ANALISIS HASIL UJI
CUP DRAWING
DAN KEMAMPUAN TARIK
TAILOR
WELDED BLANKS (TWB)
MENGGUNAKAN SAMBUNGAN LAS TITIK
DENGAN VARIASI KETEBALAN PLAT
PUBLIKASI ILMIAH
Disusun sebagai salah satu syarat menyelesaikan Program Studi Strata I
pada Jurusan Teknik Mesin
Fakultas Teknik
Oleh:
HERMAWAN SURYO AJI PRATAMA
NIM : D200 11 00 22
PROGRAM STUDI TEKNIK MESIN
FAKULTAS TEKNIK
HALAMAM PERSETUJUAN
ANALISIS HASIL UJI
CUP DRAWING
DAN KEMAMPUAN TARIK
TAILOR
WELDED BLANKS (TWB)
MENGGUNAKAN SAMBUNGAN LAS TITIK
DENGAN VARIASI KETEBALAN PLAT
PUBLIKASI ILMIAH
Oleh:
HERMAWAN SURYO AJI PRATAMA
D200110022
Telah diperiksa dan disetujui untuk diuji oleh:
Dosen pembiming
HALAMAN PENGESAHAN
ANALISIS HASIL UJI
CUP DRAWING
DAN KEMAMPUAN TARIK
TAILOR
WELDED BLANKS (TWB)
MENGGUNAKAN SAMBUNGAN LAS TITIK
DENGAN VARIASI KETEBALAN PLAT
OLEH
HERMAWAN SURYO AJI PRATAMA D200110022
Telah dipertahankan didepan Dewan Penguji Fakultas Teknik Mesin
Universitas Muhammadiyah Surakarta Pada hari Selasa, 10 Mei 2016 dan dinyatakan telah memenuhi syarat
Dewan Penguji:
1. Agus Dwi Anggono, ST, M.Eng, Ph.D ( ) (Ketua Dewan Penguji)
2. Muh. Alfatih Hendrawan, ST, MT ( ) (Anggota I Dewan Penguji)
3. Joko Sedyono, Ph.D ( )
(Anggota II Dewan Penguji)
Dekan,
PERNYATAAN
Dengan ini saya menyatakan bahwa dalam skripsi ini tidak dapat karya yang pernah diajukan
untuk memperoleh gelar kesarjanaan disuatu perguruan tinggi dan sepenjang pengetahuan saya juga
tidak terdapat karya atau pendapat yang pernah ditulis atau diterbitkan orang lain, kecuali secara tertulis
diacu dalam naskah dan disebutkan dalam daftar pustaka.
Apabila kelak terbukti ada ketidakbenaran dalam pernyataan saya diatas, maka akan saya
pertanggungjawabkan sepenuhnya.
Surakarta,
2016
Penulis
ANALISIS HASIL UJI
CUP DRAWING
DAN KEMAMPUAN TARIK
TAILOR WELDED BLANKS
(TWB)
MENGGUNAKAN SAMBUNGAN LAS TITIK DENGAN VARIASI KETEBALAN PLAT
Hermawan Suryo Aji Pratama, Agus Dwi Anggono, Muh. Alfatih H Teknik Mesin Universitas Muhammadiyah Surakarta
Jl. A. Yani Tromol Pos I Pabelan, Kartasura Email :[email protected]
Abstrak
Penelitian ini bertujuan untuk mengetahui kemampuan tarik dari sebuah plat Tailor Welded Blanks (TWB). Sambungan menggunakan las tipe spot welding dengan variasi ketebalan yang berbeda.Pengujian kekuatan tarik geser juga dilakukan untuk mengetahui kemungkinan terjadinya kegagalan sambungan atau cacat setelah dilakukan proses cup drawing. Material yang digunakan pada penelitian ini adalah mild steel dengan ketebalan yang berbeda yaitu plat A 0,7 mm dan plat B 1,5 mm.Pembuatan spesimen plat TWB dilakukan dengan beberapa variasi yaitu antara plat A-A, B-B dan A-B. Proses pengelasan menggunakan parameter arus 8 kA, weld time 0,4 detik, dan holding time 5 detik. Pengujian spesimen meliputi uji tarik, uji geser dan uji cup drawing. Pengujian tarik untuk raw material menggunakan standar ASTM E8 dan pengujian geser untuk spesimen sambungan las menggunakan standar AWS 8.9-97. Hasil pengujian menunjukan kekuatan geser pada variasi sambungan pengelasan beda ketebalan plat antara 11,64 N/mm2hingga 19,74 N/mm2.Pada plat raw, kekuatan tarik
tertinggi ditunjukan pada plat B dengan ketebalan1,5 mm yaitu 20,02 N/mm2dan kekutan tarik terendah pada raw material
plat A ketebalan 0,7 mm yaitu 13,38 N/mm2. Dari ketiga variasi sambungan pengelasan dengan beda ketebalan plat tidak
ada yang menunjukan kegagalan sambungan pengelasan saat pengujian cup drawing. Hasil pengujian cup drawing memberikan bentuk yang baik dengan cacat wrinkling relatif sedikit pada daerah overlap.
