USULAN PERBAIKAN PROSES PELAPISAN
HOT DIP
GALVANIZING
BERDASARKAN
FUZZY FAILURE MODE AND EFEECT ANALYSIS
DI PT CITRA
GALVANIZING
INDONESIA
Johnson Saragih ,Rina Fitriana , Nadira
Laboratorium Rekayasa Kualitas ,Jurusan Teknik Industri Universitas Trisakti Jln: Kiyai Tapa ,No:1 Grogol , Jakarta Barat ,Jakarta.
Abstrak
Proses pelapisan Hot Dip Galvanizing adalah suatu proses pelapisan logam , dimana pelapisnya dipanaskan terlebih dahulu sehingga mencapai suhu 4500 – 4600 c ,kemudian kedalam bak yang berisi cairan tersebut dicelupkan logam yang akan dilapisi . Adapun proses pelapisan terdiri dari tiga bagian utama yakni proses pre-treatment (pembersihan ),proses galvanizing (pencelupan ) dan proses pendinginan .Berdasarkan pengamatan yang diperoleh dari perusahaan ternyata tingkat cacat yang diperoleh pada setiap proses masih cukup tinggi ,kondisi ini dapat dilihat dari rata rata persentase cacat empat bulan terakhir ,selama tahun 2011 yakni sebesar 0,4325 % ,hal ini masih jauh dari kondisi optimal yang diharapkan .Oleh karena itu perlu dilakukan pengidentifikasian dari setiap proses pelapisan tersebut, kegagalan apa saja yang yang terjadi , seberapa besar tingkat keparahan yang ditimbulkan ,seberapa mudah pendeteksian dapat dilakukan dan usulan perbaikan dilakukan dengan tingkat Fuzzy Risk Priority Number yang tertinggi .Justifikasi dari ketiga indikator tersebut digunakan dengan logika fuzzy adapun hasil yang diperoleh adalah ,pada proses prefluxing yaitu tidak terjadi pembentukan ammonium secara sempurna pada produk akibat gangguan pada mesin burner (FRPN = 705),pada proses galvanizing lapisan Zn tidak menempel pada produk disebabkan gangguan pada mesin burner (FRPN = 697), pada proses degreasing cairan NaOH tidak mampu membersihkan permukaan produk secara sempurna karena terdapat kadar NaOH kurang dari 5 % (FRPN = 593). Keywords : Hot Dip Gavanizing ,Fuzzy FMEA ,Fuzzy Risk Priority Number
PENDAHULUAN
Proses pelapisan galvanis adalah suatu proses pelapisan logam , yang berguna untuk mencegah timbulnya korosi pada logam .PT Citra Galvanizing Indonesia adalah suatu perusahaan yang bergerak dibidang pelapisan galvanis , produk yang dihasilkannnya adalah berupa jembatan ,tower transmisi ,tower telekominasi dimana pada umumnya produk ini ditempatkan diluar lapangan terbuka, sehingga seringkali mudah menimbulkan korosi.Dari sub proses yang diamati ternyata tingkat kecacatan yang terjadi masih cukup tinggi , dan berdasarkan data historis yang diperoleh dari bulan September s/d Desember 2011 di proses Jigging 0.027 % ,Degreasing 0.011 % ,Acid Pickling 0.13 % ,Prefluxing 0.614 % ,Galvanizing 0.406 % ,Quenching 0.01 % dan Unidentify 0.146 % .Hal ini masih jauh dari kondisi yang ideal .
Oleh karena itu perlu diidentifikasi penyebab kegagalan dari setiap proses.Proses identifikasi kegagalan dilakukan dengan tiga parameter yakni ,Severity yang menyatakan tingkat keparahan yang ditimbulkan apabila proses tersebut mengalami kegagalan , Occurrence yang menyatakan seberapa sering kegagalan tersebut terjadi dalam satuan unit produk yang dihasilkan ,sedangkan Detection yang menyatakan seberapa mudah pendeteksian dapat dilakukan .
