CONTROL SYSTEM PADA MESIN REWINDING
TUGAS AKHIR JALUR PENELITIAN
Diajukan Kepada Akademi Teknologi Warga Surakarta Untuk Memenuhi Dari Sebagian Syarat-Syarat
Guna Memperoleh Diploma
Disusun Oleh:
Nama : FACHRY ADITYA
NIM : 151173
Program Studi : Teknik Mesin
Surakarta, Juli 2018
ii
LEMBAR PENGESAHAN
LAPORAN TUGAS AKHIR
PROSES PERATAAN SISI GULUNGAN PLASTIK DENGAN MENGGUNAKAN EDGE POSITION CONTROL SYSTEM PADA MESIN REWINDING
Disusun Oleh:
Nama : FACHRY ADITYA
NIM : 151173
Program Studi : Teknik Mesin
Laporan tugas akhir ini telah diterima, disetujui, dan disahkan menjadi syarat menyelesaikan mata kuliah Tugas Akhir
Pada Tanggal : .... Agustus 2018
Mengesahkan Disetujui
DIREKTUR A.T. WARGA DOSEN PEMBIMBING SURAKARTA
Y. YULIANTO KRISTIAWAN, ST.MT. HERI KUSTANTO, S.Pd, ST, MT.
NIDN.0005077301 NIDN.0602016501
iii
HALAMAN PERSETUJUAN
PROSES PERATAAN SISI GULUNGAN PLASTIK DENGAN MENGGUNAKAN EDGE POSITION CONTROL SYSTEM PADA MESIN REWINDING
TUGAS AKHIR FACHRY ADITYA
NIM : 151173
Dipertahankan di Depan Dewan Penguji Tugas Akhir Akademi Teknologi Warga Surakarta
Program Studi Teknik Mesin
Hari : Selasa
Tanggal : 20 Agustus 2018
Tim Penguji
Ketua : Suhartoyo, S.Pd., ST., MT ( ) Penguji I : Sriyanto, ST., MT ( ) Penguji II : Heri Kustanto, S.Pd., ST., MT ( )
PEMBANTU DIREKTUR I KAPRODI TEKNIK MESIN
Drs. RAHMAT, MT. AGUNG SUPRIYANTO, ST.MT.
NIDN.0025036802 NIDN.061377501
iv MOTTO
Satu sama dengan nol.
Berdiri sama tinggi, duduk sama rendah.
Sedikit beda lebih baik, daripada sedikit lebih baik.
v
HALAMAN PERSEMBAHAN
Laporan Tugas Akhir ini penulis mempersembahkan kepada:
1. Kedua orang tua yaitu ayah dan ibu serta keluarga yang telah mendoakan dan memberi semangat serta dukungan dari awal hingga selesainya pelaksanaan Tugas Akhir dan menulis laporan ini.
2. Segenap dosen Akademi Teknologi Warga Surakarta yang telah memberikan masukan ide dan ilmu.
3. Dosen pembimbing Tugas Akhir, bapak Heri Kustanto, S.Pd, ST, MT. yang telah memberikan arahan dan masukkan dalam melaksanakan Tugas Akhir dan dalam proses penyelesaian laporan.
4. Dosen pembimbing akademik, bapak Arif Setyo Nugroho, ST.MT. yang telah mengarahkan dalam pemilihan judul Tugas Akhir.
5. Pembimbing PKL di industri yaitu bapak Sugeng Budi Rahmanto dan karyawan produksi di PT. Tomoko Daya Perkasa, Karanganyar, Jawa Tengah.
6. Teman-teman yang penulis cintai yang telah memberikan semangat dan keceriaan dalam melaksanakan tugas akhir dan menulis laporan ini.
vi
KATA PENGANTAR
Puji syukur penulis panjatkan kehadiran Tuhan YME atas segala rahmat dan anugerah yang telah dilimpahkan sehingga penulis dapat menyusun dan menyelesaikan laporan kegiatan Tugas Akhir (TA). Semoga dengan diadakannya Tugas Akhir ini dapat bermanfaat khususnya bagi penulis selaku mahasiswa untuk menyelesaikan kewajiban yang diberikan oleh Akademi Teknologi Warga Surakarta. Dengan adanya kegiatan ini maka penulis memilih judul “PROSES PERATAAN SISI GULUNGAN PLASTIK DENGAN MENGGUNAKAN EDGE POSITION CONTROL SYSTEM PADA MESIN REWINDING” di PT.
Tomoko Daya Perkasa. Dan dengan terselenggaranya Tugas Akhir ini, penulis juga mengucapkan terima kasih kepada:
1. Bapak Y. Yulianto Kristiawan, ST.,MT. Selaku Direktur Akademi Teknologi Warga Surakarta.
2. Bapak Drs. Rahmat, MT. Selaku Pembantu Direktur I Akademi Teknologi Warga Surakarta.
3. Bapak Agung Supriyanto, ST.,MT. Selaku Kaprodi Teknik Mesin Akademi Teknologi Warga Surakarta.
4. Bapak Arif Setyo Nugroho, ST.,MT. Selaku Pembimbing Akademik.
5. Bapak Heri Kustanto, S.Pd, ST, MT. Selaku Pembimbing Tugas Akhir yang telah mengarahkan dalam penyusunan laporan ini.
6. Bapak Sugeng Budi Rahmanto Selaku Pembimbing Industri di PT. Tomoko Daya Perkasa.
vii
Saya menyadari bahwa laporan ini masih jauh dari sempurna. Oleh sebab itu saya mohon maaf apabila terdapat banyak kesalahan, dari segi penulisan, pembahasan, dan penyusunan kurang rapi. Maka dari itu besar harapan saya semoga Laporan Tugas Akhir ini dapat bermanfaat bagi saya dan umumnya bagi pembaca.
