowing Agent)
Blowing agent atau foaming agent adalahzat yang dapat memproduksi suatu struktur cellular melalui proses foaming pada berbagai material yang telah mengeras atau pada fase transisi, contohnya plastic, polymer dan metal. Blowing agent dicampurkan pada saat material parent dalam keadaan cair. Struktur seluler pada matriks akan mengurangi kepadatan, meningkatkan panas dan penyerapan akustik, serta meningkatkan kekakuan yang relatif lebih baik dari material aslinya.
Dalam pembuatan metal foam digunakan jenis blowing agent yang merupakan senyawa penghasil gas. Dimana senyawa tersebut adalah suatu zat yang stabil pada temperatur kamar namun dapat melepaskan gas apabila dipanaskan. Contoh dari senyawa penghasil gas adalah TiH2 yang telah secara komersil digunakan. Senyawa penghasil gas akan melepaskan gas akan
melepaskan gas pada temperature dekomposisinya (400-1300oC) gas inilah yang akan mempuat cairan logam mengembang. Senyawa logam termasuk hidrida, oksida, nitride, sulfide dan karbonat juga cocok digunakan.
Persayaratan umum dari senyawa penghasil gas yang dapat digunakan sebagai blowing agent adalah temperature dekomposisinya secara termodinamika sesuai dengan temperatur dimana logam tersebut meleleh. Jika temperature dekomposisi terlalu rendah maka reaksi akan berlangsung secara cepat sehingga tidak cukup waktu untuk senyawa penghasil gas terdispersi secara merata pada lelehan logam. Jika temperaturnya terlalu tinggi maka foam akan runtuh sebelum pembekuan, selain itu secara ekonomi juga tidak menguntungkan.
Kenetika dan reaksi dekomposisi juga penting, foaming harus terjadi secara cepat agar didapatkan ukuran rongga yang diinginkan sebelum foam runtuh atau gelembung keluar dari lelehan. Volume dari gas yang dihasilkan dari gas yang dihasilkan oleh senyawa penghasil gas juga merupakan hal yang penting, senyawa penghasil gas dengan kemampuan menghasilkan gas yang tinggi membutuhkan pengadukan yang lebih sedikit. Senyawa penghasil gas haru memiliki densitas yang relative sama dengan lelehan agar senyawa penghasil gas dapt terdispersi secara merata.
2.2.1. Titanium Hidrida (TiH2)
Titanium Hidrida merupakan jenis senyawa penghasil gas yang termasuk dalam kategori chemical blowing. TiH2 adalah senyawa kimia dari titanium dan hidrogen, dengan hidrida yang sangat reaktif. TiH2 merupakan senyawa penghasil
gas yang telah digunakan secara komersil dan telah banyak digunakan dalam industri.
Titanium hidrida merupakan senyawa penghasil gas yang baik dan telah teruji dapat mengasilkan foam yang bagus untuk metal foam, namun kekurangannya adalah senyawa ini sangat mahal dan sangat tidak efektif jika hanya digunakan untuk produksi skala kecil.
2.2.2. Kalsium Karbonat (CaCO3)
Kalsium karbonat umumnya bewarna putih dan umumnya sering djumpai pada batu kapur, kalsit, marmer, dan batu gamping. Selain itu kalsium karbonat juga banyak dijumpai pada skalaktit dan stalagmit yang terdapat di sekitar pegunungan. Karbonat yang terdapat pada skalaktit dan stalagmit berasal dari tetesan air tanah selama ribuan bahkan juataan tahun. Seperti namanya, kalsium karbonat ini terdiri dari 2 unsur kalsium dan 1 unsur karbon dan 3 unsur oksigen. Setiap unsur karbon terikat kuat dengan 3 oksigen, dan ikatan ini ikatannya lebih longgar dari ikatan antara karbon dengan kalsium pada satu senyawa. Kalsium karbonat bila dipanaskan akan pecah dan menjadi serbuk remah yang lunak yang dinamakan calsium oksida (CaO).
