5 BAB II
STUDI LITERATUR
2.1 Pendekatan Lean
2.1.1 Konsep Dasar Lean
Lean adalah suatu upaya terus-menerus untuk menghilangkan pemborosan (waste) dan meningkatkan nilai tambah (value added) produk (barang dan/atau jasa) agar memberikan nilai kepada pelanggan (customer value). Tujuan Lean adalah meningkatkan customer value secara terus menerus melalui peningkatan rasio antara nilai tambah terhadap waste (the value-to-waste ratio). Pada tahun 2006, the value-to-waste ratio perusahaan-perusahaan Jepang sekitar 50 %, perusahaan Toyota Motor sekitar 57%, perusahaan-perusahaan terbaik di Amerika Utara (Amerika Serikat dan Kanada) sekitar 30%, sedangkan the value-to-waste ratio perusahaan terbaik di Indonesia baru sekitar 10%. Suatu perusahaan dapat dianggap Lean apabila the value-to-waste ratio telah mencapai minimum 30%. Apabila perusahaan itu belum Lean, perusahaan itu dapat disebut sebagai Un-Lean Enterprise dan dikategorikan sebagai perusahaan tradisional.
APICS Dictionary dalam Gasperz (2011) mendefinisikan Lean sebagai suatu filosofi bisnis yang berlandaskan pada minimasi penggunaan sumber-sumber daya (termasuk waktu) dalam berbagai aktivitas perusahaan. Lean berfokus pada identifikasi dan eliminasi aktivitas-aktivitas tidak bernilai tambah ( non-value-adding activities) dalam desain, produksi (untuk bidang manufaktur) atau operasi (untuk bidang jasa), dan supply chain management, yang berkaitan langsung dengan pelanggan.
Lean dapat didefinisikan sebagai suatu pendekatan sistemik dan sistematik untuk mengidentifikasi dan menghilangkan pemborosan (waste) atau aktivitas-aktivitas yang tidak bernilai tambah (non-value-adding activities) melalui peningkatan terus menerus secara radikal (radical continuous improvement) dengan cara mengalirkan produk (material, work-in-process, output) dan informasi
menggunakan sistem tarik (pull system) dari pelanggan internal dan eksternal untuk mengerjar keunggulan dan kesempurnaan.
Lean yang diterapkan pada keseluruhan perusahaan disebut sebagai Lean Enterprise. Lean yang diterapkan pada manufacturing disebut sebagai Lean Manufacturing, dan Lean yang diterapkan dalam bidang jasa disebut sebagai Lean Service. Demikian pula apabila Lean diterapkan dalam fungsi design/development, order entry, accounting, finance, engineering, sales/marketing, production, administration, office, maka Lean itu akan disebut sebagai Lean Design/Development, Lean Order Entry, Lean Accounting, Lean Finance, Lean Engineering, Lean Sales/Marketing, Lean Production, Lean Administration, Lean Office. Lean yang diterapkan pada bank disebut sebagai Lean Banking, Lean dalam bidang retail disebut Lean Retailing, Lean dalam bidang pemerintahan disebut sebagai Lean Government, dan lain-lain.
Terdapat lima prinsip dasar Lean:
1. Mengidentifikasi nilai produk (barang dan/atau jasa) berdasarkan perspektif pelanggan, di mana pelanggan menginginkan produk (barang dan/atau jasa) berkualitas superior, dengan harga yang kompetitif dan penyerahan yang tepat waktu.
2. Mengidentifikasi value stream process mapping (pemetaan proses pada value stream) untuk setiap produk (barang dan/atau jasa). (Catatan: kebanyakan manajemen perusahaan industri di Indonesia hanya melakukan pemetaan proses bisnis atau proses kerja, bukan melakukan pemetaan proses produk. Hal ini berbeda dengan pendekatan Lean.)
3. Menghilangkan pemborosan yang tidak bernilai tambah dari semua aktivitas sepanjang proses value stream itu.
4. Mengorganisasikan agar material, informasi, dan produk itu mengalir secara lancar dan efisien sepanjang proses value stream menggunakan sistem tarik (pull system).
5. Mencari berbagai teknik dan alat peningkatan secara terus menerus (improvement tools and techniques) untuk mencapai keunggulan dan peningkatan terus-menerus.
Beberapa prinsip Lean Manufacturing dan Lean Service ditunjukkan dalam Tabel 2.1.
Tabel 2.1 Prinsip-Prinsip Lean Manufacturing dan Lean Service No Manufakturing
(Produk: Barang)
Non-Manufakturing (Produk: Jasa, Administrasi, Kantor) 1 Spesifikasi secara tepat
nilai produk yang
diinginkan oleh pelanggan
Spesifikasi secara tepat nilai produk yang diinginkan oleh pelanggan
2 Identifikasi Value Stream
untuk setiap produk
Identifikasi Value Stream untuk setiap proses jasa
3 Eliminasi semua
pemborosan yang terdapat dalam aliran proses setiap produk agar nilai mengalir tanpa hambatan
Eliminasi semua pemborosan yang terdapat dalam aliran proses jasa (Moments of Truth) agar Nilai mengalir tanpa hambatan
4 Menetapkan sistem tarik (Pull System)
menggunakan Kanban yang memungkinkan pelanggan menarik Nilai dari produsen
Menetapkan sistem anti-kesalahan (mistake-proof system) setiap proses jasa (Moments of Truth) untuk menghindari pemborosan dan penundaan
5 Mengejar keunggukan untuk mencapai
kesempurnaan (zero waste) melalui peningkatan terus-menerus secara radikal (radical continuous improvement)
Mengejar keunggulan untuk mencapai kesempurnaan (zero waste) melalui peningkatan terus-menerus secara radikal (radical continuous improvement)
(Sumber: Gasperz [2011])
Kelemahan terbesar dari manajemen perusahaan-perusahaan industri di Indonesia adalah kurangnya pemahaman terhadap pemetaan proses produk sepanjang value stream untuk menghilangkan pemborosan. Pendekatan Lean berfokus pada
peningkatan customer value secara terus menerus melalui identifikasi dan eliminasi aktivitas-aktivitas tidak bernilai tambah yang merupakan pemborosan (waste). Waste dapat didefinisikan sebagai segala aktivitas kerja yang tidak memberikan nilai tambah dalam proses transformasi input menjadi output sepanjang value stream.