Surakarta, Juli 2018
Penulis
viii DAFTAR ISI
Halaman Judul...i
Lembar Pengesahan... ii
Halaman Persetujuan...iii
Motto...iv
Halaman Persembahan ...v
Kata Pengantar ...vi
Daftar Isi ...viii
Daftar Tabel...xi
Daftar Gambar...xii
Intisari ...xiv
Bab I Pendahuluan Latar Belakang ...1
Batasan Masalah...2
Perumusan Masalah...2
Tujuan... 2
Manfaat... 3
Sejarah PT. Tomoko Daya Perkasa...3
ix
Struktur Organisasi PT. Tomoko Daya Perkasa...4
Bab II Tinjauan Pustaka Mesin Rewinder...8
Komponen Utama Pada Mesin Rewinder...9
Silinder Hidrolik...16
Katup Hidrolik...18
Prinsip Kerja Edge Position Control System...21
Hipotesis...22
Bab III Metode Penelitian Bahan Penelitian...23
Lokasi Penelitian...23
Jenis Penelitian...23
Flow atau Skema Proses...24
Variabel atau Faktor yang diteliti...26
Metode atau Cara Pengambilan Sampel...26
Metode Analisa Data...26
Bab IV Diskusi dan Analisa Komponen Edge Position Control System...27
x
Rangkaian Hidrolik Edge Position Control System...30
Cara Kerja Edge Position Control System Saat Mesin Rewinding Bekerja.30 Troubleshooting Edge Position Control System...35
Bab V Penutup Kesimpulan...36
Saran...37
Daftar Pustaka...38
Lampiran...39
xi
DAFTAR TABEL
Tabel 2.1. Pembacaan Simbol Katup Hidrolik...18
Tabel 2.2. Simbol-Simbol Katup Kontrol Arah...19
Tabel 2.3. Penomoran pada Lubang...19
Tabel 2.4. Macam-Macam Katup Pengatur Tekanan...20
xii
DAFTAR GAMBAR
Gambar 2.1. Mesin Rewinder...8
Gambar 2.2. Edge Position Sensor...9
Gambar 2.3. Motor penggerak A dan B...10
Gambar 2.4. Poros Pengcengkram Saat Sudu Mengembang...11
Gambar 2.5. Poros Pengcengkram Saat Sudu Tidak Mengembang...11
Gambar 2.6. Poros Bebas...12
Gambar 2.7. Panel Control...12
Gambar 2.8. Poros Penekan...13
Gambar 2.9. Sensor Gulungan...14
Gambar 2.10. Slitter...14
Gambar 2.11. Poros Slitter...15
Gambar 2.12. Blower dan Bak Penampung...15
Gambar 2.13. Paper Core...16
Gambar 2.14. Kontruksi Silinder Gerak Tunggal...17
Gambar 2.15. Kontruksi Silinder Gerak Ganda...17
Gambar 2.16. Check Valve...21
Gambar 2.17. Konfigurasi Edge Position Control System...22
xiii
Gambar 4.1. Edge Position Sensor...27
Gambar 4.2. Controller...28
Gambar 4.3. Hydraulic Power Cylinder...29
Gambar 4.4. Mekanik Mesin...29
Gambar 4.5. Rangkaian Hidrolik Edge Position Control System saat netral...30
Gambar 4.6. Rangkaian Hidrolik Edge Position Control System saat instroke...31
Gambar 4.7. Rangkaian Hidrolik Edge Position Control System saat outstroke...33
Gambar 4.8. Hasil Gulungan Setelah Proses Rewinding...34
xiv
DAFTAR LAMPIRAN
Lampiran 1. Transkip Nilai...40
Lampiran 2. Sertifikat PKKMB...41
Lampiran 3. Sertifikat LPIA Conversation 1...42
Lampiran 4. Sertifikat LPIA Conversation 2...43
Lampiran 5. Ijazah SMK...44
xiv INTISARI
Penelitian ini berjudul Proses Perataan Sisi Gulungan Plastik Dengan Menggunakan Edge Position Control System Pada Mesin Rewinding. Edge position control system ini merupakan komponen penting dari mesin rewinding sehingga hasil dari proses penggulungan plastik sangat berpengaruh terhadap alat ini.
Penelitian ini bertujuan mengetahui sistem kerja pada edge position control sebagai alat untuk meluruskan sisi-sisi pada gulungan plastik agar terlihat rapi dan mengetahui kerusakan yang sering terjadi pada edge position control.
Metode yang digunakan pada penelitian ini adalah mempelajari teori yang sehubungan dengan penelitian, pengamatan pada objek, mengambil informasi dari buku-buku maupun dari internet dan berdiskusi langsung dengan karyawan dan staff PT. Tomoko Daya Perkasa.
Hasil yang didapatkan dari penelitian ini adalah hasil produksi dari mesin rewinding yang telah di lengkapi dengan edge position control system ini memiliki kualitas gulungan yang baik dan rapi dari hasil produksi tanpa menggunakan edge position control system.
Kata Kunci: Rewinding, Edge Position Control, Gulungan Plastik.
1 BAB I PENDAHULUAN
Latar Belakang
Pada era globalisasi sekarang ini, teknologi semakin berkembang dengan pesat dari sektor transportasi, elektronik, pembangunan maupun industri.
Perkembangan teknologi ini di dasari dengan adanya persaingan siapa yang menjadi terbaik dalam bidangnya. Dalam perkembangan teknologi pada sektor industri banyak perusahaan-perusahaan yang memperbarui mesin-mesin produksinya untuk mendapatkan hasil produksi yang maksimal dan berkualitas supaya konsumen-konsumen tetap mempercayai perusahaan tersebut. Pada kesempatan kali ini, penulis membahas tentang mesin industri khususnya industri plastik yang dimana plastik adalah salah satu bahan yang banyak digunakan di kehidupan sehari-hari.