Kalsium karbonat sendiri memiliki densitas yang mirip dengan aluminium yaitu sekitar 2710 kg m3 sehingga dapat terdispersi secara baik pada lelehan aluminium dan telah digunakan untuk membuat foam dari kaca selain itu jika terjadi pengurangan pCO2, ∆G reaksi akan menjadi lebih rendah sehingga dekomposisi dapat terjadi pada temperatur yang lebih rendah. Jadi jika kita dapat
foaming pada temperatur yang lebih rendah. Hal-hal inilah yang merupakan peluang penggunaan kalsium karbonat sebagai senyawa penghasil gas.
Kalsium karbonat merupakan senyawa penghasil gas yang memiliki potensi yang bagus karena murah dan ketersediannya yang banyak. Kalsium karbonat sendiri memiliki densitas yang mirip dengan aluminium yaitu sekitar 2710 kg m-3 (Andri Agusta : 2009) sehingga dapat terdispersi secara baik pada lelehan aluminium dan telah digunakan untuk membuat foam dari kaca.
2.2.3. Dolomite (CaMg(CO3)2)
Dolomite atau yang dikenal juga Kalsium Magnesium Karbonat, dolomit adalah magnesium dan kalsium berbentuk tepung dengan rumus kimia CaMg(CO3)2.
Sama halnya seperti CaCO3 dolomit merupakan senyawa penghasil gas dan memiliki potensi yang bagus karena harga yang ekonomis dan ketersediaan yang banyak.
2.2.4. Zirkonium Hidrida (ZrH2)
Merupakan senyawa kimia campuran antara hidrida dan zirconium. Dipasaran biasanya berupa serbuk berwana abu-abu kehitaman dan bersifat mudah terbakar.
Sering digunakan dalam metalurgi serbuk sebagai hidrogen katalis dan sebagai reducing agent, vacum tube getter, dan foaming agent pada produksi busa metal. ZrH2 juga digunakan sebagai neutron moderator pada thermal-spectrum di reaktor nuklir. Kegunaan lainnya adalah senyawa ini bertindak sebagai bahan
bakar dalam komposisi piroteknik.Dalam pembuatan aluminium foam ZrH2 bubuk dengan jumlah 0.6% - 1.4% (wt) ditambahkan pada aluminium cair, saat foaming pada temperatur antara 933 – 1013 K.
2.3. Tahapan pembentukan struktur foam 2.3.1. Pertumbuhan Sel
Struktur sel umumnya terbangun melalui tahapan yang diperlihatkan pada gambar 2.11. Bentuk sel pada umumnya hanya dikontrol oleh tegangan permukaan, lalu membentuk pori bulat. Kemudian dilanjutkan dengan pengembangan bentuk pori menjadi bertambah angular. Dikarenakan pergerakan gelembnung relatif dengan gelembung lainnya menjadi sulit, maka akhirnya membentuk jaringan 3 dimensi dari sel polihedral. Terminologi yang digunakan untuk mengkarakterisasi struktur sel polyhedral dijelaskan melalui gambar 2.12.
Gambar 2.11 : skema pertumbuhan struktur sel dengan ρ*/ ρ berkurang selama pengembangan logam cair dengan menggunakan foaming agent yang terdispersi.(John Banhart, Advance Material; 1999)
Gambar 2.12 : Terminologi dan notasi struktur sel(John Banhart, Advance Material; 1999)
2.3.2 Faktor yang Mempengaruhi Stabilitas Struktur Foam 2.3.2.1. Difusi Gas
Pada foam cair, perbedaan tekanan diantara sel dengan ukuran yang berbeda akan menyebabkan terjadinya pengasaran, melalui mekanisme Otswald Rippening. Tekanan gas didalam sel yang memiliki tekanan permukaan akan berbanding terbalik dengan radius lengkungan selnya. Difusi yang terjadi, akan tetapi dibatasi oleh tingkat difusivitas dan kelarutan berbagai macam gas seringkali dapat diabaikan, kecuali H2 yang mempunyai kelarutan signifikan dalam aluminium cair. Gambar 2.13 menunjukkan grafik kelarutan gas yang dapat dikurangi secara signifikan dengan tambahan paduan Si. Dikarenakan, pada proses foaming. Gelembung akan dipertahankan dalam keadaan cair untuk waktu yang sebentar, maka dapat diasumsikan bahwa efek dari difusi gas pada struktur sel dapat diabaikan.