2.1.2. Jenis-Jenis Pemborosan
Pada dasarnya dikenal dua kategori utama pemborosan, yaitu Type One Waste, Type Two Waste.
Type One Waste adalah aktivitas kerja yang tidak menciptakan nilai tambah dalam proses transformasi input menjadi output sepanjang value stream, namun aktivitas itu pada saat sekarang tidak dapat dihindarkan karena berbagai alasan. Misalnya, aktivitas inspeksi dan penyortiran dari perspektif Lean merupakan aktivitas tidak bernilai tambah sehingga merupakan sehingga merupakan waste, namun pada saat sekarang kita masih membutuhkan inspeksi dan penyortiran karena mesin dan peralatan yang digunakan sudah tua sehingga tingkat keandalannya berkurang. Demikian pula, pengawasan terhadap orang, misalnya, merupakan aktivitas tidak bernilai tambah berdasarkan perspektif Lean, namun pada saat sekarang kita masih harus melakukannya, karena orang tersebut baru saja direkrut oleh perusahaan sehingga belum berpengalaman. Dalam konteks ini, aktivitas inspeksi, penyortiran, dan pengawasan dikategorikan sebagai Type One Waste. Dalam jangka panjang Type One Waste harus dapat dihilangkan atau dikurangi. Type One Waste ini sering disebut sebagai Incidental Work yang termasuk ke dalam aktivitas tidak bernilai tambah (non-value-adding work or activity).
Type Two Waste merupakan aktivitas yang tidak menciptakan nilai tambah dan dapat dihilangkan dengan segera. Misalnya, menghasilkan produk cacat (defect) atau melakukan kesalahan (error) yang harus dapat dihilangkan dengan segera. Type Two Waste ini sering disebut sebagai Waste saja, karena benar-benar merupakan pemborosan yang harus dapat diidentifikasi dan dihilangkan dengan segera.
Konsep value added activity, incidental (non value added) activity atau type one waste, dan type two waste (Waste) ditunjukan pada Gambar 2.1.
WASTE
(Type Two Waste)
Value added work activity
Non value added work activity (Type One Waste)
Gambar 2.1 Un-Lean (Traditional) Work Activity yang tipikal (Sumber: Gasperz [2011])
Dari Gambar 2.1 tampak bahwa Un-Lean (Traditional) Enterprise memiliki the value-to-waste ratio yang dihitung berdasarkan formula: (Value Added Work Activity) / (Type One Waste + Type Two Waste) masih berada di bawah 30%. Tujuan Lean adalah meningkatkan customer value secara terus menerus melalui peningkatan rasio the value-to-waste yang merupakan rasio antara nilai tambah (real value to customer) terhadap waste (type one waste plus type two waste).
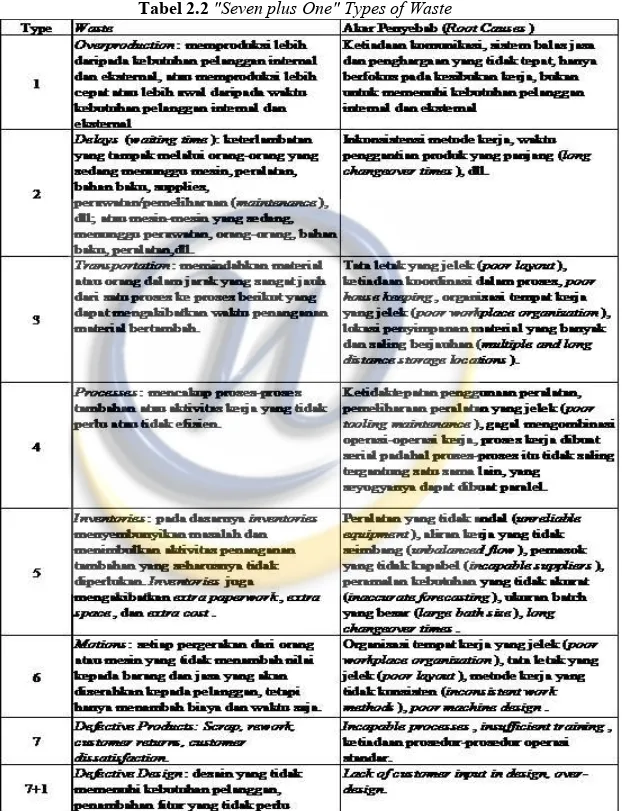
Secara umum dikenal “Seven plus One” Type of Waste seperti ditunjukkan dalam Tabel 2.2.
Tabel 2.2 "Seven plus One" Types of Waste
2.2 Pendekatan Six Sigma
2.2.1 Konsep Dasar Six sigma
Pada dasarnya pelanggan akan puas apabila mereka menerima nilai yang mereka harapkan. Apabila produk (barang dan/atau jasa) diproses pada tingkat kinerja kualitas Six sigma, perusahaan boleh mengharapkan 3,4 kegagalan per sejuta kesempatan (DPMO) atau bahwa 99,99966 persen dari apa yang diharapkan pelanggan akan ada dalam produk (barang dan/ atau jasa) itu. Dengan demikian, Six sigma dapat dijadikan ukuran target kinerja proses industri tentang bagaimana baiknya suatu proses transaksi produk antara pemasok (industri) dan pelanggan (pasar). Semakin tinggi target sigma yang dicapai, semakin baik kinerja proses industri. Sehingga 6-sigma otomatis lebih baik daripada 4-sigma, dan 3-sigma. Six sigma juga dapat dianggap sebagai strategi terobosan yang memungkinkan perusahaan melakukan peningkatan luar biasa (dramatik) di tingkat bawah dan sebagai pengendalian proses industri yang berfokus pada pelanggan dengan memperhatikan kemampuan proses.