Pada hal ini plastik adalah bahan yang sering digunakan pada suatu kemasan produk tertentu. Plastik ini banyak ditemukan di kemasan permen, label produk minuman botol, kemasan bumbu-bumbu dapur dan masih banyak lagi. Sebelum menjadi suatu label produk, plastik tersebut telah melewati beberapa proses diantaranya proses Rewinding I, Metalizing, Rewinding II, Slitting dan Packing.
Pada proses rewinding perlu adanya alat yang disebut edge position control yang fungsinya adalah meluruskan gulungan plastik agar gulungan yang dihasilkan
lebih baik dan rapi. Oleh karena itu, penulis ingin mengetahui komponen apa saja yang terdapat pada edge position control dan bagaimana cara kerjanya.
Batasan Masalah
Batasan masalah pada penelitian ini yaitu pada rangkaian sistem hidrolik.
Perumusan Masalah
1. Apa saja komponen yang terdapat pada edge position control system pada mesin rewinding?
2. Bagaimana rangkaian hidrolik edge position control system pada mesin rewinding?
3. Bagaimana cara kerja edge position control system saat mesin rewinding bekerja?
4. Apa saja troubleshooting yang sering terjadi pada edge position control system?
Tujuan
1. Mengetahui komponen yang terdapat pada edge potion control system pada mesin rewinding.
2. Menngetahui rangkaian hidrolik edge position control system pada mesin rewinding.
3. Mengetahui cara kerja edge position control system saat mesin rewinding bekerja.
3
4. Mengetahui troubleshooting yang sering terjadi pada edge position control system.
Manfaat
Manfaat yang dapat diambil adalah mengetahui komponen edge position control system, rangkaian hidrolik edge position control system, cara kerja edge position control system dan mengatasi troubleshooting apabila terjadi malfungsi.
Sejarah PT. Tomoko Daya Perkasa
PT. Tomoko Daya Perkasa adalah sebuah perusahaan yang bergerak dalam bidang Metallizing Industri. Perusahaan ini berdiri pada tahun 1985 dan diresmikan pada tahun 1986 oleh Menteri Perindustrian Bapak Hartono dan Menteri Tenaga Kerja Bapak Sudomo.
Dalam sejarahnya PT. Tomoko Daya Perkasa merupakan perusahaan pertama di Jawa Tengah dan kedua di Indonesia yang bergerak dalam bidang Metallizing Industry. Tujuan yang ingin dicapai oleh PT. Tomoko Daya Perkasa yaitu :
1. Ikut berpartisipasi dalam pembangunan bangsa, membuka lapangan kerja sehingga mengurangi tingkat pengangguran.
2. Sedangkan sebagai perusahaan yang berbentuk perseroan tentu ingin berkembang atau mencari keuntungan dalam rangka mempertahankan kelangsungan hidup dan bahkan memperluas usahanya.
Struktur Organisasi PT. Tomoko Daya Perkasa
PT. Tomoko Daya Perkasa merupakan perusahaan dalam bentuk perorangan yang struktur organisasinya dipimpin oleh seorang direktur yang bertanggung jawab pada dewan komisaris dan dibantu oleh manajer yang dibawahi oleh kepala bagian.
Struktur Organiasi PT. Tomoko Daya Perkasa
Dewan Komisaris
Direktur
Manajer Personalia
Manajer Produksi
Manajer Pemasaran
Manajer Keuangan
Asisten Manajer Produksi
Quality Control
(QC)
Supervisior I, II, III
Pembeli Administrasi Produksi
Maintenance
Bagian Metallizing
Bagian Rewinding
Bagian Slitting
Bagian Packing
Bagian Gudang
5
Rincian Tugas Struktur Organisasi 1. Dewan Komisaris
Bertugas menentukan garis-garis kebijaksanaan perusahaan, melakukan evaluasi atas pertanggung jawaban direktur, mengangkat dan memperhentikan direktur.
2. Direktur
Bertugas memimpin dan mengendalikan operasi perusahaan guna mencapai sasaran yang telah ditetapkan, membuat laporan tahunan kepada komisaris, serta mengangkat dan memberhentikan karyawan.
3. Manager Produksi
Bertugas memimpin dan mengendalikan jalannya produksi serta melaporkan hasil kerjanya kepada Direktur. Tanggung jawabnya antara lain:
a. Kelancaraan produksi dan tercapainya kualitas yang telah ditetapkan.
b. Tercapainya kuantitas produksi dengan biaya produksi minimum.
Dalam menjalankan tugasnya seorang manager produksi dibantu oleh : a. Bagian Quality Control
Bertugas membantu manager produksi dalam mengawasi serta mengontrol kualitas produksi agar sesuai dengan standar yang telah ditetapkan.
b. Supervisor I, II, III
Bertugas memimpin produksi secara bergantian pada shift I, II, III dan melaporkan hasil kerjanya kepada manager produksi. Bagian ini dibagi menjadi empat antara lain :
a. Bagian Metallizing bertugas mengawasi jalannya proses metal.
b. Bagian Rewinding bertugas mengawasi jalannya proses rewinding.
c. Bagian Slitting bertugas membagi lebar bahan menjadi dua atau lebih ukuran.
d. Bagian Packing bertugas mencatat nomor DP dan jumlah roll.
4. Bagian Administrasi Produksi
Bertugas menerima dan mengirimkan barang dengan disertai dokumen pendukung seperti surat jalan, serta bertanggung jawab atas pekerjaanya kepada manager produksi.
5. Bagian Pembelian
Bertugas memesan barang-barang yang diperlukan untuk keperluan proses produksi sehingga tidak terjadi kekurangan persediaan barang.
6. Maintenance
Bertugas merawat mesin-mesin produksi secara teratur agar dapat bekerja dengan lancar serta memperbaiki jika ada kerusakan.