Kata kunci : Spot Welding, Tailor Welded Blanks, Cup Drawing
Abstracts
The research objective is to determine the tesile strength of plate of Tailor Welded Blanks (TWB). Plate joinning using a welding-type of spot welding with a variety of different thicknesses. Tensile shear strength testing was also conducted to determine the possibility of a connection failure or defect after the cup drawing process. The material used in this study was mild steel with different thickness of 0.7 mm for plate A and plate B of 1.5 mm. The TWB specimens were carried out in some variation of plate i.e between plate A-A, B-B and A-B. Welding process was conducted by using parameters of 8 kA current, weld time of 0.4 seconds, and a holding time of 5 seconds. Teh experiment testing covers tensile test specimens, shear test and cup drawing test. Tensile test for raw material using the standard of ASTM E8 and shear test for welded joints specimens using a standard of AWS 8.9-97. The test results was showed shear strength at different variations of the welding connection plate thickness between 11.64 N / mm2 up to 19.74 N / mm2. For the raw material, the highest tensile strength is shown in plate B with a thickness of 1.5 mm is 20.02 N / mm2 and the lowest tensile strengthof the raw material of plate A was 13.38 N / mm2. The three variations of the welding joints with different plate thickness were showed no failure during cup drawing experiment. The cup drawing test was given a good results of cup product with relatively little wrinkling defects on the overlap area.
1. PENDAHULUAN
Dewasa ini perkembangan teknologi pada bidang manufaktur sangatlah pesat. Salah satu proses yang terpenting dalam bidang manufaktur adalah teknik penyambungan (joining). Diantara teknik penyambungan dalam bidang manufaktur sering kita jumpai las titik tahanan listrik(Resistance Spot Welding)yang lebih dikenal sebagai las titik. Las titik telah banyak digunakan dalam kehidupan sehari-hari selain pada bidang manufaktur las ini pun kerap digunakan dalam bidang industri otomotif, dirgantara, perkapalan, sampai industri alat-alat rumah tangga serta industri karosesri.
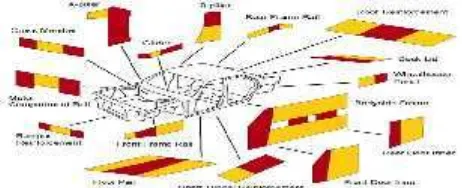
Pada industri manufaktur sendiri salah satu part hasil dari penyambungan logam menggunakan las yaitu Tailor Welded Blanks (TWB). TWB kerap digunakan oleh industri manufaktur karena dianggap lebih ringan dan hemat biaya produksi dibandingkan pembuatan produk dengan cara konversional. Pada saat ini TWB kerap digunakan pada industri manufaktur otomotif, digunakan saat proses pembuatan panel pintu mobil dimana memiliki beda ketebalan guna menghemat biaya produksi.