Gambar 2.13: Kelarutan H2 didalam paduan Al-Si sebagai fungsi dari konsentrasi
Si.(John Banhart, Advance Material; 1999)
2.3.2.2. Pengaturan Sel
Jika dikomposisi pada sel yang berdekatan menunjukkan perbedaan tekanan yang jauh dan tidak dapat terakomodasi dengan difusi, maka sel-sel dapat mengatur kembali, lalu merubah sel tetangganya untuk mendistribusikan tekanan kembali. Kemungkinan yang terjadi adalah permukaan sel dengan tegangan permukaan yang rendah dapat melengkung.
2.3.2.3. Viskositas
Untuk membuat sel yang terdistribusi merata, maka gelembung harus dapat ditahan didalam logam cair sampai foam membeku. Dengan kata lain, kecepatan pergerakan naiknya gelembung dapat dikurangi. Pengaruh ukuran gelembung dan tingkat viskositas logam cair pada kecepatan terminal gelembung gas pada logam cair dapat diperoleh dengan menyeimbangkan kemampuan apung
2.3.2.4. Tegangan Permukaan
Tegangan permukaan pada sel polyhedral akan menyebabkan pembulatan bentuk sel dengan batas datar yang melebar dan permukaan sel yang menipis. Hal ini diperlihatkan pada gambar 2.14. Kejadian ini dibarengi dengan pembekuan logam cair dari permukaan sel ke batas datar sel.
Gambar 2.14 : Efek dari tegangan permukaan pada batas sisi yang datar(John Banhart, Advance Material; 1999)
Spesi yang bermigrasi dari permukaan gas-liquid, akan menurunkan energi antar permukaan foam. Dengan membatasi efek dari tegangan permukaan pada gelembung, maka akan mengurangi driving force aliran material dari permukaan sel ke batas datar sel, karena bisa merusak (menipiskan) permukaan sel.
2.3.2.5. Oksidasi Pada Aluminium
Aluminium memiliki reaktifitas yang tinggi untuk membentuk lapisan oksida sesuai dengan reaksi :
2Al(l) + 3/2O2(g) Al2O3(s)
Lapisan oksida ini lentur dan tidak terlalu signifikan mengganggu fluiditas dari aluminium. Akan tetapi, keberadaan lapisan ini berefek pada tegangan permukaan.
Permukaan aluminium solid dapat teroksidasi secara cepat, meskipun laju oksidasi akan turun atau diabaikan saat mencapai batas ketebalan oksida pada permukaan. Batas ini dikenal sebagai Mott thickness dengan nilai 2 nm pada temperatur kamar, dan relative tidak sensitive terhadap tekanan parsial oksigen. Diatas 200oC lapisan oksida akan tumbuh secara cepat dengan sekala waktu harian sehingga ketebalan akan menebal secara signifikan.
2.4. Karakteristik Mekanik Aluminium Foam 2.4.1. Tingkat Skala
Metal foam dapat dikarakterisasi melalui 3 skala tingkatan, tingkat pertama, metal foam dapat diperlakukan sebagai material teknik yang utuh (bulk material), yaitu mengabaikan keberadaan porositas. Sifat material yang menjadi perhatian adalah kekakuan, kekuatan, ketangguhan dan densitasnya. Sifat-sifat tersbut merupakan fenomena pada material foam ketika berdeformasi plastis dan mengalami strain hardening. Sifat-sifat ini menjadi parameter yang disesuaikan dengan persyaratan untuk beberapa tipe produk foam komersil tertentu.
