I
n
du
stri
a
l
M a
n
a
ge m
e n
t
P e n
e r
a
p
a
n
Ka
i
ze n
u
n
tu
k
M
e m
p
e rm
u
da
h
P e n
ga
m
b i
l
a
n
B a
r
a
n
g p
a
da
Gu
da
n
g Fi
n
i
sh
e d Go
o
ds
M
.
H u
do
ri
P rogram S tudi M anaje me n L ogistik, P olite knik Ke lapa S awit C itra W idya Edukasi, B e kasi 17520, Indone sia C orre sponding A uthor: m.hudori@cwe .ac.id, +628126523160
A
b stra
k
–
S e b uah pe rusahaan industri manufaktur yang b e rstatus pe nanaman modal asing me mproduksi kompone n otomotif de ngan sab uk pe ngaman (se at b e lt) se b agai produk utamanya. P e rusahaan ini me miliki gudang produk akhir (finishe d goods) se b agai sarana pe nyimpanan pe rse diaan produk jadi yang me mb antu b e rjalannya prose s logistikdipe rusahaante rse b ut.S alahsatuaktivitas yang dilakukanadalahprose s pe ngiriman b arang ke pe langgan. S iste m ope rasional pemasukan dan pe nge luaran b arang yang digunakan adalah siste m First In First O ut (FIFO ), yang b e rtujuan untuk me njaga kondisi produk agar se nantiasa b aik. N amun dite mukan adanya masalah yaitu tidak b e rjalannya siste m FIFO se cara optimal pada pe ngamb ilan produk te rse b ut. M asalah te rse b ut me nimb ulkan ke rugian mate rial dan non mate rial. S e te lah dite lusuri akar pe nye b ab masalah me nggunakan fishb one diagram, yang dib angun me lalui ob se rvasi dan wawancara de ngan pihak-pihak te rkait, dike tahui b ahwa faktor mate rial me rupakan akar pe nye b ab te rjadinya masalah pada siste m FIFO te rse b ut. M e lalui pe ne rapan kaize n yang b e rorie ntasi pada aktivitas ke lompok kecil,yaitu pe nggantian pe ralatan pe ngendali FIFO , standarisasi dan siste m saran, pe rusahaan dapat me ngatasi masalah tidak b e rjalannya siste m FIFO te rse b ut. C opyright © 2017 D e partme nt of industrial e ngine e ring. A ll rights re se rve d.Kata kunci : Kaize n, Fishb one diagram, Gudang finishe d goods, C ontinuous improve me nt
1
P e n
da
h
u
l
u
a
n
1.1 L atar B e lakang
Tingginya pe rsaingandie ra glob alisasime nuntut pe rusahaan untuk b isa me milih strate gi yang te pat agar pe rusahaan te tap me mpunyai ke unggulan kompe titif di tingkat pasar glob al. P roduktivitas, e fisie nsi, kualitas, ke ce patan dan layanan prima te lah me njadi kata-kata kunci dalam me ningkatkan daya saing pe rusahaan jika ingin b e rsaing di pasar glob al [1].
S e b uah pe rusahaan industri manufaktur yang b e rstatus pe nanaman modal asing me mproduksi kompone n otomotif de ngan sab uk pe ngaman (se at b e lt) se b agai produk utamanya. S e b agai produse n otomotif yang me miliki b anyak konsume n, te ntunya dib utuhkan se b uah te mpat untuk me nyimpan pe rse diaan produk akhir dan b ahan b aku untuk me mb antu b e rjalannya prose s logistik.P e rse diaan me mb utuhkan te mpat pe nyimpanan se me ntara yang dise b ut gudang.
Gudang adalah suatu fungsi pe nyimpanan b e rb agai macam je nis produk yang me miliki unit-unit
pe nyimpanan dalam jumlah b e sar maupun yang ke cil dalam jangka waktu saat produk dihasilkan ole h pab rik (pe njual) dan saat produk dib utuhkan ole h pe langgan atau stasiun ke rja dalam fasilitas pe mb uatan [2]. Gudang dalam pab rik atau gudang manufaktur adalah se b uah te mpat pe nyimpanan dan pe ndistrib usian b arang b aik b ahan b aku ataupun b arang jadi dari supplie r (pe masok) ke pada e nd use r (pe ngguna) [3].
yang ada di industri manufaktur adalah gudang finishe d goods.
