Perencanaan Proses PT Subur Mulya Furniture
Julita1, Eka Indah A1, Rifani Juwitasari1, Agung Yugo M1, Yusuf Caraka, Aprillia Tri Purwandari1,Budi Aribowo1
Teknik Industri, Fakultas Sains dan Teknologi, Universitas Al Azhar Indonesia, Komplek Masjid Agung AlAzhar, Jalan Sisingamangaraja, Kebayoran Baru, Jakarta Selatan 12110
Kontak Person: Eka Indah A
E-mail: [email protected]
Abstrak - Suatu perusahaan selalu berorientasi kepada keuntungan yang maksimal dan proses produksi yang efektif dan efisiensi baik itu dalam pemakaian bahan baku, mesin, sistem kerja dan waktu produksi. Sama halnya dengan PT Subur Mulya Furniture yang bergerak dibidang usaha produksi furniture dengan memproduksi dua macam produk yaitu lemari pakaian dan kursi . Untuk keberlangsungan operasi produksi perusahaan memiliki 7 stasiun kerja antaralain Mesin Nails Gun, Mesin Gerinda, Mesin Kompresor,Stasiun Kerja Pembuatan Laci Lemari,Meja Rakit, Finishing,dan Pengampelasan / Penghalusan dengan luas pabrik 1200 m². berdasarkan analisis peta operasi proses pembuatan 1 buah kursi membutuhkan 7 stasiun kerja, 21 kegiatan operasi dan total waktu baku selama ± 4 jam 26 menit. Untuk BOM 1 buah kursi terdapat 3 level Multilevel Tree BOM. bahwa terdapat 8 faktor yang berasal dari luar perusahaan dan faktor yang paling berpengaruh terhadap perusahaan adalah pangsa pasar yang cukup luas. Faktor produk yang bisa dipesan sesuai keinginan konsumen dan harga yang terjangkaumerupakan kekuatan yang dimiliki oleh PT Subur Mulya Furniture tetap bisa bersaing dengan perusahaan furniture lainnya. Sedangkan kelemahan yang dimiliki oleh PT Sumber Mulya Furniture tidak terlalu mempengaruhi bagi proses produksi karena para pekerja yang dimiliki perusahaan telah memiliki skill yang sangat baik dibidangnya.Dengan dilakukan analisis perencanaan proses pada PT Subur Mulya Furniture mendapatkan solusi untuk terus meningkatkan profit yang maksimal.
Abstract - A company is always oriented to the maximum benefit and effective production processes and efficiency both in the use of raw materials , machinery , labor and production time systems . Similarly, PT Subur Mulya Furniture is engaged in the business of furniture production by producing two kinds of products are wardrobes and chairs . For the sustainability of the company's production operations have 7 workstations include Machine Gun Nails , Grinding Machines , Machine Compressor , Drawer Cabinet Making Work Stations , Desk Raft , Finishing , and sanding / smoothing with a factory area of 1200 m² . based on analysis of the map -making process operation requires 1 piece seat 7 work stations , and a total of 21 operations for ± standard time 4 hours 26 minutes . For BOM 1 piece seats there are 3 levels of Multilevel BOM tree . that there are 8 factors that originate from outside the company and the factors that most influence the market share of the company is large enough . Factors products that can be ordered according to customer desires and affordable price are the force that is owned by PT Subur Mulya Furniture remain competitive with other furniture companies . While the weakness which is owned by PT Sumber Mulya Furniture did not significantly affect the production process due to the workers of the company have had a very good skill in the art . By analyzing the planning process at PT Subur Mulya Furniture get solutions to continue to increase the maximum profit .
1.
PENDAHULUANerdasarkan perkembangan teknologi, persaingan di dunia manufaktur menjadi sangat ketat,hal ini menyebabkan perusahaan harus mempunyai kemampuan yang baik dalammengelola perusahaan agar tetap survive di dalam persaingan bisnis. Perusahaan harusmenjaga kelancaran dalam proses produksi yang merupakan salah satu bagianterpenting untuk mencapai tujuan perusahaan. Proses produksi sangat mempengaruhi peningkatkan efisiensi dan efektifitas produksi yang akhirnya memberikanhasil yang optimal bagi perusahaan. Hal ini akan dianlisis dengan
Assembly Chart, OPC, BOM, dan SWOT yang akan menemukan solusi untuk hasil produksi yang optimal.