Pada tingkat kedua, metal foam dapat dilihat sebagai bagian sel-sel yang dirangkaikan. Sifat yang diperhatikan, termasuk didalamnya adalah kisaran dan distribusi dari ukuran sel pada sesimen tertentu; bentuk sel dan kelakuan ketika sel tersebut di rangkaikan terhadap sel yang lain; ketebalan; dan profil permukaan penampang melintang sel. Dalam usaha mengoptimalkan sifat mekanik dari metal foam, maka saat ini telah terdapat penelitian yang mencari hubungan diantara
Pada tingkat ketiga, struktur mikro dari logam matriks foam menjadi hal yang signifikan. Seperti halnya struktur sel, maka gambaran distribusi fasa dapat menentukan sifat metal foam. Proses produksi dari metalfoam seringkali memerlukan partikel atau fasa tambahan yang berperan sebagai penstabil atau surfactant yang juga berefek pada performa mekaniknya. Pada tingkat ini, hubungan antara struktur mikro dan sifat meterial utuh, masih menjadi bahan penelitian lanjutan.
2.4.2. Deformasi Tarik dan Tekan
Sifat elastik dari beberapa metal foam komersial saat ini telah dipelajari secara luas. Secara umum, sifat tersebut memperlihatkan kesamaan kelakuan pada deformasi tarik dan tekan, terutama untuk regangan yang kecil.
Sifat utama yang diinginkan dari metal foam adalah kemampuan untuk menyerap energi tekan plastis pada jumlah yang besar, kemudian mentransmisikan beban yang rendah secara konstan. Oleh karena itu, saat ini deformasi tekan pada metal foam telah dipelajari secara mendalam dibandingkan dengan deformasi tarik. Evaluasi terhadap penentuan sifat tarik saat ini masih sulit untuk disimpulkan. Deformasi plastis pada pembebanan tarik, hanya memperlihatkan modus kegagalan dari foam saja.
Kekuatan luluh tarik pada metal foam biasanya sama atau lebih kecil daripada kekuatan luluh tekan. Semisal, beberapa penelitian menemukan bahwa kekuatan luluh tarik dan tekan dari metal foam AlporasTM, menunjukkan angka yang mirip.
2.4.3 Defomasi Metal Foam Pada Pembebanan Tekan 2.4.3.1. Sifat Pada Regangan Rendah
Karakteristik yang menonjol adalah tidak adanya daerah yang memperlihatkan deformasi kembali pada keadaan semula. Modulus tangensial pada awal kurva pembebanannya cukup rendah daripada pembebanan yang terekam saat metal foam dilepaskan pembebanannya. Selain itu, pada siklus pembebanan-pelepasan beban, seringkali terlihat adanya kurva histersis.
Gambar 2.15, memperlihatkan skema kurva tegangan-regangan dari metal foam (closed-cell) pada pembebanan tekan. Dimana . Pembebanan dilakukan dengan 2 siklus, sehingga memperlihatkan tegangan luluh, modulus elastisitas pada saat pembebanan dan modulus elastisitas saat pelepasan beban.
Gambar 2. 15: Skema kurva tegangan regangan pada deformasi tahap awal untuk
metal foam dengan pori tertutup(John Banhart, Advance Material; 1999)
Perlu diperhatikan, bahwa deformasi elastis yang terlokalisasi muncul sebagai akibat dari tidak seragamnya bentuk foam. Pada metal foam (open-cell) yang mempunyai struktur sel seragam, tidak terdapat perbedaan diantara modulus
pembebanan dan pelepasan beban. Modulus elastis tetap menjadi sifat yang paling penting pada pemakaian aluminium untuk aplikasi konstruksi.
2.4.3.2 Keluluhan & Plastisitas Metal Foam
Deformasi plastis pada skala besar dari closed-cell, umumnya dimulai oleh kegagalan dari sebuah pita sel pada penampang melintang spesimen. Kegagalan ini muncul pada salah satu pita yang mengalami konsentrasi deformasi lokal. Konsentrasi ini terbentuk selama tahap deformasi elastis (dalam skala utuh), juga seringkali muncul di daerah yang mempunyai densitas lokal terendah. Deformasi yang terjadi pada pita tersebut, selanjutnya akan menyebabkan pemadatan lokal, dimana deformasi plastis (pada skala utuh) terjadi saat adanya kegagalan pada sel yang lain. Pembentukan pita yang gagal ini, ditandai oleh turunnya beban yang diterima oleh foam, proses ini digambarkan secara skematis pada gambar 2.16.