P e nyimpanan b arang di gudang agar nantinya b arang yang disimpante rse b ut tidakme ngalamike rusakan sangatlah dib utuhkansuatume tode ,cara maupun prose dur te rte ntu.S e tidaknya dalam pe nyimpanan b arang di gudang kita me nge nal adanya dua siste m, yaitu L IFO (L ast in First O ut) dan FIFO (First in First O ut). S iste m FIFO adalah suatu siste m pe nyimpanan b arang yaitu b arang yang masuk te rle b ih dahulu juga dike luarkante rle b ih dahulu.Jadi ke luarnya b arang se cara b e rurutanatause suai kronologis.S iste m ini b iasanya digunakan untuk b arang-b arang yang kurang b isa tahan lama. S e dangkan L IFO adalah se b uah me tode yang me ne rapkan b arang yang te rakhir masuk adalah b arang yang pe rtama kali ke luar.S e tiap me tode te rse b ut me miliki ke le b ihan dan ke kurangannya masin g-masing te rgantung dimana me tode te rse b ut digunakan [4].
M asalah yang timb ul adalah b e b e rapa waktu yang lalu dalam b e rita acara audit dite mukan masalah yaitu tidak b e rjalannya siste m FIFO pada prose s pe ngamb ilan b arang digudang finishe d goods.M asalah te rse b ut me ngakib atkanke rugian se cara mate rialdan non mate rial. S e hingga pihak logistic de live ry disaranakan untuk me ngoptimalkan siste m FIFO pada prose s pe ngamb ilan b arang yang dikirim ke konsume n. M asalah te rse b ut dise b ab kan ole h tidak adanya pe rb aikan se cara b e rkala pada alat (tools)FIFO yang digunakandan kurangnya pe ngawasan supe rvisor yang me ngakib atkan aktivitas pe ke rja me njadi kurang te rkontrol.S e laras de ngan pe nje lasan te rse b ut maka pe rlu adanya Kaize n atau pe rb aikan untuk me nangani dan me ngantisipasi ke salahandalam pe ne rapansiste m FIFO di gudang finishe d goods pe rusahaan.
Kaize nme rupakanupaya pe rb aikanse cara te rus me ne rus (continuous improve me nt) pada se b uah prose s. Input dari Kaize n adalah b atasan-b atasan sosial dan b udaya Je pang ditamb ah de ngan ke b utuhan individu untukb e rkre atifitas se dangkanoutput dari Kaize n adalah alat dan me tode untuk pe rb aikan aktifitas di te mpat ke rja [5].
B udaya Kaize ndapat dite rapkanpada se mua lini prose s mulai dari prose s ope rasional,siste m yang digunakan dan juga pada lini manaje me n. P e ne rapan Kaize n harus didukung de ngan b anyak faktor [6]. Faktor pe dukung te rse b ut di antaranya adalah ke rja sama tim, nilai disiplin, pe ningkatan kualitas moral, komunikasi staf dan manaje me n dan saran untuk pe rb aikan [2].
1.2 Rumusan M asalah
D ari kondisi di atas dapat dirumuskan pe rmasalahan, yaitu b agaimana cara me ne rapkan Kaize n untuk me njalankan siste m First In First O ut (FIFO ) pada gudang finishe d goods?
1.3 Tujuan
Tujuan dari pe nulisan ini adalah untuk me nge tahui cara me ne rapkan Kaize n untuk me njalankan siste m First In First O ut (FIFO ) pada gudang finishe d goods.
2
M
e to
do
l
o
gi
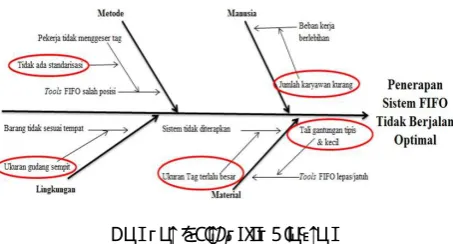
P e ne litianini dilakukan di se b uah pe rusahaan industri manufaktur yang b e rge rakdalam b idang produksi kompone n otomotif, khususnya se at b e lt, yang b e rlokasi di Kab upate n B e kasi, Jawa B arat. P e rumusan masalah dilakukan me lalui ob se rvasi yang dilakukan di gudang finishe d goods. A nalisis akar pe nye b ab masalah dilakukan de ngan me nggunakan fishb one diagram me lalui ob se rvasi dan pe nggalian informasi,yaitu me lalui wawancara de ngan pihak-pihak yang te rkait. M e tode ini sangat e fe ktif untuk me mb antu me ne mukan akar pe nye b ab masalah di b e rb agai kasus, se pe rti yang te lah dib uktikan dalam b e rb agai hasil pe ne litian yang me nunjukkan ke b e rhasilannya [7, 8, 9, 10]. N arasumb e r yang diwawancarai te rse b ut adalah karyawan gudang finishe d goods dan karyawan b agianadministrasi. B e rdasarkan hasil analisis akar pe nye b ab masalah, maka akan dib e rikan re kome ndasi b e rupa pe rb aikan se cara b e rke sinamb ungan atau kaize n pada gudang te rse b ut.