STUDI PUSTAKA Pengertian FMEA
Menurut ( Omdal 1988;ASQC 1983) Failure Mode and Effect Analysis atau disingkat dengan FMEA adalah suatu teknik untuk mengidentifikasi dan mengeliminasi kegagalan dari suatu System baik berupa design ,proses ataupun jasa sebelum sampai kepada pelanggan. Evaluasi dan analisis dapat dilakukan dengan dua cara , yang pertama adalah berdasarkan data historis yang dapat diperoleh dari perusahaan ataupun para pelanggan.Kedua adalah berdasarkan simulasi , berupa model matematis ,ataupun dengan mengindentifikasi dari tingkat keandalan produk tersebut.
Menggunakan FMEA bukan berarti bahwa pendekatan ini lebih baik daripada yang lain ,tetapi yang perlu dipikirkan bagaimana kegagalan serupa tidak terulang kembali ,sebelum produk atau jasa sampai kepada pelanggan (DH Stamatis ,2003).Jadi pada pendekatan ini yang ingin ditekankan adalah tindakan pencegahan sehingga kejadian yang sama tidak terulang lagi.Oleh karena itu pendekatan yang secara sistimatis perlu dilakukan , dengan memeriksa seluruh kemungkinan kegagalan yang mungkin terjadi pada proses atau design pada produk tersebut.
Adapun langkah langkah yang perlu dilakukan pada FMEA adalah sebagai berikut : 1. Mengidentifikasi mode kegagalan yang terjadi
2. Mengidentifikasi penyebab dan effect dari setiap kegagalan
3. Memprioritaskan pengelimaniasian resiko yang terjadi berdasarkan Risk Priority Number (RPN)
4. Melakukan usulan dan tindakan perbaikan. Pengertian Fuzzy
Didalam kehidupan sehari hari , seringkali kita tidak dapat memutuskan ‘Ya’ atau ‘Tidak’ apabila ada suatu pernyataan yang diajukan kepada kita ,misalnya untuk menyatakan sesorang berbadan ‘tinggi’,amat bersifat relatif demikian juga untuk mengatakan antara warna hitam dan putih .
Pada tahun 1965,Zadeh memodifikasi teori himpunan dimana setiap anggotanya memiliki derajat keanggotaan yang bernilai kontinu antara nol dan satu.Himpunan ini disebut himpunan kabur (Fuzzy Set) , secara matematis dapat diformulasikan sebagai berikut :
A
x
Jika
A
x
jika
x
A
,
0
,
1
)
(
Himpunan Fuzzy didasarkan pada gagasan untuk memperluas jangkauan fungsi karakteristik sedemikian sehingga fungsi tersebut akan mencakup bilangan real pada interval [0,1].Nilai keanggotaan yang menunjukkan bahwa suatu item dalam semesta pembicaraan tidak hanya berada pada 0 atau 1 , tetapi juga nilai yang terletak diantaranya , sehingga diperoleh tak terhingga banyaknya.Dengan perkataan lain , nilai kebenaran suatu item tidak hanya benar atau salah , tetapi bisa diantaranya atau ada suatu keraguraguan menyatakan sutu yang benar atau salah.
Fungsi keanggotaan
menggunakan himpunan crisp , misalkan seseorang dikatakan TINGGI jika memiliki tinggi badan diatas 165 cm ,hal ini berarti secara tegas dikatakan apabila sesorang dikatakan tinggi adalah ,bila seseorang memiliki tinggi badan diatas 165 cm atau nilai μ =1 , sedangkan apabila tingginya dibawah 165 cm maka dikatakan TIDAK TINGGI atau nilai μ = 0,Didalam kehidupan sehari hari hal ini sulit diterima ,karena apabila orang mempunyai tinggi sebesar 165,1 dikatakan tinggi ,sedangkan orang yang memiliki tinggi badan 165 cm dikatakan TIDAK TINGGI , untuk mengadopsi seluruh informasi tersebut , maka kita menggunakan himpunan Fuzzy , dimana kita bisa membuat suatu fungsi keanggotaan yang bersifat kontinu yang berarti seluruh informasi yang diperlukan dapat digunakan secara lebih baik.