Gambar 1.TWB pada panel mobil (Kinsey, 2011)
Untuk mengetahui kemampuan TWB saat proses pembentukan dapat dilakukan dengan metode uji cup drawing. Dimana hasil daricupuntuk mengetahui kualitas pada sambungan las maupun pada logam dasar serta fenomena kegagalan yang terjadi
2. TUJUAN PENELITIAN
Tujuan yang ingin dicapai dari penelitian ini adalah :
1. Menganalisis kemampuan mekanis antara spesimen raw material denganTWBterhadap kekuatan tarik geser. 2. Mengetahui perbandingan hasil pengujian prosescup drawingantara platTWBdenganrawmaterial.
3. BATASAN MASALAH
Mengingat begitu luas permasalahan yang terjadi dibidang pengelasan, khususnya pengelasan titik maka dari itu perlu untuk membatasi permasalahan agar dalam pembahasan agar dalam pembahasan lebih terfokus. Batasan-batasan tersebut antara lain adalah:
1. Logam induk(base metal)menggunakan platmild steel.
2. Suhu ruangan pada proses pengelasan dianggap selalu konstan (25°C). 3. Kekasaran permukaan semua spesimen dianggap sama.
4. Gaya yang diberikan pada pedal mesin las titik saat proses pengelasan dianggap selalu sama setiap prosesnya. 5. Besarnya diameter elektroda dianggap selalu sama sebesar 7mm.
6. Arusoutputpada mesin las titik dianggap sesuai dengan parameter yang diinputoperator. 7. Kesimetrisan dalam pembuatanblankdianggap sesuai dengan designrencana.
8. Gaya penarikanblankdidapat sesuai hasil keluaran pada mesin uji.
9. Penelitian ini difokuskan untuk mengetahui kemampuan tarik TWBdengan sambungan las titik dan mengidentifikasi cacat yang terjadi hasil prosescup drawing.
4. TINJAUAN PUSTAKA
Wahyuno, (2008) menganalisa cacat kerut (wringkling) pada plat Tailored Welded Blanks pada proses deep drawing. Dalam penelitianya menggunakan metode ekspesrimen dengan material plat ST-37 ketebalan 1 mm dan 0,8 mm. Penyambungan yang digunakan dalam penelitian menggunakan sambungan las oxy-acetylene. Hasil eksperimen menunjukan bahwa terjadi cacat kerut didindingcup pada ketebalan 0,8 mm. Pada pengukuran juga diketahui penyimpangan lajur las bagian dinding dan bagian sisacup, mengalami pergerakan ke arah ketebalan 0,8 mm.
Dalam proses penyambungannya digunakan parameter arus 26 ampere dengan variasi waktu penekanan 2 dt, 2,5 dt, 3 dt, dan 3,5 dt. Pengujian meliputi uji tarik dan geser dengan standar pengujian ASTM B 565. Hasil pengujian menunjukan tegangan tarik tertinggi pada waktu penekanan 3,5 dt dengan rata-rata diameter sebesar 5,95 mm.
5. LANDASAN TEORI
5.1 PengertianTailored Welded Blanks
Tailored Welded Blanks (TWB) adalah part atau komponen setengah jadi hasil dari sambungan pengelasan pada lembaran logam yang memiliki paduan, ketebalan, pelapis atau sifat material yang berbeda. Keuntungan penggunaanTWBantara lain:
1. Mengurangi berat produk 2. Menurunkan kebisingan
3. Mengurangi biaya produksi dan efisien waktu