3
H a
si
l
da
n
P e m
b a
h
a
sa
n
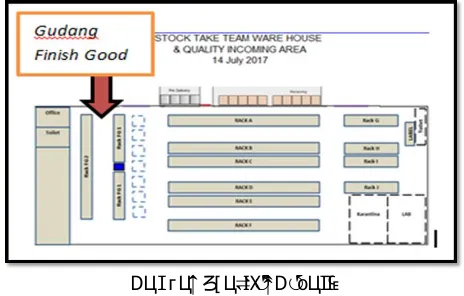
3.1 Kondisi A wal Gudang Finishe d Goods
Jumlah karyawangudang ke se luruhan adalah 8 (de lapan) orang pe ke rja pada shift 1 dan 3 (tiga) orang pe ke rja pada shift 2.Kare na lokasi gudang yang disatukan dan hanya dipisahkan ole h are a kosong, maka pe ke rja yang b e rtugas harus saling b e rgantian dalam me nge lola aktivitas ke dua gudang te rse b ut. Gamb ar 1 me rupakan gamb ar layout gudang finishe d goods dan gudang raw mate rial.
Gamb ar 1 L ayout Gudang
S iste m FIFO dite rapkan de ngan me ngacu pada visual standar yang te rpampang de kat de ngan papan pe ngumuman. V isual standard te rse b ut dapat dilihat pada Gamb ar 3. V isual standar te rse b ut me muat tata cara pe ngamb ilandanpe ngisianrakme nggunakan siste m FIFO pada gudang finishe d goods.
Gamb ar 2 Rak P e nyimpanan B arang
Gamb ar 3 V isual S tandar FIFO S e b e lum Kaize n
A lat atautools yang digunakanuntukme nunjang pe ne rapan siste m FIFO adalah se b uah tanda b e rb e ntuk anak panah yang dipasang me ngge lantung pada rak yang dise b ut tag.Fungsinya untukme nujukanb in (wadah produk jadi) yang se harusnya diamb il (First out) atau are a untuk me le takan b in yang b aru datang dari are a produksi (First in). A dapun tools FIFO te rse b ut dapat dilihat pada Gamb ar 4.
Gamb ar 4 P e ralatan FIFO S e b e lum Kaize n
Gamb ar te rse b ut me nunjukan b ahwa ukuran pe ralatan FIFO te rse b ut dapat me nghalangi prose s pe ngamb ilan b in saat prose s FIFO out, U kuran tag: P anjang 15 cm, le b ar 5cm.Tag te rse b ut juga me ngakib atkantali pe nggantung yang te rb uat dari b e nang mudah putus kare na te rlalu b e rat. Tag te rse b ut dapat dilihat pada Gamb ar 5.
Gamb ar 5 P e ralatan FIFO b e rupa Tag S e b e lum Kaize n
3.2 A nalisa A kar P e nye b ab M asalah
Gamb ar 7 S iklus RP L T
A lasan pe nggunaan kaize n te rse b ut adalah se b agai b e rikut:
a.M e nggunakan sumb e r daya manusia yang ada. D e ngan me ngandalkan karyawan gudang,b aik karyawankantor ataupunkaryawanope rasional, yang dib e ntuk se b agai ke lompok ke cil dapat me mb e rikanoutput b e rupa pe me cahanmasalah tidak b e rjalannya siste m FIFO .
b .M anfaat dapat langsung dirasakan.
Kare na kaize n adalah pe rb aikan yang sifatnya ke cil atause de rhana maka imple me ntasi kaize n dapat langsung dite rapkan dan langsung dirasakan manfaatnya. H al ini didukung de ngan pe nge ce kan yang dilakukanme lalui me dia che ckshe e t ole h le ade r gudang finishe d goods yang b e rke simpulan b ahwa pe ne rapan kaize n mampu me ngatasi masalah yang ada.
c.C e pat dan mudah pe laksanaannya.
B e rhub ungan de ngan point (a) dan (b ) di atas, b ahwa de ngan me nggunakan S D M yang ada maka pe rb ailkan dapat dilakukan de ngan ce pat kare na ide pe rb aikan te rse b ut lahir dari aktivitas ke lompok ke cil yang anggotanya adalah karyawangudang itu se ndiri, se hingga pe laksanaan ide kaize n juga mudah dilakukan kare na para karyawan sudah me nge tahui je las b agaimana cara pe nggunaannya.
d.Ke rja sama tim (te amwork).