B
2. TINJAUAN PUSTAKA
2.1 Assembly chart
Assembly chart adalah gambaran grafis dari urutan-urutan aliran komponen dan rakitan-bagian (sub assembly) ke rakitan suatu produk. Akan terlihat bahwa peta rakitan menunjukkan cara yang mudah untuk memahami :
1. Komponen-komponenyang membentuk produk
2. Bagaimana komponen-komponen ini bergabung bersama
3. Komponen yang menjadi bagian suatu rakitan-bagian
4. Aliran komponen ke dalam sebuah rakitan 5. Keterkaitan antara komponen dengan rakitan-bagian
6. Gambaran menyeluruh dari proses rakitan 7. Urutan waktu komponen bergabung bersama
8. Suatu gambaran awal dari pola aliran bahan
Gambar 1. Assembly Chart
Tujuan utama dari peta rakitan adalah untuk menunjukkan keterkaitan antara komponen, yang dapat juga digambarkan oleh sebuah ‘gambar-terurai’.Teknik-teknik ini dapat juga digunakan untuk mengajar pekerja yang tidak ahli untuk mengetahui urutan suatu rakitan yang rumit.
2.2 Operation Process Chart
Peta Proses Operasi merupakan suatu diagram yang menggambarkan langkah-langkah proses yang dialami bahan (bahan-bahan) baku mengenai urutan- urutan operasi dan pemeriksaan. Sejak dari awal sampai menjadi produk jadi utuh maupun sebagai komponen, dan juga memuat informasi-informasi yang diperlukan untuk analisa lebih lanjut, seperti: waktu yang dihabiskan, material yang digunakan, dan tempat atau alat atau mesin yang dipakai. Dengan adanya informasi-informasi yang bisa dicatat melalui Peta Proses Operasi, kita bisa memperoleh banyak manfaat di antaranya:
a. Bisa mengetahui kebutuhan akan mesin dan penganggarannya
b. Bisa memperkirakan kebutuhan akan bahan baku (dengan memperhitungkan efisiensi di tiap operasi/pemeriksaan)
c. Sebagai alat untuk menentukan tata letak pabrik
d. Sebagai alat untuk melakukan perbaikan cara kerja yang sedang dipakai
e. Sebagai alat untuk latihan kerja
f. dan lain-lain
Untuk membuat peta proses operasi digunakan simbol-simbol untuk menggantikan macam-macam kegiatan yang ada dalam prosesantaralain :
a. Operation (Operasi)
termasuk mengambil maupun memberikan informasi pada suatu keadaan.
b. Inspection (Inspeksi)
Dipakai apabila benda kerja mengalami pemeriksaan baik untuk segi kualitas maupun kuantitas.
c. Storage (Penyimpanan)
Dipakai apabila benda kerja disimpan untuk jangka waktu yang cukup lama.
d. Double Activity (Aktivitas Ganda)
Dipakai apabila aktivitas operasi dan inspeksi dilaksanakan bersamaan atau dilakukan pada suatu tempat kerja.
Gambar 2. Peta Proses Operasi Analisa suatu peta proses operasi
Ada empat hal yang perlu diperhatikan agar diperoleh suatu proses kerja yang baik melalui analisa peta proses operasi yaitu : analisa terhadap bahan-bahan, operasi, pemeriksaan, dan terhadap waktu penyelesaian suatu proses .
2.3 Bill of Material
Bill of Material (BOM) merupakan daftar dari semua material, parts, dan subassemblies, serta kuantitas dari masing-masing yang dibutuhkan untuk memproduksi satu unit produk atau parent assembly. Menurut Scott (1994), Bill of Material memliki arti yang lebih luas lagi, BOM merupakan sebuah kunci
dalam manufaktur dalam menghubungkan struktur produk dan materials planning systems. BOM terbagia atas beberapa level antaralain:
a. Single Level BOM
Menggambarkan hubungan sebuah induk dengan satu level komponen-komponen pembentuknya.
Tabel 1.Contoh single Level BOM
b.