METODOLOGI PENELITIAN
Pada penelitian ini ,menggunakan tahapan sebagai berikut :
1. Melakukan pengumpulan data historis dari perusahaan periode september s/d desember 2011.
2. Menghitung persentase tingkat cacat dari setiap proses pelapisan galvanis 3. Mengidentifikasi kegagalan dari setiap proses pelapisan galvanis
4. Menentukan tingkat keparahan atau Severity ,keseringan kegagalan yang terjadi atau Occurrence dan seberapa mudah kegagalan dapat dideteksi atau Detection dari setiap proses kegagalan yang terjadi.
5. Melakukan proses fuzzification , fuzzy rule base dan defuzzification.
6. Melakukan usulan proses perbaikan dengan memprooritaskan pada resiko yang terbesar.
Proses perhitungan dilakukan dengan software Matlab versi 7. HASIL DAN PEMBAHASAN
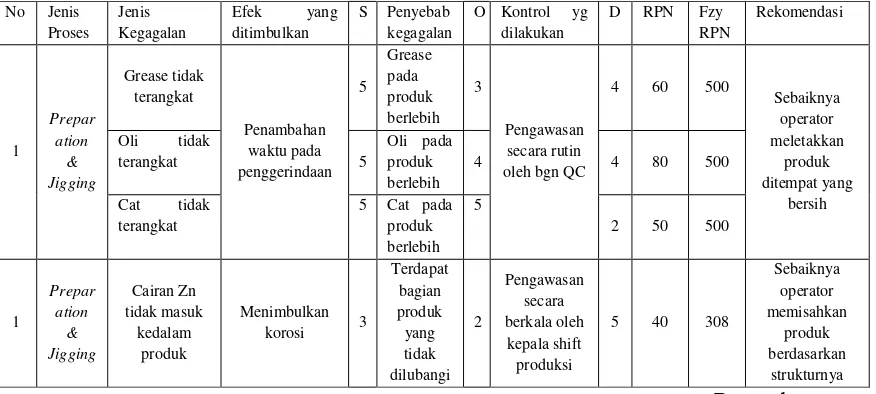
Seperti yang telah dijelaskan pada pendahuluan bahwa tingkat cacat produk pada setiap proses pelapisan galvanis masih cukup tinggi , hal ini diindikasikan bahwa proses pelapisan galvanis belum berjalan sebagaimana mestinya , oleh karena itu perlu dilakukanlah indentifikasi kegagalan pada setiap proses , pengidentifikasian dilakukan dengan terlebih dahulu memisah-misahkan antara proses , sub proses dan jenis kegagalan yang terjadi , kemudian dari sana ditelusuri sampai sejauh mana tingkat keparahan , efek serta pendeteksiannya .Adapun hasilnya dapat dilihat pada tabel dibawah ini :
Tabel 1:Tabel FMEA dan Fuzzy FMEA pada Proses Pelapisan Galvanis
Penggantungan mata bor secara
7 Galvan azing
Lapisan Zn tidak menempel pada produk
Cacat bare sport 7
Ganggua n pada mesin burner
6
Pengawasan secara berkala
6 252 697
Melakukan tindakan perawatan
mesin Lapisan
galvanis pada produk tidak
sempurna
Mengurangi daya tahan
produk 4
Kadar Zn kurang dari 4%
3 Pengawasan
kadar Zn 4 48 407
Perlu pembuatan
komposisi kadar Zn
Banyak abu yang masih melekat
Under
Thickness 7
Peredama n produk kurang
dari 4 menit
3
Pengawasan secara berkala oleh kepala shift produksi
6 126 692
Pelatihan bagi operator
tentang pengangkatan
yang baik
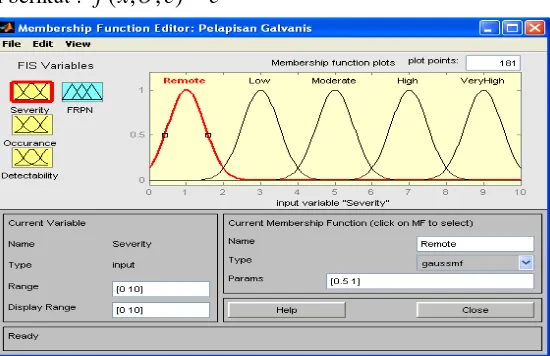
Hasil perhitungan Fuzzy RPN pada tabel 1,diperoleh dari Parameter INPUT yang bersifat variabel linguistik untuk ketiga parameter Severity , Occurrence dan Detection yang dapat dikategorikan sebagai Remote,Low ,Moderate ,High dan Very High ,dimana pola data diasumsikan bersifat Gaussian,fungsi berbentuk lonceng dengan parameter :[sig c] dan fungsi keanggotaan dapat ditulis sebagai berikut : 2
2
2 ) (
)
,
;
(
c x
e
c
x
f
Gambar 1:Fungsi keanggotaan Gauss