Daerah pada metal foam, yang telah mengalami kegagalan plastis akan selalu berdampingan dengan daerah yang mengalami deformasi elastis. Ketika regangan plastis makro yang besar, peluluhan akan terjadi dengan cara menggagalkan sel yang belum terdeformasi, sehingga memberikan tegangan datar yang konstan (plateau stress): ditunjukkan pada tahap 2 dari skema kurva tegangan-regangan pada gambar 2.16.
Gambar 2.16 : Tiga tahapan pada kurva tegangan-regangan untuk metal foam(John Banhart, Advance Material; 1999)
Kegagalan plastis, seringkali terjadi melalui penjalaran pita pertama yang telah mengalami kegagalan sepanjang bidang spesimen. Pada sturuktur sel yang tidak seragam, akan terkesan bahwa terdapat banyaknya keberadaan pita yang gagal. Hal ini, adalah konsekuensi dari daerah yang mempunyai densitas lokal tinggi pada struktur sel, yang mencegah penjalaran lanjutan, sehingga mendorong terjadinya kegagalan plastis secara acak.
Ketika kegagalan pada pita sel berlanjut, terdapat satu titik dimana tidak ada lagi ruang tersisa untuk berdeformasi dengan buckling. Hal ini digambarkan melalui kenaikan secara tajam pada kurva tegangan-regangan, sebagai fungsi dari kekuatan (tahap 3 pada gambar 2.16).
Possion's ratio, umumnya mempunyai harga mendekati nol, dikarenakan tidak adanya peregangan lateral, yang biasanya terjadi saat deformasi plastis. Denganadanya ruang bebas yang luas, berarti pita deformasi dapat mengikuti jejak dimana resistansinya paling kecil, dan seringkali terdapat pada sudut 450 atau lebih pada arah penekanan. Kekuatan luluh hidrostatik, mempunyai kemiripan dengan kekuatan luluh uniaksial.
2.4.4 . Modus Kegagalan Getas dan Ulet
Modus kegagalan metal foam (closed cell) dapat dibagi kedalam dua kategori, yaitu modus kegagalan getas dan ulet. Modus kegagalan ulet ditandai oleh daerah plateau stress yang relatif halus pada kurva tegangan-regangan, diiringi dengan kenaikan tegangan sebagai akibat dari strain hardening atau pemadatan. Sedangakan modus kegagalan getas ditandai dengan adanya penurunan (drop) setelah kekuatan tekan awal, dilanjutkan dengan kurva tegangan-regangan yang bergerigi (naik-turun), memperlihatkan adanya foam yang pecah. Karakteristik kurva tegangan-regangan pada dua tipe kegagalan diperlihatkan pada gambar 2.17. Strain hardening dapat memberikan kenaikan yang halus pada kurva tegangan-regangan. Akan tetapi, fenomena ini hanya terjdi pada metal foam yang mengalami modus kegagalan ulet dan mempunyai kandungan paduan.
Gambar 2. 17: Kurva tegangan-regangan tekan untuk spesimen kubus dari spesimen AlulightTM (ulet) dan AlcanTM (getas)
2.4.5 Modus Kegagalan untuk Energy Absorber
Ketika mempertimbangkan kegunaan metal foam sebagai material penyerap energi, terdapat 2 parameter kunci, yaitu: energi yang terserap per unit massa ketika penekanan, dan tegangan dimana energi tersebut terserap. Parameter pertama, ditunjukkan pada area dibawah kurva tegangan-regangan metal foam. Berdasarkan aplikasi, bentuk kurva sebelum tegangan melampaui nilai kritis, σe, adalah penting. seperti yang diilustrasikan pada gambar 2.17, penurunan tegangan setelah luluh, atau kenaikan strainhardening yang tinggi, dapat saja terjadi. pada umumnya, hal ini tidak diinginkan. plateau stress(σplateau), dapat juga direkayasa
agar cocok dengan tegangan kompresi untuk aplikasi-aplikasi tertentu, sekalipun dengan cara mengurangi densification strain.