Kaize n adalah b e ntukstrate gi pe rb aikan yang me ngandalkan ke rja sama tim dalam prose s dan pe laksanaannya.D e nganadanya ke rja sama tim maka karyawan akan le b ih de kat dan saling me motivasi.
e .Tidak me ngandalkan hasil.
P e ne rapankaize ntidakb e rorie ntasi pada hasil, artinya kaize nb ukanlah strate giyang digunakan untuk me mpe role h hasil atau output dalam b e ntuk b arang maupun uang. O rie ntasi kaize n adalah prose s ke rja danpola fikir karyawan.S aat pola fikir me nge nai kaize n te rb e ntuk maka karyawan akan te rus me ngulas cara ke rja saat ini sudahkah e fisie n atau b e lum.
f.Te pat untuk me ngatasi masalah ke cil.
S trate gikaize nte pat digunakanuntukme ngatasi masalah ke cil yang ke mungkinan akan b e rdampak b e sar dike mudian hari.
g.D apat digunakan se b agai re fe re nsi kaize n b e rikutnya.
Kaize n adalah pe rb aikan yang b e rke lanjutan atau (continuous improve me nt) se hingga tidak ada kata se le sai atau se mpurna. Kaize n yang dilakukan saat ini dapat me njadi re fe re nsi b agi kaize n b e rikutnya. D e nganme rujukpada pe ngolahandata me lalui fishb one diagram dan aktivitas ke lompok ke cil, yaitu siklus RL P T se rta saranindividu,maka kaize nyang dilakukan dalam kajian ini dapat dilihat pada Gamb ar 8.
Gamb ar 8 P e rb andingan P e ralatan FIFO S e b e lum dan S e sudah Kaize n
B e rdasarkanGamb ar 8te rlihat b ahwa pe rb aikan dilakukanpada ukurantag FIFO danmate rialtali pe nggantungnya.D e ngan me mpe rke cilukurantag diharapkan karyawan tidak lagi te rganggu pada prose s pe ngamb ilan b in. Tali pe nggantung yang awalnya dari b e nang diganti de ngan kawat ukuran 1 mm, de ngan tujuan supaya tali pe nggantung te rse b ut tidak mudah putus. P e rmukaan kawat yang le b ih harus dan licin juga me mudahkan pe rge se ran tag se hingga karyawan tidak sulit untuk me ngge se r tag te rse b ut.
S e te lah dilakukan pe nge ce kan ole hle ade r gudang finishe d goods didapatkanhasilb ahwa pe nggunaan pe ralatan FIFO se te lah kaize n te rse b ut mampu me nurunkan tingkat ke salahan dalam posisi tag FIFO danpe ngamb ilanb in.H asilnya me nunjukkanb ahwa pe ne rapan kaize n te rse b ut me ngurangi te rjadinya ke salahan hingga 100%. A tau de ngan kata lain, kaize n me ncapai sasarannya, yaitu ze ro de fe ct. Ze ro D e fe ct yang dimaksud adalah tidak ada ke salahan dalam prose s pe ne rapan siste m FIFO , khususnya pada pe ngamb ilan b arang. D e ngan pe ne rapan kaize n te rse b ut diharapkan tidak ada lagi ke salahan dalam pe ne rapan siste m FIFO pada gudang finishe d goods.
3.4 Tindak L anjut H asil P e ne litian
S tandarisasi me rupakan se pe rangkat ke b ijakan, pe raturan, pe ngarahan, dan prose dur yang dite rapkan ole h manaje me n untuk se mua ope rasi b e sar yang dapat dipe rgunakanse b agaipe tunjukyang me mungkinkan se mua karyawan me laksanakan tugasnya de ngan sukse s [11].
Jadi,de nganadanya S O P maka pe ke rja me miliki ke wajib an untuk me ntaati prose dur ataupun ke b ijakan pe rusahaan.S tandarisasi te rse b ut juga se b agai alat pe ngukuran te rhadap hasil ke rja karyawan.H asil pe ke rjaankaryawandinilaib aikdanse suaide ngan ke b ijakan pe rusahaan apab ila karyawan me ntaati S O P yang ada.S e lainitustandarisasi b e rtujuanuntuk me mb antu karyawan dalam me ngingat cara pe ne rapan FIFO yang te lah me njadi ke b ijakan pe rusahaan. D e ngan adanya standarisasi te rse b ut diharapkan kaize n pada tools yang b aru dapat b e rfungsi de ngan optimal dalam pe ne rapan siste m FIFO se te lah Kaize n.