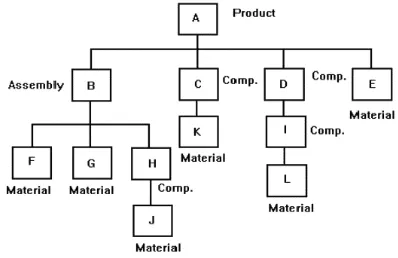
Struktur Multilevel Tree dan LevelSingle Level Bill of Material tidak cukup untuk menggambarkan produk yang memiliki subassembly. Untuk produk dengan subassembly, digunakan Multilevel Tree dan Multilevel Bill of Material. MultilevelTreeberupa “pohon” dengan beberapa level yang menggambarkan struktur produk. Produk akhir berada pada level 0 (nol), dan nomor level bertambah untuk level-level di bawahnya. Pada Multilevel Bill of material, penulisan setiap level ditandai dengan format penulisan Part Number.
Gambar 3. Contoh Multilevel BOM
2.4 SWOT
ancaman (threats) dalam suatu proyek atau suatu spekulasi bisnis. Proses ini melibatkan penentuan tujuan yang spesifik dari spekulasi bisnis atau proyek dan mengidentifikasi faktor internal dan eksternal yang mendukung dan yang tidak dalam mencapai tujuan tersebut. Teknik ini dibuat oleh Albert Humphrey, yang memimpin proyek riset pada Universitas Stanford pada dasawarsa 1960-an dan 1970-an dengan menggunakan data dari perusahaan-perusahaan Fortune 500.
2.4.1 Matriks SWOT
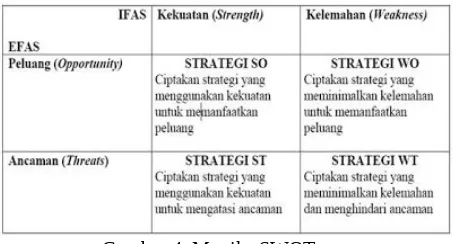
Menurut Rangkuti (2006), matriks SWOT dapatmenggambarkan secara jelas bagaimana peluang dan ancaman eksternalyang dihadapi perusahaan dapat disesuaikan dengan kekuatan dankelemahan yang dimilikinya. Matriks ini dapat menghasilkan empat set kemungkinan altenatif strategis.
Gambar 4. Matriks SWOT
Berikut ini adalah keterangan dari matriks SWOT diatas :
a. Strategi SO (Strength and Oppurtunity). Strategi ini dibuat berdasarkan jalan pikiran perusahaan, yaitu dengan memanfaatkan seluruh kekuatan untuk merebut dan memanfaatkan peluang sebesar – besarnya.
b. Strategi ST (Strength and Threats). Strategi dalam menggunakan kekuatan yang dimiliki perusahaan untuk mengatasi ancaman.
c. Strategi WO (Weakness and Oppurtunity). Strategi ini diterapkan berdasarkan pemanfaatan peluang yang ada dengan cara meminimalkan kelemahan yang ada.
d. Strategi WT (Weakness and Threats). Strategi ini berdasarkan kegiatan yang bersifat defensif dan berusaha
meminimalkan kelemahan yang ada serta menghindari ancaman.
2.4.2 EFE dan IFE Matriks
Evaluasi metode eksternal Faktor (EFE) adalah alat manajemen strategis sering digunakan untuk penilaian kondisi bisnis saat ini. Matriks EFE adalah alat yang baik untuk memvisualisasikan dan memprioritaskan peluang dan ancaman bahwa bisnis sedang menghadapi.Faktor eksternal dinilai dalam matriks EFE adalah kehendak kekuatan eksternal sosial, ekonomi, politik, hukum, dan lainnya.
Evaluasi Faktor internal (IFE) matriks adalah alat manajemen strategis untuk audit atau mengevaluasi kekuatan dan kelemahan dalam bidang fungsional bisnis utama. Matriks IFE juga menyediakan dasar untuk mengidentifikasi dan mengevaluasi hubungan di antara daerah-daerah.Internal Factor Evaluation matrix atau matriks IFE pendek digunakan dalam perumusan strategi.
Gambar 5. Flowchart
4. HASIL DAN ANALISIS
4.1 Pengumpulan Data
Data yang yang diperlukan dalam analisis perencanaan proses PT Subur Mulya Furniture antara lain profil perusahaan spesifikasi produk, layout PT Subur Mulya Furniture, peta rakitan, peta proses perasi dan juga BOM.