7. Manager Pemasaran
Bertugas memasarkan hasil produksi, mencari peluang dengan menambah jumlah customer, membina hubungan yang baik dengan customer serta mengevaluasi kondisi pasar secara berkala dan melaporkan kepada Direktur.
7
8. Manager Keuangan
Bertugas mengawasi kegiatan transaksi keuangan, pengeluaran dan semua biaya-biaya yang menyangkut proses operasi perusahaan serta melaporkan hasil kerja secara berkala kepada Direktur.
9. Manager Personalia
Bertugas merekrut karyawan baru, mengevaluasi kinerja karyawan, melakukan tugas yang berhubungan dengan instalasi pemerintah seperti Depnaker, menyusun KKB (Kesepakatan Kerja Bersama) dengan Serikat Kerja serta melaporkan hasil kerja secara berkala kepada Direktur.
8 BAB II
TINJAUAN PUSTAKA
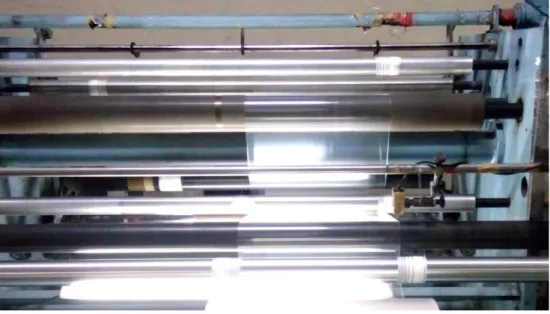
Mesin Rewinder
Mesin Rewinder merupakan mesin yang berfungsi untuk menggulung ulang roll plastik yang akan diberi kode, tanggal atau print secara kontinyu. Beberapa bahan yang datang dari perusahaan penyedia plastik tidak dapat langsung masuk ke mesin metalizing, namun harus melewati proses rewind terlebih dulu. Salah satu hal karena panjang gulungan yang pendek. Jika gulungan tersebut langsung masuk ke proses metalizing maka akan menambah biaya produksi dan juga memakan waktu yang lama. Maka perlu adanya penggabungan antara gulungan satu dengan gulungam yang lainnya.
Gambar 2.1. Mesin Rewinder
Ada pula hal lain yang membuat roll plastik yang datang dari perusahaan penyedia harus melewati proses rewind adalah memposisikan gulungan yang akan
9
di metalize. Pada label spesifikasi produk biasanya tertulis bagian mana yang telah di treatment, sisi luar (outside) atau sisi dalam (inside). Pada bagian yang di treatment itulah yang akan di metalize.
Komponen Utama Pada Mesin Rewinder
Adapun beberapa komponen utama dalam mesin rewinding ini, yaitu:
1. Edge Position Control
Edge Position Control atau operator biasa menyebutnya mata kucing ini berfungsi meluruskan gulungan plastik agar gulungan yang dihasilkan rata samping.
Gambar 2.2. Edge Position Sensor 2. Motor Listrik A
Motor ini berfungsi sebagai sumber tenaga putar untuk memutarkan poros yang dihubungkan dengan belt/streng dan poros tersebut menarik plastik dari gulungan awal.
3. Motor Listrik B
Motor ini berfungsi sebagai sumber tenaga putar untuk memutarkan poros yang dihubungkan dengan belt/streng dan poros tersebut menarik plastik untuk digulung menjadi gulungan akhir.
Gambar 2.3. Motor penggerak A dan B 4. Poros Pengcengkram
Poros pengcengkram adalah poros yang berfungsi sebagai dudukan gulungan. Yang dimaksud pengcengkram karena pada poros tersebut memiliki sudu-sudu yang pada saat diberi angin bertekanan sudu-sudu itu mengembang keluar sehingga menjepit paper core bagian dalam.
11
Gambar 2.4. Poros Pengcengkram Saat Sudu Mengembang
Gambar 2.5. Poros Pengcengkram Saat Sudu Tidak Mengembang 5. Poros Bebas
Poros bebas adalah poros yang berfungsi sebagai penarik plastik agar lebih lentur dan tegang.
Gambar 2.6. Poros Bebas 6. Panel Control
Panel control berfungsi untuk mengoperasikan mesin rewind dan mengetahui nilai Rpm dan panjang gulungan akhir yang telah tergulung.
Gambar 2.7. Panel Control .
13
7. Poros Tekan
Poros tekan ini berfungsi untuk menekan gulungan akhir agar gulungan tersebut dapat dibuat empuk atau keras. Biasanya awal gulungan dibuat keras lama- kelamaan gulungan dibuat sedikit empuk, tujuannya agar saat proses metallizing gulungan tidak lengket (apabila terlalu keras) atau gulungan bergeser (apabila terlalu empuk).
Gambar 2.8. Poros Penekan 8. Sensor Gulungan
Sensor ini berfungsi untuk menghitung berapa panjang gulungan akhir yang telah tergulung dan hasil kalkulasinya ditampilkan di panel control.
Gambar 2.9. Sensor Gulungan 9. Slitter
Slitter adalah alat untuk memotong plastik sesuai dengan ukuran yang diinginkan. Slitter ini seperti cutter yang dijepit. Dapat digeser-geser pada dudukannya. Proses slitter digunakan tergantung permintaan perusahaan penyedia.
Gambar 2.10. Slitter
15
10. Poros Slitter
Poros ini sama seperti poros bebas, namun pada permukaan poros ini bergerigi yang berfungsi untuk cutter/mata pisau bertumpu saat memotong bahan.
Gambar 2.11. Poros Slitter 11. Blower
Blower ini dihubungkan dengan pipa-pipa yang berfungsi menghembuskan udara untuk membuang potongan bahan pada bak penampung.
Gambar 2.12. Blower dan Bak Penampung
12. Paper Core
Paper core berfungsi sebagai dudukan tempat gulungan plastik.