Six sigma Motorola merupakan suatu metode atau teknik pengendalian dan peningkatan kualitas dramatik yang diterapkan oleh perusahaan Motorola sejak tahun 1986, yang merupakan terobosan baru dalam bidang manajemen kualitas. Banyak ahli manajemen kualitas menyatakan bahwa metode Six sigma Motorola dikembangkan dan diterima secara luas oleh dunia industri, karena manajemen industri frustasi terhadap sistem-sistem manajemen kualitas yang ada, yang tidak mampu melakukan peningkatan kualitas secara dramatik menuju tingkat kegagalan nol (zero defects). Banyak sistem manajemen kualitas, seperti Malcolm Baldrige National Quality Award (MBNQA), ISO 9000, dan lain-lain, hanya menekankan pada upaya peningkatan terus-menerus berdasarkan kesadaran mandiri manajemen, tanpa memberikan solusi yang ampuh bagaimana terobosan-terobosan harus dilakukan untuk meningkatkan kualitas secara dramatik menuju tingkat kegagalan nol. Prinsip-prinsip pengendalian dan peningkatan kualitas Six sigma Motorola mampu menjawab tantangan ini, dan terbukti perusahaan Motorola selama kurang lebih 10 tahun setelah implementasi konsep Six sigma telah mampu mencapai tingkat kualitas 3,4 DPMO (defects per million opportunities-kegagalan per sejuta kesempatan).
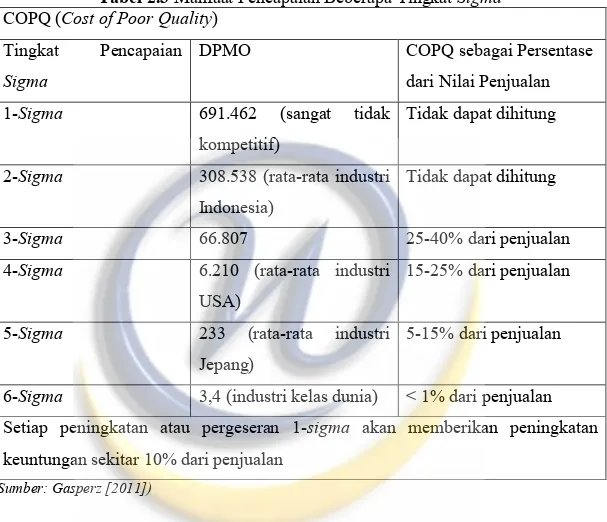
Hasil-hasil peningkatan kualitas dramatik di atas, yang diukur berdasarkan persentase antara COPQ (cost of poor quality) terhadap nilai penjualan (sales value), ditunjukkan dalam Tabel 2.3
Tabel 2.3 Manfaat Pencapaian Beberapa Tingkat Sigma COPQ (Cost of Poor Quality)
Tingkat Pencapaian Sigma
DPMO COPQ sebagai Persentase
dari Nilai Penjualan
1-Sigma 691.462 (sangat tidak
kompetitif)
Tidak dapat dihitung
2-Sigma 308.538 (rata-rata industri
Indonesia)
Tidak dapat dihitung
3-Sigma 66.807 25-40% dari penjualan
4-Sigma 6.210 (rata-rata industri
USA)
15-25% dari penjualan
5-Sigma 233 (rata-rata industri
Jepang)
5-15% dari penjualan
6-Sigma 3,4 (industri kelas dunia) < 1% dari penjualan Setiap peningkatan atau pergeseran 1-sigma akan memberikan peningkatan keuntungan sekitar 10% dari penjualan
(Sumber: Gasperz [2011])
2.2.2 Peningkatan Kapabilitas Proses Menuju Target Six sigma
Usaha untuk meningkatkan kapabilitas menuju target 6-Sigma yang hanya akan menghasilkan 3,4 DPM atau 3,4 DPMO. Peningkatan dari kapabilitas proses 3-Sigma menjadi 4-Sigma membutuhkan sekitar 10 kali improvement, peningkatan dari kapabilitas proses 4-sigma menjadi 5-sigma membutuhkan sekitar 30 kali improvement, sedangkan peningkatan dari kapabilitas 5-sigma menjadi 6-sigma membutuhkan sekitar 70 kali improvement. Dengan demikian apabila kita menganggap bahwa kinerja bisnis dan industri di Indonesia sekarang berada pada tingkat kapabilitas 3-sigma, maka dibutuhkan sekitar 21000 (= 10 x 30 x 70) kali
peningkatan untuk mencapai target Six sigma. Hal ini berarti semakin tinggi kapabilitas sigma, semakin tinggi pula upaya peningkatannya agar mencapai keunggulan dan kesempurnaan.
Berbagai upaya peningkatan menuju target six sigma dapat dilakukan menggunakan metodologi, yaitu (1) Six sigma – DMAIC (Define, Measure, Analyze, Improve, Control), dan (2) Design For Six sigma – DMADV (Define, Measure, Analyze, Design, Verify).