4.1.1 Spesifikasi Produk
Produk Lemari Pakaian dan Kursi produksi Subur Mulya Furniture merupakan produk yang sangat banyak diminati dalam usaha furniture. Berikut merupakan spesifikasi dari lemari Pakaian dan Kursi yang diproduksi oleh Subur Mulya Furniture:
1. Lemari Pakaian
Lemari pakaian merupakan salah satu produk furniture produksi Subur Mulya Furniture. Bahan yang dipakai dalam pembuatan bahan kayu jati. Pembuatan 1 Buah Lemari Membutuhkan 8 Stasiun Kerja . Model lemari yang dilakukan penelitian memiliki spesifikasi yaitu 2 pintu lemari yang masing-masing terletak di bagian depan kanan dan kiri, 1 laci yang terletak di bagian dalam lemari. Berikut ukuran-ukuran dari lemari pakaian.
Tabel 2 Dimensi Lemari
Kategori Lemari Pakaian
Ukuran 210x50x80 cm
Berat ± 40 Kg
2. Kursi
Tabel 3. Dimensi Kursi
Kategori Lemari Pakaian
Ukuran 40x40x80 cm
Berat ± 4 Kg
4.1.2 Layout Awal PT Subur Mulya Furniture
Pada layout awal PT Subur Mulya Furniture ini menjelaskan bagaimana keadaan sebenarnya tata letak pabrik disana. Dimana tata letaknya itu belum tertata dengan baik. Layout awal PT Subur Mulya Furniture dapat dilihat pada lampiran 1
4.2 Pengolahan Data
4.2.1
SWOTSWOT yang dianalisis pada PT Subur Mulya Furniture ini dapat dilihat pada lampiran 2.
4.2.1.1Evaluasi Faktor Eksternal
Evaluasi faktor eksternal digunakan untuk mengetahui faktor-faktor apa saja yang berasal dari luar perusahaan, dalam hal ini adalah peluang dan ancaman bagi perusahaan. Pada tabel evaluasi faktor eksternal perusahaan, terdapat bobot dan rating. Bobot masing-masing faktor berdasarkan pengaruh yang mungkin dari faktor tersebut terhadap posisi strategis perusahaan. Total dari bobot tersebut berjumlah 1,00. Rating masing-masing faktor berdasarkan respon perusahaan terhadap faktor tersebut. Kalikan bobot dan rating dari masing-masing faktor (bobot x rating). Akumulasi skor tersebut menginformasikan bagaimana perusahaan merespon faktor-faktor strategis di lingkungan eksternalnya. Hal yang sama dilakukan untuk menentukan hasil evaluasi faktor internal perusahaan. Berikut ini adalah evaluasi faktor eksternal perusahaan furnitur Sumber Mulya Furniture yang dapat dilihat pada lampiran 3.
4.2.1.2 Evaluasi Faktor Internal
Evaluasi faktor internal digunakan untuk mengetahui faktor-faktor apa saja yang berasal dari dalam perusahaan, dalam hal ini adalah kekuatan dan kelemahan di perusahaan itu sendiri. Berikut adalah evaluasi faktor internal dari perusahaan Sumber Mulya Furniture dapat dilihat pada lampiran 4.
4.2.1.3 Matriks SWOT
A. Analisis strategi SO
Strategi SO merupakan strategi gabungan dari kekuatan dan peluang yang merupakan situasi yang menguntungkan perusahaan harus memanfaatkan kekuatan dan peluang yang ada di lingkungan sekitar dan menetapkan strategi untuk mendukung kebijakan pertumbuhan yang agresif. Berikut ini adalah strategi SO perusahaan kami :
1. Memproduksi Furniture dengan skala besar (S1,S5,S6,O1)
Perusahaan kami memiliki kekuatan di bidang sumber daya manusia yang berkualitas serta biaya produksi yang efisien. Dengan peluang pangas pasar yang terbuka lebar, mudah mendapatkan bahan baku serta memiliki modal yang besar maka diharapkan dengan memproduksi dengan skala besar akan memenuhi permintaan pasar dan dapat menjadi pemasok furniture terbesar di Indonesia.