5.2 Pengertian Las Titik
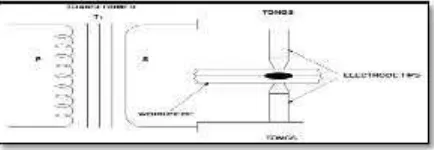
Las Titik merupakan salah satu cara pengelasan resistensi listrik, dimana dua lembaran plat logam atau lebih dijepit diantara dua elektroda dengan bentuk sambungan tumpang(lap joint). Saat proses pengelasan arus listrik yang tinggi akan dialiri pada kedua lembaran logam yang saling berhimpit melalui sepasang elektroda yang saling menekan. Waktu pengelasan dalam satuancycledimana untuk listrik dengan frekuensi 50 Hz, 1 detik = 50cyclemaka untuk 1 cycle= 0,02 detik. Waktu pengelasan dalam pengelasan resistensi listrik terdiri dari tiga waktu yaitu : (Ruukki, 2009)
1. Set-up Time (Squeeze Time) 2. Welding Time (Current Time) 3. Holding Time
Gambar 2.Las Resistensi Listrik (Ruukki, 2009)
Heat inputpada las titik dapat dirumuskan sebagai berikut:
H = I2. R . t ...(1)
dimana :
H = Total Heat Input(joule) I = Arus listrik(Ampere) t = Waktu Pengelasan (detik) R = Hambatan Listrik (Ohm)
5.3 Cup Drawing
Cup drawing adalah merupakan proses pengerjaan logam untuk membentuk lembaran logam menjadi seperti cup. Pembentukan dengan melakukan penekanan pada bagian tenganblanksdengan sebuah punch kedalam rongga dies samapai aliran material masuk kedalam cetakan. Terdapat beberapa hal yang perlu diperhatikan saat melakukan proses drawing, yaitu gesekan, bending, straightening, dan penekanan. Selain itu antara punch dan die memiliki kelonggaran guna mempermudah pergerakan lembaran logam serta menghindari penipisan dan cacat kerut. Maka besar clearance tersebut 10 % lebih besar dari tebal lembaran logam. (Groover, 2010)
5.4 Pengertian Tegangan
= ...(2)
dimana :
= Tegangan normal (N/mm2)
F = Gaya (N)
A = Luas penampang (mm2)
5.5 Pengertian Regangan
Regangan adalah perubahan bentuk atau ukuran dari panjang awal setelah material menerima gaya luar. Regangan didefinisikan sebagai perbandingan antara pertambahan panjang benda kerja terhadap panjang mula-mula (panjang awal).
5.6 Deformasi
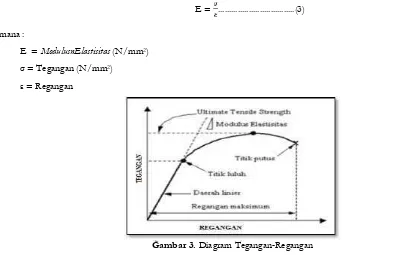
Deformasi yaitu perubahan bentuk, posisi, dan dimensi dari suatu material apabila material dikenakan gaya dari luar. Deformasi dibedakan menjadi dua, yaitu deformasi plastis dan deformasi plastis. Elastisitas bahan sangat ditentukan oleh modulus elastisitas dilihat dari kemiringan kurva tegangan-regangan. Dari nilai modulus elastisitas dapat dilihat karakteristik suatu material. Hubungan antara tegangan-regangan ini dirumuskan sebagai berikut :
E = ...(3)
dimana :
E =ModulusnElastisitas(N/mm2)
= Tegangan (N/mm2)
= Regangan
Gambar 3.Diagram Tegangan-Regangan (www.sersasih.wordpress.com)
5.7 Pengujian Tarik dan Geser
6 METODOLOGI PENELITIAN
Gambar 4.Diagram Alir Penelitian
6.1 Bahan Penelitian
Bahan yang digunakan adalahmild steeldengan ketebalan 0,7 mm dan 1,5 mm.