DMAIC digunakan untuk meningkatkan proses bisnis yang telah ada, sedangkan DMADV digunakan untuk menciptakan desain proses baru dan/atau desain produk baru dalam cara sedemikian rupa agar menghasilkan kinerja bebas kesalahan (zero defects/errors). DMAIC terdiri atas lima tahap utama:
Define – Mendefinisikan secara formal sasaran peningkatan proses yang konsisten dengan permintaan atau kebutuhan pelanggan dan strategi perusahaan.
Measure – Mengukur kinerja proses pada saat sekarang (baseline measurements) agar dapat dibandingkan dengan target yang ditetapkan. Lakukan pemetaan proses dan mengumpulkan data yang berkaitan dengan indikator kinerja kunci (key performance indicators = KPIs)
Analyze – Menganalisis hubungan sebab-akibat berbagai faktor yang dipelajari untuk mengetahui faktor-faktor dominan yang perlu dikendalikan.
Improve – Mengoptimisasikan proses menggunakan analisis-analisis seperti Design of Experiments (DOE), dan lain-lain, untuk mengetahui dan mengendalikan kondisi optimum proses.
Control – Melakukan pengendalian terhadap proses secara terus-menerus untuk meningkatkan kapabilitas proses menuju target Six sigma.
Penggunaan metodologi DMAIC secara sederhana ditunjukkan dalam Gambar 2.2
Gambar 2.2 Metodologi DMAIC Six sigma (Sumber: Gasperz [2011]) Define •What is the problem? •Impact of the problem? •Which Process to investigate? •Measurable Objectives/re sults achieved? •VOC Measure •Gather Data •Benchmark your current process performance •Pareto chart •COPQ Analyze •Analyze data collected •FMEA: high risk area •Control Chart •Pareto •Correlation diagram Improve •Recommend Solutions •Implement Solutions •Hypothesis Testing •Review results Control •Sustain Improvement •Continuously monitor performance •Predict process behavior •VOC •Control charts •Process Sigma Value •COPQ
2.3 Pendekatan LeanSix Sigma
Lean dapat didefinisikan sebagai suatu pendekatan sistemik dan sistematik untuk mengidentifikasi dan menghilangkan pemborosan atau aktivitas-aktivitas yang tidak bernilai tambah (non-value-adding activities) melalui peningkatan terus-menerus secara radikal dengan cara mengalirkan produk (material, work-in-process, output) dan informasi menggunakan sistem tarik (pull system) dari pelanggan internal dan eksternal untuk mengejar keunggulan dan kesempurnaan. Six sigma dapat didefinisikan sebagai suatu metodologi yang menyediakan alat-alat untuk peningkatan proses bisnis dengan tujuan menurunkan variasi proses dan meningkatkan kualitas produk. Pendekatan Six sigma merupakan sekumpulan konsep dan praktik yang berfokus pada penurunan variasi proses dan penurunan kegagalan atau kecacatan produk. Elemen-elemen yang penting dalam Six sigma, adalah: (1) memproduksi hanya 3,4 cacat untuk setiap satu juta kesempatan atau operasi – 3,4 DPMO – Defects Per Million Opportunities, (2) inisiatif-inisiatif peningkatan proses untuk mencapai tingkat kinerja enam sigma.
Lean Six sigma yang merupakan kombinasi antara Lean dan Six sigma dapat didefinisikan sebagai suatu filosofi bisnis, pendekatan sistemik, dan sistematik untuk mengidentifikasi dan menghilangkan pemborosan (waste) atau aktivitas-aktivitas yang tidak bernilai tambah (non value added activities) melalui peningkatan yang radikal secara terus menerus (radical continuous improvement) untuk mencapai kinerja six sigma, dengan cara mengalirkan produk (material, work-in-process, output) dan informasi menggunakan sistem tarik (pull system) dari pelanggan internal dan eksternal untuk mengejar keunggulan dan kesempurnaan berupa hanya memproduksi 3,4 cacat untuk setiap satu juta kesempatan atau operasi – 3,4 DPMO (Defects Per Million Opportunities).
Melalui pengintegrasian kekuatan-kekuatan Lean dan Six sigma, kita dapat membangun kerangka kerja Lean Six sigma (sering disingkat sebagai Lean sigma) untuk mencapai Lean Six sigma Enterprise System seperti yang ditunjukkan pada
Gambar 2.3
Mengembangkan Visi, Misi, Prinsip
dan Tujuan Perusahaan
Define
Penetapan Pengukuran Indikator Kinerja Kunci (KPIs) yang
berfokus pada Q,C,S,D,M sepanjang
Proses Value Stream
Penetapan Tema untuk Lean-Sigma Continuous Improvement Projects Implementasi Rencana Tindakan dan Program Reward & Recognition Pendokumentasian Praktek-praktek standar
Measure Analyze Improve Control
Melakukan Analisis
SWOT dan Force Field
Membangun Team Fungsional Silang Sepanjang Proses
Value Stream
Pelatihan Team dan Desain Program
Reward &
Recognition
Pemetaan Proses
Value Stream untuk setiap produk Identifikasi Pemborosan dan Hambatan sepanjang Proses Value Stream
Plot KPIs sepanjang Proses Value Stream
dan Analisis Variasi Penyebab Khusus
(Special Causes Variation)
Hitung Kapabilitas Proses (Nilai Sigma) Sepanjang Proses
Value Stream
Pemetaan Proses Value Stream yang diinginkan untuk menghilangkan pemborosan & meningkatkan nilai sigma Penggunaan Metode Lean Sigma (SPC, Kaizen Blitz, USE PDSA, 8-D TOPS, dll) untuk Solusi Masalah Penetapan rencana tindakan menggunakan formulir 5W – 2H Mengukur hasil-hasil peningkatan/ perbaikan
Evaluasi Biaya dan Manfaat dalam
Bentuk Nilai Moneter (Finansial)
dari setiap LS-CI Projects
Pelatihan ulang team & penguatan
motivasi melalui program Reward &
Recognition Pemantauan KPIs secara terus-menerus Komunikasi Hasil-hasil pembelajaran & peningkatan melalui Visual Board Catatan:
Q,C,S,D,M = Quality, Cost, Safety/Service, Delivery, and Morale
5W-2H = What, Where, When, Who, Why, How, How-Much (benefits and costs)
LS-CI = Lean-Sigma Continuous Improvement
Rekomendasi untuk LS-CI proyek X
Gambar 2.3 Contoh Peta Jalan (Road Map) untuk membangun LeanSix sigma (Sumber: Gasperz [2011])
Dari Gambar 2.3 tampak bahwa Lean-Sigma Enterprise System dibangun berdasarkan visi, misi, prinsip-prinsip, dan tujuan perusahaan yang diterapkan secara SMART (Specific, Measurable, Achievable/Actionable, Relevant to business goals/objectives and Result Oriented, Time bound) untuk mencapai visi perusahaan. Pendekatan Lean-Sigma berlandaskan pada prinsip 5P (Profits, Products, Processes, Project-by-project, and people) yang saling berkaitan satu sama lain, sebagai berikut:
1. Profits (keuntungan perusahaan) akan meningkat apabila kinerja produk (products performance) meningkat sesuai atau melebihi kebutuhan dan ekspektasi pelanggan.