Gambar 2.18: Skema kurva tegangan regangan untuk: a) foam ideal, b) foam yang mengalami kegagalan getas, dan c) foam dengan work hardening yang luas. Daerah efektif saat penyerapan energi mekanik terjadi pada bagian kelabu sebelum mencapai pembebebanan tekan kritis σe(John Banhart, Advance Material; 1999)
2.5 Aplikasi-Aplikasi Aluminium Foam
Secara umum sifat-sifat yang dimiliki aluminium foam (kekakuan, densitas, ketangguhan, dan lain sebagainya) terdapat juga pada material-material lainya, namun keunggulan dari metal foam secara umum dan aluminium foam secara khusus adalah kombinasi dari sifat-sifat tersebut yang tidak dapat di miliki oleh material lain. Aluminium foam memiliki sifat :
a) Kekuatan (10 Mpa) dan Kekakuan (1 Gpa) struktur yang cukup tinggi.
b) Densitas yang rendah (sekitar 1/5 dari aluminium padatan).
c) Kemampuan untuk menyerap energi mekanik, panas, dan getaran yang besar.
d) Secara khusus untuk jalur indirect foaming aluminium foam juga dapat membentuk struktur yang kompleks seperti pada gambar 2.19
Gambar 2.19: Struktur Kompleks dari Aluminium Foam(John Banhart, Metal Foam Guide; 1999)
Kombinasi sifat-sifat yang dimiliki aluminium foam tersebut menjadikannya cocok untuk beberapa aplikasi seperti konstruksi ringan, alat penyerap energi mekanik, akustik serta termal yang relevan dengan industri
otomotif. Aluminium foam juga berpotensi digunakan untuk aplikasi lain seperti perkapalan, penerbangan serta teknik sipil. Diagram untuk beberapa aplikasi didalam dunia otomotif serta sifat aluminium foam yang berhubungan ditunjukkan pada gambar 2.20.
Gambar 2.20 : Diagram Sifat serta Aplikasi Aluminium Foam(John Banhart, Metal Foam Guide; 1999)
2.5.1. Aplikasi struktur ringan
Foam secara intrinsik menggabungkan sifat kekakuan yang tinggi dengan densitas yang rendah dibanding material bulk. Perlu di perhatikan bahwa jika hanya kekuatan langsung yang diperhitungkan maka aluminium foam akan memiliki performa yang sama atau bahkan sedikit lebih buruk dibanding material bulk pada berat yang sama. Keuntungan sebenarnya dari foam adalah ketika memperhitungkan beban bending yang dapat diterima suatu struktur sebagai fungsi dari berat. Massa yang terdistribusi pada struktur rongga akan meningkatkan momen inersia material secara keseluruhan sehingga akan memberikan nilai kekakuan dan kekuatan terhadap beban bending yang lebih
berguna sebagai komponen penahan beban yang memiliki kekuatan yang tinggi serta densitas yang rendah pada aplikasi di otomotif maupun penerbangan.
Aluminium foam dapat digunakan sebagai komponen penahan beban secara langsung namun yang paling banyak digunakan adalah sebagai bagian dari struktur yang saling berikatan (Gambar 2.21). Foam dapat digunakan sebagai elemen pengisi bagian tengah sebuah struktur dari pelat logam seperti foam yang mengisi struktur pipa atau batang untuk meningkatkan kekakuan tanpa menambah berat secara signifikan.
Gambar 2.21 : (a) Pelat Aluminium Foam Sandwich (AFS) (b) Penggunaan Pelat AFS pada Lifting Arm (c) Prototipe Engine Mounting Bracket BMW 2.5.2. Penyerap Energi Mekanik (impak)
Kategori dari aplikasi aluminium foam yang lain adalah pemanfaatan sifat menyerap energi dari aluminium foam. Ketika ditekan foam menunjukkan hanya sedikit deformasi elastis sebelum akhirnya runtuh. Pada sebagian besar foam runtuhnya foam melibatkan deformasi plastis yang besar pada dinding rongga
yang runtuh yang merambat pada rongga-rongga yang lain akibat pemberian tegangan yang kecil dan hampir konstan. Pergerakan dislokasi pada logam akan menyebabkan jumlah energi yang dapat diserap semakin besar. Hal ini memungkinkan aplikasi material yang dapat menyerap tumbukan, ringan, dan murah. Contoh aplikasi ini adalah badan mobil atau kereta api untuk mengurangi beban tumbukan namun tetap ringan dan telah secara komersil diproduksi.