Gambar 5.(a) plat jenis A tebal 0,7 mm (b) plat jenis B tebal 1,5 mm
6.2 Pemotongan Material
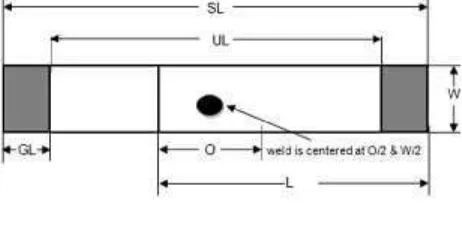
Gambar 6.Spesimen Uji Geser (AWS D8.9-97)
Tabel 1.Sampel Dimensi Pengujian Geser ( AWS D8.9-97 ) Tabel 9
Shear Tension Sampel Dimensions Sheet
Thickness (mm)
Coupon Length La
(mm)
Coupon Width Wb
(mm)
Overlap Ob
(mm)
Sample Length SLa
(mm)
Unclamped Length ULb
(mm)
Gripped Length GLa
(mm)
0.60-1.29 105 45 35 175 95 40
1.30-3.00 138 60 45 230 105 62.5
Notes :
a. May be increased to accomodate gripping fixtures. b. Tolerance ±1 mm
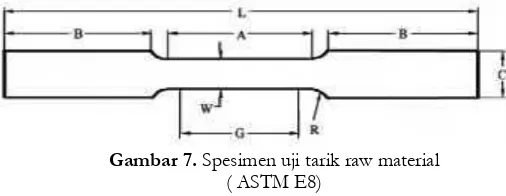
Gambar 7.Spesimen uji tarik raw material ( ASTM E8)
Tabel 2.Sampel Dimensi Pengujian Tarik Raw Material ( ASTM E8 )
6.3 Proses Pengelasan
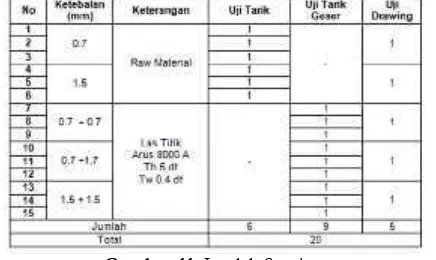
Parameter yang digunakan pada proses pengelasan yaitu dengan besar arus 8000A, waktu pengelasan 0,4 detik,holding time5 detik.
Gambar 8.Desain Dies Set
Gambar 9.Blank raw material Gambar 10.Tailor Welded Blanks
NB: T = ketebalan plat
Gambar 11.Jumlah Spesimen
6.5 Alat Penelitian
Alat pendukung lainnya dalam penelitian ini adalah:
1. Alat tulis dan pengukuran berupa spidol, label stiker, penggaris, jangka sorong, timbangan digital, dan stop watch. 2. Alat perkakas berupa tang, gerinda tangan, amplas, kunci pas/ring, sarung tangan dan kaca mata.
3. Punchukuran Ø45,5 mm, Ø44 mm, Ø42,2 mm, Ø40,4 mm.
Alat Pengujian
Gambar 15.Universal Testing Machine Gambar 16.Compression Testing Machine (Laboratorium Teknik Mesin UMS) (Laboratorium Teknik Sipil UMS)
7 HASIL DAN PEMBAHASAN
7.1 Hasil Pengujian Tarik
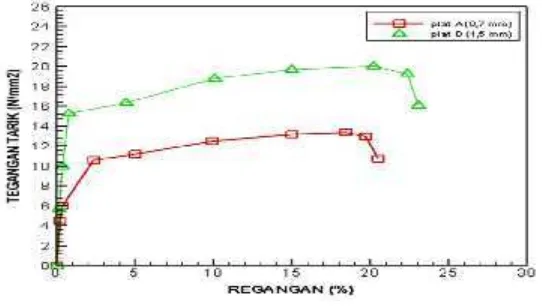
Gambar 17.Grafik uji tarik padaraw material Gambar 18.Grafik uji tarik padaraw material plat jenis A tebal 0,7 mm plat plat jenis B tebal 1,5 mm
Gambar 19. Grafik rata-rata hasil uji tarik padaraw material antara plat A dan plat B
Dari analisa grafik tegangan dan regangan penulis memperoleh hasil pengujian tarik raw material plat A ketebalan 0,7 mm dengan rata-rata tegangan tarik tertinggi 13,38 N/mm2 dan rata-rata regangan yang dihasilkan 18,44 %. Analisa pada
pengujian tarik raw material plat B ketebalan 1,5 mm didapatkan data rata-rata tegangan tarik tertinggi 20,02 N/mm2dan
7.2 Hasil Pengujian Geser
Gambar 20.Grafik uji geser pada Gambar 21.Grafik uji geser pada sambungan las titik plat A tebal 0,7 mm sambungan las titik Plat A tebal 0,7 mm
dengan plat A tebal 0,7 mm dengan plat B tebal 1,5 mm
Gambar 22. Grafik uji geser pada Gambar 23. Grafik perbandinga sambungan las titik Plat B tebal 1,5 mm rata-rata hasil uji geser pada
dengan plat B tebal 1,5mm sambungan las titik
Dari analisa grafik tegangan dan regangan geser peneliti memperoleh hasil pengujian geser sambungan las titik pada variasi plat ketebalan 0,7 mm dengan 0,7 mm (plat A + plat A) didapat rata-rata tegangan geser tertinggi 11,64 N/mm2 dan
regangan rata-rata yang dihasilkan 2,49 %. Analisa pada pengujian geser sambungan las titik variasi plat ketebalan 0,7 mm dengan 1,5 mm (plat A + plat B) didapatkan data rata-rata tegangan geser tertinggi 14 N/mm2dan regangan rata-rata yang
dihasilkan 3,8 %. Analisa pada pengujian geser sambungan las titik variasi plat ketebalan 1,5 mm dengan 1,5 mm (plat B + plat B) didapatkan data rata-rata tegangan titik tertinggi 19,74 N/mm2dan regangan rata-rata yang dihasilkan 4,24 %.