2. Products (produk – barang dan/atau jasa) akan meningkat kinerjanya apabila processes (proses-proses) yang menghasilkan produk itu meningkat.
3. Processes (proses-proses) akan meningkat hanya apabila dilakukan peningkatan proses value stream melalui Lean-Sigma Continuous Improvement projects (Project-by-project).
4. Projects (Proyek-proyek peningkatan terus-menerus) akan berhasil apabila People (orang-orang) meningkatkan pembelajaran dan pertumbuhan (learning and growth).
2.4 Tools Lean Six Sigma
2.4.1 Diagram SIPOC
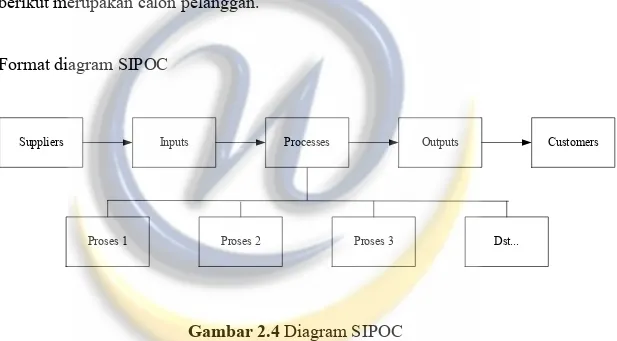
Diagram SIPOC adalah sebuah alat yang menggambarkan proses-proses kunci atau serangkaian proses beserta interaksinya serta pelanggan dari proses itu baik pelanggan internal maupun eksternal. Diagram SIPOC berasal dari lima elemen yang ada pada diagram, yaitu:
Supplier: Orang atau kelompok orang yang memberikan informasi kunci, material atau sumber daya lain kepada proses. Jika suatu proses terdiri dari beberapa sub proses maka subproses sebelumnya dapat dianggap sebagai pemasok internal. Input: Segala sesuatu yang diberikan pemasok (supplier) kepada proses untuk menghasilkan output.
Process: Merupakan sekumpulan langkah yang bertransformasi dan menambah nilai kepada input.
Output: Merupakan produk (barang atau jasa) dari suatu proses. Dalam industri manufaktur, output dapat berupa barang setengah jadi maupun barang jadi (finished goods). Termasuk di dalam output adalah informasi-informasi kunci dari proses.
Customer: Merupakan orang atau kelompok atau sub proses yang menerima output. Jika suatu proses terdiri dari beberapa subproses maka sub proses sesudahnya dapat dianggap sebagai pelanggan internal (internal customer). Proses berikut merupakan calon pelanggan.
Format diagram SIPOC
Suppliers Inputs Processes Outputs Customers
Proses 1 Proses 2 Proses 3 Dst...
Gambar 2.4 Diagram SIPOC 2.4.2 CTQ (Critical to quality)
Menurut Vincent Gasperz (2005), CTQ merupakan karakteristik kualitas yang ditetapkan berhubungan langsung dengan kebutuhan spesifik pelanggan. Kebutuhan spesifik pelanggan harus dapat diterjemahkan secara tepat ke dalam karakteristik kualitas yang ditetapkan oleh manajemen organisasi.
Critical to quality bertujuan untuk menentukan hal penting apa saja yang menjadi pertimbangan kepuasan pelanggan. Perusahaan yang bersangkutan harus dengan jelas mendefinisikan kepuasan pelanggan. Perusahaan yang bersangkutan harus dengan jelas mendefinisikan bagaimana karakteristik CTQ ini dapat diukur dan dilaporkan. Pada akhirnya perusahaan tersebut harus menghubungkan pengukuran
CTQ pada kunci proses variabel dan pengendalian sehingga perusahaan dapat menentukan bagaimana meningkatkan proses.
2.4.3 Peta Proses Operasi (Operation Process Chart)
Menurut (Iftikar Z. Sutalaksana, 2006) peta proses operasi merupakan suatu diagram yang menggambarkan langkah-langkah proses (operasi dan pemeriksaan) yang akan dialami bahan baku. Dalam peta proses operasi yang dicatat hanyalah kegiatan-kegiatan operasi dan pemeriksaan saja, biasanya pada akhir proses terdapat penyimpanan (Storage).