Gambar 2.13. Paper Core
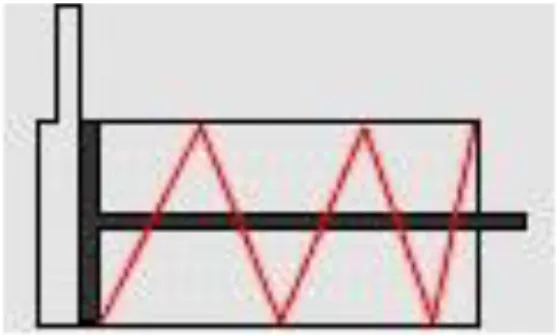
Silinder Hidrolik
Silinder Hidrolik adalah merupakan unit penggerak atau actuator pada sistem hidrolik alat berat yang berfungsi untuk mengubah tenaga fluida menjadi tenaga mekanik atau gerak. Berdasarkan sistem kerjanya silinder hidrolik terdiri atas Single Acting Cylinder (silinder kerja tunggal) dan Double Acting Cylinder (silinder kerja ganda). Silinder kerja tunggal (single acting cylinder) merupakan jenis silinder yang hanya memiliki satu port untuk masuknya oli bertekanan. Oli bertekanan tadi masuk pada bagian sisi depan silinder untuk mendorong atau menekan piston dalam satu arah saja (outstroke) dan menggunakan pegas pada sisi yang lain untuk mengembalikkan ke posisi awal (instroke). Silinder kerja ganda (double acting cylinder) merupakan silinder yang memiliki dua port
17
untuk instroke dan outstroke sehingga silinder jenis ini memerlukan tekanan pada masing-masing port untuk menggerakkan piston keluar atau masuk.
Gambar 2.14. Kontruksi Silinder Gerak Tunggal
Gambar 2.15. Kontruksi Silinder Gerak Ganda
Katup Hidrolik (Hydrolic Valve)
Katup hidrolik (hydrolic valve) adalah salah satu komponen utama dalam rangkaian hidrolik. Fungsi katup ini adalah sebagai pengontrol tekanan dan aliran fluida melalui pipa hidrolik.
Beberapa macam-macam katup yaitu:
1. Katup Kontrol Arah (KKA)
Katup kontrol arah adalah alat yang berfungsi sebagai switch/saklar aliran fluida. Pensaklaran yang diaplikasikan memiliki banyak sistem, diantaranya memakai coil selenoid, penggerak tangan atau mekanik lain.
Penggambaran simbol KKA pada sistem peumatik:
a. Simbol
Berikut adalah cara pembacaan pada simbol katup hidrolik:
Tabel 2.1. Pembacaan Simbol Katup Hidrolik b. Simbol-simbol Katup Kontrol Arah
Berikut adalah macam-macam simbol yang biasa terdapat pada katup kontrol arah:
19
Tabel 2.2. Simbol-Simbol Katup Kontrol Arah c. Penomoran pada Lubang
Sistem penomoran yang digunakan untuk menandai KKA sesuai dengan DIN ISO 5599. Sistem huruf terdahulu digunakan dan sistem penomoran dijelaskan sebagai berikut :
Tabel 2.3. Penomoran pada Lubang
2. Katup Pengontrol Aliran (Flow Control Valve)
Katup pengontrol aliran adalah katup yang berfungsi untuk mengontrol laju aliran fluida bertekanan yang masuk ke silinder sehingga gerakkan piston keluar maupun kedalam dapat diatur cepat dan lambatnya.
Katup ini berfungsi untuk membatasi laju aliran fluida bertekanan yang masuk ke silinder sehingga pergerakkan piston silinder dapat diperlambat.
Katup ini berfungsi untuk mengontrol laju aliran fluida bertekanan tetapi hanya satu arah saja, seperti contoh aliran A ke B dapat dikontrol, tapi aliran B ke A tidak dapat di kontrol.
3. Katup Pengontrol Tekanan (Pressure Control Valve)
Katup pengontrol tekanan adalah katup yang berfungsi untuk mengontrol tekanan fluida dengan cara mengatur laju fluida pembuangan atau mengatur laju fluida yang mengalir ke sistem hidrolik.
Tabel 2.4. Macam-Macam Katup Pengatur Tekanan
21
4. Check Valve
Check valve adalah katup yang berfungsi menyearahkan arah fluida dan membuat fluida tidak kembali ke reservoir disaat pompa berhenti bekerja.
Gambar 2.16. Check Valve
Prinsip Kerja Edge Position Control System
Edge Position Controller digunakan untuk mengontrol posisi tepi material
dalam proses Unwinding, Central Guiding, dan Rewinding. Edge Position Control System dapat memonitor dan mengontrol mesin tekstil atau plastik yang menghasilkan objek seperti strip (garis) untuk menjaga tepi gulungan dalam posisi yang benar hingga proses rewinding selesai. Pada gambar dibawah adalah konfigurasi dari Edge Position Control System saat proses rewinding berlangsung.
Gambar tersebut menunjukkan bahwa posisi tepi pada material dideteksi oleh sensor fotoelektrik yang menghasilkan sinyal toleransi posisi dengan sensivitas dan resolusi tinggi. Pergerakkan yang terbaca oleh detektor berupa sinyal tersebut akan dikirimkan ke edge position controller. Controller membaca sinyal tersebut dan menampilkan pergerakkan bahan ke lampu indikator yang terpampang di
controller. Lalu controller akan mengirimkan listrik sebesar pergerakkan bahan ke
katup solenoid untuk dijadikan magnet yang fungsinya membuka atau menutup jalannya fluida. Pompa hidrolik yang digerakkan oleh motor listrik akan memompa fluida menuju drive device (berupa silinder hidrolik) untuk menggeser mekanika mesin sehingga posisi material tetap lurus dan di posisi yang benar.