Tabel 3.Hasil hubungan antara tegangan tarik rata-rata, regangan rata-rata, dan modulus elastisitasraw material Jenis Plat Tebal plat
(mm)
Tegangan Tarik rata-rata (N/mm2)
Regangan rata-rata (%)
Modulus Elastisitas (N/mm2)
A 0,7 13,38 18,44 1186,69
B 1,5 20,02 20,25 2224,74
Tabel 4.Hasil hubungan antara tegangan geser rata-rata, regangan rata-rata, dan modulus elastisitas sambungan las titik
Jenis Plat Tebal plat spesimen (mm)
Tegangan Geser rata-rata
(N/mm2)
Regangan rata-rata (%)
Modulus Elastisitas (N/mm2)
A + A 0,7 + 0,7 11,64 2,49 3233,71
A + B 0,7 + 1,5 14 3,8 1301,02
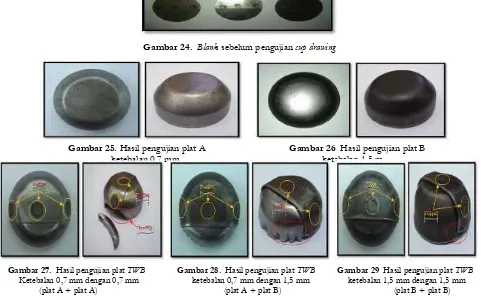
Gambar 24. Blanksebelum pengujiancup drawing
Gambar 25.Hasil pengujian plat A Gambar 26 Hasil pengujian plat B ketebalan 0,7 mm ketebalan 1,5 m
Gambar 27. Hasil pengujian platTWB Gambar 28. Hasil pengujian platTWB Gambar 29 Hasil pengujian platTWB
Ketebalan 0,7 mm dengan 0,7 mm ketebalan 0,7 mm dengan 1,5 mm ketebalan 1,5 mm dengan 1,5 mm (plat A + plat A) (plat A + plat B) (plat B + plat B)
Hasil pengujianblank rawmaterial plat A ketebalan 0,7 mm ditemukan bagian yang mengalami cacatsurface scratchesyang yang sangat tipis hampir di setiap sisi dindingcupdan tidak terdapat cacat pada bagian kubah sertacupbagian atas.
Hasil pengujianblankraw material plat B ketebalan 1,5 ditemukan bagian yang mengalami cacatearingyang tampak di beberapa titik pada dinding cup dan tidak terdapat cacat pada bagian kubah sertacupbagian atas.
Hasil pengujianblankdengan sambungan las titik dengan ketebalan plat 0,7 mm dengan 0,7 mm (plat A + plat A) dari pengamatan secara visual spesimen tidak mengalami gagal pada sambungan las setelah proses pembentukan dan terdapat cacatearingdan cacattearing pada bagian dindingcup, hal ini dikarenakan tidak meratanya tekananblank holder force danclearanceantarapunchdengandieterlalu kecil, serta tidak terdapat cacat pada bagian kubah dancupbagian atas.