Kegunaan Peta Proses Operasi
a) Bisa mengetahui kebutuhan akan mesin dan penganggarannya. b) Bisa memperkirakan kebutuhan akan bahan baku.
c) Sebagai alat untuk menentukan tata letak pabrik.
d) Sebagai alat untuk perbaikan cara kerja yang sedang dipakai. e) Sebagai alat untuk latihan kerja
Prinsip Pembuatan Peta Proses Operasi
a. Membuat judul Peta Proses Operasi dan identifikasi nama obyek, nama pembuat peta, tanggal dipetakan, nomor peta, dan nomor gambar.
b. Material yang digunakan ditempatkan di atas garis horisontal, yang menunjukkan bahwa material tersebut masuk ke dalam proses.
c. Lambang-lambang ditempatkan dalam arah vertikal, yang menunjukkan terjadinya perubahan proses.
d. Penomoran terhadap suatu kegiatan operasi diberikan secara berurutan sesuai dengan urutan operasi yang dibutuhkan untuk pembuatan produk tersebut atau sesuai dengan proses yang terjadi.
e. Penomoran terhadap suatu kegiatan pemeriksaan diberikan secara tersendiri dan prinsipnya sama dengan penomoran untuk kegiatan operasi.
f. Produk yang biasanya paling banyak memerlukan operasi, harus dipetakan terlebih dahulu dan berarti dipetakan dengan garis vertikal di sebelah kanan halaman kertas.
No. Operasi No. Operasi No.Operasi No.Inspeksi Storage Assembling XYZ % Scrap Waktu
No & Nama Part (jumlah) Nama & Ukuran Bahan
No & Nama Part (jumlah)
Nama & Ukuran Bahan Komponen
Tambahan Komponen Utama
Gambar 2.5 Bentuk Standar Peta Proses Operasi Sumber : Sutalaksana, dkk, [2006]
Setelah semua proses digambarkan dengan lengkap, pada akhir halaman dicatat tentang ringkasannya yang memuat informasi seperti jumlah operasi, jumlah pemeriksaan, dan jumlah waktu yang dibutuhkan seperti yang terdapat pada Gambar 2.5 diatas. Penjelasan lambang-lambang yang digunakan dalam peta proses operasi terdapat pada Tabel 2.4
Tabel 2.4 Lambang-lambang Peta Proses Operasi Deskripsi Lambang Operasi Transportasi Pemeriksaan Penyimpanan Aktivasi Gabungan Sumber : Sutalaksana, dkk, [2006]
Penjelasan untuk masing-masing lambang adalah: 1.Operasi
Kegiatan operasi terjadi apabila benda kerja mengalami perubahan sifat baik fisik maupun kimiawi, mengambil informasi maupun memberikan informasi pada suatu saat keadaan juga termasuk operasi. Operasi terjadi pada stasiun kerja, seperti pekerjaan memotong besi dengan mesin potong, dll.
2.Pemeriksaan
Kegiatan pemeriksaan terjadi apabila benda kerja atau peralatan mengalami pemeriksaan baik dari segi kualitas maupun kuantitas, juga digunakan untuk melakukan pemeriksaan terhadap suatu objek atau membandingkan dengan objek tertentu dengan suatu standar. Contohnya adalah mengukur dimensi benda, memeriksa warna benda, dll
3.Transportasi
Kegiatan ini terjadi apabila benda kerja, pekerja atau perlengkapan mengalami perpindahan tempat yang bukan merupakan bagian dari suatu operasi. Contoh pemindahan benda kerja dari satu mesin ke mesin lainnya.
4.Penyimpanan
Kegiatan ini terjadi apabila benda kerja disimpan dalam jangka waktu yang lama. Jika benda itu diambil biasanya memerlukan suatu prosedur tertentu. Contohnya
dokumen disimpan di dalam brangkas, bahan baku yang disimpan di dalam gudang.
5.Aktivitas Gabungan
Kegiatan ini terjadi apabila antara aktivitas operasi dan pemeriksaan dilakukan bersamaan atau dilakukan pada suatu tempat kerja.
2.4.4 Value Stream Mapping
Pemetaan value stream mapping digunakan untuk menggambarkan kondisi perusahaan saat ini sehingga dapat dijadikan sebagai dasar untuk menentukan pemborosan yang ada pada perusahaan.
Current state value stream mapping adalah suatu alat pada konsep lean manufacturing yang digunakan untuk menggambarkan aliran material dan aliran informasi yang terjadi pada perusahaan saat ini. Pada pemetaan value stream mapping digunakan beberapa simbol antara lain:
1. Cycle Time (C/T)
Waktu siklus yang diperoleh dari waktu masing-masing stasiun kerja untuk menyelesaikan sebuah proses/kegiatan.
2.Delay (D)
Delay merupakan waktu menunggu di stasiun kerja. 3. Value Added Time (VAT)
Diperoleh dari waktu siklus. Total value added time merupakan penjumlahan waktu siklus di stasiun kerja yang ada.
4. Non Value Added Time (NVAT)
Diperoleh dari penjumlahan waktu transportasi dan waktu menunggu keseluruhan stasiun kerja.