Sedangkan hasil ,yang ditampilkan pada tabel 1 ,adalah proses Preparation & Jigging , Degreasing ,Prefluxing dan Galvanizing , Fuzzy RPN yang tertinggi adalah terjadi pada proses Prefluxing sebesar 705 ,adapun jenis kegagalan yang terjadi adalah tidak terjadi pembentukan ammonium pada produk , mengakibatkan terjadi cacat Bare Spot yaitu cacat sebagian permukaan produk tidak terlapisi galvanize ,penyebab kegagalannya adalah karena adanya gangguan pada mesin burner yang menghasilkan panas kurang dari 600 C, tindakan perbaikan perlu dilakukan perawatan mesin secara periodik .Untuk Fuzzy RPN yang kedua terjadi pada proses Galavanizing sebesar 697 dengan jenis kegagalan lapisan Zn yang tidak menempel mengakibatkan terjadi cacat Bare Spot ,penyebab kegagalan ini adalah adanya gangguan mesin burner yang menghasilkan panas kurang dari 4500C sehingga mengakibatkan lapisan Zn tidak menempel pada permukaan produk,untuk Fuzzy RPN yang ketiga masih tetap di proses Galvanizing sebesar 692 dengan jenis kegagalan banyak abu yang masih melekat diatas permukaan mengakibatkan cacat Under Thickness , hal disebabkan oleh perendaman produk di proses tersebut kurang dari empat menit.
mesin rusak tidak perlu terjadi , yang mana hal tersebut dapat mengakibatkan terganggunya proses produksi.
KESIMPULAN
Adapun kesimpulan yang dapat ditarik dari penelitian ini adalah sebagai berikut :
1. Proses pelapisan galvanis terdiri dari delapan proses yakni Preparation & Jigging
,Degreasing ,Water Rinse 1,Acid Pickling ,Water Rinse 2 ,Prefluxing
,Galvanizing,Quenching dan Final Inspection.
2. Tingkat cacat yang terbesar diperoleh pada proses Prefluxing sebesar 0.614 % dan di proses Galvanizing sebesar 0,406 %.
3. Fuzzy RPN yang tertinggi terdapat pada proses Prefluxing yakni sebesar 705 yakni dengan jenis cacat Bare Spot , hal ini terjadi karena tingkat panas yang dihasilkan oleh mesin burner kurang dari 600C sehingga tidak terjadinya pembentukan ammonium pada permukaan produk.Sedangkan yang terendah pada proses Preparation & Jingging yakni sebesar 303 ,Produk bengkok atau patah disebabkan kawat penggantung produk tidak kuat untuk menahan beban.
4. Usulan perbaikan yang dilakukan pada proses Prefluxing adalah perlu adanya penjadualan perawatan mesin ,sehingga tidak terjadi kerusakan mesin yang berakibat pada terganggunya proses produksi.
DAFTAR PUSTAKA
D.H.Stamatis ,2003,Failure Mode and Effect Analysis From Theory to Execution Second Edition,ASQ Quality Press Milwaukee ,Wiscosin.
Rajiv Kumar Sharma,2006 ,Systematic failure mode effect anlysis using fuzzy Linguistic Modelling ,International Journal of Quality & Reliability
Management vol 22.
Sri Kusumadewi,2002,Analisis Desain Sistem Fuzzy menggunakan Tool Box Matlab, Graha Ilmu ,Jogjakarta.