Hasil pengujianblankdengan sambungan las titik dengan ketebalan plat 0,7 mm dengan 1,5 mm (plat A + plat B) dari pengamatan secara visual spesimen tidak mengalami gagal pada sambungan las setelah proses pembentukan tetapi terdapat cacatwrinkling in the wall pada plat ketebalan 0,7 mm dengan rata-rata kedalam kerutan 1,025 mm dan pada plat ketebalan 1,5 mm tidak ditemukan cacatwrinkling in the wall, hal ini dikarenakan clearance antara plat ketebalan 0,7 mm dengan dindingdie lebih besar dibandingkan clearance pada plat 1,5 mm. Dari pengamatan yang dilakukan tidak terdapat cacat pada bagian kubah dancupbagian atas.
Hasil pengujianblankdengan sambungan las titik gambar 4.8 dengan ketebalan plat 1,5 mm dengan 1,5 mm (palt B+ plat B) dari pengamatan secara visual spesimen tidak mengalami gagal pada sambungan las setelah proses pembentukan. Hasil pengujian menunjukan terdapat cacat wrinkling in the wall pada sisi antara batas lap joint spesimen dengan rata-rata kedalam kerutan 0,7 mm. Dari pengamatan yang dilakukan tidak terdapat cacat pada bagian kubah dancupbagian atas.
8 Kesimpulan
Dari hasil analisa pada bab sebelumnya maka dapat ditarik kesimpulan sebagai berikut :
1. Analisa secara grafis menyatakan bahwa pada raw material plat B tebal 1,5 mm memiliki tegangan tarik tertinggi 20,02 N/mm2 dan tegangan tarik terendah pada raw material plat A tebal 0,7 mm yaitu 13,38 N/mm2, sedangan untuk
sambungan las titik memiliki rentang tegangan geser antara 11,64 N/mm2hingga 19,74 N/mm2.
9 Saran
Dari hasil pengujian yang telah dibahas dengan berbagai kekurangannya maka saran untuk penelitian selanjutnya adalah : 1. Untuk mendapatkan hasil tegangan geser yang sama rata setiap variasi sangat perlu memperhatikan heat input dan
parameter pengelasan yang dibutuhkan setiap ketebalan plat yang digunakan.
2. Pada saat pengelasan diusahan material dan elektroda tidak terdapat kotoran atau kerak.
3. Perlu dilakukan pengujian yang sejenis dengan variasi dimensi dan ukuran kelonggaran punch yang berbeda guna mendapatkan hasil pengujiancup drawingbebas dari cacat proses drawing.
4. Perlu diperhatikan kesimetrisan saat pembuatanblank.
5. Perlu adanya pengujian komposisi kimia guna memastikan jenis material yang terkandung pada plat A dan plat B yang digunakan.
DAFTAR PUSTAKA
ANSI/AWS/SAE/D8.9-97 An American National Standart, 1997, Recomended Pratices for Test Methods for Evaluating the Resistance Spot Welding Behavior of Automotive Sheet Steel Materials, American Welding Society, Miami, p. 33-37.
ASTM/E8, 1990, Standart Test Methods for Tension Testing of Metalic Materials,, American Society for Testing Methods, West Conshohocken, United States, p. 1-4.
Groover, M.P., 2010, Fundamental of Modern Manufacturing Material, Processes and System, 4th edition, John Wiley and Sons,
Hoboken, USA, p.456.
Handra, N., dan Syafra, F.F., 2013, Study kekuatan sambungan plat spot welding ditinjau dari kekuatan tarik dan geser, Jurnal Mechanical volume 4 Nomor 1, Jurusan Teknik Mesin, Institut Teknologi Padang, Padang, p.52-57.
Kinsey, B.L., and Wu, X., 2011,Tailored Welding Blanks for Advanced Manufacturing, Woodhead Publishing, Philadelphia, USA, p. 165-170.
Ruukki, 2009,Resistance Welding Manual, Rautaruukki Corporation, Finland, p. 5-7.