Untuk contoh value stream mapping terdapat pada Gambar 2.6 State Stroos Assembly PRODUCTION CONTROL MRP Michigan Steal Co. 30 Day Forecasts Daily Order 6 Week Forecasts Weekly Fax STAMPING 200 I C/T = 1 Second C/O = 1 Hour Uptime = 85% 27.000 Sec Avail EPE = 2 Weeks 5 Days S WELD #1 C/T = 38 Seconds C/O = 10 Minutes Uptime = 100% 2 Shifts 27.000 Sec Avail I I I S WELD #2 C/T = 45 Seconds C/O = 10 Minutes Uptime = 80% 2 Shifts 27.000 Sec Avail I ASSEMBLY 1 C/T = 61 Seconds C/O = 8 Uptime = 100% 2 Shifts 27.000 Sec Avail I ASSEMBLY 2 C/T = 39 Seconds C/O = 8 Uptime = 100% 2 Shifts 27.000 Sec Avail I SHIPPING STAGING 5 Days 1 Second 7.6 Days 38 Seconds 1.5 Days 45 Seconds 2.6 Days 61 Seconds 2 Days 39 Seconds 4.5 Days LT = 23.5 Days VAT = 154 Seconds Weekly Schedule Daily Ship
Schedule
Gambar 2.6 Contoh value stream mapping (Sumber: Gasperz [2011])
2.4.5 Perhitungan DPMO (Defect Per Million Opportunities) Langkah-langkah perhitungan DPMO adalah sebagai berikut: 1. Unit (U)
Unit adalah jumlah yang diperiksa dalam tahap inspeksi 2. Opportunities (OP)
Karakteristik yang kritis bagi kualitas adalah karakteristik yang berpotensi untuk menjadi cacat.
3. Defect (D)
Defect adalah jumlah kecacatan yang terjadi dalam produksi. 4. Defect Per Million Opportunities (DPMO)
DPMO = 𝐵𝑎𝑛𝑦𝑎𝑘 𝑝𝑟𝑜𝑑𝑢𝑘 𝑟𝑒𝑤𝑜𝑟𝑘𝐵𝑎𝑛𝑦𝑎𝑘 𝑃𝑟𝑜𝑑𝑢𝑘𝑠𝑖 ∗𝐶𝑇𝑄 𝑥 1.000.000
2.4.6 FMEA (Failure Mode And Effect Analysis)
Failure Mode and Effect Analysis adalah suatu penaksiran elemen per elemen secara sistematis untuk menyoroti akibat-akibat dari kegagalan komponen, produk, proses atau sistem memenuhi keinginan dan spesifikasi konsumen, termasuk keamanan. Hal ini ditandai dengan nilai yang tinggi atas elemen dari
komponen, produk, proses atau sistem yang memerlukan prioritas penanganan untuk mengurangi kegagalan melalui desain ulang, perbaikan secara terus-menerus, pendukung keamanan, dll. Hal itu dapat dilaksanakan pada tahap perencanaan dengan menggunakan pengalaman atau pertimbangan, atau yang dapat digabungkan dengan reabilitas data menggunakan pengetahuan tentang rata-rata tingkat kegagalan untuk komponen dan produk yang ada saat ini (Ian Wedgwood, 2007:327).
Berikut ini adalah faktor-faktor yang mempengaruhi suatu FMEA:
a) Modus kegagalan potensial, bagaimana elemen dari komponen, produk, proses atau sistem tidak berhasil memenuhi masing-masing aspek dari spesifikasi yang diinginkan.
b) Efek kegagalan potensial, apa yang akan menjadi akibat dari kegagalan elemen atas komponen, produk, proses atau sistem.
c) Penyebab potensial, apa yang akan membuat komponen, produk, proses atau sistem gagal dalam jalan memenuhi apa yang diharapkan melalui model kegagalan potensial.
d) Pengendalian saat ini, apa yang akan dilakukan saat ini untuk menguarangi kesempatan atas terjadinya kegagalan.
e) Occurence (O), kemungkinan terjadinya kegagalan.
f) Severity (S), dampak dari kemungkinan bahwa yang terjadi bagi pemakainya maupun lingkungan.
g) Detectability (D), kemungkinan bahwa kesalahan tidak dapat dideteksi sebelum kegagalan terjadi.
h) Risk Priority Number (RPN) merupakan perkalian dari rating occurrence, severity, dan detectability.
Angka yang digunakan sebagai rating dalam FMEA merupakan panduan untuk mengetahui masalah yang paling serius, dengan indikasi angka yang paling tinggi memerlukan prioritas penanganan serius (Ian Wedgwood, 2007). Nilai rating dijelaskan pada Tabel 2.5, Tabel 2.6 dan Tabel 2.7 dibawah ini:
Tabel 2.5 Nilai Severity
Rating Kriteria
10 Akibat yang ditimbulkan akan melukai karyawan 9 Akibat yang ditimbulkan berpotensi melukai karyawan 8 Kerusakan berada di luar batas toleransi
7 Menyebabkan konsumen sangat tidak puas dengan hasil akhir 6 Kerusakan terjadi pada produk
5 Dapat menyebabkan kerugian karena produk harus dikerjakan ulang
4 Penurunan kinerja namun masih dalam toleransi 3 Menyebabkan gangguan kecil, dapat diatasi tanpa pengerjaan ulang 2 Efek terhadap produk sangat kecil
1 Tidak begitu berpengaruh terhadap hasil produk (Sumber: Ian D. Wedgwood)
Tabel 2.6 Nilai Occurence
Rating Periode Waktu
10 Lebih dari sekali sehari 9 3-4 hari sekali 8 1 kali seminggu 7 1 kali sebulan 6 3 bulan sekali 5 6 bulan sekali 4 1 tahun sekali 3 1-3 tahun sekali 2 3-6 tahun sekali 1 6-100 tahun sekali (Sumber: Ian D. Wedgwood)
Tabel 2.7 Nilai Detectability
Rating Definisi
10 Kecacatan tidak bisa dideteksi 9 Unit sesekali diperiksa kecacatannya
8 Pemeriksaan hanya bisa dilakukan pada sampel-sampel dari unit 7 Semua unit bisa diperiksa
6 Pemeriksaan dilakukan dengan modifikasi
5 Proses bisa dipantau dengan pemeriksaan dan peta kontrol
4 Peta kontrol digunakan untuk memberikan reaksi cepat terhadap produk yang berada di luar batas kontrol 3 Semua pemeriksaan diharapkan berada di dalam peta kontrol
2 Semua proses diperiksa dan dipantau oleh peta kontrol
1 Kecacatan dapat diatasi dengan pemantauan rutin dan proses dapat diperbaiki dengan cepat
(Sumber: Ian D. Wedgwood) 2.4.7 Metode 5S
Gerakan 5S dirancang untuk menghilangkan pemborosan. 5S berasal dari huruf pertama istilah dalam bahasa Jepang, yaitu Seiri, Seiton, Seiso, Seikatsu, dan Shitsuke yang dalam bahasa Indonesia berarti pemilihan, penataan, pembersihan, pemantapan, dan pembiasaan. Berikut adalah pengertian dari 5S:
1. Seiri (Pemilihan)
Seiri berarti memisahkan item yang dibutuhkan dari item yang tidak dibutuhkan, kemudian menghilangkan atau membuang item yang tidak diperlukan dari tempat kerja. Urutan dari tahapan Seiri adalah:
a) Memutuskan ruang lingkup operasi (tempat kerja dan daerah mana) dan target yang ingin dicapai.