Gambar 2.17. Konfigurasi Edge Position Control System
Hipotesis
Hipotesis yang dapat diambil dari penelitian ini yaitu dengan adanya edge position control system hasil gulungan yang dihasilkan akan lebih rapi dan baik karena menggunakan sensor yang bekerja mendeteksi pergerakkan pada kertas film sehingga pergeseran bahan sedikitpun akan terbaca oleh sensor.
23 BAB III
METODE PENELITIAN
Bahan Penelitian
Penelitian ini menggunakan bahan unit mesin rewinding yang telah di lengkapi dengan edge position control system.
Lokasi Penelitian
Tempat pelaksanaan penelitian ini dilakukan di PT. Tomoko Daya Perkasa beralamat di Jl. Raya Solo-Sragen KM 8.3, Dagen, Jaten, kabupaten Karanganyar, Jawa Tengah yang dilaksanakan dari tanggal Mei sampai Juli 2018 (2 bulan).
Jenis Penelitian
Jenis penelitian menggunakan penelitian deskriptif sehingga peneliti berusaha mendeskripsikan sistem kerja pada edge position control system pada mesin rewinding.
Flow atau Skema Proses
Mengidentifikasi Komponen Utama Mesin Rewinding yang Dilengkapi Edge Position Control System
Langkah pertama penulis melakukan identifikasi komponen utama pada mesin rewinding guna mempermudah pemahaman penulis dalam melakukan penelitian lebih lanjut. Mengetahui nama dan fungsi kompenen utama mesin rewinding.
Mengidentifikasi Komponen Utama mesin Rewinding yang Dilengkapi Edge Position
Control System
Mengidentifikasi Rangkaian Hidrolik Mesin Rewinding
Mengamati Sistem Kerja Edge Position Control System Sebagai Pelurus Film
Mengambil Kesimpulan dari Bahan yang Telah Selesai di Rewind
Mengidentifikasi Komponen Utama Edge Position Control System
Mengidentifikasi troubleshooting pada edge position control system
25
Mengidentifikasi Komponen Utama Edge Position Control System
Selanjutnya penulis melakukan identifikasi terhadap sistem EPC.
Mengidentifikasi nama komponen, fungsi dan spesifikasi komponen yang digunakan.
Mengidentifikasi Rangkaian Hidrolik Mesin Rewinding
Selanjutnya penulis melakukan observasi rangkaian hidrolik yang
digunakan pada mesin rewinding dan membuat sketsa rangkaian hidrolik tersebut.
Mengamati Sistem Kerja Edge Position Control System Sebagai Pelurus Film Setelah mengetahui komponen dan rangkaian hidrolik pada edge position control system, langkah selanjutnya adalah mengamati sistem kerjanya dari sensor membaca pergerakan film, sinyal pergerakkan diproses oleh controller, controller menggerakkan regulator valve, hingga silinder hidrolik menggeser mekanik mesin.
Mengidentifikasi Troubleshooting pada Edge Position Control System
Selanjutnya mengidentifikasi troubleshooting yang kemungkinan terjadi dengan melihat komponen-komponen yang membutuhkan perawatan jangka waktu tertentu.
Mengambil Kesimpulan dari Bahan yang Telah Selesai di Rewind
Langkah terakhir adalah menarik kesimpulan berdasarkan hasil gulungan film yang telah selesai di rewind, apakah hasilnya baik atau kurang sempurna. Lalu apa saja troubleshooting yang kemungkinan terjadi pada sistem EPC ini.
Variabel atau Faktor yang Diteliti Variabel berubah dalam penelitian ini adalah:
1. Pergeseran bahan (%)
2. Voltase yang diterima controller (V)
3. Voltase yang diterima katup solenoid linier (V)
Metode atau Cara Pengambilan Sampel
Metode/cara pengambilan sampel yang digunakan dalam penelitian ini adalah pengambilan sampel acak sederhana (simpel random sampling). Dengan menggunakan metode tersebut peneliti mengambil sampel pada salah satu mesin rewinding yang telah dilengkapi dengan edge position control system untuk diteliti.
Metode Analisa Data
Metode analisa data yang digunakan dalam penelitian ini menggunakan metode analisis data kualitatif. Dengan metode analisis data kualitatif peneliti mengolah data dengan:
1. Melakukan studi literature dengan mempelajari teori-teori yang berhubungan dengan tugas akhir yang disusun.
2. Melakukan pengamatan dan pengambilan data-data dan informasi dari buku-buku maupun dari internet.
3. Melakukan diskusi dengan Dosen Pembimbing Akademi Teknologi Warga Surakarta dan karyawan PT. Tomoko Daya Perkasa.
27 BAB IV
DISKUSI DAN ANALISA
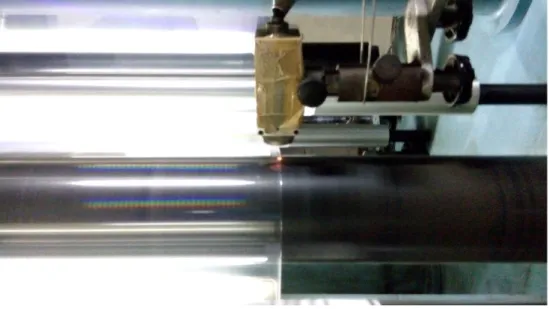
Komponen Edge Position Control System Edge Position Sensor
Edge Position Sensor adalah alat detektor yang memiliki sensivitas tinggi
dan resolusi tinggi agar dapat secara akurat mendeteksi posisi tepi material transparan, seperti tipis film, kertas, dan materi lainnya. Cara kerja EPS ini adalah ketika EPC dinyalakan, EPS akan menembakkan sinar ke arah objek atau material.
Sinar (yang nampak berbentuk bulat) tersebut diarahkan pada tengah-tengah sisi material. Cahaya pada material memantul kembali ke sensor sehingga sensor membaca pantulan cahaya tersebut. Lalu cahaya pantulan yang diterima sensor dianggap sebagai titik 0.