2. Sering Melakukan inovasi pada produk (S8,O1,O2,O3)
Dengan perusahaan sering melakukan inovasi pada produk , ini akan membuat pangsa pasar semakin besar dan jumlah permintaan konsumen semakin meningkat. Karena inovasi produk yang terus dilakukan perusahaan.
3. Menambah Cabang perusahaan (S3,S5,O3,O4)
Strategi ini berasal dari memiliki strukrtur organisasi yang sehat dan perusahaan memiliki modal yang besar untuk memajukan kualitas dan cabang – cabang diberbagai daerah dengan begitu penjualan dan pemasaraan produk lebih mudah dan lebih besar lagi.
Strategi ini di dapat dari lingkungan kerja yang kondusif . agar memiliki pekerja yang handal perusahaan harus melakukan pelatihan terhadap calon pegawai agar mereka memiliki keterampilan dan keahlian yang baik.
5. Melakukan penelitian untuk membuka pangsa pasar ke mancan negara (S6,S3,O2)
Melakukan penelitian atau riset pasar mancan negara, furniture seperti apa yang banyak kelemahan sebagaimana perusahaan yang lain. Kelemahan yang ada di dalam perusahaan harus di minimasi untuk tetap dapat merebut peluang yang ada. Berikut ini adalah strategi WO perusahaan kami :
1. Mengadakan kerjasama dengan lembaga terkait untuk melakukan pengukuran performansi (W1,W5,W2,O5)
Kelemahan perusahaan kami yang lain adalah tidak adanya pengukuran performansi pekerja. Dengan melakukan pengukuran performansi dari lembaga terkait maka akan dapat mendukung reputasi yang telah selama ini terkenal baik di masyarakat sehingga perusahaan dapat menjadi terpercaya.
2. Menambah jumlah karyawan apabila produksi sedang meningkat (W3,O5)
Melakukan penambah jumlah karyawan apabila produksi sedang meningkat agar pesanan bisa selesai tepat waktu dan dapet melakukab penyesuaian produksi barang
3. Memberikan pengarahan kepada para pekerja secara berkala (W4,O3,O4)
Memberikan Pengarahan kepada para pekerja agar bisa bekerja sama dengan baik dan dapat bekerja dengan baik sesuai dengan peraturan
yang ada agar tidak terjadi kecelakaan dalam produksi lemari dan kursi.
C. Analisis strategi WT
Strategi WT merupakan strategi yang kepada pekerja (W1, W5, W2,T4)
Dengan memberikan pengarahan tentang kesehatan dan keselamatan kerja pada karyawan dapat mengurangi jumlah kecelakaan pada saat bekerja. Dengan begitru para karyawan merasa lebih aman dan nyaman ketika sudah memahami tentang K3 perusahaan
2. Meningkatkan produktivitas pada lini produksi (W4,T2,T3)
Dengan teknik peramalan produksi yang mendekati akurat pada perusahaan kami diharapkan dapat mengatasi ancaman berupa permintaan yang tinggi tetapi pasokan yang rendah. Meningkatkan produktivitas pada lini produksi merupakan strategi yang paling tepat untuk mengatasi ancaman dengan menggunakan kekuatan tersebut
3. Melakukan riset pasar secara berkala untuk mengetahuai keinginan konsumen dan kelebihan pesaing (W3,T1,T2)
Ketidakpuasan konsumen dapat diatasi dengan divisi R&D yang handal melalui riset pasar secara berkala untuk mengetahui perubahan selera pasar dan keinginan konsumen pada produk ragum yang telah ada selama ini.
4. Mengadakan dialog secara berkala kepada serikat pekerja.(S1,S3,T4)
Sumberdaya manusia yang handal dan divisi R&D yang handal dapat mengadakan dialog secara berkala kepada serikat pekerja untuk mengantisipasi pengaruh serikat pekerja pada para operator yang selama ini menjadi front man perusahaan.
Pada strategi ini kami memanfaatkan kekuatan perusahaan kami untuk mengalahkan ancaman yang ada. Berikut ini adalah strategi ST terpenting agar perusahaan kita bisa membeli bahan baku dengan harga yang lebih murah. Dengan menjalin kerja sama perusahaan juga dengan mudah mendapatkan bahan baku sesuai yang dibutuhkan.