b) Bersiap-siap
c) Melatih karyawan untuk mengenal apa yang tidak diperlukan. d) Menentukan jumlah dan memberi nilai.
e) Melakukan pemeriksaan dan penilaian manajemen, serta memberikan petunjuk bagaimana melakukannya dengan lebih baik di kemudian hari.
2. Seiton (Penataan)
Seiton berarti menyimpan barang di tempat atau dalam tata letak yang benar sehingga dapat dipergunakan dalam keadaan mendadak. Ini merupakan cara untuk menghilangkan proses pencarian. Sasaran pada tahap ini yaitu:
a) Tempat kerja yang tertata rapi.
b) Tata letak dan penempatan yang efisien (termasuk mutu dan keamanan). c) Meningkatkan produktivitas dengan menghilangkan pemborosan waktu untuk
mencari barang.
3. Seiso (Pembersihan)
Seiso berarti menghilangkan sampah, kotoran, dan benda-benda asing untuk mempertahankan area kerja agar tetap bersih dan rapih. Sasaran pada tahap ini adalah:
a) Tingkat kebersihan sesuai dengan kebutuhan, mencapai tingkat kotoran nol, dan tidak ada debu.
b) Menemukan masalah kecil melalui pengawas kebersihan. c) Memahami bahwa membersihkan adalah memeriksa.
4. Seikatsu (Pemantapan)
Seikatsu berarti melakukan standarisasi terhadap praktek 3S (Seiri, Seiton, Seiso). Sasaran pada tahapan ini adalah:
a) Pemantapan manajemen untuk memelihara 5S
b) Manajemen visual inovatif supaya kecacatan tidak tampak.
5. Shitsuke (Pembiasaan)
Shitsuke berarti membiasakan mengikuti prosedur-prosedur yang sudah ditetapkan. Sasaran pada tahapan ini adalah:
a) Partisipasi penuh dalam mengembangkan kebiasaan yang baik dan menaati peraturan.
5S adalah cara untuk mencapai tujuan tertentu dan harus diterapkan dengan memperhatikan sasaran yang telah ditetapkan. Tujuan dari metode 5S antara lain (Osada, 1995):
1. Memberikan keamanan bagi para pekerja
2. Memberikan keamanan pribadi dan kesehatan setiap orang dalam mencegah kecelakaan kerja.
3. Meningkatkan efisiensi karena tidak banyak membuang waktu dalam aktivitas.
4. Meningkatkan mutu produksi. 5. Menghindari kemacetan produksi.

![Gambar 2.1 Un-Lean (Traditional) Work Activity yang tipikal (Sumber: Gasperz [2011])](https://thumb-ap.123doks.com/thumbv2/123dok/2447453.2213636/5.892.201.763.238.737/gambar-lean-traditional-work-activity-tipikal-sumber-gasperz.webp)
![Gambar 2.2 Metodologi DMAIC Six sigma (Sumber: Gasperz [2011]) Define•What is the problem?•Impact of the problem?•Which Process to investigate?•Measurable Objectives/results achieved?•VOCMeasure•Gather Data•Benchmark your current process performance•Pareto chart•COPQAnalyze•Analyze data collected•FMEA: high risk area•Control Chart•Pareto•Correlation diagram Improve •Recommend Solutions•Implement Solutions•Hypothesis Testing•Review results Control •Sustain Improvement •Continuously monitor performance•Predict process behavior•VOC•Control charts•Process Sigma Value•COPQ](https://thumb-ap.123doks.com/thumbv2/123dok/2447453.2213636/10.892.170.792.143.892/metodologi-investigate-performance-copqanalyze-correlation-improvement-continuously-performance.webp)
![Gambar 2.5 Bentuk Standar Peta Proses Operasi Sumber : Sutalaksana, dkk, [2006]](https://thumb-ap.123doks.com/thumbv2/123dok/2447453.2213636/16.892.247.687.160.885/gambar-bentuk-standar-peta-proses-operasi-sumber-sutalaksana.webp)
![Tabel 2.4 Lambang-lambang Peta Proses Operasi Deskripsi Lambang Operasi Transportasi Pemeriksaan Penyimpanan Aktivasi Gabungan Sumber : Sutalaksana, dkk, [2006]](https://thumb-ap.123doks.com/thumbv2/123dok/2447453.2213636/17.892.175.759.182.798/operasi-deskripsi-transportasi-pemeriksaan-penyimpanan-aktivasi-gabungan-sutalaksana.webp)
![Gambar 2.6 Contoh value stream mapping (Sumber: Gasperz [2011])](https://thumb-ap.123doks.com/thumbv2/123dok/2447453.2213636/19.892.172.760.193.769/gambar-contoh-value-stream-mapping-sumber-gasperz.webp)