M anfaat dari pe ne rapan kaize n pada siste m FIFO di gudang finishe d goods antara lain:
a.M e ningkatkan mutu produk, mutu prose s dan mutu karyawan.
D e ngankaize ndiharapkanmutuproduk,mutu prose s se rta mutu karyawan pada pe rusahaan akan me ningkat kare na te rus dilakukan pe rb aikan se cara b e rke sinamb ungan.
b .Ze ro de fe ct.
Ze ro de fe ct atau tidak ada cacat adalah salah satu sasarandarikaize n.Ke te litian,ke disiplinanse rta ke rja sama tim sangat dib utuhkan untuk me ncapai sasaran ze ro de fe ct.
c.M e nciptakan saran kre atif dari karyawan.
D e nganadanya siste m saranpada kaize nyang me wajib kanse tiapkaryawanuntukme mb e rikan ide /sarannya maka se cara tidaklangsung kaize n me nciptakan pola fikir karyawan untuk le b ih kre atif untuk te rus me lakukan pe rb aikan yang b e rke sinamb ungan.
d.M e ningkatkan hub ungan yang b aik antara manaje me n dan karyawan.
D e ngan me lib atkan pe ran manaje me n dan karyawan maka ke rjasama tim akan me njadi le b ih kuat. H al te rse b ut akan me mpe rpe nde k tingkat ke se njangan antara manaje me n dan karyawan.
4
Ke si
m
p
u
l
a
n
B e rdasarkan hasil pe mb ahasan di atas dapat disimpulkanb ahwa cara me ne rapkanKaize nuntuk me njalankan siste m First In First O ut (FIFO ) pada gudang finishe d goods adalah me lalui: 1) Kaize n pada pe ralatan FIFO , yang dilakukan de ngan me mpe rb aiki ukuran tag FIFO danme ngganti mate rialtali pe nggantung tag de ngan kawat; dan 2) me mb uat standarisasi FIFO yang b e rfungsi se b agai pe doman pe ne rapan FIFO dan pe nggunaan alat FIFO te rse b ut.
D a
f
ta
r P u
sta
k
a
[1]Kusumawati, R. (2009). S tudi Just In Time U ntuk M e ningkatkan Kine rja P roduktivitas P e rusahaan. Jurnal Ekonomi dan B isnis, 4(8), 110-121.
[2]Fatimah, N . (2016). A nalisis Tingkat Ke siapan P e nerapan B udaya Kaize n P ada P TIndob ati P e rmai. S kripsi Jurusan M anaje me n B isnis,Fakultas Te knikIndustri,Institut Te knologiS e puluh N ope mb e r, S urab aya: ITS .
[3]Ekoanindiyo, F.A dan Yaumul A nggit W . (2012). P e re ncanaan Tata L e tak Gudang M e nggunakan M e tode S hared S torage di P ab rik P lastik Kota S e marang. Jurnal D inamika Te knik, 6(1), 46 -57.
[4]W arman, J. (2012). M anaje me n P e rgudangan. Jakarta: P ustaka S inar H arapan.
[5]M acphe rson, W .G. (2015). Kaize n: A Japanese P hilosophy A nd S ystem For B usiness Ezce lle nce . Journal of B usine ss S trate gy, 36(5), 3-9.
[6]L ike r, J. (2006). The Toyota W ay (Te rje mahan). Jakarta: Erlangga. [7]A kb ar,S .,Khalil,M .S .,Ihsanullah,H .,&N awaz,T.(2013).
Imple me ntation of Q uality Improve ment Tools In B rass Industry To Improve Q uaility and Enhance P roductivity. Information & Knowle dge M anageme nt, 3(4), 97-125.
[8]Kiran,M .,M athe w,C .,&Kuriakose ,J.(2013).Root C ause A nalysis for Reducing B reakdowns in a M anufacturing Industry. Inte rnational Journal of Eme rging Te chnology and A dvance d Engine e ring, 3(1), 211-216.
[9]Kumar, P .R., & Rudramurthy. (2013).A nalysis of B reakdowns and Improve ment of P re ve ntive M aintenance on 1000 Ton H ydraulic P re ss.Inte rnationalJournalof Eme rging Te chnologyand A dvance d Engine e ring, 3(8), 636-645.
[10]B ab u,D .,& A b raham,M .M .(2014).ToS tudyQ uality N oncompliance D ue on B ottle neck A ctivitie s W ith Re spect to P alm O ilIndustry.Inte rnationalJournalof Re se arch in M anage me nt and Te chnology (IJRM T), 4(1), 45-48.