2. Memberi upah buruh sesuai dengan peraturan perda pemerintah (S1,T4)
Kedisiplinan yang kurang baik dan pengaruh serikat buruh mengharuskan perusahaan melakukan upaya memberikan pengarahan kepada pekerja secara berkala dan melakukan komunikasi dua arah dengan para pekerja agar hubungan baik antara perusahaan dan pekerja dapat terus terus terjalin dengan baik
3. Menyesuai produk atau membuat produk sesuai keinginan konsumen (S2,T5)
Menanyakan keinginan konsumen agar mereka merasa puas dengan hasilnya. Pembuatanya produk tersebut berdasarkan keinginan konsumen. Produk tersebut bisa dibuat sesui dengan keinginan poara konsumen. Made by order. matriks SWOT dapat dilihat pada lampiran 5
4.2.2 Perencanaan Proses
4.2.2.1 Peta Rakitan (Assembly Chart)
Peta Rakitan adalah gambaran grafis dari urutan-urutan aliran komponen dan rakitan-bagian (sub assembly) ke rakitan suatu produk. Berikut adalah urutan aliran komponen dari kursi dan lemari produksi Sumber Mulya Furniture menjadi sub assembly yang kemudian diproses untuk disatukan hingga menjadi produk akhir yaitu kursi dan lemari. Assembly Chart untuk kursi produksi PT Subur Mulya Furniture .Hasil pengolahan data dapat dilihat pada lampiran 6.
4.2.2.2 Peta Proses Operasi
Peta Proses Operasi merupakan suatu diagram yang menggambarkan langkah-langkah proses yang dialami bahan (bahan-bahan) baku mengenai urutan- urutan operasi dan pemeriksaan. Hasil peta operasi proses PT Subur Mulya Furniture data Lemari dan kursi dapat dilihat pada lampiran 7.
4.2.2.3 Bill Of Material
Bill of Material (BOM) merupakan daftar dari semua material, parts, dan subassemblies, serta kuantitas dari masing-masing yang dibutuhkan untuk memproduksi satu unit produk atau parent assembly. Hasil Bill Of Material PT Subur Mulya Furniture data Lemari dan kursi dapat dilihat pada lampiran 8.
5. KESIMPULAN
yang terletak di bagian kanan dan kiri serta 1 alas kursi dan 1 sandaran kursi
3.
Berdasarkan hasil pengumpulan danpengolahan data yang dilakukan dapat disimpulkan bahwa proses produksi yang dilakukan oleh PT. Sumber Mulya Furniture masih belum efisien sehingga masih perlu dilakukan perbaikan diberbagai hal seperti tata letak stasiun kerja yang masih belum baik serta jumlah mesin yang belum memenuhi untuk semua proses produksi.
4.
Berdasarkan pengamatan dan analisis yang dilakukan , proses penyusunan atau perakitan komponen memakan waktu yang lama, sehingga akan memakan waktu, biaya dan banyaknya pembagian tenaga kerja yang tidak merata, karena untuk melanjutkan proses selanjutnya harus menunggu proses yang sebelumnya selesai dan diperlukan waktu yang cukup lama (idle time). Untuk itu sebaiknya PT. Sumber Mulya Furniture melakukan perbaikan pada tata letak stasiun kerjanya untuk meningkatkan produktifitas kerja dan memberikan tingkat pekerjaan yang sama bagi seluruh tenaga kerja.DAFTAR PUSTAKA
[1] Daft L. Richard. 2001. MANAJEMEN Edisi Kelima. Jakarta: Erlangga. Daft L. Richard. 2001. MANAJEMEN Edisi Kelima. Jakarta: Erlangga.
[2] Drucker, Petter F. The New Realities: in Government and Politics/In Economics and Business/In Society and World View. New York: Harper & Row Publisher, 1989.
[3] Thompson DC, McPhilips H, Davis RL, Lieu TL, Homer CJ, Helfand M. Universal Newborn Hearing Screening.
JAMA 2001; 286:2000-10.
Thompson DC, McPhilips H, Davis RL, Lieu TL, Homer CJ, Helfand M. Universal Newborn Hearing Screening. JAMA 2001; 286:2000-10.