Gambar 4.1. Edge Position Sensor
Controller
Controller adalah alat yang berguna sebagai penerima sinyal ultrasonik
dari detektor untuk menggerakkan silinder listrik guna mencapai tujuan posisi tepi yang diinginkan. Cara kerja controller adalah ketika sensor membaca pergeseran dari titik 0 yang telah di atur, sinyal yang dikirim dari sensor dan di terima controller akan ditampilkan pada panel controller dan controller akan memerintah
katup solenoid linear dengan mengirim tegangan sebesar pembacaan sensor ke katup solenoid. Semisal sensor membaca sinar 25% ke kiri maka controller akan mengirimkan tegangan 3V ke katup solenoid sebelah kanan.
Gambar 4.2. Controller Hydraulic Power Cylinder
Hydrolic Power Cylinder adalah alat berupa silinder hidrolik yang fungsinya sebagai penggerak mekanik mesin dan gerakkannya diatur oleh katup solenoid linear yang diperintah oleh controller. Silinder hidrolik yang digunakan adalah jenis tabung gerak ganda dan memiliki 3 posisi pada silinder hidrolik yaitu,
29
netral (tidak bergerak atau diam), instroke (poros silinder mengarah masuk silinder), dan outstroke (poros silinder mengarah keluar silinder).
Gambar 4.3. Hydraulic Power Cylinder
Mekanik Mesin
Mekanik mesin adalah komponen yang fungsinya sebagai penerima gerakkan yang diberikan oleh silinder hidrolik yang diubah untuk menggeser roll kertas ke kanan atau ke kiri.
Gambar 4.4. Mekanik Mesin
Rangkaian Hidrolik Edge Position Control System Pada Mesin Rewinding
Gambar 4.5. Rangkaian Hidrolik Edge Position Control System saat netral
Cara Kerja Edge Position Control System Saat Mesin Rewinding Bekerja Dari gambar rangkaian diatas, sistem kerja edge position control system saat mesin rewinding bekerja yaitu:
a. Pada kondisi netral (katup menutup): ketika mesin rewinding bekerja dan edge position sensor tidak membaca pergerakkan film, motor listrik akan menggerakkan pompa hidrolik sehingga fluida pada tangki reservoir akan mengalir melewati filter (untuk menyaring kotoran yang akan masuk ke
31
rangkaian hidrolik) lalu fluida melewati check valve dan dipompa masuk ke katup solenoid linear (P). Karena EPS belum membaca pergerakkan film, maka katup solenoid masih tertutup sehingga fluida tidak dapat melewati katup solenoid linear dan tidak mendorong silinder hidrolik. Karena pompa yang masih berjalan dan fluida terus didesak maka fluida mengalir melewati katup pengontrol tekanan dan fluida kembali ke tangki reservoir. Karena silinder hidrolik tidak mendapatkan tekanan dari fluida, maka mekanik mesin juga tidak bergerak. Itu berarti material masih bergerak di posisi titik 0 saat sensor di atur pertama kali.
Gambar 4.6. Rangkaian Hidrolik Edge Position Control System saat instroke
b. Pada kondisi instroke (silinder masuk): ketika mesin rewinding bekerja dan edge position sensor membaca pergerakkan film ke kanan (-) misal sensor membaca 50% maka sensor akan mengirimkan sinyal ke EPC dan ditampilkan pada lampu indikator. Jika EPS hanya menerima 50% maka controller akan mengirimkan 6V ke katup solenoid linear untuk dijadikan kekuatan magnet pada solenoid bagian kanan sehingga kamar pada katup solenoid akan tertarik ke kanan dan membuka sebesar 6V (setengah penuh).
Lalu motor listrik akan menggerakkan pompa hidrolik sehingga fluida pada tangki reservoir akan mengalir melewati filter (untuk menyaring kotoran yang akan masuk ke rangkaian hidrolik) lalu fluida melewati check valve dan dipompa masuk ke katup solenoid linear (P) diteruskan keluar melalui (B) dan fluida masuk ke tabung silinder hidrolik untuk mendorong masuk piston hidrolik. Lalu fluida yang berada dibelakang piston silinder terdorong keluar melewati katup solenoid (A) dan (R1) lalu fluida kembali ke tangki reservoir. Jika tekanan pada rangkaian hidrolik membesar maka fluida yang masuk ke katup solenoid linear akan dialihkan sebagian ke katup pengontrol tekanan supaya rangkaian tetap aman (tidak rusak). Karena silinder hidrolik dengan mekanik mesin menyambung, maka mekanik mesin ikut bergerak sebesar gerakkan poros silinder. Material yang bergeser, kembali ke posisi semula.
33
Gambar 4.7. Rangkaian Hidrolik Edge Position Control System saat outstroke
c. Pada kondisi outstroke (silinder keluar): ketika mesin rewinding bekerja dan edge position sensor membaca pergerakkan film ke kiri (+) misal sensor membaca 100% maka sensor akan mengirimkan sinyal ke EPC dan ditampilkan pada lampu indikator. Jika EPS menerima 100% maka controller akan mengirimkan 12V ke katup solenoid linear untuk dijadikan kekuatan magnet pada solenoid bagian kiri sehingga kamar pada katup solenoid akan tertarik ke kiri dan membuka sebesar 12V (penuh). Lalu motor listrik akan menggerakkan pompa hidrolik sehingga fluida pada tangki reservoir akan mengalir melewati filter (untuk menyaring kotoran
yang akan masuk ke rangkaian hidrolik) lalu fluida melewati check valve dan dipompa masuk ke katup solenoid linear (P) diteruskan keluar melalui (A) dan fluida masuk ke tabung silinder hidrolik untuk mendorong keluar piston hidrolik. Lalu fluida yang berada didepan piston silinder terdorong keluar melewati katup solenoid (B) dan (R2) lalu fluida kembali ke tangki reservoir. Jika tekanan pada rangkaian hidrolik membesar maka fluida yang masuk ke katup solenoid linear akan dialihkan sebagian ke katup pengontrol tekanan supaya rangkaian tetap aman (tidak rusak). Karena silinder hidrolik dengan mekanik mesin menyambung, maka mekanik mesin ikut bergerak sebesar gerakkan poros silinder. Material yang bergeser, kembali ke posisi semula.