Gambar 2.22: Prototipe Crash Absorber(John Banhart, Metal Foam Guide; 1999)
2.5.3. Pengontrol panas
Aluminium memiliki ketahanan terhadap oksidasi dan beberapa bentuk serangan kimia. Jika hal ini dikombinasikan dengan luas permukaaan yang besar serta konduktifitas termal yang baik dari dinding rongga maka foam dengan rongga terbuka cocok untuk aplikasi material penukar panas. Sebaliknya foam dengan rongga tertutup dan secara intrinsik memiliki konduktivitas termal yang rendah karena struktur rongganya dan memiliki ketahanan terhadap panas yang tinggi dibanding logam penyusunya sebagai akibat terbentuknya lapisan oksida pada permukaan aluminium cocok untuk aplikasi pelindung panas. Gambar 2.23memperlihatkan contoh aplikasi metal foam sebagai pengontrol panas.
Gambar 2.23 : Dua jenis Heat Exchanger yang Terbuat dari Open Cell Foam
(gambar diambil dari ERG Aerospace) (John Banhart, Metal Foam Guide; 1999)
2.6. Uji Kekerasan (Hardness Test)
Mechanical
properties) dari suatu material. Kekerasan suatu material harus diketahui khususnya untuk material yang dalam penggunaanya akan mangalami pergesekan (frictional force) dan deformasi plastis. Deformasi plastis sendiri suatu keadaan dari suatu material ketika material tersebut diberikan gaya maka struktur mikro dari material tersebut sudah tidak bisa kembali ke bentuk asal artinya material tersebut tidak dapat kembali ke bentuknya semula. Lebih ringkasnya kekerasan didefinisikan sebagai kemampuan suatu material untuk menahan beban identasi atau penetrasi (penekanan).
Di dalam aplikasi manufaktur, material dilakukan pengujian dengan dua pertimbangan yaitu untuk mengetahui karakteristik suatu material baru dan melihat mutu untuk memastikan suatu material memiliki spesifikasi kualitas tertentu.
Didunia teknik, umumnya pengujian kekerasan menggunakan 4 macam metode pengujian kekerasan, yakni :
1.
2.
3.
4.
Pengujian kekerasan dengan metode Brinnel bertujuan untuk menentukan kekerasan suatu material dalam bentuk daya tahan material terhadap bola baja (identor) yang ditekankan pada permukaan material uji tersebut (spesimen). Idealnya, pengujian Brinnel diperuntukan untuk material yang memiliki permukaan yang kasar dengan uji kekuatan berkisar 500-3000 kgf. Identor (Bola baja) biasanya telah dikeraskan dan diplating ataupun terbuat dari bahan Karbida Tungste
Pada gambar 2.24 menunjukkan set up dalam pengujian brinnel.
Gambar 2.24: Pengujian Brinnel dan perumusan untuk pengujian Brinnel (www.google.com)
Berdasarkan gambar di atas maka dalam pengujian brinnel hal utama yang akan diperhatikan adalah : D = Diameter bola (mm) d = impression diameter (mm) F = Load (beban) (kgf) HB = Brinell result (HB)
Pengujian kekerasan dengan metode Rockwell bertujuan menentukan kekerasan suatu material dalam bentuk daya tahan material terhadap indentor berupa bola baja ataupun kerucut intan yang ditekankan pada permukaan material uji tersebut.
Gambar 2.25 : Pengujian Rockwell (www.google.com)
Untuk mencari besarnya nilai kekerasan dengan menggunakan metode Rockwell dijelaskan pada gambar 2.26, yaitu pada langkah 1 benda uji ditekan oleh indentor dengan beban minor (Minor Load F0) setelah itu ditekan dengan beban mayor (major Load F1) pada langkah 2, dan pada langkah 3 beban mayor diambil sehingga yang tersisa adalah minor load dimana pada kondisi 3 ini indentor ditahan seperti kondisi pada saat total load F yang terlihat pada Gambar 2.26.