Hasil Gulungan Setelah Proses Rewinding dengan EPCS
Beberapa contoh hasil gulungan yang telah selesai di rewinding dengan menggunakan edge position control system:
Gambar 4.8. Hasil Gulungan Setelah Proses Rewinding
35
Troubleshooting pada Edge Position Control System
Edge position control system berjalan selama 6 hari dalam 24 jam terus- menerus. Itu berarti banyak kemungkinan kerusakan yang akan terjadi pada edge position control system selama pemakaian tersebut. Kerusakan-kerusakan yang sering terjadi pada edge position control system yaitu:
1. Edge position sensor
Kerusakan yang pertama adalah edge position sensor. Kerusakan yang terjadi pada sensor ini biasanya karena usia yang terus-menerus digunakan.
Pembacaan pergerakkan material mulai tidak akurat membuat hasil rewinding tidak baik. Langkah perbaikannya dengan mengganti edge position sensor dengan yang baru.
2. Oli atau fluida
Kerusakan yang kedua yaitu oli/fluida yang telah mencapai batas penggunaannya. Langkah perbaikannya dengan mengganti oli dengan yang baru.
3. Seal hydraulic power cylinder sobek
Kerusakan berikutnya adalah seal pada poros hydraulic power cylinder sobek. Efeknya fluida dari dalam silinder dapat keluar (bocor) sehingga tenaga untuk menggerakkan mekanik mesin berkurang atau hilang dan hasil rewinding tidak lurus.
36 BAB V PENUTUP Kesimpulan
Kesimpulan yang dapat diambil dari penelitian ini adalah:
1. Komponen yang terdapat pada edge position control system yaitu, edge position sensor (EPS), controller, rangkaian hidrolik, hydraulic power cylinder, dan mekanika mesin.
2. Rangkaian hidrolik edge position control system dapat dilihat pada gambar 4.5.
3. Cara kerja edge position control system adalah saat mesin rewinding bekerja dan material mulai digulung, EPS akan membaca pergerakkan material dengan menembakkan sinar ke arah sisi tengah objek dan sinar kembali memantul ke EPS. EPS akan membaca opacity (keburaman) dari sinar pantulan yang diterima sebagai persentase pergerakkan material. Semisal material bergerak ke kiri, dan EPS membaca opacity-nya 25% maka EPS akan mengirimkan sinyal ke controller. Controller menerima sinyal tersebut dan menampilkan pergerakkan tersebut dengan menyalakan lampu indikator kiri (+) pada panel controller.
Setelah controller mengetahui material bergerak ke kiri, maka controller memerintah katup solenoid linear bagian kiri dengan mengirimkan tegangan sebesar 3V untuk solenoid membuat magnet. Magnet tersebut menarik katup sehingga bergerak ke arah kiri dan membuka saluran fluida sehingga fluida yang di pompa dari tangki reservoir melewati filter (untuk disaring agar saluran fluida tidak kemasukan kotoran) diteruskan melewati pompa yang digerakkan motor listrik lalu masuk ke katup solenoid linear (P) keluar melewati (A) dan fluida
37
masuk ke silinder hidrolik untuk mendorong piston masuk ke dalam silinder (instroke). Silinder yang terhubung dengan mekanik mesin ikut bergerak ke kanan sebesar pergerakan poros silinder sehingga material juga ikut bergeser dan lurus kembali.
4. Kerusakan yang sering terjadi pada edge position control system adalah edge position sensor yang termakan usia, fluida yang viskositasnya berkurang, dan seal hydraulic power cylinder yang sobek membuat kebocoran sehingga tenaga yang dihasilkan tidak maksimal.
Saran
Saran yang dapat penulis berikan berdasarkan penelitian Tugas Akhir di PT.
Tomoko Daya Perkasa yaitu untuk bagian rewinding, metalizing, packing maupun maintenence alangkah lebih baik apabila saat bekerja tidak menggunakan sandal, lebih baik menggunakan perlengkapan keamanan kaki atau safety shoes dikarenakan banyaknya komponen-komponen berat yang dapat membahayakan kaki pekerja apabila komponen-komponen terjatuh dan menimpa kaki pekerja.
DAFTAR PUSTAKA
Ginting, Dines. Fundamental Pneumatik. Jakarta: PT Gelora Aksara Pratama. 1993.
Kustanto, Heri. Buku Pegangan Kuliah Pneumatik dan Hidrolik. Surakarta:
Akademi Teknologi Warga. 2013.
www.minply.com.tw/Minply%20web/web-guide-control-EPC-eng.htm (diakses 9 Mei 2018)
www.pora.com/eng/product_list.php (diakses 9 Mei 2018)
http://hydraulic.co.id/katup-hidrolik-hydraulic-valve/ (diakses 9 Mei 2018)
Suprapto, Rosyida, Ainur. Panduan Tugas Akhir. Surakarta: Akademi Teknologi Warga. 2011.
Tahara, Haruo. Pums and Compressors. Jakarta: PT Pradnya Paramita. 1996.
39
Lampiran 1. Transkip Nilai
41
Lampiran 2. Sertifikat PKKMB
Lampiran 3. Sertifikat LPIA Conversation 1
43
Lampiran 4. Sertifikat LPIA Conversation 2
Lampiran 5. Ijazah SMK