Gambar 2.26:Prinsip kerja metode pengukuran kekerasan Rockwell(www.google.com)
Besarnya minor load maupun major load tergantung dari jenis material yang akan di uji, jenis-jenisnya bisa dilihat pada Tabel 2.1.Dibawah ini merupakan rumus yang digunakan untuk mencari besarnya kekerasan dengan metode Rockwell.
HR = E – e ... (2.2)
Dimana :
F0 = Beban Minor(Minor Load) (kgf)
F1 = Beban Mayor(Major Load) (kgf)
F = Total beban (kgf)
e = Jarak antara kondisi 1 dan kondisi 3 yang dibagi dengan 0.002 mm
E = Jarak antara indentor saat diberi minor load dan zero reference line yang untuk tiap jenis indentor berbeda-beda yang bias dilihat pada table 1
HR = Besarnya nilai kekerasan dengan metode hardness
Tabel 2.1 menunjukkan skala yang dipakai dalam pengujian Rockwell skala dan range uji dalam skala Rockwell.
Tabel 2.1Rockwell Hardness Scales
Scale Indentor F0 (kgf) F1 (kgf) F (kgf) E
Jenis Material Uji A Diamond cone 10 50 60 100 Exremely hard materials, tugsen
carbides, dll
B 1/16" steel ball 10 90 100 130 Medium hard materials, low dan medium carbon steels, kuningan, perunggu, dll
C Diamond cone 10 140 150 100 Hardened steels, hardened and tempered alloys
E 1/8" steel ball 10 90 100 130 Berrylium copper,phosphor bronze, dll
F 1/16" steel ball 10 50 60 130 Alumunium sheet
G 1/16" steel ball 10 140 150 130 Cast iron, alumunium alloys
H 1/8" steel ball 10 50 60 130 Plastik dan soft metals seperti timah
K 1/8" steel ball 10 140 150 130 Sama dengan H scale L 1/4" steel ball 10 50 60 130 Sama dengan H scale M 1/4" steel ball 10 90 100 130 Sama dengan H scale P 1/4" steel ball 10 140 150 130 Sama dengan H scale R 1/2" steel ball 10 50 60 130 Sama dengan H scale S 1/2" steel ball 10 90 100 130 Sama dengan H scale V 1/2" steel ball 10 140 150 130 Sama dengan H scale
Pengujian kekerasan dengan metode Vickers bertujuan menentukan kekerasan suatu material dalam yaitu daya tahan material terhadap indentor intan yang cukup kecil dan mempunyai bentuk geometri berbentuk piramid seperti ditunjukkan pada gambar 2.27. Beban yang dikenakan juga jauh lebih kecil dibanding dengan pengujian rockwell dan brinel yaitu antara 1 sampai 1000 gram.
Angka kekerasan Vickers (HV) didefinisikan sebagai hasil bagi (koefisien) dari beban uji (F) dengan luas permukaan bekas luka tekan (injakan) dari indentor(diagonalnya) (A) yang dikalikan dengan sin (136°/2).
Gambar 2.27 : Pengujian Vickers dan bentuk indentor Vickers (Callister, 2011)
Rumus yang digunakan untuk menentukan besarnya nilai kekerasan dengan metode vikers adalah :
………(2.3)
……….………...(2.4)
………(2.5)
Dimana,
HV = Angka kekerasan Vickers F = Beban (kgf)
2.6.4. . Micro Hardness (knoop hardness)
Mknoop hardness testing
merupakan pengujian yang cocok untuk pengujian material yang nilai kekerasannya rendah. Knoop biasanya digunakan untuk mengukur material yang getas seperti keramik.
Gambar 2.28 : Bentuk indentor Knoop ( Callister, 2001)
Sedangkan rumus untuk menentukan besarnya nilai kekerasan dengan menggunakan metode micro hardness adalah :
Dimana :
HK = Angka kekerasan Knoop F = Beban (kgf)
l = Panjang dari indentor (mm)\